Deadline for manuscript submissions: 31 March 2025.

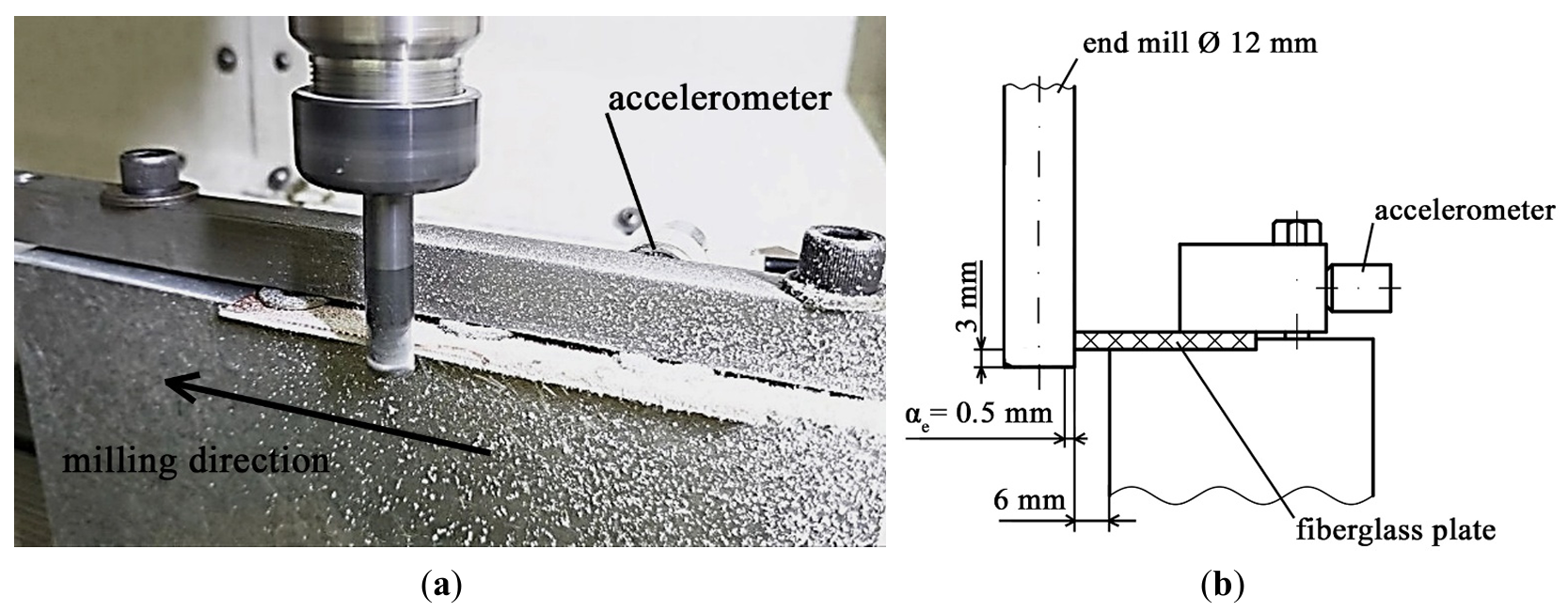
The study focuses on identifying the specific mechanisms of the FR4 fiberglass composite milling process using tungsten carbide end mills with wear-resistant diamond-like and diamond coatings. The processing was carried out at cutting speeds from 115 to 300 m/min and feed of 0.075 and 0.15 mm/tooth. At the same time, the vibroacoustic signal was recorded in three formats: changes in the RMS value and the amplitude of the acoustic emission in the low-frequency and high-frequency ranges, as well as the parameter Kf, which is the ratio of the RMS amplitudes of the signals in the low-frequency and high-frequency ranges. It is shown that the coating material has a predominant effect on the surface roughness. The minimum roughness value was RA = 0.2 µm for the case of a diamond-coated tool. In addition, the coating improves processing performance by increasing the cutting speed for tools with DLC by 1.3 times and for tools with diamond coating by 1.7 times, provided that the RA increases slightly but does not exceed 0.36 µm. When processed with an uncoated instrument, the mill captures the fiber, bends it and breaks it into bundles, creating grooves. The mechanism of glass fiber destruction by a DLC mill is similar, with the difference that the length of the fragmented fiber sections is noticeably reduced due to reduced friction. The mechanism of cutting fiberglass with a diamond-coated milling cutter is significantly different. There are characteristic scratches on the worn sections of the fiber, and there are no signs of destruction of the composite between the matrix and the fiber. Studies of vibration signals have shown that frequency ranges up to 20 kHz and from 33 to 48 kHz are informative enough to diagnose the fiberglass milling process. The most significant values of the Kf parameter were observed at large amplitudes of low-frequency vibrations, typical for processing with uncoated and DLC milling cutters. The lowest Kf values were obtained using diamond-coated milling cutters. A correlation was found between the values of the Kf parameter and the roughness values of the treated end surface of the fiberglass plate.
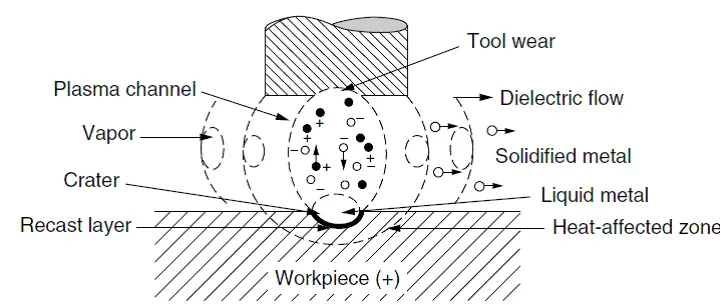
The material removal in Electro-Discharge Machining (EDM) occurs through the generation of high temperatures caused by intense electrical discharges, leading to the melting and vaporization of the workpiece and tool electrode. The ejected molten material solidifies in the dielectric liquid, forming debris that can significantly affect process accuracy, efficiency, productivity, and machinability if not effectively removed from the machining zone. The utilization of Low Frequency (LF) vibration (typically <1 kHz) to assist debris evacuation during Micro-EDM (µEDM) and EDM processes has emerged as a feasible solution. Moreover, the integration of powder into the dielectric medium (Powder mixed EDM, PMEDM) along with LF vibration presents an interactive approach to further enhance process performance. Despite its promise, the field lacks a unified understanding of LFV-EDM’s underlying mechanisms, systematic optimization frameworks, and clear pathways for industrial integration. This paper presents a comprehensive overview of research focusing on the influence of process parameters on key performance indicators such as Material Removal Rate (MRR), Electrode Wear Rate (EWR), surface roughness (Ra), and geometric accuracy in LF vibration-assisted µEDM and EDM. Various optimization methodologies, including statistical modeling, finite element analysis (FEA), computational fluid dynamics (CFD), and advanced techniques like Taguchi and artificial neural networks (ANN) employed in this field are extensively reviewed. Critical analysis of contradictory findings and material-specific responses is included. The review concludes with identified research gaps and prioritized future directions, including hybrid processes, advanced powder materials, and AI-driven optimization for LF- assisted µEDM and EDM processes. This work provides researchers with a consolidated knowledge base, a critical perspective on current limitations, and a prioritized agenda for future innovation, ultimately bridging the gap between laboratory research and scalable industrial application.