Design of an Industrial Facility for Recycled Polymer Granule Production

Design of an Industrial Facility for Recycled Polymer Granule Production

Received: 23 January 2026 Revised: 23 March 2026 Accepted: 08 April 2026 Published: 29 April 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
Graphical Abstract
1. Introduction
According to data from the Global Waste Management Outlook 2024 [1] report, global solid waste generation could reach 3.8 billion tonnes by 2050. This represents an 80% increase if significant changes are not implemented in waste management policies.
In Brazil, the annual volume of processed municipal solid waste exceeds 100 million tons, according to the National Sanitation Information System [2]. Geographically, there is a disparity, with the Southeast region being the largest generator (accounting for nearly 50% of the total volume generated in Brazil) [3].
In this context, Law No. 14,260/2021 [4], known as the Recycling Incentive Law (LIR), was created. Its objective is to stimulate the recycling production chain in Brazil through tax incentives and support for projects that promote the proper disposal of waste. This legislation has boosted the growth of the recyclables market: according to data provided by Associação Brasileira de Reciclagem e Meio Ambiente (ABREMA), It is estimated that nearly 9% of municipal solid waste was sent for recycling in Brazil in 2025. This figure corresponds to dry waste [5].
Aiming for innovation to stand out amidst the growing sector, this work, developed by students of the Mechanical Engineering course at the Federal University of Paraná, proposes to explore the technical feasibility of polymeric blends. The proposal is to study the necessary conditions for processing these materials, considering the industrial stages involved, the definition of the technological route, the selection of machinery, the characterization of raw materials, and the analysis of complementary inputs, such as compatibilizers and additives.
Polymer Recycling Process
Among the industrial possibilities for polymer recycling, the most widely used is mechanical recycling. It is through this process that polymeric pellets are obtained. Mechanical recycling depends on several stages. The first of these is separation, where plastics are separated from other materials, such as glass, metal, and paper, and also where the polymers are separated from each other. In Brazil, since most recycling companies are small and labor costs are low, the material separation process occurs (mostly) manually [6]. For this process, it is possible to identify the material based on the packaging material identification symbol.
The second step in the process is grinding (or crushing/shredding). In this stage, the plastic packaging is shredded. Washing occurs next, which is important for removing unwanted residues, and after this, drying is crucial so that the extrusion process is not affected by moisture. Extrusion, considered the final stage of mechanical recycling, is responsible for the final transformation of the product, as it is in this phase that the polymer is melted, forced through a die to generate filaments, and finally cut to be transformed into granules (pellets). In order to obtain a mixture of recycled polymers with suitable processing properties, several obstacles must be overcome. Considering the different melting points as well as the molecular structures of each polymer is one of them [7]. For blends of recycled PP-PE polymers, prior knowledge of the degradation behavior of these blends is essential [8]. Furthermore, the processing of recycled polymer blends is susceptible to cross-contamination, largely due to the inefficiency of separation processes [9]. This can result in the mixture containing up to 13% other polyolefins [10]. Although the polymer recycling industry recognizes that the presence of olefinic contaminants is detrimental to the mixture itself, there are still few studies investigating the consequences of these cross-contaminations. However, the literature provides valuable studies, such as that conducted by Saikrishnan et al. [11], who observed that the melting range of PP increased with increasing reprocessing cycles.
2. Literature Review
2.1. Polymer Recycling in Brazil
In Brazil, although there are environmental laws [12,13] that encourage selective collection and recycling actions, there is still a lag in relation to total recycling. Unlike what is observed for aluminum, where the recycling rate reaches almost 100% [14], polymer recycling needs to advance. Several factors contribute to the low recycling rate of polymers in the country. These include: lack of environmental awareness and education among a portion of society that does not participate in selective collection; the absence of an efficient and lasting selective collection system in some municipalities [15]; lack of integration between different actors responsible for the recycling logistics chain [16]; and the absence of tax incentives [17] to stimulate the production chain. Despite these barriers, there are opportunities for growth in the recycling sector. In this context, studies on the design of polymer recycling plants must be encouraged and developed in undergraduate engineering courses, as a way to prepare professionals for future challenges and opportunities.
2.2. Polymer Processing
The polymer processing sector has a diverse range of equipment capable of producing different products [18]. Undoubtedly, this diversification is due to society’s dependence on polymeric materials [19], which have unique characteristics and are adaptable to different applications, both industrial and everyday [20]. Thus, injection molding, blow molding, rotomolding, calendering, casting, dip molding, and thermoforming are some examples of processes available on the market and already industrially consolidated [6] capable of processing and shaping different polymers. In Brazil, the main recycling units operate with extrusion and injection equipment. They use, for example, polymeric materials from selective collection or from collectors who, individually or cooperatively, resell the waste to small and medium-sized processors.
2.3. Characteristics and Properties of LDPE, HDPE, and PP
2.3.1. Properties of LDPE
Low-Density Polyethylene (LDPE) is a thermoplastic obtained by the polymerization of ethylene under high pressures, between 1000 and 3000 atm, and temperatures between 100 and 300 °C. The process uses initiators such as organic peroxides or oxygen, resulting in a structure with branched chains, a characteristic that directly influences its properties [21]. These long and short-chain branches decrease the density (between 0.919 to 0.929 g/cm3), reduce the crystallinity (50–60%) and the melting temperature (110–115 °C), in addition to giving the polymer high toughness, good impact resistance, and flexibility [22]. LDPE has tensile strength between 6.9 to 16 MPa, elongation at break of up to 800%, and elastic modulus between 120 and 240 MPa [21].
From a chemical standpoint, LDPE is highly resistant to water and aqueous solutions, even at elevated temperatures, although oxidizing agents can attack it. It exhibits low permeability to water and gases but is susceptible to swelling when exposed to non-polar solvents such as hydrocarbons [22]. These properties justify its use in plastic packaging, agricultural films, bags, toys, wire coatings, pipes, and hoses. Its flexibility and transparency also make LDPE a common choice for applications requiring good moldability [21].
2.3.2. Properties of HDPE
In addition to being more resistant to aggressive chemicals like concentrated acids and strong bases, HDPE is also more resistant to the action of ultraviolet radiation and thermal oxidation, especially when additivated [21]. However, due to having a more rigid and crystalline structure, it is less resistant to impact when compared to LDPE [22].
HDPE is widely used in industrial processes such as injection molding, extrusion, and blow molding, being applied in rigid packaging, tanks, drums, pipes for sanitation and gas, toys, household utensils, and automotive components [23]. Its lower gas permeability and greater rigidity make it ideal for structural and storage applications [21,22]. Literature shows that it is possible to increase the crystallinity of the polymer with the addition of up to 4% nanographite [24]. The variation in crystallinity, with different molecular arrangements and molar mass, makes this material applicable in situations requiring diffusion and even electrical conductivity [25]. Although they share some applications, LDPE and HDPE differ in terms of flexibility, rigidity, and mechanical strength. LDPE is preferred in applications requiring lightness, flexibility, and processability, while HDPE is ideal for uses that demand structural resistance, rigidity, and chemical stability [22].
2.3.3. Properties of PP
Among its main characteristics, PP offers high mechanical resistance, good performance as a barrier to gas and water vapor permeability, and a high heat distortion temperature. Furthermore, the material exhibits considerable flame resistance [26] and good tolerance to chemicals [27].
Due to this combination of attributes, polypropylene is widely adopted by the plastic processing industry for the manufacture of countless final products, with a special emphasis on the packaging sector [28]. It is important to highlight that PP is not a monolithic material; it is available in different “grades” or types. Each grade features variations in its chemical and structural composition, and is designed to meet the specific requirements of different applications [26].
Table 1 shows the main characteristics of each of the polymers discussed in this study.
Table 1. Properties of HDPE, LDPE, and PP isotactic.
|
Properties |
HDPE |
LDPE |
PP Isotactic |
|---|---|---|---|
|
Density, g/cm3 |
0.941–0.965 [29] |
0.915–0.925 [30] |
0.890–0.910 [31] |
|
Average molar mass, g/mol |
50,000–250,000 [32] |
Up to 200,000 [33] |
136,000–250,000 |
|
Melting point, °C |
130–135 [35] |
109–125 [35] |
160–175 [35] |
|
Temperature of degradation, °C |
350–450 |
350–430 |
300–500 [36] |
|
Cristallinity, % |
up to 95% [35] |
60 [35] |
36 to >50 [31] |
|
Glass transition temperature, °C |
−78 [35] |
−100 [37] |
−10 [35] |
2.4. Compatibilizers
Compatibilizers are fundamental substances in the development of polymer blends [38], especially when the involved components are thermoplastically immiscible [39]. The main objective of compatibilizers is to promote adhesion between incompatible phases, ensuring better dispersion, interfacial cohesion, and morphological stability of the system [40,41]. They can also contribute to adjusting the viscosity of the mixture being processed [42,43,44].
Polymer blends offer an economic and technical strategy for the development of new materials with balanced properties, combining, for instance, the rigidity of one polymer with the flexibility of another. However, thermodynamic miscibility between different polymers is quite rare, which leads to phase separation and a loss of mechanical, thermal, or optical performance. In this context, the use of compatibilizers becomes essential [45]. According to Teyssié [45], the efficiency of a compatibilizer is related to its chemical affinity with both components of the blend, as well as its interfacial distribution during thermal processing. The author highlights that block or grafted copolymers (e.g., PE-g-MA or PP-g-MA) are very effective forms of compatibilizers, since one of the copolymer phases anchors itself in one matrix while the other anchors itself in the other, promoting the union between them. Another important aspect is the influence of compatibilizers on the system’s morphology. The presence of a compatibilizer can alter the size, shape [46], and dispersion of the minor phases (dispersed domains), favoring the formation of interpenetrating or encapsulated structures that increase tensile, impact, and fatigue strength [45].
Furthermore, the application of compatibilizers is especially important in recycled blends, where the polymers present are generally of different origins and properties. In these cases, the appropriate use of compatibilizers can restore or even improve the properties of the resulting materials [40]. Furthermore, due to the demands for more sustainable processes, new classes of compatibilizing agents have been developed to meet this demand [44]. Thus, the use of polymeric compatibilizers represents one of the main strategies for the development of new polymeric materials with optimized performance, being an area of continuous technological and scientific advancement within materials engineering and polymer science.
2.5. Additives
Polymers, in their pure form, almost always do not exhibit the desired properties for specific applications. To address these limitations, additives are incorporated. These are substances incorporated into the plastic matrix with the aim of modifying or optimizing specific characteristics of the material, either during processing or throughout the lifespan of the final product [47,48,49]. According to Paoli [47], additivation is an essential practice in polymer technology and serves to protect, stabilize, improve, or expand the material properties. The presence of additives allows, for example, increasing thermal, chemical, and UV radiation resistance, modifying mechanical properties, controlling the polymer’s lifespan, and even facilitating its degradation in certain environments.
With the advancement of research focused on sustainability, the incorporation of pro-degradant and biodegradable additives has gained prominence. These additives are designed to accelerate the degradation process of conventional plastics, such as polyolefins, in natural environments like soil and water [49,50,51]. They act by catalyzing the cleavage of molecular chains through the action of heat, light, or microorganisms, making the material more susceptible to chemical and biological degradation.
Among modern additives, enzymatic additives also stand out, which utilize enzymes to accelerate the oxidation of functional groups of the polymer, conferring hydrophilic characteristics to the surface and facilitating microbial attack. According to Restrepo-Flórez et al. [52], this type of additive represents an innovation, as it promotes a more selective and controlled degradation of the polymeric material. It is important to note that the effectiveness of additives depends not only on their composition but also on factors such as: polymer type, exposure environment, temperature, humidity, time of use, and presence of light or oxygen. Thus, the correct choice and dosage of additives are crucial for the success of the desired application [49,53,54], It can even be used for mixtures of PP and PE [55].
In this way, polymeric additives assume a central role in the materials industry, enabling the customization of polymers for specific applications, in addition to favoring the development of plastics with a lower environmental impact.
3. Methodology
The methodology adopted in this study was exploratory and technical in nature, based on bibliographic research, data surveys, and industrial process simulation. Initially, reviews of scientific, technical, and normative literature were conducted to understand the physical, chemical, and mechanical properties of the recycled polymers used in the composition of the pellets (HDPE, LDPE, and PP), in addition to identifying the compatibilizers and additives required to improve the homogeneity and performance of the final product.
Based on the collection and processing of this information, the conceptual design of the production unit was developed, utilizing a block diagram and a detailed flow chart of the pellet manufacturing process. The process was represented using the Miro platform. The steps include raw material reception, drying, crushing, sieving, extrusion, cooling, granulation, storage, and distribution. For each of these steps, commercial equipment was selected based on technical catalogs from suppliers and manufacturers, considering capacity and suitability for the proposed process. Furthermore, the daily, weekly, monthly, and annual production capacity of the plant was estimated, as well as the anticipated operational losses during processing. Based on these parameters, a mass balance was performed to size the input volumes of raw material and the output volumes of finished product. The definition of the unit’s location was based on strategic criteria involving logistics, raw material availability, infrastructure, and municipal incentives. The city of São José dos Pinhais (Brazil, PR), in the metropolitan region of Curitiba (Brazil, PR), was selected due to its proximity to recycling cooperatives, transport networks, and final consumers.
Finally, an estimated financial analysis was carried out, considering the costs associated with equipment acquisition, raw materials, supplies, infrastructure, labor, and operating expenses. Revenues were also projected based on the sale of pellets packaged in different formats. The result of this analysis allowed for the evaluation of the technical and economic feasibility of the plant within the context of the circular economy.
3.1. Definition of Criteria for the Selection of the Industrial Unit’s Installation Site
The Curitiba metropolitan region (Brazil) was selected for the research on choosing the location for the production unit’s headquarters. The region was chosen because it has many companies linked to the selective collection system, with public programs that encourage waste separation in households, and for having efficient electrical energy distribution services. The metropolitan region has had incentive programs for solid waste separation for many years, standing out in Brazil with prominent cities in terms of sustainability. In addition, there are several active recycling cooperatives, such as the Rede Cata Paraná, which is composed of various organizations and facilitates access to materials like HDPE, LDPE, and PP; the CATAMARE (Recyclable Material Collectors Cooperative); and other associated cooperatives. This network covers the collection, sorting, and commercialization of recyclable materials. Private companies also collect industrial waste that can be directed to recycling, making the availability of the three materials abundant. These companies operate in the management and commercialization of recyclable materials, buying waste from the cooperatives, standardizing the bales and/or ‘big bags’, and forwarding them to the industry, where they will be processed into new raw materials, such as plastic pellets (the proposal of the company in this study).
The demand for recycled pellets has been growing due to stricter environmental policies and the preference for sustainable materials, aligned with the National Solid Waste Policy (PNRS), which plays an important role in promoting recycling and the use of waste as a raw material, thereby incentivizing the circular economy. Among the potential consumers of recycled HDPE, LDPE, and PP pellets are companies in the packaging, cleaning products, beverages, and cosmetics sectors, which seek to replace virgin plastics with recycled ones to meet environmental and economic requirements.
In the Curitiba region, as well as nationally, there are several companies that stand out as potential customers for recycled mixed HDPE, LDPE, and PP pellets. They are mainly companies in the packaging and consumer goods sector that seek reliable suppliers for quality recycled materials. To idealize this industrial production unit, the availability and qualification of the workforce for this unit are strategic and important factors. Thanks to access to technical and higher education institutions, such as SENAI and UFPR (local university), Curitiba has a diversified and qualified workforce. These institutions offer training in technical fields such as waste management, industrial processes, and automation—important qualifications that must be part of the production unit being idealized in this work.
Support sectors such as logistics, transport, administration, and sales are also essential, and it is possible to find professionals for these sectors in the Curitiba region, especially since there are several other medium and large companies that foster training and qualifications in these departments.
There are several advantages to installing a unit like the one proposed in this work in the Curitiba region, notably public incentives and urban infrastructure. Curitiba and its metropolitan area have municipal policies aimed at supporting sustainable enterprises, including worker training in the recycling area. Furthermore, the public transport system is considered one of the most efficient in Brazil, and the proximity to industrial zones reduces mobility costs and improves worker retention. Working with nearby cooperatives can enable regular collection of recyclable materials (HDPE, LDPE, PP) at a reduced cost. In addition, the proximity of the Port of Paranaguá facilitates exports, if necessary, and if it is a future strategy. The various recycling cooperatives and sorting centers in the region also contribute to reducing the costs and time of transporting raw material to the plant. Road transport will be the main means due to the regional infrastructure. Investing in the company’s own trucks or contracting with transport companies may be necessary to ensure reliability.
Regarding storage, the strategy is to establish on-site facilities, utilizing appropriate warehouses and/or sheds to receive, organize, and keep the recyclables dry and free from contamination.
3.1.1. Location Definition
The decision to establish the production unit in São José dos Pinhais is justified by several strategic factors that stand out compared to other regions. Firstly, the city is situated in a privileged geographical position, adjacent to Curitiba and integrated into the main highways of Southern Brazil, such as the BR-116, BR-277, and BR-376. This connectivity not only facilitates the acquisition of recyclable raw material but also streamlines the distribution of pellets to regional and national markets, such as São Paulo and Santa Catarina, reducing transport costs and times.
Figure 1 presents the Brazilian road network, highlighting the main logistical axes that reinforce the attractiveness of the chosen location, which is situated in a region with a high concentration of strategic highways for cargo flow.
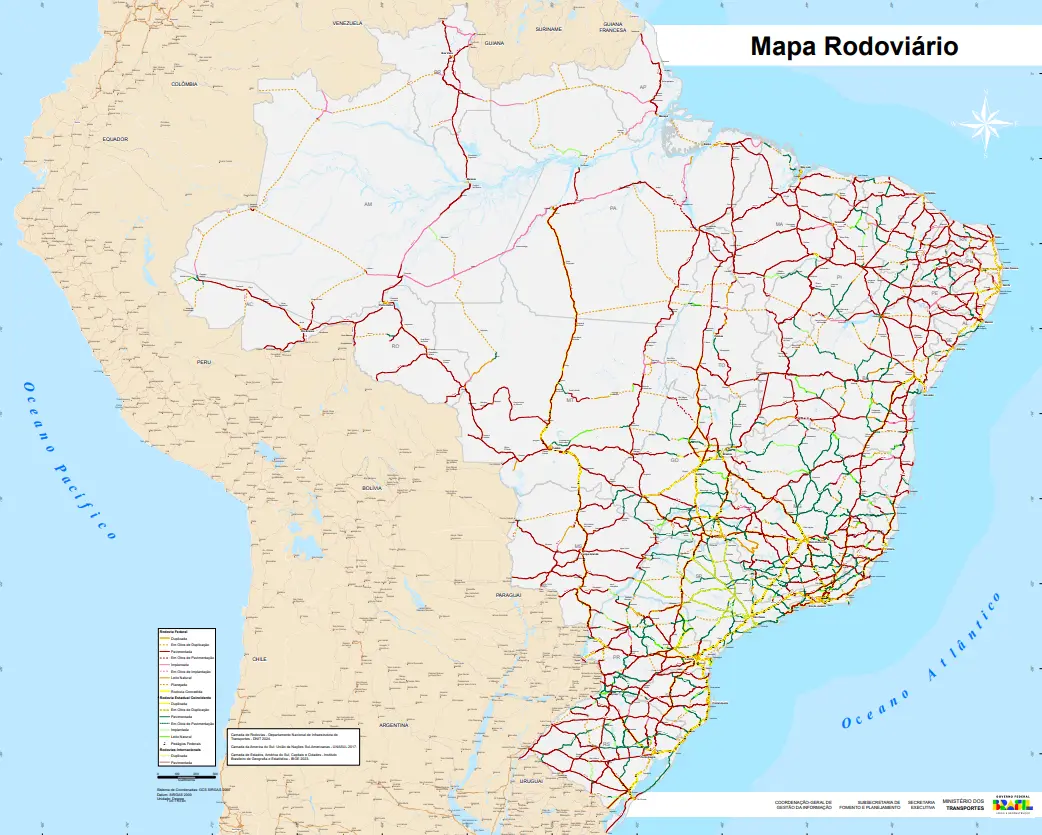
Furthermore, São José dos Pinhais offers an economic advantage compared to Curitiba, presenting lower operating costs. This includes more accessible industrial rents, a relatively lower labor cost, and a smaller impact from municipal taxes, all without compromising access to the same logistical networks and suppliers present in the capital. The proximity to the Afonso Pena International Airport also expands logistical possibilities, including for eventual exports.
Another notable point is the existence of municipal incentives that promote the installation of sustainable industries. Local public policies frequently benefit companies that generate jobs and contribute to the circular economy, aligning directly with the proposal of recycled pellet production. Furthermore, the proximity to cooperatives, sorting centers, and specialized suppliers of recyclable materials in the metropolitan area reinforces the viability of São José dos Pinhais as the ideal location for the company’s installation. This choice optimizes operational costs, improves logistical efficiency, and strategically positions the organization to meet the growing demand for recycled solutions, both regionally and nationally.
3.1.2. Raw Materials Involved in the Process
For the present theoretical study, the following thermoplastic polymers were considered as raw materials: High-Density Polyethylene (HDPE), Low-Density Polyethylene (LDPE), and Polypropylene (PP). All of these are widely used in the packaging industry, household utilities, and technical parts. The choice is based on their commercial availability, the high volume of post-consumer waste, and the partial compatibility among these materials in mechanical recycling processes.
The physicochemical characteristics of the polymers were obtained from specialized technical literature and specifications provided by manufacturers and normative institutions. Table 2 presents the typical data.
Table 2. Properties of raw materials.
|
Polymer |
Density (g/cm3) |
Melting Point (°C) |
Applications |
|---|---|---|---|
|
HDPE |
0.940–0.970 |
130–137 |
Caps, tubes, jugs |
|
LDPE |
0.910–0.940 |
105–115 |
Bags, films |
|
PP |
0.895–0.920 |
160–165 |
Jars, caps, car parts |
For this study, it is assumed that the polymeric waste will be obtained from urban and industrial sources. They will undergo preliminary sorting and partial separation, aiming to reduce contaminants and inadequate mixtures. To ensure the stability of the blend and achieve the desired mechanical properties, the block copolymer D5545, from the Intune brand, was selected as the compatibilizing agent. The justification for this choice is detailed in Section 2.4.
In order to ensure the processability of the mixture and mitigate common failures in the reprocessing of mixed polyolefins, a functional additive package was defined. This package consists of the IrgaCycle PS 032 G stabilizing system [56], desiccant concentrates from Ampacet, and flow aids from the 3M Dynamar line. The selection of IrgaCycle PS 032 G is based on its specific formulation for blends of recycled materials, allowing for the simultaneous stabilization of the polypropylene phases and the polyethylene matrix, which is crucial for maintaining the mechanical properties. Furthermore, the incorporation of the Ampacet desiccants is justified by the need to neutralize residual moisture present in the post-consumer washed flakes, thereby preventing the formation of porosity and visual defects in the final piece. Finally, the 3M Dynamar was chosen to correct flow instabilities, often observed in HDPE-rich matrices, ensuring a homogeneous surface finish.
3.2. Processing Steps
The theoretical process considered is mechanical recycling via extrusion and pelletization, encompassing the following steps, according to Figure 2.
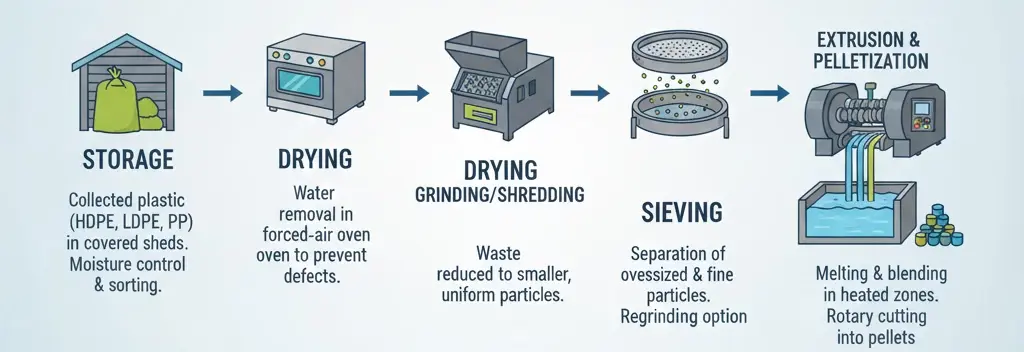
The plastic materials (after collection) would be stored in covered sheds, in big bags, protected against environmental contaminants. This step is essential to prevent the degradation of the materials before processing. Moisture control and polymer type identification practices would be adopted to facilitate subsequent processing. Before processing, the materials would undergo a drying step to reduce moisture absorbed during storage or residual from the cooperatives that collected and cleaned the materials. Drying would be performed in a forced-air oven to prevent the formation of bubbles and defects during extrusion. The waste would then be sent to grinding machines with the objective of reducing the materials into smaller, homogeneous particles, facilitating the subsequent thermal processing. After grinding, the fragments would pass through a vibratory sieving system. This step would separate very fine particles or those with a particle size outside the desired standard, ensuring greater uniformity in the material to be fed into the extruder. Out-of-specification waste could be reground. The blend of HDPE, LDPE, and PP would be processed by extrusion. The temperature would be zone-controlled, considering the melting point of each polymer and respecting their thermal limits to avoid degradation. The molten material would exit the die head in the form of continuous strands, which would be directed to a cooling bath with room-temperature water. Subsequently, the cooled strands would be cut into cylindrical pellets by a rotary system.
4. Results
4.1. Brainstorming
To begin the conceptual representation stage of the process (as shown in Figure 3), the concepts presented and acquired in the Polymer Processing discipline of the Mechanical Engineering course at the Federal University of Paraná were taken as a premise. Initially, the team considered the manufacturing process. The first question was regarding the application that the purchaser of the pellets might use them for, as this influences the percentages of each material in the manufacturing process. Subsequently, it was investigated how the recycled material would be collected—whether it would arrive already clean and separated, or if this process would be done in-house. Next, consideration was given to how quality control would be performed. In addition, the specific machinery that would be employed throughout the process was determined. The method of storing both the recycled packaging and the finished pellets was also considered.
After all these points were defined, it was possible to assemble the complete block diagram, which was subsequently used to aid in the elaboration of the process flow chart. The project proposal was based on mechanical recycling, which is feasible for the selected polymers [57] and has low technical requirements [58]. The units used were defined according to information contained in the study by Li et al. [59].
4.2. Block Diagram and Process Flow Chart
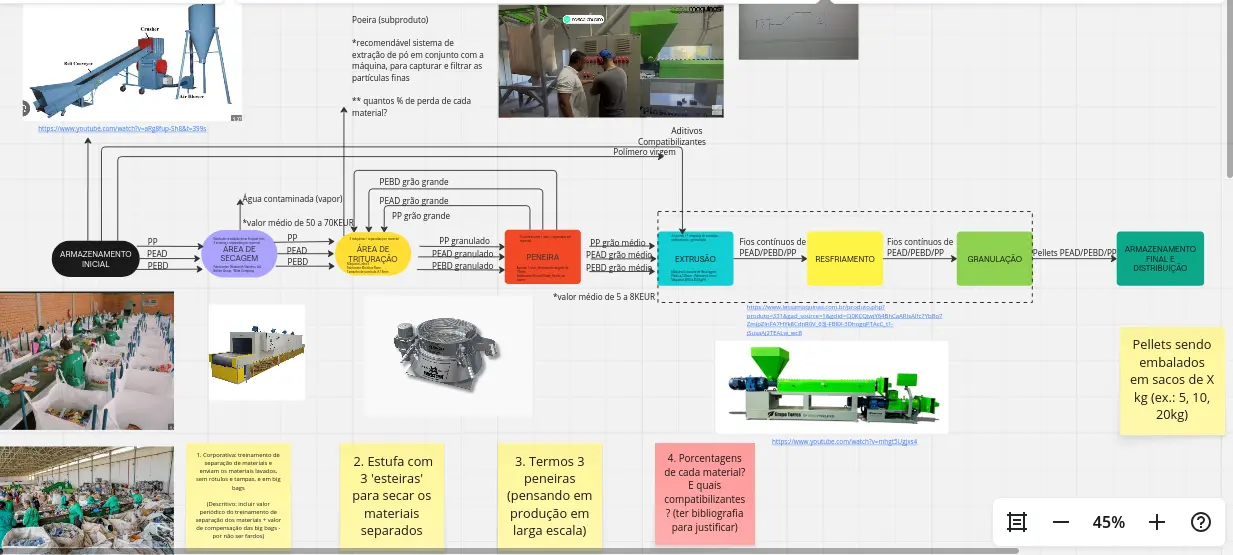
Figure 4 and Figure 5 represent, respectively, the block diagram and the process flow chart, created specifically for the processing of recycled materials into HDPE/LDPE/PP pellets. Block diagrams are widely used in process engineering projects precisely because they are able to represent units and their main streams, and how they integrate [60]. They assist in calculations related to mass balance by unit. Flowcharts, on the other hand, provide greater detail of the unit, including information about equipment [61].
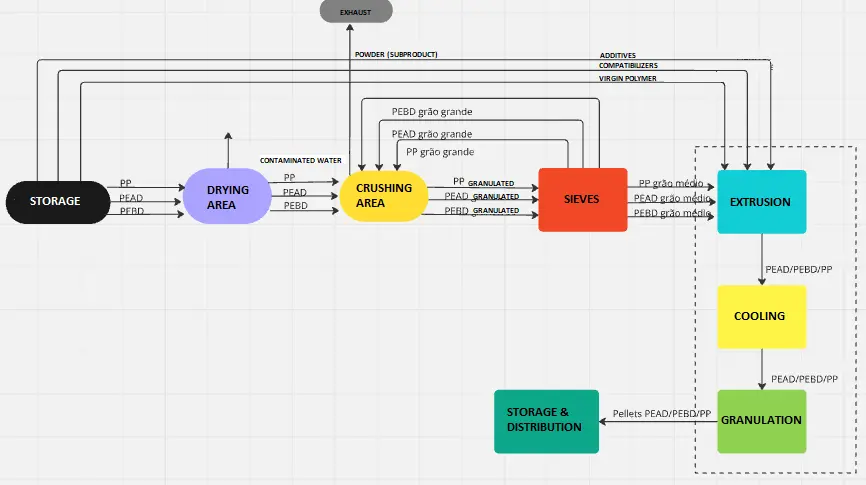
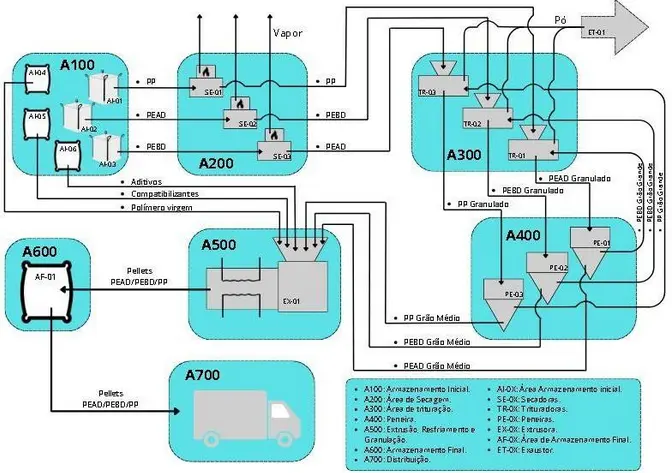
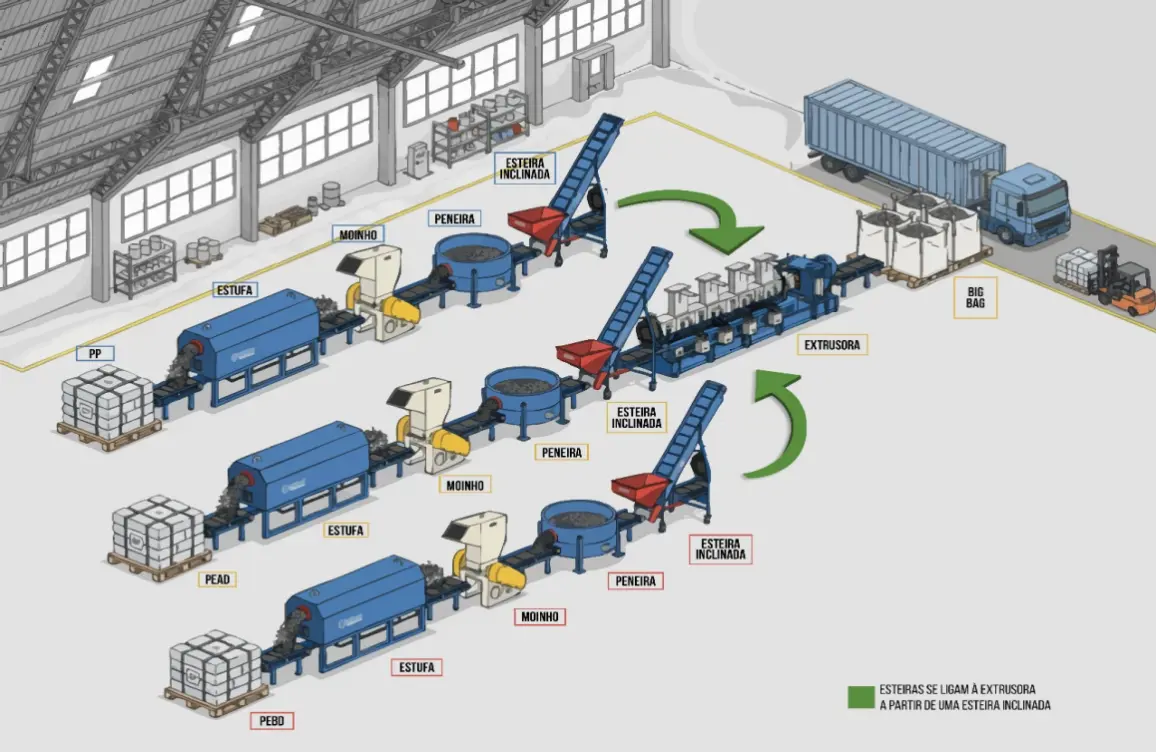
Figure 6 presents a schematic layout of the factory. The images of the machinery, which will be detailed in the following topic, were generated with the aid of Artificial Intelligences (AIs), Gemini, and ChatGPT.
Given that the production of the image is complex, the production line is detailed separately up to the inclined conveyor belt. The arrows indicate that the conveyor belts will dump the shredded products into a single extruder.
In process engineering, production units and how they interconnect can be represented through block diagrams and process flow diagrams [62]. In this representation, the process streams (production lines) are indicated by arrows, and the units by blocks. Each block was identified as a major area. In total, 7 areas were considered, which were identified from A100 to A700. For the construction of the block diagram, conventions were adopted, just as in engineering projects [63]. For example, the process stream flows, as well as the sequence of units, were arranged in such a way that the reading is done from left to right. This facilitates understanding of the unit.
4.2.1. Production Areas
Storage of Supplies (A100)
In the initial storage area (A100), the recyclable materials sourced from recycling cooperatives in Curitiba and the surrounding region arrive in big bags. These materials will, in their entirety, be clean plastic bottles, free of labels or caps, in accordance with a pre-established operational agreement with the cooperatives that will be included in the supplier catalog. This agreement includes periodic training provided by the company to the cooperatives, ensuring that the material received meets the required quality standards for processing in the subsequent steps, and that the pellet production company does not require a dedicated washing area for received recycled materials. These training and logistics policies within the storage area serve to promote an environment of operational efficiency [64].
In addition to the recyclables, this area (A100) is also responsible for storing the complementary raw materials, which are the sacks of virgin polymers, additives, and compatibilizers. These supplies are used in the extrusion stage (A500), but arrive directly at the initial warehouse to facilitate inventory control and efficient distribution during production. In the flow chart, the big bags are represented by AI-01, AI-02, and AI-03, corresponding respectively to the PP, LDPE, and HDPE bottles, already clean and without labels or caps. The sacks of additives, compatibilizers, and virgin polymer are represented as AI-04, AI-05, and AI-06, respectively. To ensure the efficiency of an industrial process, in addition to understanding the theoretical basis that supports it, it is necessary to anticipate which equipment will be involved in each stage. This is because each piece of equipment will have its functionality and purpose within the project design, allowing for integration between operational units and the efficiency of the overall process [65].
Drying Area (A200)
The drying process of the recycled material was defined to ensure the complete removal of residual moisture present in the HDPE, LDPE, and PP particles. The materials arrive at the company already washed, sourced from regional recycling cooperatives. Despite being clean, these materials may still possess adhered water particles that need to be eliminated before the subsequent stages of the production process [66].
To meet this need, a drying oven is considered that incorporates three independent conveyor belts, one for each type of polymer, thus avoiding cross-contamination. The oven will operate at a temperature between 60 °C and 80 °C, which is sufficient to evaporate all the water without harming the properties of the materials. During operation, water vapor (contaminated water) will be emitted. The treatment of this emitted vapor at this stage was not considered. According to research, the approximate cost for the design, equipment acquisition, and installation is between R$120,000.00 (US$21,818) and R$150,000.00 (US$27,272). In the flow chart, the equipment is represented by SE-01, SE-02, and SE-03, corresponding respectively to the drying of the PP, LDPE, and HDPE materials.
Grinding Area (A300)
For grinding, equipment capable of allowing the passage of 8 mm grains was selected. The literature suggests flake sizes between 1 and 20 mm [67], indicating that sizes smaller than 1 cm improve feed stability in the extruder and reduce pumping energy [68]. This will ensure better integration with the subsequent stages of the process. Additionally, equipment was considered with a production capacity ranging from 30 to 400 kg/h. In a computational fluid dynamics simulation study, a feed rate of 50 kg/h was used [67,69]. Thus, a grinder with a 5 hp motor, 200 mm long blades, and a 220 mm diameter rotor was considered. These specifications would be suitable for cutting small and medium-sized parts, especially geared towards processing lighter waste, such as caps and LDPE trim. Meanwhile, grinders with a 20 hp motor and 400 mm blades (coupled to a 320 mm diameter rotor) would be ideal for larger pieces and higher productivity.
Preference is given to grinders with a split system, which allows direct access to the grinding chamber, and a quick-fit screen/sieve, which simplifies cleaning and operational adjustments. The welded steel structure provides durability, while the bearing isolation prevents contamination and facilitates use in processes that utilize water. Considering the quotation in the year 2025, the investment in acquiring this equipment is approximately R$130,000.00 (about US$24,000). In the flow chart, the equipment is represented by TR-01 (corresponding to the PP material), TR-02 (Model S200 from Rone, mainly responsible for grinding small LDPE waste), and TR-03 (corresponding to the HDPE material). The material that enters consists of dry bottles, coming from the drying oven, and exits in the form of grains approximately 10 mm in diameter. At this stage, there is also an output of dust due to the grinding process. An exhaust system (represented by equipment ET-01) is installed to remove this dust from the factory environment. The dust loss was accounted for in the input and output mass balance.
Sieving Area (A400)
For the sieving/screening stage of the recycled materials (HDPE, LDPE, and PP), the need for one vibratory sieve for each type of material was defined, ensuring efficient separation and avoiding cross-contamination. The selection of the sieves considered the estimated production volume of 3 t daily, the ideal particle size (up to 10 mm) [68], and the possibility of reusing off-spec particles. Most industrial extruders (designed to process polymers) have feeders that operate more efficiently with uniform particles below 10 mm. Larger particles can cause jamming, irregular feeding, and/or motor overload, compromising the equipment’s performance and service life.
After adjustments, it was defined that each type of recycled material (HDPE, LDPE, and PP) will be processed by an individual vibratory sieve, totaling three sieves, each with only one screening level. This level will be configured to separate particles with a size of up to 10 mm, allowing larger particles to be directed back to the grinding area, while the smaller ones will proceed to the subsequent stages of the process. The sieve models available on the market that would meet the project requirements have an average value between R$20,000.00 (about US$3400) and R$60,000.00 (about US$11,000) per unit.
In the flow chart, the equipment is represented by PE-01, PE-02, and PE-03, corresponding respectively to the sieving of the PP, LDPE, and HDPE materials. The material that enters consists of the grains newly processed in the grinding stage. If these particles do not pass through the sieving stage, they return to the previous stage to be ground again, according to the flow chart scheme.
Extrusion, Cooling, and Granulation Area (A500)
The extruder is a very important machine for the polymer industry. It is responsible for transforming the raw material by melting it [58]. The products obtained through the machinery can be the final product, or they can be sent for other processes later. Depending on the processing conditions and the chemical structure of the polymer, polymeric decomposition can occur during extrusion, generating oligomers and even monomers [57]. In this case, the final product of the extruder will be the pellet, however, after being sold, the pellets will undergo other processes to be transformed into the product that will reach the final consumer.
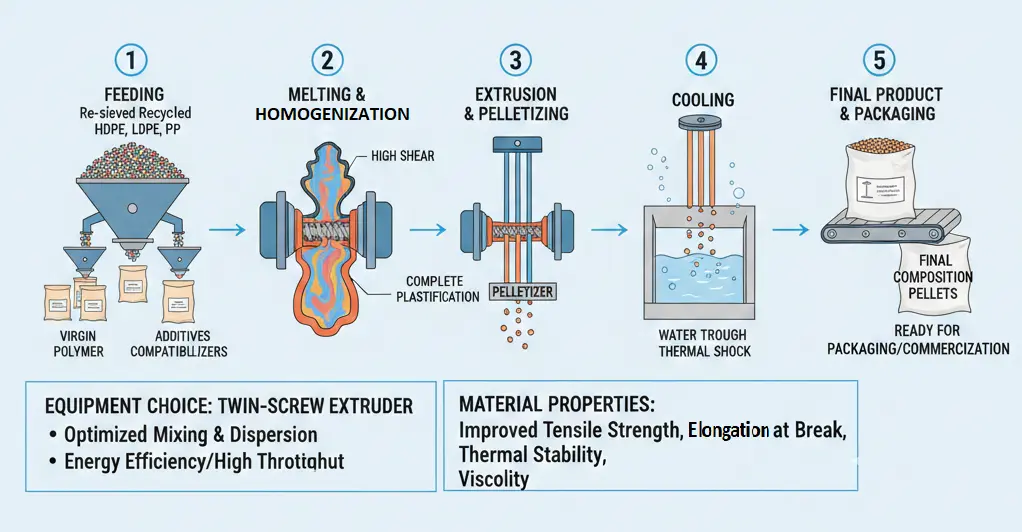
The processing stage, identified in the flowchart by the code EX-01, will be carried out by a co-rotating twin-screw extruder. The choice of this type of equipment is justified by its mixing and homogenization capacity, which is essential for the incorporation of additives [58], in addition to being suitable for PP and PE compounds. The main technical characteristics that supported the equipment selection include:
Mixing and Dispersion Performance: The optimized geometry of the co-rotating screws promotes superior distributive and dispersive mixing, which is crucial for homogenizing the mixture of recycled HDPE, LDPE, and PP with the virgin polymer and the additives [70].
Energy Efficiency: The equipment design aims to maximize productive yield (throughput) while minimizing energy consumption, which translates into lower operational costs.
The operational flow in area A500 follows the steps described below:
Feeding: The EX-01 equipment is fed with the recycled polymer granules (HDPE, LDPE, PP) that have been previously sieved to ensure adequate particle size (granulometry). Simultaneously, the additives, compatibilizing agents, and the virgin polymer are dosed according to the pre-established percentages in the composite formulation.
Melting and homogenization: Inside the extruder barrel, the material is transported, melted, and subjected to intense shear by the co-rotating screws. In this phase, the complete plastification and homogenization of all components occur, resulting in a uniform molten polymer mass.
Extrusion and pelletizing: The polymer mass is then forced through a die, emerging in the form of continuous cylindrical strands [71]. At the die exit, a pelletizing system (pelletizer or cutter) sections the strands into small cylinders, forming the pellets.
Cooling: Immediately after pelletizing, the pellets are discharged into a water circulating trough for rapid cooling. This thermal shock solidifies the material and finalizes its morphology.
At the end of this process, the pellet with the desired final composition is obtained, ready for the subsequent stages of packaging and commercialization. Figure 7 shows the stages in the area 500 process.
Finished Product Storage (A600)
The final storage area is dedicated to the organization and packaging of the recycled HDPE/LDPE/PP pellets, prepared for distribution to final customers. The pellets are packaged in bags [72] with three different capacities: 5 kg, 10 kg, and 20 kg. This variation in bag weight was strategically selected to meet the needs of different types of clients, ranging from small workshops to large industries that produce packaging for cleaning products, hygiene products, and others.
Distribution (A700)
To finalize the production flow of the recycled pellets, there is a distribution area, which concentrates the loading docks and transport vehicles for optimized logistics that meet customer demands and deadlines.
4.3. Estimation of Industrial Production Capacity
To adequately dimension the volume of raw material required for the manufacturing of recycled pellets, a daily production target of 3 t was initially established, considering an 8-h operation regime per day. This value was defined based on companies of similar size and segment operating in polymer recycling and transformation. Table 3 presents the proportion among the recycled polymers, aiming at applications in rigid packaging.
Table 3. Produced pellet composition.
|
Component |
(%) |
|---|---|
|
Recycled HDPE |
50 |
|
Recycled PP |
30 |
|
Recycled LDPE |
10 |
|
Compatibilizers |
5 |
|
Virgin resin |
4 |
|
Additives |
1 |
Based on this capacity, an hourly production of approximately 375 kg of pellets is estimated. The proposed formulation considers the addition of 5% compatibilizing agents (18.75 kg), 1% additives (3.75 kg), and 4% virgin polymer (15 kg), totaling 37.5 kg of complementary input materials.
During the production process, material losses are expected to occur. Material losses ranging from 2% to 50% are typical in processes covering the stages from sorting to regranulation [73]. However, for this study, only losses in the crushing stage were considered, estimated at 2%. Thus, to achieve the desired net production of 375 kg, the extruder feed must receive approximately 114.8 kg of PP, 191.3 kg of HDPE, and 38.3 kg of LDPE, compensating for the process losses.
The raw material will be received weekly. Considering a week with 5 working days, the following quantities of input materials are required: 7652 kg of HDPE; 1532 kg of LDPE; 4592 kg of PP; 600 kg of virgin polymer; 150 kg of additives; and 750 kg of compatibilizing agent. With the process losses of 275.52 kg, the weekly balance results in an effective production of $15,000.48 kg, confirming the consistency between material input and output.
For monthly production, considering 20 working days, the quantities are: 30,608 kg of HDPE; 6128 kg of LDPE; 18,368 kg of PP; 2400 kg of virgin polymer; 600 kg of additives; and 3000 kg of compatibilizing agents. Considering losses of 1102.16 kg, the monthly balance totals 60,001.92 kg, equivalent to 60 t of pellets. On an annual scale (12 months), the estimate is 720 t produced, with the consumption of: 367,296 kg of HDPE; 73,536 kg of LDPE; 220,416 kg of PP; 28,800 kg of virgin polymer; 7200 kg of additive; and 36,000 kg of compatibilizing agents. With annual losses estimated at 13,224 kg, the total balance results in 720,023 kg, which confirms the consistency of the calculation.
4.4. Final Product (Polymer Granules)
This topic presents the expected mechanical properties for the recycled polymer pellets produced from the mixture of HDPE, LDPE, and PP. The combination of these materials aims to obtain a polymer composite with a balance between stiffness, flexibility, and chemical resistance, suitable for medium-performance industrial applications, such as technical packaging and non-structural plastic components. The recycled HDPE, which constitutes 50% of the formulation, is responsible for the material’s main structure. Due to its high crystallinity (70–90%), HDPE exhibits a high elastic modulus of 0.8–1.5 GPa and good impact resistance, making it widely used in products that require durability and dimensional stability. These characteristics are due to its linear structure of long chains, which allows for dense molecular packing and greater intermolecular cohesion [74]. Furthermore, HDPE has low moisture absorption and excellent chemical resistance, being stable against solvents, acids, and bases under moderate environmental conditions.
The recycled PP, with 30% participation, complements the mechanical and thermal performance of the mixture. Polypropylene is known for its low density (approx 0.90 g/cm3), high chemical resistance, and good thermal stability, supporting continuous use temperatures between 100 and 120 °C. According to Santos and Silva [75], PP provides better processability and reduces the material’s specific weight, in addition to increasing fatigue and impact resistance, which are desirable properties in products molded by extrusion or injection.
The recycled LDPE, present in 10% of the formulation, is added to improve the material’s ductility and toughness. Due to its highly branched molecular structure, LDPE exhibits lower crystallinity (40–60%), which results in greater flexibility and a lower elastic modulus. This characteristic makes it essential for reducing the mixture’s brittleness and imparting malleability and energy absorption capacity [76]. The compatibilizing agents (representing 5% of the composition) play a fundamental role in the thermal stability of the mixture [58], promoting interfacial adhesion between the polymers (HDPE, LDPE, and PP). These agents act chemically by reducing the interfacial tension and favoring the homogeneous dispersion of the phases, which significantly improves the overall mechanical and thermal properties of the composite.
The addition of 4% virgin polymer contributes to reinforcing the structural performance of the final material, offsetting the potential thermal and mechanical degradation of the recycled polymers [77]. This reinforcement, which can be applied in higher contents, improves tensile strength, elongation at break, and thermal stability, ensuring the final product maintains industrial quality standards. It can also affect the viscosity of the blend [78]. Finally, the additives, making up 1% of the composition, include antioxidants, UV stabilizers, and flow agents, which increase durability, prevent oxidative degradation during processing, and ensure uniformity in coloration and surface finish [6].
In these configurations, the pellets are physically expected to have an average diameter of 10 mm, a greenish color resulting from the mixture of plastic waste, and a homogeneous and odorless appearance, meeting the defined quality criteria. Chemically, they are expected to be inherent and recyclable, not releasing harmful volatile substances under normal processing conditions. The final material must exhibit good processability in conventional extrusion and injection equipment, resistance to deformation, and thermal stability, maintaining the commitment to sustainability and economic viability. Thus, the development of these recycled pellets (as shown in Figure 8) not only reduces the environmental impact associated with plastic waste disposal but also reinforces the potential for polymer reuse in high-performance products, aligning technological innovation and environmental responsibility.

4.5. Preliminary Economic Analysis
The financial viability of the potential company was structured based on research carried out in several specialized sources and websites, with the objective of developing a realistic proposal for costs, expenses, revenues, and cash flow. Thus, the monthly material costs were estimated as presented in Table 4, considering a production of 3 t daily and the premises described previously. This study, based on internet data mining, serves to provide future entrepreneurs with a more realistic view of the business [79]. In this case, the business of polymer recycling can generate employment and bring cooperative workers into the formal economy who can work with the municipality in waste management [80].
Table 4. Costs and material quantities (kg) per month.
|
Material |
Cost/kg (R$) |
Consumption per Month (kg) |
Cost/Month (R$) |
|---|---|---|---|
|
PEAD, PEBD, PP raw |
R$10.00 (US$1.82) |
2400 (4%) |
R$24,000.00 (US$4363) |
|
PEAD recycled |
R$5.00 (US$0.91) |
31,000 (50%) |
R$155,000.00 (US$28,181) |
|
PP recycled |
R$5.00 (US$0.91) |
19,000 (30%) |
R$95,000.00 (US$17,273) |
|
PEBD recycled |
R$5.00 (US$0.91) |
6200 (10%) |
R$31,000.00 (US$5636) |
|
Compatibilizers |
R$50.00 (US$9.10) |
3000 (5%) |
R$150,000.00 (US$27,273) |
|
Additives |
R$40.00 (US$7.27) |
600 (1%) |
R$24,000.00 (US$4364) |
In addition to the variable costs of raw materials, monthly fixed costs were also considered, as demonstrated in Table 5 below.
Table 5. Monthly fixed cost estimate.
|
Item |
Cost/Month |
Notes |
|---|---|---|
|
Warehouse rental |
R$15,000.00 (US$2727) |
Average rental price for a 1000 m2 warehouse in São José dos Pinhais/PR. |
|
Employees |
R$24,000.00 (US$4364) |
Considering 6 employees with an average salary of R$4000.00, already including payroll taxes (or benefits/charges). |
|
Collection and distribution transportation |
R$18,000.00 (US$3273) |
Freight costs, maintenance, and drivers for two dedicated trucks. |
|
Water and energy |
R$30,000.00 (US$5454) |
Estimated value, without detailed consumption in liters/month or kWh/month. |
Summing the variable and fixed costs, the total estimated monthly expenditure is approximately R$566,000.00 (about US$103,000). Regarding revenue, the minimum monthly sales were projected as presented in Table 6, considering three types of pellet packaging.
Table 6. Monthly sales revenue.
|
Product |
Monthly Units Sold (min.) |
Value per Bag |
Monthly Revenue |
|---|---|---|---|
|
Bag 5 kg |
500 |
R$80.00 |
R$40,000.00 (US$7273) |
|
Bag 10 kg |
500 |
R$160.00 |
R$80,000.00 (US$14,545) |
|
Bag 20 kg |
2000 |
R$320.00 |
R$640,000.00 (US$116,364) |
The projected monthly revenue is R$760,000.00, resulting in an operating profit before financing. For the initial investment in machinery, obtaining a bank loan with a term of 5 years (60 months) was considered. Table 7 presents the survey of necessary equipment and their respective values. A notable observation is regarding the conveyors; their value was stipulated because the calculation did not take into account the exact quantity of conveyors to be used, given that a more in-depth study would be required to provide better technical dimensions for designing the connection between machines using conveyors.
Table 7. Machinery acquisition costs.
|
Equipment |
Qty (Quantity) |
Unit Cost |
Total Amount |
|---|---|---|---|
|
Dryer |
3 |
R$120,000.00 (US$21,818) |
R$360,000.00 (US$65,454) |
|
Shredder |
3 |
R$75,000.00 (US$13,637) |
R$225,000.00 (US$40,910) |
|
Vibrating Screen |
3 |
R$20,000.00 (US$3636) |
R$60,000.00 (US$10,909) |
|
Extruder |
1 |
R$530,000.00 (US$96,363) |
R$530,000.00 (US$96,363) |
|
Conveyors |
- |
- |
R$400,000.00 (US$72,727) |
The total estimated investment in machinery is approximately R$1,575,000.00 (US$286,363). Considering a loan with an annual interest rate of 12%, the total amount paid at the end of the financing period would be about R$2,227,160.00 (US$404,938), which represents R$657,160.00 (US$119,484) in charges (interest). Thus, the monthly installment to be considered in the costs is approximately R$37,119.23 (US$6749).
Based on this information, the calculation of the monthly profit is given by:
| ```latex\mathrm{Profit}=\text{Monthly sales}-(\text{Variable cost}+\mathrm{Fixed~cost}+\text{Loan installment})``` | |
| ```latex\mathrm{Profit}=R\$760,000.00-(R\$479,000.00+R\$87,000.00+R\$37,119.23)``` | |
| ```latex\mathrm{Profit}=R\$156,880.77\text{ (US\$28,523)}``` |
The results indicate that the venture presents positive financial viability, considering the growing demand for recycled pellets and the balance between operational costs and profit margin. The projected cash flow suggests that the financing for the acquisition of the equipment is sustainable, allowing the business to maintain profitability from the start of operations.
It is important to highlight that the values presented were estimated and rounded for the purpose of making the study feasible and ensuring continuity of the analyses. In a future, more in-depth work, it is recommended to refine the economic and technical data, including the actual survey of energy and water consumption per equipment, the exact definition of the quantity and dimensions of the conveyor belts, the analysis of logistical costs considering different means and transport distances, as well as the evaluation of seasonal price variations for recycled and virgin raw materials. Furthermore, studies on machinery depreciation, preventive and corrective maintenance costs, cash flow sensitivity analysis, and profitability projections under different production and market scenarios could be incorporated. Such improvements would allow for a more precise estimation of economic viability and greater robustness in the project’s conclusions.
5. Discussion
5.1. Technological Constraints
Although the study was dedicated to the design of an industrial unit for processing polymer mixtures and considered some of the aforementioned assumptions, there are some limitations. One of them is the failure to consider, in the final cost, information such as contingency plans and working capital to cover unforeseen expenses. This approach should be considered in future studies, which will include more sophisticated economic feasibility approaches. Another limitation lies in the absence of considerations regarding the industrial equipment and accessories necessary for the unit. The water pumping system and costs related to the unit’s instrumentation were also not included. Therefore, it is expected that the preliminary cost calculated in this work will be estimated higher, which should be considered in a detailed engineering design. A technical limitation associated with a polymer recycling project (even of a predefined mixture such as PP-PE) is the origin of the thermoplastic resins. For the project to be successful, it is essential to consider logistical issues related to the collection, sorting, and delivery of the resins to the factory. It must be ensured that all waste to be processed is free of contaminants.
5.2. Fabrication-Manufacturing Challenges
Although the preliminary project focuses on the installation of a polymer recycling industrial unit in the Southern region of Brazil, one of the major challenges in this aspect is the high cost of doing business in Brazil, which presents both opportunities and risks. Political uncertainties and bureaucracy at different levels of government are some of the barriers to be overcome. Furthermore, there are obstacles related to accessing affordable credit lines for entrepreneurs wishing to invest in the recycling market in Brazil. Although the topic is still little discussed, a working group at IPEA (Institute for Applied Economic Research) [81] has brought to light the discussion about the need for investment from a national bank (the National Bank for Economic and Social Development, BNDES) in projects involving low-productivity sectors. It is argued, for example, that the marginal gains in these sectors could be greater than in more productive sectors, which would include polymer recycling units. Another important challenge is the competition that the recycled polymer sector faces from some segments of Chinese origin [82], which enter the national market at affordable prices and even at prices lower than recycled material. This scenario could be partially reversed if there were incentives for the recycled materials production chain in Brazil.
5.3. Safety and Environmental Concerns
The involvement of undergraduate mechanical engineering students in a project to design an industrial polymer recycling unit is timely because it promotes discussion about sustainable practices in STEM courses. Thus, the necessary project steps, such as brainstorming and economic considerations, contribute to making the academic environment practical and focused on environmental and sustainable discussions, so necessary for the present and future days. In a Brazilian and Latin American context, where a considerable portion of the population is outside the formal labor market [83] or earns below the population average, projects in the area of polymer recycling should be encouraged. This is because incentives for the recycling chain also contribute to dignifying the work of urban waste pickers and adding value to their earnings. Assuming the hypothetical projected unit were implemented in the city of São José dos Pinhais (southern Brazil), there would be a real opportunity to insert approximately workers (cooperative members or not) into the job market. It could also be able to absorb some of the informal waste pickers from the neighboring city (Curitiba), where informality in the recycling sector exceeds 75% [5]. This action could be part of a regional project for the transition from informal to formal employment, as it would provide opportunities for skills development within the workforce. It would therefore align with one of the structuring pillars proposed by the ILO [83]. Similarly, recycling could prevent polymeric materials from ending up in landfills or other types of improper disposal.
6. Conclusions
The proposal for creating a company in the city of São José dos Pinhais/PR to produce recycled pellets from HDPE, LDPE, and PP shows some potential for viability, even in a preliminary analysis. The city is strategic and is located close to recycling cooperatives and suppliers of recyclable materials. It is also close to potential clients who are looking for more sustainable solutions and products that do not require such strict technical specifications. The potential clients are manufacturers of rigid packaging that do not involve the food industry (given that more than 50% of the produced pellets come from recycled products), such as manufacturers of industrial containers, buckets, carboys, and cleaning products, among others. The preliminary market study suggests that the industrial unit for recycled pellets would need to offer sacks in sizes of 5, 10, and 20 kg. The objective is to serve large industries and small businesses, ensuring greater flexibility in meeting demand. Although this study is preliminary, it met the expectations of an educational project in the field of mechanical engineering. At least for the Brazilian scenario. It allowed the students to apply some concepts used in their academic training, such as economic studies, sustainability in industrial projects, and polymeric materials.
Statement of the Use of Generative AI and AI-Assisted Technologies in the Writing Process
During the preparation of this manuscript, the authors used Gemini and ChatGPT in order to generate some of images for didactic purposes. After using these tools, the authors reviewed and edited the content as needed and takes full responsibility for the content of the published article. The authors used LeapSpace to refine searches for some references. The authors declare that they used artificial intelligence tools for the generation of some images, solely for the purpose of making the document more didactic.
Acknowledgments
The authors thank Flávio Kubota and Eliane Alberti, both from UFPR, for the valuable review and comments provided during the presentation of the final course project.
Author Contributions
M.D.O.K., M.P.B. and H.L.C. were responsible for conceptualization, formal analysis, methodology, writing and review. M.D.O.K. and M.P.B. were responsible for data curation and investigation. H.L.C. was responsible for supervision and project administration.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
United Nations. Global Waste Management Outlook 2024: Beyond an Age of Waste—Turning Rubbish into a Resource. Available online: https://wedocs.unep.org/handle/20.500.11822/44939 (accessed on 1 April 2026).
-
de Andrade FN, de Araujo FV. An analysis of the legal and management aspects of plastic waste in Brazil. Sustain. Futures 2025, 10, 101120. DOI:10.1016/j.sftr.2025.101120 [Google Scholar]
-
Ministry of Cities (Brazil). Thematic Diagnosis Urban Solid Waste Management National Sanitation Information System Overview 2023. Available online: https://www.cidades.gov.br/images/stories/ArquivosSNSA/Arquivos_PDF/Snis/RESIDUOS_SOLIDOS/DIAGNOSTICO_TEMATICO_VISAO_GERAL_RS_SNIS_2023_ATUALIZADO.pdf (accessed on 13 December 2025).
-
Law No. 14.260/2021. Establishes the National Recycling Incentive Policy; Diário Oficial da União: Brasília, Brazil, 2021. Available online: https://www.planalto.gov.br/ccivil_03/_ato2019-2022/2021/lei/L14260.htm (accessed on 1 April 2026).
-
Associação Brasileira de Resíduos e Meio Ambiente (ABREMA). Brazil Solid Waste Overview 2025. Available online: https://www.abrema.org.br/download/98191/?tmstv=1765215319 (accessed on 23 January 2025).
-
Spinacé M, de Paoli M. A tecnologia da reciclagem de polímeros. Química Nova 2025, 28, 65–72. DOI:10.1590/S0100-40422005000100014 [Google Scholar]
-
Görbe A, Marton G, Barany T. Influence of Viscosity Ratio on the Mechanical, Morphological, and Rheological Properties of Thermoplastic Dynamic Vulcanizates from Devulcanized Tire Rubber and Polypropylene. Macromol. Mater. Eng. 2025, 310, e00224. DOI:10.1002/mame.202500224 [Google Scholar]
-
Khabbaz HS, Demets R, Gahleitner M, Duscher B, Stam R, Dimitrova A, et al. Rheological insights into the degradation behavior of PP/HDPE blends. Polym. Degrad. Stab. 2024, 225, 110819. DOI:10.1016/j.polymdegradstab.2024.110819 [Google Scholar]
-
Brouwer M, van Velzen E, Augustinus A, Soethoudt H, de Meester S, Ragaert K. Predictive model for the Dutch post-consumer plastic packaging recycling system and implications for the circular economy. Waste Manag. 2018, 71, 62–85. DOI:10.1016/j.wasman.2017.10.034 [Google Scholar]
-
Roosen M, Mys N, Kleinhans K, Lase IS, Huysveld S, Brouwer M, et al. Expanding the collection portfolio of plastic packaging: Impact on quantity and quality of sorted plastic waste fractions. Resour. Conserv. Recycl. 2022, 178, 106025. DOI:10.1016/j.resconrec.2021.106025 [Google Scholar]
-
Saikrishnan S, Jubinville D, Tzoganakis C, Mekonnen T. Thermo-mechanical degradation of polypropylene (PP) and low-density polyethylene (LDPE) blends exposed to simulated recycling. Polym. Degrad. Stab. 2020, 182, 109390. DOI:10.1016/j.polymdegradstab.2020.109390 [Google Scholar]
-
Law No. 12.305, of 2 August 2010—National Solid Waste Policy. 2010. Available online: https://www.planalto.gov.br/ccivil_03/_ato2007-2010/2010/lei/l12305.htm (accessed on 13 December 2025).
-
Gonçalves-Dias S, Vallin IC, Carvalho IRB, Dias B, Corrêa C, Salles G. Single-Use Plastic in Brazil: Policies and Laws; Universidade de São Paulo: São Paulo, Brazil, 2023. [Google Scholar]
-
Alvim D, Flor G, Teixeira V, Suski C, Kasemodel M, D’Amello M, et al. Aluminum recycling and its contribution to socio-environmental sustainability: A perspective from circular economy and environmental management. Revista de Gestão Social e Ambiental 2025, 19, e013608. DOI:10.24857/rgsa.v19n10-041 [Google Scholar]
-
Pisano V, Demajorovic J, Besen G. Política Nacional de Resíduos Sólidos do Brasil: Perspectivas das redes de cooperativas de catadores. Ambiente Soc. 2022, 25, e01511. DOI:10.1590/1809-4422asoc20210151r1TD [Google Scholar]
-
Demajorovic J, Massote B. Sectoral agreement on packaging: Assessment based on extended producer responsibility. RAE 2017, 57, 470–483. DOI:10.1590/S0034-759020170505 [Google Scholar]
-
Viana FLE, Guedes MDSB, Araújo FTDV, Figueiredo MDD, Feitosa LI. Transição para a economia circular na cadeia de suprimentos da indústria de embalagens plásticas no Brasil. Rev. De Adm. de Empresas 2025, 65, e2024-0152. DOI:10.1590/S0034-759020250405x [Google Scholar]
-
Paletta A, Leal Filho W, Balogun AL, Foschi E, Bonoli A. Barriers and challenges to plastic valorisation in the context of a circular economy: Case studies from Italy. J. Clean. Prod. 2019, 241, 118149. DOI:10.1016/j.jclepro.2019.118149 [Google Scholar]
-
WWF. Plastics: The Costs to Society, the Environment and the Economy; Technical Report World Wide Fund for Nature: Gland, Switzerland, 2021. Available online: https://www.wwfca.org/en/plasticsthecosttosociety/ (accessed on 13 December 2025).
-
Martolia M, Srivastava S, Singh S, Upadhyaya S, Kumar A. Enhancing Public Awareness: Media Sensitization about Polymers in Daily Life for Sustainable Living. Macromol. Symp.2025, 414, 2300243. DOI:10.1002/masy.202300243 [Google Scholar]
-
Coutinho F, Mello IL, Santa Maria LC. Polyethylene: Main types, properties, and applications. Polym. Sci. Technol. 2003, 13, 1–13. DOI:10.1590/S0104-14282003000100005 [Google Scholar]
-
Targino J. Main Physical and Chemical Properties of Polymers and a Special Case: Polyethylene. Bachelor’s Thesis, Universidade Sagrado Coração, Bauru, Brazil, 2010. [Google Scholar]
-
Olesik P, Godzierz M, Kozioł M, Jała J, Szeluga U, Myalski J. Structure and Mechanical Properties of High-Density Polyethylene Composites Reinforced with Glassy Carbon. Materials 2021, 14, 4024. DOI:10.3390/ma14144024 [Google Scholar]
-
Fouad H, Elleithy R. High density polyethylene/graphite nano-composites for total hip joint replacements: Processing and in vitro characterization. J. Mech. Behav. Biomed. Mater. 2011, 4, 1376–1383. DOI:10.1016/j.jmbbm.2011.05.008 [Google Scholar]
-
Gedde U, Unge M, Nilsson F, Hedenqvist M. Mass and charge transport in polyethylene—Structure, morphology and properties. Polymer 2023, 266, 125617. DOI:10.1016/j.polymer.2022.125617 [Google Scholar]
-
Hossain T, Shahid A, Mahmud N, Habib A, Rana M, Khan S, et al. Research and application of polypropylene: A review. Discov. Nano 2024, 19, 2. DOI:10.1186/s11671-023-03952-z [Google Scholar]
-
Das S, Kumar A. PP and LDPE polymer composite materials blend: A review. Mater. Today Proc. 2023, 81, 511–514. DOI:10.1016/j.matpr.2021.03.695 [Google Scholar]
-
Farias M, Corrêa H. Brazilian Polymeric Packaging Market: Preliminary Analysis, Sustainability and Future Trend. Eng. Res. Perspect. Recent Adv. 2025, 11, 18–41. Available online: https://hal.science/hal-05319768/ (accessed on 6 January 2026).
-
Wang L, Qi Z, Yang C, Ding X, Deng Q, Yang B, et al. Experimental and numerical investigation on mechanical properties change of HDPE in various aging conditions. Npj Mater. Degrad. 2025, 9, 54. DOI:10.1038/s41529-025-00606-6 [Google Scholar]
-
Khanam PN, Almaadeed MAA. Processing and characterization of polyethylene-based composites. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 63–79. DOI:10.1179/2055035915Y.0000000002 [Google Scholar]
-
Suljovrujic E, Milicevic D, Djordjevic K, Rogic Miladinovic Z, Stamboliev G, Galovic S. Structure-Property Relationship in Isotactic Polypropylene Under Contrasting Processing Conditions. Polymers 2025, 17, 1889. DOI:10.3390/polym17141889 [Google Scholar]
-
Posch W. 3—Polyolefins. In Plastics Design Library, Applied Plastics Engineering Handbook; Kutz M, Ed.; William Andrew Publishing: Norwich, NY, USA, 2011; pp. 23–48. ISBN 9781437735147. DOI:10.1016/B978-1-4377-3514-7.10003-0 [Google Scholar]
-
Mateos-Timoneda MA. 8—Polymers for bone repair. In Bone Repair Biomaterials: Woodhead Publishing Series in Biomaterials; Josep AP, Serena MB, Damien L, Antonio M, Eds.; Woodhead Publishing: Sawston, UK, 2009; pp. 231–251. ISBN 9781845693855. DOI:10.1533/9781845696610.2.231 [Google Scholar]
-
Machado G, Denardin E, Kinast E, Gonçalves M, de Luca M, Teixeira S, et al. Crystalline properties and morphological changes in plastically deformed isotatic polypropylene evaluated by X-ray diffraction and transmission electron microscopy. Eur. Polym. J. 2005, 41, 129–138. DOI:10.1016/j.eurpolymj.2004.08.011 [Google Scholar]
-
Cheremisinoff NP. (Ed.). Condensed Encyclopedia of Polymer Engineering Terms; Butterworth-Heinemann: Oxford, UK, 2001; pp. 200–255. ISBN 9780080502823. DOI:10.1016/B978-0-08-050282-3.50021-4 [Google Scholar]
-
Huang J, He C, Tong H, Pan G. Studies on thermal decomposition behaviors of polypropylene using molecular dynamics simulation. IOP Conf. Ser. Earth Environ. Sci. 2025, 94, 012160. DOI:10.1088/1755-1315/94/1/012160 [Google Scholar]
-
Greene JP. (Ed.). 3—Microstructures of Polymers. In Automotive Plastics and Composites; William Andrew Publishing: Norwich, NY, USA, 2021; pp. 27–37. ISBN 9780128180082. DOI:10.1016/B978-0-12-818008-2.00009-X [Google Scholar]
-
Jeong D, Cui S, Jahan N, Ellison C, Bates F. Compatibilization of iPP/PS Blends with Diblock and Triblock Copolymers. Macromolecules 2025, 58, 10026–10036. DOI:10.1021/acs.macromol.5c01877 [Google Scholar]
-
Benayache W, Benaniba M, Ali Z. Theoretical and experimental investigation of the compatibilization agent contribution to the interactions of polymer blend (PP/LDPE): Thermal, morphological, and DFT insights. J. Macromol. Liq. 2024, 394, 123745. DOI:10.1016/j.molliq.2023.123745 [Google Scholar]
-
Manson JA, Sperling LH. Polymer Blends and Composites; Plenum Press: New York, NY, USA, 1976. [Google Scholar]
-
Spontak RJ, Ryan JJ. Polymer blend compatibilization by the addition of block copolymers. In Compatibilization of Polymer Blends; Elsevier: Amsterdam, The Netherlands, 2020; pp. 57–102. [Google Scholar]
-
Seier M, Stanic S, Koch T, Archodoulaki V. Effect of Different Compatibilization Systems on the Rheological, Mechanical and Morphological Properties of Polypropylene/Polystyrene Blends. Polymers 2020, 12, 2335. DOI:10.3390/polym12102335 [Google Scholar]
-
Graziano A, Dias T, Maia B, Li J. Enhancing the mechanical, morphological, and rheological behavior of polyethylene/polypropylene blends with maleic anhydride-grafted polyethylene. Polym. Eng. Sci. 2021, 61, 2487–2495. DOI:10.1002/pen.25775 [Google Scholar]
-
Zhan K, Elder T, Peng Y. Enhancing Polypropylene/Polyethylene Blend Performance Through Compatibilization for A Sustainable Future: A Mini Review Focusing on Establishing Bio-Derived Filler Based Hybrid Compatibilizer System. Macromol. Rapid Commun. 2025, 46, 2400724. DOI:10.1002/marc.202400724 [Google Scholar]
-
Teyssié PH. Polymer Blends: From Molecular Structure Through Morphology to Controlled Bulk Properties. In Makromolekulare Chemie. Macromolecular Symposia; Hüthig & Wepf Verlag: Basel, Switzerland, 1988; Volume 22, pp. 83–94. [Google Scholar]
-
Mantia F, Ceraulo M, Giacchi G, Mistretta M, Botta L. Effect of a Compatibilizer on the Morphology and Properties of Polypropylene/Polyethylentherephthalate Spun Fibers. Polymers 2017, 9, 47. DOI:10.3390/polym9020047 [Google Scholar]
-
Paoli MA. Degradação e Estabilização de Polímeros; Artliber: São Paulo, Brazil, 2008. [Google Scholar]
-
Coleman EA. Plastics additives. In Applied Plastics Engineering Handbook: Processing and Materials; William Andrew Publishing: Norwich, NY, USA, 2011. [Google Scholar]
-
Pires JP. Study of the Degradation of Polypropylene Blends with Commercial Additives. Master’s Thesis, Pontifical Catholic University of Rio Grande do Sul, Porto Alegre, Brazil, 2019. [Google Scholar]
-
Fontanella S, Bonhomme S, Brusson JM, Pitteri S, Samuel G, Pichon G, et al. Comparison of biodegradability of various polypropylene films containing pro-oxidant additives based on Mn, Mn/Fe or Co. Polym. Degrad. Stab. 2013, 98, 875–884. DOI:10.1016/j.polymdegradstab.2013.01.002 [Google Scholar]
-
Wang Y, Feng G, Lin N, Lan H, Li Q, Yao D, et al. A review of degradation and life prediction of polyethylene. Appl. Sci. 2023, 13, 3045. DOI:10.3390/app13053045 [Google Scholar]
-
Restrepo-Flórez JM, Bassi A, Thompson MR. Microbial degradation and deterioration of polyethylene—A review. Int. Biodeterior. Biodegrad. 2014, 88, 83–90. DOI:10.1016/j.ibiod.2013.12.014 [Google Scholar]
-
Mueller RJ. Biological degradation of synthetic polyesters—Enzymes as potential catalysts for polyester recycling. Process Biochem. 2006, 41, 2124–2128. DOI:10.1016/j.procbio.2006.05.018 [Google Scholar]
-
Schyns Z, Shaver M. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2020, 42, 2000415. DOI:10.1002/marc.202000415 [Google Scholar]
-
Srikanth M, Sandeep T, Sucharitha K, Godi S. Biodegradation of plastic polymers by fungi: A brief review. Bioresour. Bioprocess. 2022, 9, 42. DOI:10.1186/s40643-022-00532-4 [Google Scholar]
-
BASF. IrgaCycleTM PS 032 G. Available online: https://plastics-rubber.basf.com/asiapacific/en/plastic_additives/products/mechanical-recycling/irgacycle/PS_032_G (accessed on 26 November 2025).
-
Vollmer I, Jenks MJF, Roelands MCP, White RJ, van Harmelen T, de Wild P, et al. Beyond mechanical recycling:giving new life to plastic waste. Angew. Chem. Int. Ed. 2020, 50, 15402–15423. DOI:10.1002/anie.201915651 [Google Scholar]
-
Lee J, Lee D, Lee J, Park Y. Current methods for plastic waste recycling: Challenges and opportunities. Chemosphere 2025, 370, 143978. DOI:10.1016/j.chemosphere.2024.143978 [Google Scholar]
-
Li L, Zuo J, Chang R, Du L. Converting plastic waste into wood-plastic composite products—A practicalenvironmental impacts assessment using primary data. Resour. Conserv. Recycl. 2025, 218, 108267. DOI:10.1016/j.resconrec.2025.108267 [Google Scholar]
-
Sutton I. (Ed.). Chapter 1—Safety in Design. In Plant Design and Operations, 2nd ed.; Gulf Professional Publishing: Waltham, MA, USA, 2017; pp. 1–34. ISBN 9780128128831. DOI:10.1016/B978-0-12-812883-1.00001-2 [Google Scholar]
-
Moran S. (Ed.). Chapter 20—Beginners’ errors to avoid. In An Applied Guide to Process and Plant Design, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 349–363. ISBN 9780128148600, DOI:10.1016/B978-0-12-814860-0.00021-5 [Google Scholar]
-
Martín MM. (Ed.). Chapter 2—Chemical processes. In Industrial Chemical Process Analysis and Design; Elsevier: Amsterdam, The Netherlands, 2016; pp. 13–60. ISBN 9780081010938. DOI:10.1016/B978-0-08-101093-8.00002-1 [Google Scholar]
-
Sutton I. (Ed.). Chapter 4—Technical Information. In Process Risk and Reliability Management, 2nd ed.; Gulf Professional Publishing: Waltham, MA, USA, 2015; pp. 179–192. ISBN 9780128016534. DOI:10.1016/B978-0-12-801653-4.00004-7 [Google Scholar]
-
Gnome D, de Assis R, Ouhimmou M, Ferreira W. Enhancing Warehouse Efficiency: A Study on Storage Allocation Assignment in a Footwear Manufacturing Company. IFAC-Pap. 2025, 59, 2485–2490. DOI:10.1016/j.ifacol.2025.09.418 [Google Scholar]
-
Pereira ACDS, Silva GBD, Nascimento-e-Silva D. Analysis of the equipment used in material storage in an industrial organization in Manaus. Int. J. Prof. Bus. Rev. 2025, 10, e05789. DOI:10.26668/businessreview/2025.v10i12.5789 [Google Scholar]
-
Constantinescu D, Boata B, Iordache M, Stelescu M, Georgescu M, Sonmez M. Technological considerations regarding the mechanical recycling of waste from polyethylene and polypropylene packaging. In Proceedings of the ICAMS 2022—9th International Conference on Advanced Materials and Systems, Bucharest, Romania, 26–28 October 2022. DOI:10.24264/icams-2022.IV.3 [Google Scholar]
-
Kamo R, Takaya Y, Okuyama K, Iwamoto M, Sekine Y, Tokoro C. DEM-CFD study with a breakage model for elucidating the grinding mechanism in cutter-type disk mill. Powder Technol. 2024, 446, 120156. DOI:10.1016/j.powtec.2024.120156 [Google Scholar]
-
Mathew M, Nahil M, Ross A, Williams P. Supercritical water liquefaction of mixed waste polystyrene, polypropylene, and polyethylene for production of high yield oils. Energy Fuels 2024, 38, 12810–12823. DOI:10.1021/acs.energyfuels.4c01819 [Google Scholar]
-
Grimmenstein JE, Trebeck E, Krampitz T, Lieberwirth H. Recycling Through Comminution: Characterization, Separation and Recycling Barriers of Metal Coated Polymers and Metallized Polymer Foams. Recycling 2024, 9, 120. DOI:10.3390/recycling9060120 [Google Scholar]
-
Jerdy A, Pham T, González-Borja M, Atallah P, Soules D, Abbott R, et al. Impact of the presence of common polymer additives in thermal and catalytic polyethylene decomposition. Appl. Catal. B Environ. 2023, 325, 122348. DOI:10.1016/j.apcatb.2022.122348 [Google Scholar]
-
Chaudhary R, Upadhyaya S, Sangal V. A Parametric study on the HDPE/PP and marble slurry waste utilisation using single screw extruder. Asian J. Water Environ. Pollut. 2021, 18, 9–17. DOI:10.3233/AJW210038 [Google Scholar]
-
James BD, Reddy CM. Container Overboard in the Port of New Orleans, LA, USA. In Coastal and Marine Pollution; Vithanage M, Samarasekara SM, James BD, Reddy CM, Eds.; Wiley: Hoboken, NJ, USA, 2025. DOI:10.1002/9781394237029.ch21 [Google Scholar]
-
Dehoust M, Merz G. Umweltpotenziale der getrennten Erfassung und des Recyclings von Wertstoffen im Dualen System. 2016. Available online: https://www.gruener-punkt.de/fileadmin/Dateien/Downloads/PDFs/16-09-21_OEko-Institut_Abschlussbericht_LCA-DSD.PDF (accessed on 5 January 2026).
-
Candian LM. Study of Recycled High-Density Polyethylene for Use in Structural Elements. Master’s Thesis, Universidade de São Paulo, São Paulo, Brazil, 2007. Available online: https://www.teses.usp.br/teses/disponiveis/18/18134/tde-10042008-093848/publico/2007ME_LiviaMatheusCandian.pdf (accessed on 5 January 2026).
-
Santos LS, Silva AHM, Pacheco E, Silva A. Study of the effect of the addition of Recycled PP on the mechanical and flow properties of PP/EPDM blends. Polímeros 2013, 23, 389–394. DOI:10.4322/polimeros.2013.083 [Google Scholar]
-
Valim FCF, Silveira DC, Costa ML, Pereira MDS, Botelho EC. Study of thermal, mechanical and morphological properties of the particulate composite aluminum/low density polyethylene. Matéria 2015, 20, 852–865. DOI:10.1590/S1517-707620150004.0092 [Google Scholar]
-
Zhiltsova T, Oliveira M. Sustainable Polypropylene Blends: Balancing Recycled Content with Processability and Performance. Polymers 2025, 17, 1556. DOI:10.3390/polym17111556 [Google Scholar]
-
Pimentel I, Acevedo N, Rocha M. Rheological and Mechanical Properties of Recycled Polypropylene/Virgin Polypropylene Blends. XXI Encontro Nacional de Modelagem Computacional e IX Encontro de Ciência e Tecnologia de Materiais. 2018. Available online: https://editoraessentia.iff.edu.br/index.php/enmc-ectm/issue/view/229 (accessed on 13 December 2025).
-
Pauceanu AM. (Ed.). Chapter 3—Business Feasibility Study. In Entrepreneurship in the Gulf Cooperation Council; Academic Press: Cambridge, MA, USA, 2016; pp. 49–78. ISBN 9780128112885. DOI:10.1016/B978-0-12-811288-5.00003-8 [Google Scholar]
-
Miranda ITP, Fidelis R, de Souza Fidelis DA, Pilatti LA, Picinin CT. The Integration of Recycling Cooperatives in the Formal Management of Municipal Solid Waste as a Strategy for the Circular Economy—The Case of Londrina, Brazil. Sustainability 2020, 12, 10513. DOI:10.3390/su122410513 [Google Scholar]
-
Orsolin F, Nogueira M. Financiamentos do BNDES e a Produtividade do Trabalho: Uma Análise por Porte de Empresas; Texto para Discussão, n. 3185; IPEA: Rio de Janeiro, Brazil, 2026; p. 44. DOI:10.38116/td3185-port [Google Scholar]
-
Montibeller G, Gargioni S. Um Olhar Territorial para o Desenvolvimento: Sul; Desenvolvimento da Região Sul do Brasil; Banco Nacional de Desenvolvimento Econômico e Social: Rio de Janeiro, Brazil, 2014. Available online: https://web.bndes.gov.br/bib/jspui/bitstream/1408/3682/2/Desenvolvimento%20da%20Regi%C3%A3o%20Sul_12_P.pdf (accessed on 13 December 2025).
-
OIT—Organização Internacional do Trabalho. Panorama Laboral 2024 da América Latina e Caribe. Available online: https://www.ilo.org/sites/default/files/2025-03/OIT-PANORAMA-LABORAL-2024.pdf (accessed on 13 December 2025).