Review on Preparation Strategies and Performance Control of High Solid Loading Ceramic Slurries for Photocurable 3D Printing

Review on Preparation Strategies and Performance Control of High Solid Loading Ceramic Slurries for Photocurable 3D Printing
Received: 04 November 2025 Revised: 24 December 2025 Accepted: 21 January 2026 Published: 23 March 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
1. Introduction
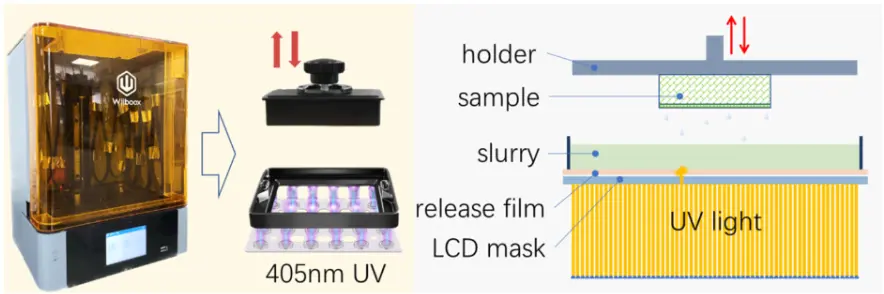
3D printing technology is based on three-dimensional modeling data. The three-dimensional entity is divided into several two-dimensional planes, and bonded materials such as metal powder, resin, and plastic are used to solidify from a point to a line, and then to a surface, through layer-by-layer printing. This is different from the traditional processing method of Subtractive Manufacturing, so it is also called additive manufacturing [1]. Compared with the traditional material reduction manufacturing process, light-cured 3D printing has the advantages of simple fabrication, fast forming speed, and high precision. It is widely used in construction, industry, medical treatment, aerospace, and other fields, and has broad application prospects [2,3,4,5]. Ceramic photocuring molding technology is an additive manufacturing process leveraging the photopolymerization of a ceramic-loaded resin matrix to fabricate green bodies layer-by-layer. The ceramic slurry is then placed in the photocuring molding machine for layer-by-layer curing to obtain the ceramic part blank. The organic binder in the part is removed through a series of processing and debinding teps, and the part is finally sintered to obtain a dense ceramic part, as shown in Figure 1.
The ceramic photocuring slurry system is generally composed of ceramic powder, photocuring monomer, photoinitiator, dispersant, diluent, etc. [7]. Due to the addition of ceramic powder, the printing of ceramic slurry is more difficult than that of ordinary resin. Therefore, the preparation characteristics of the ceramic slurry and the design of the optical slurry must consider multiple factors, such as solid content, viscosity, rheological properties, curing thickness, etc. These factors can affect the quality and performance of the printed product [8,9]. When designing the slurry, not only should the shape, size, structure, and application scenarios of the required ceramic products be considered, but also the performance and use conditions of the printing equipment should be considered. In addition, factors such as the cost, stability [10], and sustainability of the pulp also need to be taken into account. Therefore, the slurry design needs to be rigorously tested and optimized to ensure the quality and stability of the final product [11].
The purpose of this paper is to discuss the research progress of the preparation of light-cured 3D printing ceramic slurry, summarize the preparation of light-cured ceramic slurry, and summarize the future development trend of ceramic slurry preparation.
2. Preparation of Photocurable 3D Printing Ceramic Slurry
2.1. Principle of Photocuring
The essence of photocuring is the photochemical reaction between molecules. The presence of light-absorbing units in the molecule, that is, the presence of chromophores, is one of the necessary conditions for photochemical reactions. The photochemical reaction process of photocuring is usually chain polymerization [12]. Photoinitiators play an important role in photocuring 3D printing ceramic slurry [13].
2.1.1. Mechanism of Action of Photoinitiator
The photocuring reaction can be divided into two types: photoinitiated free radical polymerization and photoinitiated cationic polymerization [14]. Among them, photo-initiated free radical polymerization accounts for the majority. In photoinitiated radical polymerization, the photoinitiator can decompose under light to obtain active free radicals, and the free radicals combine with the monomer to complete the chain initiation. Based on this, chain growth, chain transfer, and chain termination occur. Common photoinitiators include benzil and its derivatives, acylphosphine oxides, α-hydroxy ketones, and their derivatives [15,16].
Taking the commonly used benzoin diethyl ether as an example, it can be cleaved into benzoyl radicals and dimethoxyphenyl radicals after irradiation under ultraviolet light, among which benzoyl radicals have higher reactivity. The activity of dimethoxyphenyl radical is relatively low, but it can continue to crack to produce methyl benzoate and a highly active methyl radical, which in turn initiates the polymerization reaction [17]. With the progress of photopolymerization reaction, a crosslinked polymer network is formed to effectively wrap ceramic particles, realizing the fixation of ceramic powder and the formation of ceramic green bodies. For example, in the light-cured ceramic slurry, free radicals initiate the polymerization of monomers in the photosensitive resin, forming a polymer that binds the ceramic powder and cures the ceramic slurry. Figure 2 is the ternary blend photoinitiator reaction principle diagram.
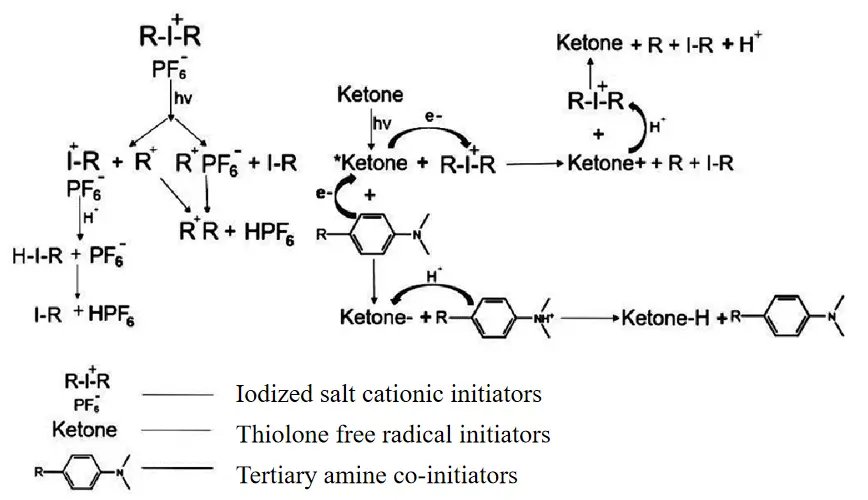
Wang [18] began to study the formula of silicon carbide photosensitive slurry, and focused on the ternary blending photoinitiator system composed of free radical photoinitiator, cationic photoinitiator, and tertiary amine co-initiator. Through the characteristics of redox reaction in the system, the problem that SiC slurry cannot be cured in the deep layer due to high refractive index was successfully solved. Chen [19] et al. designed and synthesized a novel water-based and polymerizable photoinitiator. The molecular structure of this photoinitiator contains double bonds and carboxyl groups, so that the photoinitiator has both polymerizability and water solubility. This waterborne UV-curable emulsion does not require an external photoinitiator, and its film has excellent film properties after UV curing. Ding et al. [9] found that the addition of 2~3 wt.% (relative to resin mass), the photoinitiator was the best in the curing process of ceramic slurry. The core function of the photoinitiator is to absorb laser energy and trigger the curing effect between the resins, thereby accelerating the curing process of the slurry. Shen [20] et al. studied a stable refractory Si3N4 slurry with low viscosity. The optimized formula of slurry containing 48 vol.% Si3N4 is HEMA:HDDA:TMPTA = 3:4:3 (volume ratio). With the addition of 1 wt.% BYK110 dispersant (related to the mass of powder), and the amount of photoinitiator TPO added is 3% of the mass of the mixed refractory resin. The recommended particle size for preparing Si3N4 slurry is 0.5 μm. The optimized slurry had a viscosity of 2.09 Pa s at a shear rate of 30 s−1. The maximum unsupported cantilever span is 4 mm. Chen [6] et al. studied the effect of three different photoinitiators on the curing broadening of ceramic slurry. They found that the curing broadening of ceramic slurry corresponding to three different photoinitiators increased with the increase of curing depth and followed a linear trend. Since the typical layer thickness of 3D printing in the photocuring process is in the range of 30–200 μm, the selection of TPO as a photoinitiator in this range can provide higher curing accuracy. When TPO is used as photoinitiator, the broadening depth only increases slightly with the increase of photoinitiator concentration. The above research shows that the photoinitiator plays a vital role in the photocuring of 3D printing ceramic slurry.
2.1.2. Photocuring Reaction Process
Photochemical reaction usually includes two processes: the excitation process and the chemical reaction. The electrons in the ground state molecule absorb light energy and transition from the low-energy bonding orbital to the high-energy anti-bonding orbital, so that the ground state molecule becomes an excited molecule. Excited molecules can not only directly undergo chemical reactions, but also react with active substances such as free radicals and ions. At the same time, the excited molecules may also undergo energy transfer to generate active substances, participate in the reaction, or inactivation. The photochemical reaction follows Crotthus-Draper’s law and the Stark-Einstein’s law. The wavelength of the photochemical reaction light source must match the wavelength of the absorption of the reaction substance, and the absorption of a molecule from the ground state to the excited state is quantized. The absorption of light obeys Beer-Lambert’s law [21].
In the process of photocuring, a series of physical and chemical changes will occur in the ceramic slurry. First, the photoinitiator absorbs ultraviolet light energy and produces active species such as free radicals or cations. These active species initiate the polymerization reaction of monomers in the photosensitive resin to form a three-dimensional network structure. As the polymerization reaction proceeds, the viscosity of the ceramic slurry gradually increases, from liquid to solid. In this process, the ceramic powder is wrapped in a polymer network to form a ceramic body with a certain strength. At the same time, due to the exothermic effect of the polymerization reaction, the temperature of the ceramic slurry will increase. In addition, the photocuring process may also be accompanied by some side reactions, such as chain termination and chain transfer, which will affect the degree of polymerization, molecular weight distribution, etc. In a word, the photocuring process is a complex physical and chemical change process, which has an important influence on the properties of photocuring 3D printing ceramic slurry [22].
2.2. Composition and Function of Ceramic Slurry
The photocuring 3D printing ceramic slurry is a complex system, which is usually composed of ceramic powder, solvent, dispersant, adhesive, and other components, which determine the performance of the slurry and the quality of the final printed product [23].
2.2.1. Characteristics and Influence of Ceramic Powders
Ceramic powder is the main solid phase component of ceramic slurry, which determines the basic properties and final use of ceramic products [24]. The physical properties of ceramic particles (such as particle size, distribution, shape, surface state, etc.) will affect the dispersion, sedimentation, and rheological properties of the slurry, and also play an important role in the optical properties of the particles themselves (light scattering, absorption, refraction, and reflection). Ceramic powders undergo physical and chemical changes during sintering, forming ceramic materials with specific strength, hardness, heat resistance, corrosion resistance, and other properties. For example, alumina ceramic powder can be used to manufacture ceramic products with high temperature resistance, and zirconia ceramic powder is often used to make ceramic tools with high strength and high toughness.
The smaller particle size helps to achieve a high solid content of the ceramic slurry, because the smaller particle size can form a higher packing density and increase the content of the ceramic powder in the slurry. At the same time, the uniformity of particle size is also very important. Consistent particle size distribution ensures that the ceramic slurry forms a uniform microstructure during photocuring, thereby improving the performance of printed products. In addition, the purity of ceramic powder is directly related to the performance of the ceramic slurry. High purity ceramic powder can reduce impurities, reduce the absorbance of the slurry, and improve the curing efficiency [25].
2.2.2. Functions of Dispersants
The dispersant can adsorb on the surface of the ceramic powder, reduce the interaction force between the particles, prevent the agglomeration and precipitation of the ceramic powder, and keep the slurry in a uniform dispersion state. The addition of dispersant can effectively improve the solid content and fluidity of the slurry, reduce the viscosity of the slurry, and thus improve the molding quality and production efficiency of ceramic products. Zheng et al. [26] combined DLP printing technology to study the effects of oligomer and monomer types, dispersants, photoinitiators, and solid content of ceramic powder on the rheological properties of photocurable printing ceramic slurry. It was found that when HDDA was selected as monomer, KH-560 dispersant with 2.5% (mass fraction) was added, the content of photoinitiator was 3% (mass fraction) and the solid content was 45% (volume fraction), the mechanical properties of the prepared ceramic parts were the best, and the relative density of the ceramic parts was 98.5%. Jiao et al. [27] verified that PMA25 was the best dispersant for ceramic slurry. When the volume content of alumina in alumina ceramic slurry is 60 vol.% and the composition of alumina ceramic powder is 2 μm (35.2 wt.%) + 5 μm (0 wt.%) + 10 μm (64.8 wt.%), the viscosity of alumina ceramic slurry is the lowest, which is 1556.8 mPa·s. Liu [28] studied the influence of the type and content of photoinitiators and dispersants on ceramic slurry. With increasing content of photoinitiator and dispersant, the rheological and curing properties of the ceramic slurry were first improved, then weakened. The optimum dosage of photoinitiator and dispersant was 0.5% and 4% (mass fraction), respectively.
Fan et al. [8] used eight different dispersants to prepare a ceramic slurry with a solid content of 45 vol.%. Then, according to the type of single dispersant (BYK9076, BYK111, KOS163, KOS110) and double dispersant (the addition ratio of double dispersant is 1:1) and the concentration of dispersant (9 vol.%, 11 vol.%, 13 vol.%, 15 vol.%, 17 vol.%), 13 sets of experiments were designed as shown in Table 1, and the printing parameters of the matching slurry were obtained by testing the curing accuracy and curing depth.
Table 1. Experimental groups with different dispersant types, dispersant concentrations, and solid loads.
|
Label |
Dispersants |
Dispersant Concentration (vol.%) |
Solid Loading (vol.%) |
|---|---|---|---|
|
1# |
BYK9076 |
10 |
45/50/55/60/65/70 |
|
2# |
KOS163 |
10 |
45/50/55/60/65/70 |
|
3# |
BYK111 |
10 |
45/50/55/60/65/70 |
|
4# |
KOS110 |
10 |
45/50/55/60/65/70 |
|
5# |
BYK9076 + BYK111 |
10 |
65 |
|
6# |
BYK9076 + KOS163 |
10 |
65 |
|
7# |
KOS163 + KOS110 |
10 |
65 |
|
8# |
BYK9076 + BYK111 |
9/11/13/15/17 |
65 |
|
9# |
BYK9076 + BYK111 |
13 |
66/67/68/69/70/71 |
2.2.3. Function of Monomer Resin
The monomer resin plays the role of diluent in the light-cured 3D printing ceramic slurry. Acrylic monomer resin is generally used in photocuring materials. It mainly serves to dissolve oligomers, fill intermolecular gaps, reduce shrinkage, increase photocuring rate, and reduce system viscosity. It is a kind of polymer with very low functionality and is almost not used as the main body of polymerization [29]. Due to the high viscosity of the oligomer, the viscosity of the photosensitive resin for 3D printing is usually lower than 300 mPa·s, so it is necessary to add monomer photosensitive resin as an active diluent to adjust the viscosity [30]. Different monomer resins have different viscosities and reactivity. Choosing the appropriate monomer resin can adjust the slurry viscosity to meet the requirements of 3D printing photocuring. For example, in some studies, by selecting a specific monomer resin, the solid content of the slurry can be increased under the premise of ensuring good fluidity of the slurry, thereby reducing shrinkage, deformation, and cracking during degreasing and sintering. In addition, the monomer resin can also affect the curing accuracy of the ceramic slurry. Appropriate monomer resin can be combined with photoinitiator, ultraviolet absorber, etc., to control the curing rate and monomer conversion rate, and improve the curing accuracy.
Niu [31] measured that the equal polyurethane acrylate had the lowest critical transmission depth and critical exposure through experiments, and the values were 321.74 μm and 20.022 mJ/cm2, respectively. As shown in Table 2, it is concluded that polyurethane acrylate is the easiest to cure, and epoxy acrylate is the most difficult to cure.
Table 2. The critical transmission depth and critical exposure of different oligomer photosensitive resins [31].
|
Specimen |
Critical Transmission Depth/ μm |
Critical Exposure/ (mJ·cm−2) |
|---|---|---|
|
epoxy acrylate |
408.70 |
25.104 |
|
aliphatic urethane acrylate |
321.74 |
20.022 |
|
polyurethane acrylate modified by pdms |
347.21 |
21.595 |
Ding [32] et al. measured the viscosity of micron-sized SiC ceramic slurry prepared by different resin monomers (shear rate is 60 s−1). It is concluded that viscosity decreases with increasing HDDA content.
3. Study on the Preparation Method of Photocurable 3D Printing Ceramic Slurry
The preparation methods for photocurable 3D printing ceramic slurry include mechanical mixing, sol-gel, ultrasonic dispersion, and in-situ polymerization.
3.1. The Mechanical Mixing Method
The mechanical mixing method is the most commonly used method for the preparation of light-cured 3D printing ceramic slurry, which mainly includes the following key steps: The first step is the preparation of raw materials. According to the performance and application requirements of the required ceramic materials, different ceramic powders, photosensitive resins, and other additives are selected. For example, alumina ceramic powder is often used in wear-resistant and high temperature resistant parts; zirconia ceramic powder has high strength and toughness, which is suitable for occasions with high mechanical properties [33]. The particle size distribution, shape, and purity of ceramic powder have an important influence on the performance of the slurry and the quality of the final printed parts. Generally, the powder is required to have a uniform particle size, regular shape, and high purity [34]. Secondly, ceramic powder, photosensitive resin, and other additives were added to the stirring container according to a certain proportion, and the mechanical stirrer was used for preliminary stirring to make the two mixed evenly. In general, the volume fraction of ceramic powder is between 30% and 60% to ensure that the slurry has sufficient ceramic content, good fluidity, and printability [35]. The stirring speed and time need to be adjusted according to the volume and viscosity of the slurry. The general stirring speed is 100–1000 r/min, and the stirring time is 10–30 min.
The preliminary mixed slurry and a certain amount of ball mill balls are put into the ball mill tank for ball milling treatment. The material of ball mill balls is generally zirconia, alumina, etc., with a diameter of 0.5–5 mm. The number and size of ball mill balls need to be selected according to the volume of the ball mill tank and the amount of slurry. The ball mill tank is installed on the ball mill, and the appropriate ball milling parameters are set, such as ball milling speed, ball milling time, and so on. The ball milling speed is generally 100–500 r/min, and the ball milling time is 2–4 h. During the ball milling process, the ball milling balls continuously collide and rub with the slurry, so that the ceramic powder is further dispersed in the photosensitive resin, and the viscosity of the slurry can also be reduced.
Finally, there may be some large particles or impurities in the slurry after ball milling, which need to be removed by filtration and the viscosity, solid content, and stability of the prepared ceramic slurry are checked.
Compared with other methods for preparing photocurable 3D printing ceramic slurries, the mechanical mixing method offers the advantages of simple operation, broad applicability, and strong adjustability. It is the most widely used preparation method in the laboratory, usually through the mixer. However, it is difficult to achieve complete uniformity by stirring and ball milling. Therefore, in some cases, local agglomeration of ceramic powder may occur, which affects the performance of the slurry and the quality of the printed parts. At the same time, during the ball milling process, the continuous collision and friction between the ball milling ball and the slurry may lead to the wear of the ball milling ball, thus introducing impurities into the slurry. These impurities may affect the curing reaction of the photosensitive resin and reduce the performance of the printing parts.
3.2. Sol-Gel Method
Different from the mechanical mixing method, the sol-gel method first selects the precursor. Metal alkoxides are one of the commonly used precursors. For example, tetraethyl orthosilicate (TEOS) is often used to prepare silicon oxide ceramics. Then, the selected precursor was dissolved in a suitable solvent, and an appropriate amount of water was added to initiate the hydrolysis reaction. After hydrolysis, the product will undergo a polycondensation reaction to form a polymer network structure, so that the solution gradually transforms into a sol. By adding acid or alkali to adjust the pH value of the sol, the performance of the sol can be optimized. In order to improve the stability and dispersibility of the sol, an appropriate amount of stabilizer or dispersant can be added. The stabilizer can be adsorbed on the surface of the sol particles to prevent agglomeration between the particles. The dispersant can reduce the interaction force between the particles and make the sol more evenly dispersed in the solvent. Finally, after adding ceramic powder, stirring, ball milling, adding the photoinitiator, and filtering the prepared ceramic slurry through the filtration device, impurities and large particles are removed, and finally, a stable and uniform ceramic slurry is obtained.
Compared with other preparation methods of ceramic slurry, the advantages and disadvantages of the sol-gel method are also obvious. The advantage is that the sol-gel method can achieve uniform mixing at the molecular level, so that the distribution of each component in the ceramic slurry is very uniform, which helps to improve the performance uniformity and stability of ceramic products. And the slurry has high purity. Because the slurry in the sol state has good fluidity, ceramic products with complex shapes can be prepared by various molding techniques. The disadvantages are a complex process, large drying shrinkage, a long time period, and high cost.
3.3. Ultrasonic Dispersion Method
Figure 3 is the schematic diagram of the principle of ultrasonic equipment. First, according to the performance and application requirements of the required ceramic materials, select the appropriate ceramic powder. Then select a photosensitive resin, dispersant, and photoinitiator that are well compatible with the ceramic powder, have a moderate curing speed, and provide high strength after curing. A certain proportion of ceramic powder and photosensitive resin is added to the container, and the mechanical stirrer is used for preliminary mixing, so that the two are roughly evenly distributed. The purpose of preliminary mixing is to make the subsequent ultrasonic dispersion process more efficient. The preliminary mixed slurry was placed in the ultrasonic equipment for dispersion. The ultrasonic equipment forms tiny bubbles in the slurry by generating high-frequency sound waves. These bubbles exert a strong local impact force when they break, effectively dispersing the ceramic powder and making it evenly distributed in the photosensitive resin. There may be some larger particles or impurities in the slurry after ultrasonic dispersion, which need to be removed by filtration. According to the need, the performance of the slurry can be further adjusted. For example, an appropriate amount of diluent can be added to reduce the viscosity of the slurry and improve its fluidity, or a thickener to improve the stability of the slurry and prevent the precipitation of ceramic powder. At the same time, the pH value of the slurry can also be adjusted to improve its dispersibility and stability.
The preparation of light-cured 3D printing ceramic slurry by the ultrasonic dispersion method offers good dispersion and simple operation, but it also has limitations, such as the high cost of ultrasonic equipment and the long ultrasonic treatment time. In practical applications, it is necessary to select the appropriate preparation method according to the specific situation.
3.4. In-Situ Polymerization
According to the performance and application requirements of the required ceramic materials, appropriate ceramic powders, monomers, and prepolymers are selected. Based on the characteristics of the monomers and prepolymers, appropriate initiators and catalysts were selected. As needed, you can also add other additives, such as dispersants, stabilizers, and plasticizers. The ceramic powder is uniformly mixed with the monomer and the prepolymer, and can be mechanically stirred and ultrasonically dispersed. During mixing, agglomeration and precipitation of the ceramic powder should be avoided to ensure uniform dispersion in the monomer and prepolymer. According to the type and amount of the selected initiator and catalyst, it is added to the mixed ceramic powder and monomer or prepolymer. The addition of initiator and catalyst can initiate the polymerization of monomers and prepolymers, thereby wrapping the ceramic powder in the polymer network. After the polymerization reaction is complete, the ceramic slurry undergoes post-treatment, such as filtration, washing, and drying.
The ceramic slurry prepared by in-situ polymerization has the characteristics of good uniformity, strong adhesion, strong adjustability, and a wide application range. This method is an effective method for preparing photocuring 3D printing ceramic slurry. By selecting appropriate ceramic powder, monomer, prepolymer, initiator, and catalyst, and controlling the polymerization reaction conditions, a ceramic slurry with excellent performance can be prepared, which provides strong support for the development of photocuring 3D printing ceramic technology.
4. Study on the Properties of Photocurable 3D Printing Ceramic Slurry
4.1. Rheological Properties
The rheological property of slurry is a very important parameter in ceramic photocuring printing technology, because it directly affects the printing quality and the physical properties of the finished product. Rheological properties refer to the fluidity and deformation of materials, which can be evaluated by measuring the deformation rate and stress of materials under shear stress.
4.1.1. The Effect of Rheological Properties on the Properties of Ceramic Products
The influence of rheological properties on the properties of ceramic products is multifaceted, including improving molding efficiency and quality, improving plasticity and plasticity, affecting hardness and strength, affecting density and compactness, and enhancing stability and durability. Therefore, in the process of ceramic manufacturing, it is necessary to pay attention to the control and adjustment of rheological properties in order to obtain ceramic products with excellent performance.
Ceramic materials with good rheological properties are easier to flow and fill the mold during the forming process, thereby improving the forming efficiency. At the same time, good rheological properties can also reduce defects in ceramic products during the molding process, such as bubbles and cracks, and improve product quality. The addition of a rheological agent can improve the rheological properties of ceramics and make it easier to plastic deformation. This is particularly important for the production of ceramic products with complex shapes, because good plasticity and plasticity make ceramic materials better adapt to the shape of the mold and reduce the difficulty of forming and damage rate. An appropriate amount of rheological agent can improve the plasticity and plasticity of ceramics, but too much rheological agent will lead to too strong plasticity of ceramics, which will affect its hardness and strength. Therefore, in the process of ceramic manufacturing, it is necessary to control the amount of rheological agent added to balance the relationship between plasticity and hardness and strength. The improvement of rheological properties can also improve the density and compactness of ceramic products. The rheological agent can make the ceramic material better fill the mold during the molding process, reduce the pores and voids, and thus improve the density and compactness of the product. This is of great significance for improving the wear resistance, corrosion resistance, and other properties of ceramic products. An appropriate amount of rheological agent can enhance the stability and durability of ceramics. Rheological agents can improve the internal structure of ceramic materials, reduce internal stress and defects, thereby improving their wear resistance and corrosion resistance, which is of great significance for prolonging the service life of ceramic products.
4.1.2. Factors Affecting the Rheological Properties of Ceramic Slurry
The factors affecting the rheological properties of slurry include slurry composition, particle shape and size, solid content, surface properties, solvent type and content, type and content of dispersant or diluent, resin ratio, and so on. Among them, the shape and size of the particles have the most significant effect on the rheological properties. When the particle size is large, the viscosity of the slurry will increase, which makes the rheological properties worse; when the particle shape is irregular, the increase of friction between particles will also lead to a decrease in rheological properties. The rheological model is a mathematical model describing the rheological behavior of materials, and it is the core theory of slurry control in photocuring 3D printing ceramics. Zhang et al. [37] systematically studied the rheological behavior of silica slurry, and confirmed its pseudoplasticity and yield characteristics; the POA-DELM algorithm was used to optimize the rheological prediction model, and the fitting accuracy R2 > 0.99; the increase of the proportion of nano powder will strengthen the shear thinning, and the increase of the proportion of micron powder will reduce the viscosity. Tsetsekou et al. [38] compared three commercial dispersants, Darvan C, Dolapix CE 64, and Duramax D 3005, and concluded that the type of dispersant used would affect the viscosity of the slurry, which in turn affected the casting rate, thereby affecting the green body and sintering density of the sample.
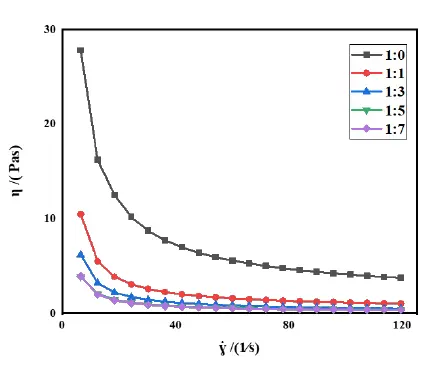
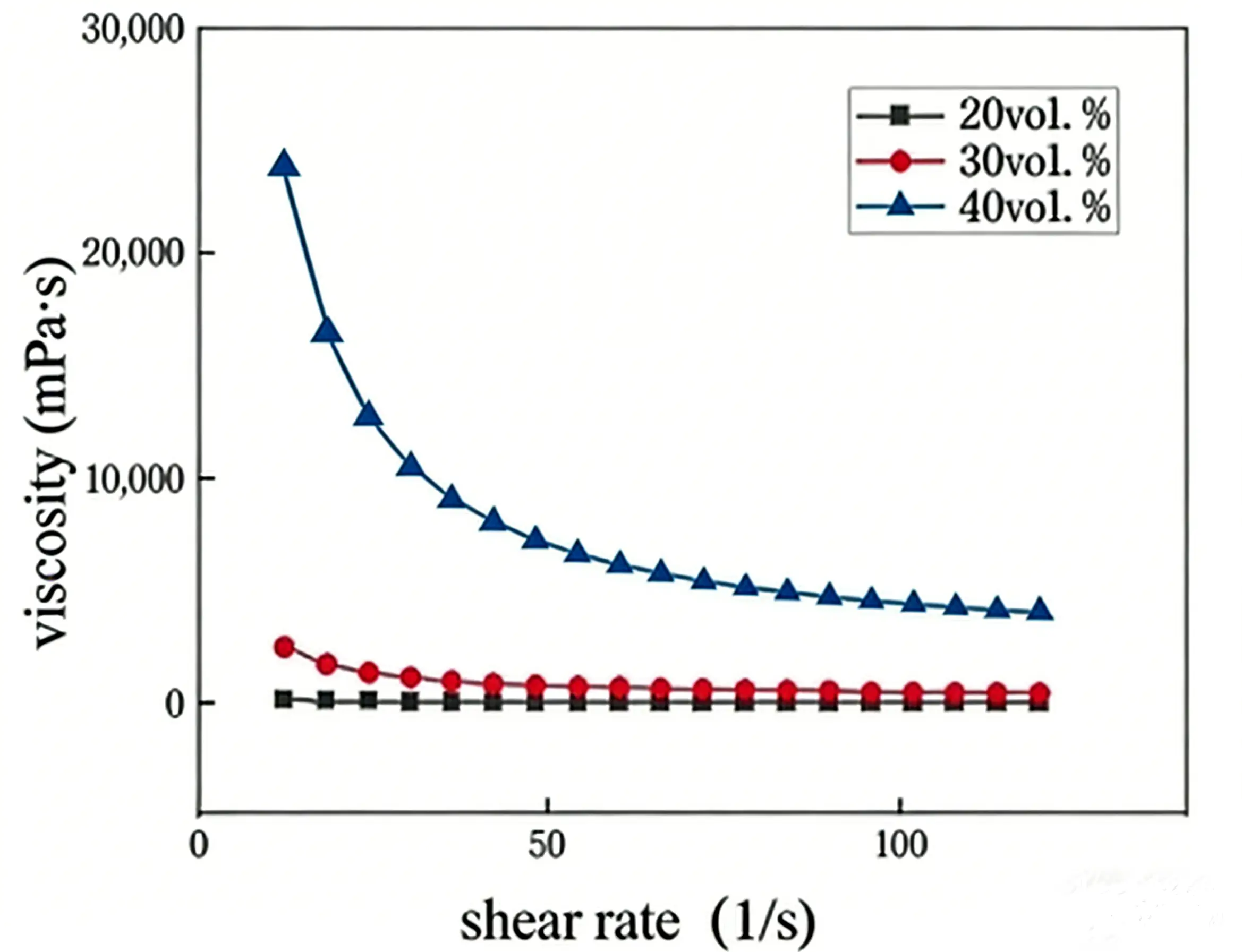
They found that for the highest solid content (80 wt.%) used, the casting speed of the slurry stabilized with Dolapix CE 64 was the slowest, allowing for denser particle filling during the casting process, resulting in a slip-form casting sample with the highest density, thereby optimizing the rheological properties of the alumina slurry in ceramic processing applications. Griffith et al. [39] have shown that the slurry has better fluidity and viscosity when the solid content is low, but the printed ceramic parts will have large shrinkage and deformation. When the solid content gradually increases, the shrinkage and deformation of the ceramic parts decrease, but the fluidity and viscosity of the slurry also decrease, which may affect the printing quality and accuracy. In order to ensure that the subsequent debinding and sintering process has no obvious defects, the solid content of the ceramic slurry must reach at least 40 vol.%. Zhong et al. [40] measured the effects of different resin ratios, solid content, and dispersant on the rheological properties of ceramic slurry by adjusting the resin ratio, solid content, and dispersant content in the ceramic slurry formula. The experimental results are shown in Figure 4.
4.1.3. Common Measurement Methods of Slurry Rheological Properties
The commonly used methods for measuring rheological properties include the rotational viscometer, compression test, and shear test [41]. Among them, the rotational viscometer is a measurement method based on the Newtonian fluid model. By rotating a cylindrical rotor, the viscosity of the slurry under shear stress is measured. Compression test and shear test are used to measure the deformation properties of materials by applying different forces, so as to evaluate their rheological properties. In addition, rheological properties of the slurry can be explored using a rheometer, which determines the viscosity of the liquid by rotating the test sample and measuring the force and deformation. Specifically, the test sample in the rotary rheometer is mounted between a pair of rotating disks, with one stationary and the other rotating at different speeds. When the liquid is placed between two discs, it is subjected to shear and normal stresses as it rotates. These forces will lead to deformation of the liquid, such as distortion and compression. The rheometer calculates the viscosity of the liquid by measuring the force and deformation between the discs. It can measure the rheological properties of liquids, including viscosity, elastic modulus, and shear modulus. The instrument can also perform a variety of tests, such as rheological time tests, flow stress tests, axial tensile tests, and more. These tests can help us to understand the behavior and characteristics of liquid mechanics more comprehensively.
In summary, the rheological properties of the slurry are one of the important factors affecting the ceramic photocuring printing technology, which need to be evaluated and optimized by scientific measurement and analysis methods.
4.2. Solid Content
The solid content of ceramic slurry refers to the percentage of the mass of solid substances in the ceramic slurry to the total mass of the ceramic slurry. The solid content is an important parameter of ceramic slurry, which has an important influence on the performance and production process of ceramic products. In the process of ceramic production and processing, it is necessary to accurately measure and control the solid content of ceramic slurry to ensure the quality of ceramic products.
4.2.1. The Effect of Solid Content on the Properties of Ceramic Products
The solid content of ceramic slurry refers to the percentage of the mass of solid substances in the ceramic slurry to the total mass of the ceramic slurry. Solid content is an important parameter of ceramic slurry. Generally speaking, the higher the solid content, the greater the density of ceramic products. A higher solid content means more ceramic particles are closely packed during molding, reducing the gap between particles and making the product’s internal structure denser after sintering, thereby increasing its density. For example, in the production of alumina ceramics, an appropriate increase in the solid content of the slurry can make the density of the sintered alumina ceramics closer to the theoretical density. On the contrary, when the solid content is low, the gap between the ceramic particles is large, and the density of the sintered product is relatively low, which may affect its physical and mechanical properties.
In terms of mechanical properties, the products prepared by high solid content ceramic slurry usually have higher strength. On the one hand, the high solid content increases the contact points between the ceramic particles. During the sintering process, the bonding between the particles is closer, and the formed chemical bonds or physical connections are stronger, thereby improving the strength of the product. On the other hand, low porosity also helps to improve the strength of the product, because the presence of pores will become a stress concentration point and reduce the strength of the product. For example, in the 3D printing of zirconia ceramics, increasing the slurry’s solid content can significantly improve the flexural and compressive strengths of the printed products. In terms of machinability, the slurry with low solid content has good fluidity and is easy to fill and shape in the mold, but the product’s strength and density may be low. Although the slurry with high solid content can prepare products with good performance, it has poor fluidity and high requirements for the molding process. Special molding equipment or process may be needed to ensure the uniform filling and molding of the slurry.
In terms of sintering performance, the slurry with high solid content needs a higher temperature and longer time to achieve complete densification during sintering, because the resistance between particles is large, and the material transmission and diffusion are relatively difficult. The slurry with low solid content can be sintered at a lower temperature, but high density products may not be obtained. In addition, the slurry with low solid content is easy to form more pores during the molding and sintering process. This is because there are many liquid components in the slurry. During drying and sintering, the volatilization of the liquid will leave more pores inside the product. The slurry with high solid content has relatively few liquid components due to the close accumulation between the particles, and there are fewer pores formed during the sintering process, thereby reducing the porosity of the product. The lower porosity can improve the strength, hardness, wear resistance, and other properties of ceramic products.
Jin [42] et al. successfully prepared a slurry with high solid loading and low viscosity by changing the composition of the resin. They found that when HDDA:TMPTA was 6:2, the slurry exhibited low viscosity, high stability, and excellent curing performance. This work provides a theoretical basis for the optimisation and application of slurry in three-dimensional lithography 3D printing of ceramic cores. Li [43] et al. prepared different solid contents (60%, 70%, 75%, volume fraction) of lead lanthanum zirconate titanate (PLZT) ceramic slurry by a 3D printing process for slurry direct writing ceramics with a single screw extrusion structure. The effect of solid content on the flow properties of slurry in the screw groove was studied by the MRT LBM method. It is found that the three kinds of ceramic slurry show obvious non-Newtonian fluid shear thinning characteristics, and the MRT LBM method can effectively realize the flow simulation of ceramic slurry in the 3D printing process. With the increase in solid content, the slurry flow rate decreases. Pei et al. [44] studied the effects of infiltration pressure and solid content of infiltration slurry on the relative density and compressive properties of ceramics.
The results show that the infiltration slurry with relatively low solid content is more effective at improving the relative density of ceramic sintered samples with relatively large diameters, whereas the slurry with relatively high solid content is more suitable for ceramic samples with relatively small diameters. The flexural strength of 3D printed ceramics after infiltration is more than 10 times higher than that of uninfiltrated ceramics. With the increase in the solid content of the slurry, the bending strength of the ceramic sample increases first. When the solid content (volume fraction) of the slurry exceeds 40%, the bending strength does not change significantly. Zhang et al. [45] tested the viscosity of silicon-based ceramic slurry with various solid contents. With increasing solid content, the viscosity of light-cured ceramic slurry will gradually increase. When the solid content exceeds 50 vol.%, the viscosity of the ceramic slurry increases sharply. The solid content of the self-developed light-cured ceramic slurry can reach 45 vol.%, the viscosity value is 800 mPa·s, and the leveling is good, which meets the requirements of three-dimensional digital molding technology.
4.2.2. Factors Affecting the Solid Content of Ceramic Slurry
The factors affecting the solid content of ceramic slurry include the particle size, particle shape, and purity of ceramic powder, the type and amount of dispersant, the properties of the solvent, and the preparation process of the slurry. In addition, temperature and humidity also have a certain influence on the solid content of ceramic slurry [46]. The most important factor affecting the solid content of the slurry is the characteristics of the powder. Smaller ceramic particles have a large specific surface area, high surface energy, strong attraction between particles, and are easy to form agglomerates. This agglomeration phenomenon will occupy space and reduce the number of solid particles that can be accommodated in the slurry, thereby lowering the slurry’s solid content. The accumulation mode and space occupation of ceramic particles with different shapes in the slurry are different. The spherical particles can be arranged more closely during accumulation, resulting in a small gap, which is beneficial for improving the slurry’s solid content. However, irregularly shaped particles, such as flakes and needles, will have a large gap during accumulation, resulting in a relatively low slurry solid content. The impurities in the ceramic powder also affect the solid content of the slurry. Some impurities may adsorb on the surface of ceramic particles, hindering particle dispersion and thereby reducing the solid content; or the impurity itself may occupy a certain space, reducing the effective volume of solid particles in the slurry and thereby affecting the solid content.
4.3. Curing Thickness
The curing thickness of ceramic slurry for photocuring 3D printing refers to the vertical thickness of the ceramic slurry that can undergo a curing reaction under light irradiation under specific photocuring conditions [47]. The curing thickness of ceramic slurry is very important for photocuring 3D printed ceramic products.
4.3.1. The Effect of Curing Thickness on the Properties of Ceramic Products
The curing thickness has a significant effect on the properties of ceramic products, which is mainly reflected in physical properties, mechanical properties, and microstructure. In terms of physical properties, higher precision control can be achieved during the printing process when the curing thickness is small. Because the thickness of each layer is thin, the cumulative error is relatively small, and the size and shape of the design model can be more accurately restored. For example, in the production of some ceramic parts with complex fine structure, a thinner curing thickness can ensure that the size deviation is controlled within a very small range and improve the consistency between the product and the design. Moreover, a thinner curing thickness usually produces a smoother surface. This is because the thickness of each layer is small, allowing it to be cured more evenly during the photocuring process and reducing surface roughness. On the contrary, a larger curing thickness may lead to a rough surface. This is because the thicker layer may appear incomplete curing or uneven curing during the curing process, thus forming a bumpy phenomenon on the surface, affecting the appearance of the product and subsequent processing.
In terms of mechanical properties, an appropriate curing thickness can improve the strength of ceramic products. When the curing thickness is moderate, the bonding between layers is close, and stress can be more effectively transmitted when force is applied, thereby improving overall strength. At the same time, a moderate curing thickness can impart ceramic products with some deformation capacity under stress, thereby improving toughness. This is because under the appropriate curing thickness, the microstructure inside the ceramic is more uniform, which can better disperse the stress and avoid brittle fracture caused by stress concentration. Too thin or too thick a curing thickness may reduce toughness. When the curing thickness is too thin, the brittleness of the product is large, and the fracture is more likely to occur. When the curing thickness is too thick, defects and inhomogeneities may form, reducing toughness.
In terms of microstructure, the curing thickness will affect the porosity of ceramic products. When the curing thickness is small, the photocuring process can be more fully cured to reduce the generation of pores. Therefore, the thinner curing thickness usually makes the ceramic products have lower porosity and improves the density and performance of the products. In addition, the curing thickness also has a certain influence on the grain size and distribution of ceramic products. Under the appropriate curing thickness, the temperature and curing rate during the photocuring process are relatively stable, which is conducive to the uniform growth and distribution of ceramic grains. For example, in the preparation of some high-performance ceramic materials, controlling the curing thickness can obtain a microstructure with uniform grain size and reasonable distribution, and improve the performance of the material.
Zhan [48] analyzed the influence of different treatment factors on the curing depth of light-cured composite resin and discussed the relationship between different treatment factors and curing depth. The results showed that there were statistically significant differences between different light curing units, irradiation distance, and curing time (p < 0.01). There was a significant linear correlation between the three factors and the curing depth (p < 0.01). The curing depth of the light-cured composite resin may be affected by these three factors. Among them, the curing time is the most important factor, and there is still an interaction between the three factors. Shen [49] analyzed the influence of printing parameters on the curing depth by the response surface method, and obtained that the printing parameters directly affect the mechanical properties of the product. With the increase of curing depth, the accuracy of the product on the Z axis decreases, while the accuracy on the X–Y axis increases first and then decreases. Xu et al. [50] studied the influence of construction parameters on the width and depth of the solidified line in the new SL system, and concluded that under the same scanning conditions, compared with the solidified line constructed by the current SL system, the solidified line constructed by the high-resolution SL system has a smaller width and a deeper depth.
4.3.2. Factors Affecting the Solid Content of Ceramic Slurry
The factors affecting the solid content of ceramic slurry include ceramic powder characteristics, resin characteristics, photoinitiator, light source parameters, printing parameters, temperature, humidity, and other environmental factors. Among them, the powder characteristics have the greatest influence on the solid content of ceramic slurry [51].
The smaller ceramic particles have a large specific surface area, high surface energy, and are prone to agglomeration. The formation of aggregates will occupy space, reducing the number of solid particles that can be accommodated in the slurry, thereby reducing the solid content of the slurry and affecting the curing thickness. The agglomeration tendency of larger particles is relatively weak, and it is easier to disperse in the slurry, which is beneficial to improve the curing thickness. However, if the particles are too large, it may affect the uniformity of the slurry and have an adverse effect on the curing thickness. The spherical particles can be arranged more closely during accumulation, and the gap is smaller, which is beneficial to improve the solid content and curing thickness of the slurry. However, irregularly shaped particles, such as flakes, needles, etc., will have a large gap in the accumulation, resulting in a relatively low solid content of the slurry, and the curing thickness will also be affected.
In addition, different types of photosensitive resins have differences in light absorption ability and reactivity, which will affect the curing thickness. Different photoinitiators have different sensitivity to light and reactivity, which will also affect the curing thickness. When the concentration of photoinitiator is too low, the active center of the curing reaction is less, the curing reaction is incomplete, and the curing thickness is small. If the concentration of photoinitiator is too high, the light absorption ability of the system will be too strong, and the penetration depth of light in the slurry will be reduced, which may reduce the curing thickness.
Finally, the light source parameters also affect the curing thickness of the slurry. A stronger light source can provide more light energy, so that the photosensitive resin in the slurry can undergo a faster curing reaction, thereby increasing the curing thickness. However, if the intensity of the light source is too high, it may cause the slurry to overheat, resulting in some adverse effects, such as the agglomeration of ceramic particles, the decomposition of resin, etc. With the extension of exposure time, the light energy absorbed by the slurry increases, the curing reaction proceeds more fully, and the curing thickness will gradually increase. However, if the exposure time is too long, over-curing may occur, which will affect the dimensional accuracy and performance of the parts.
5. The Existing Problems and Future Development Trend of Photocuring 3D Printing Ceramic Slurry Preparation
Different from traditional ceramic material manufacturing methods, light-cured 3D printing technology has the advantages of high processing accuracy, low cost, simple operation, and flexible manufacturing. Therefore, ceramic material additive manufacturing technology has become one of the advanced manufacturing technologies that has attracted much attention in recent years [52,53,54]. The combination of photocurable 3D printing technology and ceramic molding manufacturing can solve many problems caused by the use of traditional ceramic manufacturing technology. However, the stability of the slurry, the contradiction between viscosity and solid content, and the defects in the debinding and sintering process still limit the development of this technology [55,56]. The density of ceramic particles is usually large, and it is easy to settle in the slurry due to gravity. If the sedimentation stability is not good, the slurry will have uneven composition during storage or printing, which will affect the printing quality. In order to improve the density and performance of ceramic products, it is necessary to increase the ceramic solid content in the slurry. However, the addition of ceramic particles will increase the viscosity of the slurry, resulting in poor fluidity of the slurry, and it is difficult to smoothly extrude and spread during the printing process, affecting the accuracy and efficiency of printing.
During the sintering process, the ceramic particles shrink, which may lead to changes in the size and shape of the printed parts [57]. If the uniformity of the slurry is not good or the sintering process parameters are unreasonable, this shrinkage and deformation will be more serious, affecting the accuracy and performance of the printed parts [54,58]. Therefore, compared with other ceramic manufacturing technologies, photocurable 3D printing ceramic technology has certain advantages and certain limitations. The preparation method of photocurable 3D printing ceramic slurry has become a heavy burden.
Compared with polymer materials and metal materials, the 3D printing technology of ceramic materials started late [59]. There is still a certain gap between domestic and foreign research on ceramic materials, but we have great room for development and potential, so China’s ceramic 3D printing is both opportunities and challenges. If the following problems can be solved, the future photocuring 3D printing technology will be more widely used in medical [36] and aerospace [37] and other fields. At present, 3D printing ceramic slurry should focus on solving the following three problems to meet the needs of photocuring 3D printing technology:
- (1)
-
In addition to traditional dispersants, photoinitiators and other additives, more multifunctional additives will be developed in the future, such as additives that have both dispersion and toughening effects, additives that can improve photocuring efficiency and ceramic properties.
- (2)
-
More advanced dispersion technologies, such as ultrasonic dispersion, electrostatic dispersion, mechanical stirring and ultrasonic combination, can further improve the dispersion effect of ceramic particles in the slurry, reduce agglomeration, and thus improve the stability and uniformity of the slurry.
- (3)
-
Study the surface modification technology of ceramic particles, improve the compatibility between ceramic particles and photosensitive resin, and further improve the dispersion effect.
Author Contributions
Conceptualization, H.L. and W.L.; Methodology, H.L.; Software, H.L.; Validation, H.L., W.L. and Y.H.; Formal Analysis, H.L.; Investigation, H.L.; Resources, H.L.; Data Curation, W.L.; Writing—Original Draft Preparation, W.L.; Writing—Review & Editing, H.L.; Visualization, W.L.; Supervision, H.L.; Project Administration, H.L.; Funding Acquisition, H.L.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data availability is not applicable to this article as no new data were created or analyzed in this study.
Funding
This work was sponsored by Natural Science Foundation of Xinjiang Uygur Autonomous Region (2023D01C192), the Xinjiang Tianchi Talent Introduction Plan (51052300585), and the Fundamental Research Funds for Autonomous Region Universities (XJEDU2022P002).
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
Muhindo D, Elkanayati R, Srinivasan P, Repka MA, Ashour EA. Recent advances in the applications of additive manufacturing (3D printing) in drug delivery: A comprehensive review. AAPS PharmSciTech 2023, 24, 57. DOI:10.1208/s12249-023-02524-9 [Google Scholar]
-
Li X, Su H, Dong D, Zhao D, Liu Y, Shen Z, et al. Enhanced comprehensive properties of stereolithography 3D printed alumina ceramic cores with high porosities by a powder gradation design. J. Mater. Sci. Technol. 2022, 131, 264–275. DOI:10.1016/j.jmst.2022.04.040 [Google Scholar]
-
Sun JW, Li H, Mu YS, Mu BX, Chen YH, Colombo P. Improving wear resistance of 3D printed alumina-based ceramics via sintering temperature. China Foundry 2025, 22, 151–162. DOI:10.1007/s41230-025-3150-1 [Google Scholar]
-
Chen JY. Advances in ceramic 3D printing technologies and optimization research. Int. J. Adv. Manuf. Technol. 2025, 140, 2341–2376. DOI:10.1007/s00170-025-16380-3 [Google Scholar]
-
Cui S, Lin J, Wang R, Yang Y, Huang G, Wang J. Advancements in Photocurable 3D Printing Technologies for Ceramic Materials. J. Mater. Eng. Perform. 2025, 34, 8321–8334. DOI:10.1007/s11665-025-10945-9 [Google Scholar]
-
Chen T, Wang D, Cao Q, Xiong H, Chen X, Fan Y. Optimizing photocuring properties of ceramic slurry for 3D printing of ceramic membranes. Ceram. Int. 2024, 50, 1732–1741. DOI:10.1016/j.ceramint.2023.10.272 [Google Scholar]
-
Xu S, Fang M, Yan X. Research on Rheology and Formability of SiO2 Ceramic Slurry Based on Additive Manufacturing Technology via a Light Curing Method. ACS Omega 2022, 7, 32754–32763. DOI:10.1021/acsomega.2c04541 [Google Scholar]
-
Fan J, Li Q, Jin F, Yang K, Qiu Y, Yue X, et al. High solid loading, low viscosity stereolithography 3D printing ceramic cores slurry. Ceram. Int. 2023, 49, 40705–40715. DOI:10.1016/j.ceramint.2023.10.054 [Google Scholar]
-
Ding G, He R, Zhang K, Xie C, Wang M, Yang Y, et al. Stereolithography-based additive manufacturing of gray-colored SiC ceramic green body. J. Am. Ceram. Soc. 2019, 102, 7198–7209. DOI:10.1111/jace.16648 [Google Scholar]
-
Dash LK, Vast N, Baranek P, Cheynet MC, Reining L. Electronic structure and electron energy-loss spectroscopy of ZrO2 zirconia. Phys. Rev. B 2004, 70, 245116. DOI:10.1103/PhysRevB.70.245116 [Google Scholar]
-
Ji H, Zhao J, Chen J, Shimai S, Chen H, Zhou G, et al. Direct ink writing of cellulose-plasticized aqueous ceramic slurry for YAG transparent ceramics. MRS Commun. 2022, 12, 206–212. DOI:10.1557/s43579-022-00163-y [Google Scholar]
-
Kramer N, Lohbauer U, Garcia-Godoy F, Frankenberger R. Light curing of resin-based composites in the LED era. Am. J. Dent. 2008, 21, 135. Available online: https://www.amjdent.com/Archive/2008/Kraemer%20-%20June%202008.pdf (accessed on 25 December 2025)
-
Cai Y, Wang Y, Zhang L, Cai J, Sun H, Wang M, et al. Photocuring principle and research progress of fiber reinforced resin matrix composites. Plast. Ind. 2022, 50, 69–74+83. DOI:10.3969/j.issn.1005-5770.2022.05.005 [Google Scholar]
-
Tasdelen MA, Lalevée J, Yagci Y. Photoinduced free radical promoted cationic polymerization 40 years after its discovery. Polym. Chem. 2020, 11, 1111–1121. DOI:10.1039/C9PY01903K [Google Scholar]
-
DeRosa ME, Baker LS, Melock TL, Yang B. Ultraviolet cure kinetics of a low Tg polyurethane acrylate network under varying light intensity and exposure time. Prog. Org. Coat. 2021, 158, 106353. DOI:10.1016/j.porgcoat.2021.106353 [Google Scholar]
-
Tathe DS, Jagtap RN. Biobased reactive diluent for UV-curable urethane acrylate oligomers for wood coating. J. Coat. Technol. Res. 2015, 12, 187–196. DOI:10.1007/s11998-014-9616-5 [Google Scholar]
-
Hao S, Su H, Zhao D, Li X, Dong D, Yu J. Research progress on the effect of powder characteristics on the properties of photocurable 3D printing ceramic slurry. Mater. Bull. 2024, 38, 90–99. DOI:10.11896/cldb.23060075 [Google Scholar]
-
Wang Z. Preparation of SiC Photosensitive Slurry and Research on DLP Direct 3D Printing Process. Master’s Thesis, Shanghai University of Applied Sciences, Shanghai, China, 2021. [Google Scholar]
-
Chen S, Wang X, Li X. Synthesis of Novel Polymerizable Photoinitiator and Its Application in UV-Curable Emulsion. Paint. Coat. Ind. 2008, 38, 36–39. Available online: https://qikan.cqvip.com/Qikan/Article/Detail?id=28180005&from=Qikan_Search_Index (accessed on 25 December 2025).
-
Shen M, Fu R, Liu H, Liu Y, Hu Y, Zhang Y, et al. Photosensitive Si3N4 slurry with combined benefits of low viscosity and large cured depth for digital light processing 3D printing. J. Eur. Ceram. Soc. 2023, 43, 881–888. DOI:10.1016/j.jeurceramsoc.2022.10.056 [Google Scholar]
-
Sánchez HR. Seven derivations of the Beer-Lambert law. Spectrosc. Lett. 2021, 54, 133–139. DOI:10.1080/00387010.2021.1873149 [Google Scholar]
-
Li W, Zhou H, Liu W, Yu H, Wang J, Gong L, et al. Research progress in ceramic slurries and rheology via photopolymerization-based 3D printing. J. Mater. Eng. 2022, 50, 40–50. DOI:10.11868/j.issn.1001-4381.2021.000833 [Google Scholar]
-
Jang KJ, Kang JH, Fisher JG, Park SW. Effect of the volume fraction of zirconia suspensions on the microstructure and physical properties of products produced by additive manufacturing. Dent. Mater. 2019, 35, e97–e106. DOI:10.1016/j.dental.2019.02.001 [Google Scholar]
-
Jin YA, Li H, He Y, Fu JZ. Quantitative analysis of surface profile in fused deposition modeling. Addit. Manuf. 2015, 8, 142–148. DOI:10.1016/j.addma.2015.10.001 [Google Scholar]
-
Hu C. Research on Photocurable Additive Manufacturing Process of Silicon Carbide Ceramics. Ph.D. Thesis, China General Research Institute of Building Materials Science, Beijing, China, 2021. [Google Scholar]
-
Zheng J, Lu J, Wang S, Jin L, Wang L. Design and physical and chemical properties of ZTA ceramic light curing 3D printing slurry. Ceram. J. 2022, 43, 227–235. DOI:10.13957/j.cnki.tcxb.2022.02.006 [Google Scholar]
-
Jiao SZ. Preparation and Property Study of 3D Printed Alumina Ceramic Slurry. Master’s Thesis, Shenyang Aerospace University, Shenyang, China, 2019. DOI:10.27324/d.cnki.gshkc.2019.000416 [Google Scholar]
-
Liu QY, Li ZW, Wang A, Wang Z, Wang Y, Chen F. Preparation of HA-Al2O3 composite ceramic slurry and its high-precision photocuring performance. Bull. Chin. Ceram. Soc. 2024, 43, 3787–3797. DOI:10.16552/j.cnki.issn1001-1625.2024.10.019 [Google Scholar]
-
Zhang S, Sha N, Zhao Z. Surface modification of α-Al2O3 with dicarboxylic acids for the preparation of UV-curable ceramic suspensions. J. Eur. Ceram. Soc. 2017, 37, 1607–1616. DOI:10.1016/j.jeurceramsoc.2016.12.013 [Google Scholar]
-
Li CX, Qi YM, Xu Q, Fang YQ, Meng C, Wang JK. Surface structure and mechanical properties of zirconia ceramics for dental restoration. Met. Funct. Mater. 2024, 31, 94–100. DOI:10.13228/j.boyuan.issn1005-8192.20240083 [Google Scholar]
-
Niu SX, Wang K, Zhou YL, Guo X, Hu X, Xu X. Design and properties of photosensitive resin slurry for ceramic photocuring 3D printing. Plast. Sci. Technol. 2024, 52, 1–5. DOI:10.15925/j.cnki.issn1005-3360.2024.06.001 [Google Scholar]
-
Ding G, He R, Zhang K, Xia M, Feng C, Fang D. Dispersion and stability of SiC ceramic slurry for stereolithography. Ceram. Int. 2020, 46, 4720–4729. DOI:10.1016/j.ceramint.2019.10.203 [Google Scholar]
-
Terauchi S, Takizawa H, Endo T, Uchida S, Terui T, Shimada M. High ionic conductivity and high fracture strength of cubic zirconia, (Y0.16−xScx)Zr0.84O1.92. Mater. Lett. 1995, 23, 273–275. DOI:10.1016/0167-577X(95)00054-2 [Google Scholar]
-
Zhang Y. Preparation, Sintering and Properties of Transparent Alumina Nitride Ceramic Powder. Ph.D. Thesis, Beijing University of Science and Technology, Beijing, China, 2023. [Google Scholar]
-
Chen L, Zhang X, Zhang M, Liu H, Wang W, Yin F, et al. Research progress in preparation methods of aluminum nitride nano-ceramic powders. Arsenial Mater. Sci. Eng. 2024, 47, 130–137. DOI:10.14024/j.cnki.1004-244x.20240513.001 [Google Scholar]
-
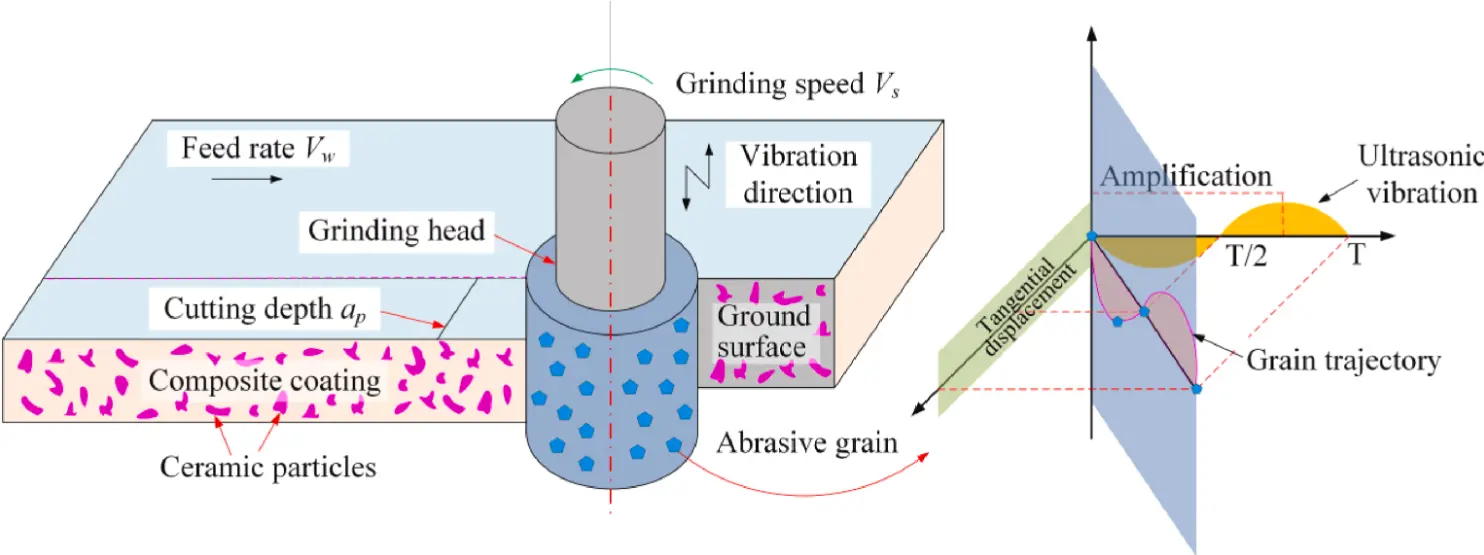
Yu J, Li J, Zhang C, Zhao J. Material removal mechanism and surface morphology of ceramic reinforced nickel-based composite coatings by ultrasonic grinding. Ceram. Int. 2025, 51, 48295-48317. [Google Scholar]
-
Zhang J, Min BW, Gu H, Wu G, Wu W. Rheological behavior of SiO2 ceramic slurry in stereolithography and its prediction model based on POA-DELM. Materials 2024, 17, 4270. DOI:10.3390/ma17174270 [Google Scholar]
-
Tsetsekou A, Agrafiotis C, Milias A. Optimization of the rheological properties of alumina slurries for ceramic processing applications Part I: Slip-casting. J. Eur. Ceram. Soc. 2001, 21, 363–373. DOI:10.1016/S0955-2219(00)00185-0 [Google Scholar]
-
Griffith ML. Stereolithography of Ceramics; University of Michigan: Ann Arbor, MI, USA, 1995. [Google Scholar]
-
Zhong Y. Study on DLP Molding and Properties of Zirconia Ceramics. Master’s Thesis, Nanchang University, Nanchang, China, 2023. [Google Scholar]
-
Blair GWS. The measurement of the rheological properties of some industrial materials. J. Sci. Instrum. 1940, 17, 169–177. DOI:10.1088/0950-7671/17/7/301 [Google Scholar]
-
Jin F, Li Q, Yang K, Qiu Y, Fan J, Liu X, et al. Optimisation and application of high solid loading stereolithography 3D printing ceramic cores slurry. Ceram. Int. 2024, 50, 3574–3583. DOI:10.1016/j.ceramint.2023.11.107 [Google Scholar]
-
Li B, Gu H, Zhang J, Jiang J, Sun J. Effect of solid content on PLZT ceramic slarry flowability in 3D printing by single screw extrusion mode. Mater. Mech. Eng. 2020, 44, 111–114. DOI:10.11973/jxgccl202011020 [Google Scholar]
-
Pei W, Cao S, Yu J. Effect of Pressure Infiltration on Properties of 3DPrinted Al2O3 Ceramics. Mater. Mech. Eng. 2020, 40, 102–105. DOI:10.11973/jxgccl202011018 [Google Scholar]
-
Zhang T. Preparation and Properties of High Solid Content and Low Viscosity Silica Ceramic Slurry. Ceram. Sci. Art 2024, 58, 54–55. Available online: https://d.wanfangdata.com.cn/periodical/ChpNaW5lclBlcmlvZGljYWxDSEkyMDI0MDMxOBINdGNnYzIwMjQwNTAyNxoIOHNrYm9vOWc%3D (accessed on 25 December 2025)
-
Zainuddin MI, Tanaka S, Furushima R, Uematsu K. Correlation between slurry properties and structures and properties of granules. J. Eur. Ceram. Soc. 2010, 30, 3291–3296. DOI:10.1016/j.jeurceramsoc.2010.07.004 [Google Scholar]
-
Lee JH, Prud'homme RK, Aksay IA. Cure depth in photopolymerization: Experiments and theory. J. Mater. Res. 2001, 16, 3536–3544. DOI:10.1557/JMR.2001.0485 [Google Scholar]
-
Zhan F, Shao L, Zhu X, Pan Y. Stepwise regression analysis of cure depths of light curing composite resin. J. Pract. Stomatol. 2001. Available online: https://qikan.cqvip.com/Qikan/Article/Detail?id=27354749&from=Qikan_Search_Index (accessed on 25 December 2025).
-
Shen J, Zhou Z, Cao S, Yu M, Han X. The Influence of Curing Depth on The Products Properties and Precision of UV-Curing 3D Printing. Eng. Plast. Appl. 2023, 51, 57–62. DOI:10.3969/j.issn.1001-3539.2023.09.010 [Google Scholar]
-
Xu G, Deng P, Zhao W, Lu B. Experimental Investigation on High-Resolution Stereolithography System. J. Xi’Jiaotong Univ. 2005, 39, 66–69. [Google Scholar]
-
Li H, Liu Y, Liu Y, Zeng Q, Liang J. 3D printed ceramic slurries with improved solid content through optimization of alumina powder and coupling agent. J. Manuf. Process. 2021, 64, 1206–1213. DOI:10.1016/j.jmapro.2021.02.047 [Google Scholar]
-
Quan H, Zhang T, Xu H, Luo S, Nie J, Zhu X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. DOI:10.1016/j.bioactmat.2019.12.003 [Google Scholar]
-
Xing H, Zou B, Lai Q, Huang C, Chen Q, Fu X, et al. Preparation and characterization of UV curable Al2O3 suspensions applying for stereolithography 3D printing ceramic microcomponent. Powder Technol. 2018, 338, 153–161. DOI:10.1016/j.powtec.2018.07.023 [Google Scholar]
-
Shuai X, Zeng Y, Li P, Chen J. Fabrication of fine and complex lattice structure Al2O3 ceramic by digital light processing 3D printing technology. J. Mater. Sci. 2020, 55, 6771–6782. DOI:10.1007/s10853-020-04503-y [Google Scholar]
-
Hussain MI, Xia M, Ren X, Ge C, Jamil M, Gupta MK. Digital light processing 3D printing of ceramic materials: A review on basic concept, challenges, and applications. Int. J. Adv. Manuf. Technol. 2024, 130, 2241–2267. DOI:10.1007/s00170-023-12847-3 [Google Scholar]
-
Mitteramskogler G, Gmeiner R, Felzmann R, Gruber S, Hofstetter C, Stampfl J, et al. Light curing strategies for lithography-based additive manufacturing of customized ceramics. Addit. Manuf. 2014, 1, 110–118. DOI:10.1016/j.addma.2014.08.003 [Google Scholar]
-
Zeng Y, Chen X, Sun L, Yao H, Chen J. Effect of different sintering additives type on Vat photopolymerization 3D printing of Al2O3 ceramics. J. Manuf. Process. 2022, 83, 414–426. DOI:10.1016/j.jmapro.2022.09.022 [Google Scholar]
-
Vitale A, Cabral J. Frontal conversion and uniformity in 3D printing by photopolymerisation. Materials 2016, 9, 760. DOI:10.3390/ma9090760 [Google Scholar]
-
Chen Z, Li Z, Li J, Liu C, Lao C, Fu Y, et al. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. DOI:10.1016/j.jeurceramsoc.2018.11.013 [Google Scholar]