Electro-Discharge Machining Advanced Materials under Low Frequency Vibrations: Modeling, Application, and Outlook

Electro-Discharge Machining Advanced Materials under Low Frequency Vibrations: Modeling, Application, and Outlook
Ibrahem Maher
1,2,*
 Hassan El-Hofy
3
Mohamed El-Hofy
4
Hassan El-Hofy
3
Mohamed El-Hofy
4
Received: 11 November 2025 Revised: 31 December 2025 Accepted: 06 February 2026 Published: 26 February 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
1. Introduction
1.1. Background and Motivation
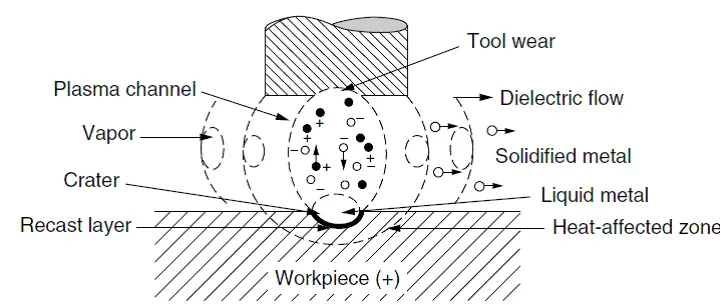
Electrical Discharge Machining (EDM) remains a cornerstone of advanced manufacturing for its unique ability to machine complex geometries in extremely hard, conductive materials, irrespective of their mechanical strength [1,2]. The process relies on controlled thermoelectric erosion through rapid, repetitive spark discharges between a tool and workpiece submerged in a dielectric fluid [3]. A voltage is applied across the electrodes, which are separated by a small Inter Electrode Gap (IEG), typically ranging from 0.01 to 0.5 mm [4]. The application of voltage pulses causes electrical breakdown within the dielectric liquid, caused by the acceleration of electrons emitted from the cathode towards the anode. Upon collision with neutral atoms of the dielectric liquid, these electrons create positive ions and additional electrons, which are subsequently directed toward the cathode and anode, respectively. Upon arrival at the surfaces of the anode and cathode, both the electrons and the positive ions resign their kinetic energy, in the form of heat, thus creating temperatures of about 8000 °C to 12,000 °C and a heat flux reaching up 1017 W/m2. This intense heat serves to melt and evaporate the electrode tool and workpiece. Fresh dielectric fluid rushes into the machining gap, removes the debris, and quenches the surface of the workpiece. The unexpelled molten metal solidifies to form the recast layer, while the expelled metal congeals into tiny spheres dispersed within the dielectric fluid, along with bits from the electrode, forming the debris (Figure 1).
Micro-EDM (µEDM) is particularly suited for drilling high-aspect-ratio micro-holes in hard, conductive materials with high precision [5,6,7]. The incorporation of Alumina (Al2O3) powder into the dielectric fluid in µEDM can enhance effectiveness, reduce the occurrence of microcracks and microvoids, and decreasrecast layer formation by 36.49% compared to traditional EDM oil, leading to improved machining quality [8]. However, while µEDM is effective for replicating micro-scale features with minimal circularity deviation, some recast layer formation near the machined holes may occur, which can vary in thickness based on the experimental conditions [9]. However, inherent challenges such as inefficient debris evacuation, leading to arcing, short-circuiting, and the formation of a detrimental recast layer, persistently limit its efficiency, precision, and surface quality, especially in micro-EDM (µEDM) and deep-cavity machining [2,10].
To overcome these limitations, auxiliary enhancement techniques have been extensively explored. Among these, vibration assistance has proven particularly effective. Early work focused on ultrasonic vibration (>20 kHz), leveraging cavitation effects to improve flushing [11,12]. However, the high cost and complexity of ultrasonic systems, coupled with challenges in tool wear and limited applicability in certain geometries, spurred interest in lower-frequency alternatives [13]. Low-frequency vibration (LFV), typically below 1 kHz, offers a mechanically simpler solution that enhances process stability primarily through direct agitation of the dielectric and periodic gap modulation, effectively displacing debris without the extreme pressures of cavitation [14,15]. Despite growing research activity, the LFV-EDM domain is characterized by fragmented knowledge, inconsistent parameter definitions, and a lack of comprehensive mechanistic models that can guide optimization and industrial deployment.
Adding powder particles to the dielectric fluid lowers its electrical resistance by increasing conductivity. This, in turn, widens the discharge gap, which improves spark frequency and energy dispersion. However, not all powders effectively widen the gap, as their electrical and thermal conductivity and density play a major role [16]. For instance, high-density copper powder fails to improve machining in PMEDM because it settles out and does not participate in the discharge process [17]. Various powder additives have been studied for their effect on machining. Among these, graphite (Gr) powder has attracted the most research interest, as shown in Figure 1 [18]. This low-density powder boosts the dielectric’s conductivity, provides excellent lubrication, and is relatively inexpensive. Due to these superior properties compared to other materials, graphite powder was selected for this study [19].
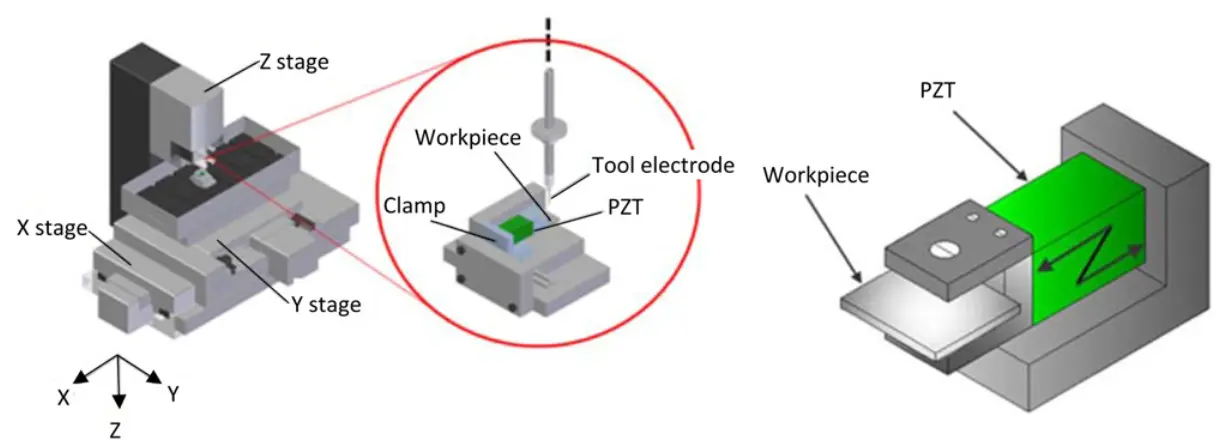
In the evolution of Electrical Discharge Machining (EDM), the interactive integration of powder additives and vibration assistance has emerged as a significant advancement for enhancing machining performance and surface integrity. Research demonstrates that combining Powder-Mixed EDM (PMEDM) with ultrasonic vibration—applied either to the tool, workpiece, or dielectric fluid—substantially improves material removal rates, surface quality, and process stability. For instance, the addition of ceramic or carbide particles (e.g., SiC, TiC) to the dielectric, concurrently with vibration, facilitates the formation of a hardened, wear-resistant layer on aluminum alloys through surface alloying and grain refinement, achieving deep modified layers in short timeframes [20,21]. Furthermore, vibration mechanisms, as shown in Figure 2, significantly improve debris ejection and powder-particle distribution within the spark gap, thereby minimizing defects such as microcracks and black carbon spots. Studies report dramatic increases in machining efficiency, with the hybrid process achieving material removal rates up to 24 times those of conventional EDM, while producing deeper, more precise micro-features in challenging materials such as ceramics [22]. Collectively, the literature indicates that the concurrent use of powder mixing and vibration assistance effectively addresses key limitations of traditional EDM, offering a robust strategy for high-performance, precision surface modification and machining [23,24,25,26].
1.2. Development of Vibration-Assisted EDM
This section maps the key research milestones in the evolution of Vibration-Assisted EDM, with a particular focus on charting the distinct trajectory of Low-Frequency Vibration EDM. Vibration-assisted EDM, applied at both low and high ultrasonic frequencies, is a key method for improving debris evacuation. The development of vibration-assisted EDM has evolved through distinct phases as follows.
Initial studies in the 1990s demonstrated the basic benefits of mechanical agitation on debris removal. Early studies empirically established that vibration, primarily applied to the tool or workpiece, could significantly improve process stability. The core benefit was attributed to enhanced debris evacuation from the inter-electrode gap (IEG), thereby preventing harmful arcing and short-circuiting, as noted in preliminary investigations by Kremer et al. [27], who observed improved flushing efficiency with mechanical agitation.
The 2000s to early 2010s ensured focused research on ultrasonic-assisted EDM, establishing its benefits for surface integrity, typically employing frequencies above 20 kHz. Important experimental work by Jahan et al. [10] demonstrated that LFV, especially when applied to the workpiece in micro-EDM, could drastically improve MRR and reduce Tool Wear Ratio (TWR). Prihandana et al. [15,25] furthered this paradigm by quantifying the precise influence of frequency, amplitude, and waveform on process outcomes in micro-EDM, establishing LFV as a potent, more controllable, and energy-efficient alternative to ultrasonic methods for precision applications.
The last decade (2010s to present) has witnessed a paradigm shift from purely experimental studies toward hybrid, intelligent, and fundamentally understood processes. The integration of LFV with Powder-Mixed Dielectrics (PMD) has been systematically explored to create synergistic effects. Research by Talla et al. [28,29] demonstrated that combining LFV with aluminum powder in the dielectric for EDM of Inconel 625 and aluminum metal matrix composites resulted in superior surface finish and higher MRR than either technique applied individually, attributed to enhanced and more stable discharge dispersion. The application of Computational Fluid Dynamics (CFD) has become crucial. Mullya et al. [30] conclude that employing a slotted tool in μED-milling offers a significant and effective method for enhancing debris evacuation. The slots in the tool generate turbulence in the dielectric flow, actively dislodging and flushing debris particles from the inter-electrode gap (IEG). Furthermore, the slots provide physical space for debris accumulation, preventing clogging and short circuits. Computational Fluid Dynamics (CFD) simulations and mathematical modeling confirm that this design improves the dielectric flow-field, directly enhancing debris trajectory and rapidly cooling particles. The efficacy of debris removal is demonstrably influenced by operational parameters, including tool rotation, gap size, jet velocity, and the specific geometry (shape) of the slots. This method directly addresses a fundamental limitation of stationary-tool EDM processes by mechanically and hydraulically boosting debris evacuation, thereby mitigating secondary discharges and short circuits to improve the material removal rate (MRR) and process stability. Complementing this, Multiphysics Finite Element Analysis (FEA) has advanced. Marafona and Chousal [31] developed and validated a universal thermal-electrical Finite Element Analysis (FEA) model to simulate the fundamental physics of a single electrical discharge spark in EDM. Specifically, the model aims to predict key process outcomes—Material Removal Rate (MRR), Tool Wear Ratio (TWR), and surface roughness—by calculating the heat dissipation (via Joule heating) within a cylindrical plasma channel, whose radius is dynamically defined by current and pulse duration. The adoption of Artificial Intelligence (AI), including artificial neural networks (ANN), genetic algorithms (GA), and fuzzy logic, has enabled robust multi-objective optimization of the multi-parametric LFV-EDM process, moving towards intelligent machining systems.
Vibration-assisted EDM was reviewed by Maity and Choubey [11] at low and ultrasonic frequencies in various contexts. Research has shown that ultrasonic vibration significantly improves the processing efficiency and surface quality in micro-EDM [12,32]. In the realm of die-sinking micro-EDM, it has been observed that ultrasonic vibration yields have different effects on different materials, such as polycrystalline diamond and pure titanium, influencing discharge waveforms, motion trajectories, and groove shapes [33]. Moreover, in microwire electrochemical discharge machining, ultrasonic vibration has been utilized to enhance machining quality for glass microstructures by reducing gas film width and improving machining stability, leading to the successful creation of high-aspect ratio microstructures on brittle materials [34]. These findings collectively highlight the significant impact and potential of vibration-assisted EDM techniques across different material types and machining processes.
1.3. Scope and Novelty
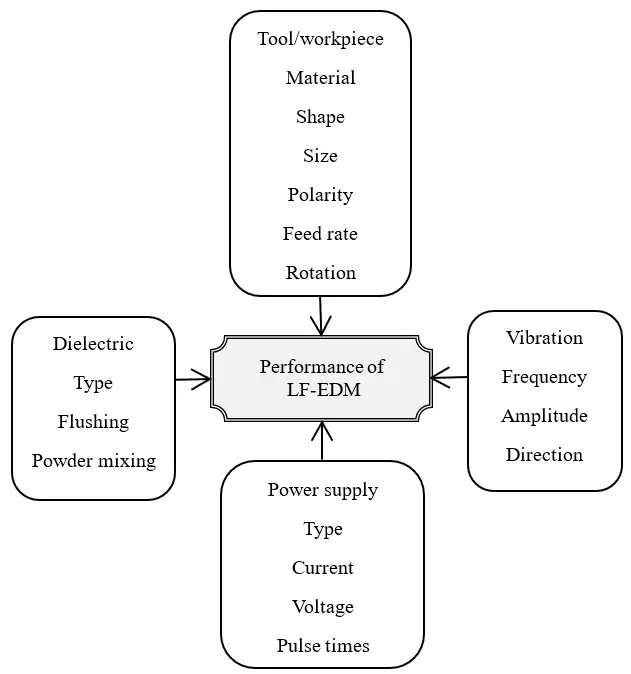
This manuscript presents the first comprehensive review that specifically targets the modeling and application of Low-Frequency Vibration-Assisted EDM (LFV-EDM). It moves beyond a simple catalog of results to provide a unified framework, critical synthesis, advanced modeling synthesis, and application roadmap. While ultrasonic vibration significantly enhances process efficiency and surface quality in EDM and micro-EDM, this paper covers the LF range (typically below 1 kHz) of vibration assisted µEDM and EDM. LF vibration of the tool or workpiece agitates the dielectric, promoting debris removal from the narrow IEG, reducing harmful discharges, and improving process stability. Figure 3 depicts the key factors impacting the efficiency of low frequency assisted EDM. These encompass variables associated with workpiece/tool properties, vibration parameters (frequencies and amplitudes), dielectric fluid conditions, and power supply attributes. The review synthesizes findings on critical performance indicators such as MRR, Electrode Wear Rate (EWR), surface roughness (Ra), geometric accuracy (e.g., taper, overcut), and machining stability. It also covers modeling (CFD, FEM) and optimization strategies (Taguchi, RSM, ANN, GA) employed in the field. Finally, this paper translates research findings into practical insights, discusses industrial case studies and implementation barriers (cost, complexity, standardization), and proposes a future research agenda prioritized for both academic and industrial impact.
2. Low Frequency Electrical Discharge Machining
Low frequency assisted µEDM and EDM is an alternative machining method that replaces the normal EDM without vibrations to machine complicated shapes in hard-to-cut conductive materials, particularly in applications where debris evacuation is a limiting factor. The term “low frequency” in EDM context has been used inconsistently, ranging from 10 Hz to several kHz. We define the Low-Frequency Vibration (LFV) regime for EDM as 10 Hz to 1 kHz. This definition is grounded in fluid-dynamic principles. In this range, the vibration amplitude (typically 1–20 µm) results in a stroke length sufficient to create meaningful bulk fluid displacement within the inter-electrode gap (IEG), typically 5–50 µm. This displacement is the primary driver for convective debris flushing. Moreover, frequencies approaching or exceeding 1 kHz, especially at small amplitudes, enter a transitional zone where cavitation may begin. Additionally, this frequency band aligns with the practical mechanical response limits of standard EDM machine components (tool holders, worktables) without requiring specialized ultrasonic transducers.
The periodic motion of the tool or workpiece acts as a micro-pump. During the retraction phase of the vibration cycle, the effective IEG momentarily increases, drawing fresh dielectric into the gap. The subsequent forward phase pressurizes the gap, expelling dielectric laden with debris particles [5,35]. A debris-clogged gap lowers the effective dielectric strength, promoting erratic arcing and short-circuit pulses. LF vibration’s flushing action maintains a cleaner gap environment, increasing the proportion of normal, productive discharges [36]. Furthermore, dynamic changes in gap width modulate the electric field, potentially preventing the stabilization of harmful arc discharges. When conductive powder (e.g., graphite, SiC) is suspended in the dielectric, LFV plays a dual role. First, it prevents powder sedimentation, maintaining a homogeneous mixture. Second, the agitation promotes a more uniform distribution of powder particles within the IEG. These particles act as discrete micro-electrodes, facilitating a “series discharge” effect where a single large discharge is broken into multiple smaller, spatially distributed discharges. This leads to shallower, more uniform craters, reduced thermal stress, and improved surface finish [18,37].
2.1. Low Frequency Macro Electrical Discharge Machining (LF-EDM)
LF-EDM is applied to macro-scale operations such as die-sinking, slotting, grooving, and conventional WEDM. This technique is particularly suited to creating larger-scale features and cavities, offering a balance between substantial material removal rates and maintaining dimensional accuracy and surface integrity.
2.1.1. General Performance Enhancement
Prihandana et al. [25] concluded that the LF of vibration increased MRR by 23% and decreased both the surface roughness and EWR when machining with a copper electrode. Nguyen et al. [38] showed that the LF vibration (0–0.2 kHz) of SKD61 die steel had a positive effect on the efficiency of die-sinking EDM compared to normal EDM die-sinking. The largest increase of MRR was 34.94%, the greatest reduction of EWR was 16.0% and that of surface roughness was 26.36%. Nguyen et al. [39] experimentally found that LF vibration (0.125–0.512 kHz) integrated into the workpiece during EDM die sinking improved the machined surface quality and reduced finishing costs. Pulse current and vibration frequency had the strongest influences on MRR, while pulse parameters were less influential than the vibration frequency.
Kumar et al. [40] investigated the effect of LF workpiece (AISI 1045 steel) vibration on WEDM speed and surface roughness. Results showed that the pulse off-time was the most significant factor, followed by the pulse on-time, and the vibration frequency, while the gap voltage was the least significant factor for the machining speed. On the other hand, the most significant factor for D2 steel was the wire tension, followed by wire feed and peak current, while the vibration frequency was the least significant factor. Prihandra et al. [15] showed that the application of LF vibration can be used to increase the MRR of SS 304 and decrease the surface roughness and the EWR of the copper electrode.
2.1.2. Machining Advanced Materials
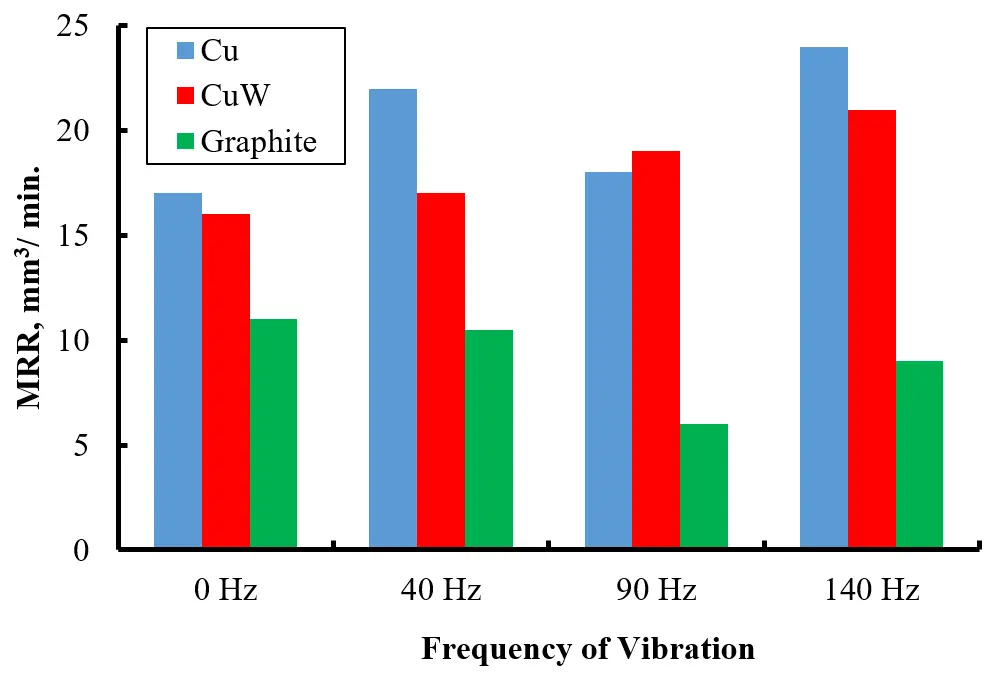
Uhlmann et al. [41] presented a detailed analysis of the influence of the LF-EDM on the machining of seal slots in MAR-M247 nickel base alloy using different grades of graphite electrodes. Their results showed that the lower amplitudes of tool vibration caused higher MRR and shorter machining time. Surface roughness parameter, Ra, was less than 6.4 μm, and the recast layer and micro-crack length were below 102 μm. They added that LF-EDM improved the flushing conditions at large machining depths, removed the debris from the machining gap, and increased the number of active discharges, which, in turn, raised the machining stability and MRR. Tsai et al. [42] used the LF-EDM to cut grooves in the Ti6A4V alloy using copper, copper-tungsten, and graphite tool electrode materials. Accordingly, MRR was higher, and the total discharge time with copper and copper-tungsten electrodes obtained with vibration-assisted EDM at a frequency of 90 Hz was approximately 200% less than with unassisted EDM, and this can be improved by the selection of an appropriate vibration frequency in further work. The vibration frequency was found to have an optimum value of 90 Hz with respect to surface roughness. The surfaces of specimens showed fewer micro-pores and craters per unit area than those machined without vibration assistance. Figure 4 shows the variation of MRR obtained by unassisted EDM and vibration-assisted EDM with different tool electrodes at different frequencies with a fixed amplitude of 10 μm accordingly, cupper electrodes gave the highest MRR compared to Cu-W while graphite electrode gave the lowest MRR. Prabu et al. [43] evaluated the MRR and EWR when machining Al-TiB2 MMCs with LF-EDM (0–0.04 kHz) and a vibrating tool using pulsed current, on-time, off-time, flushing pressure, and vibration frequency as process variables during LF-EDM drilling.
2.1.3. Dielectric and Vibration Interaction
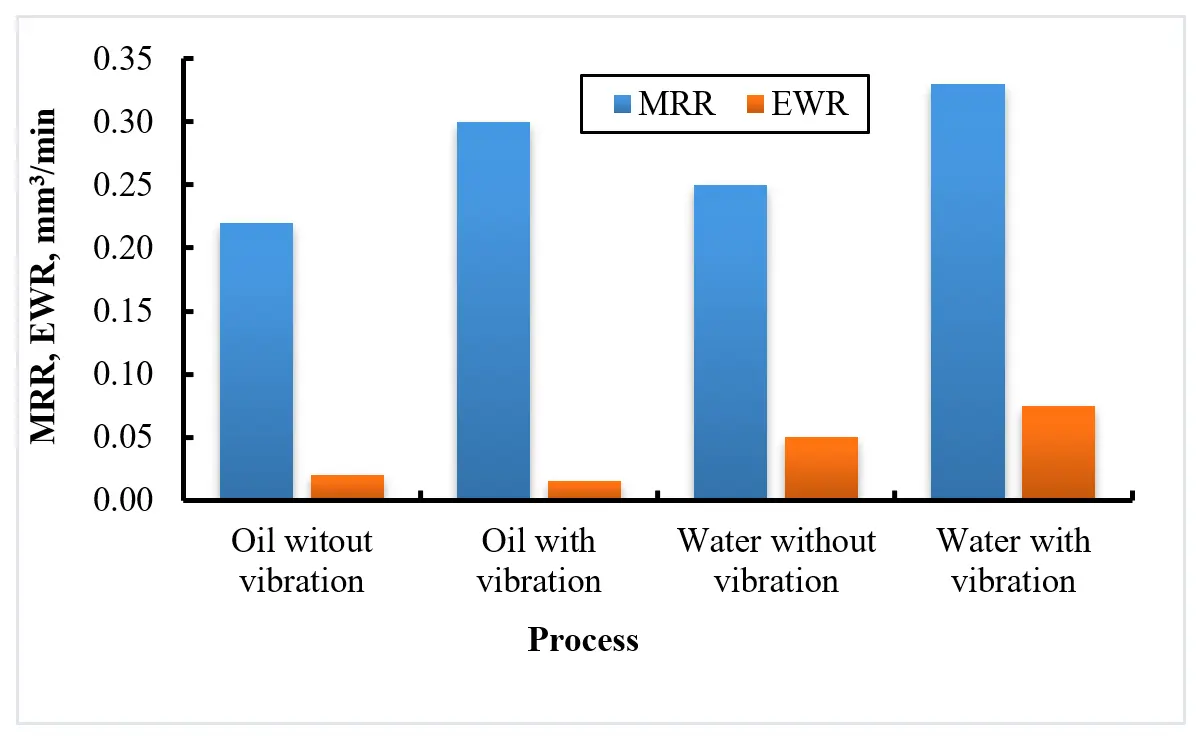
Mwangi et al. [44] investigated LF-EDM drilling of aluminum silicon carbide (AlSiC) MMC using oil and deionized water as dielectric fluids. Their results indicated that introducing vibration increased MRR, resulted in inferior surface quality, and improved dimensional accuracy regardless of the dielectric type used. The use of deionized water resulted in higher MRR compared to the dielectric oil, Figure 5. In addition, machining using dielectric oil resulted in higher dimensional and geometric accuracy than machining in deionized water. The introduction of LF vibration reduces EWR during machining with oil dielectric, but increases EWR during machining with deionized water dielectric.
2.1.4. Summary of LF-EDM Research
According to the review summary in Table 1, LF-EDM is performed using pulsed power supplies and workpiece vibration. Generally, it can be concluded that research has focused on investigating the effects of pulse parameters and vibration frequency and amplitude. The adoption of LF assistance to EDM showed a positive effect on the performance indicators and machinability indices by increasing MRR and reducing the EWR and surface roughness.
Table 1. Summary of LF-EDM conditions and performance indicators using pulsed power supplies.
|
References |
Vibration |
Performance/Machinability Indicators |
||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Workpiece Material |
Vibrating Element |
Amplitude, (µm) |
Frequency (kHz) |
Current |
Pulse On-Time |
Pulse Off-Time |
Work Material |
Gap Volt |
Electrode Material |
MRR |
EWR |
Ra |
Time |
Stability |
Depth |
|
|
Prihandana et al. [15] |
SS 304 |
W |
0.75, 1.0 |
0–0.6 |
p |
p |
p |
|||||||||
|
Uhlmann et al. [41] |
MAR-M247 |
T |
2–19 |
0.2–0.8 |
p |
p |
p |
p |
||||||||
|
Kumar et al. [40] |
AISI 1045 St. |
W |
- |
0.1–0.3 |
x |
x |
x |
p |
p |
|||||||
|
Tsai et al. [42] |
Ti6A4V |
T |
10 |
0.04–0.14 |
x |
x |
x |
x |
p |
p |
p |
|||||
|
Nguyen et al. [38] |
SKD61 steel |
W |
0.75 |
0–0.6 |
p |
p |
||||||||||
|
Nguyen et al. [39] |
SKD61 steel |
W |
0.75 |
0.128–0.512 |
x |
x |
x |
p |
||||||||
|
Huu et al. [45] |
SKD61 steel |
W |
0.75 |
0.128–0.512 |
x |
x |
x |
p |
p |
p |
||||||
|
Prabu et al. [43] |
Al-TiB2 |
T |
- |
0–0.040 |
x |
x |
x |
p |
p |
|||||||
|
Mwangi et al. [44] |
AlSiC MMC |
W |
0–11.6 |
0.9 |
p |
p |
- |
|||||||||
W: Workpiece; T: Tool; p: Positive response; x: Studied parameters.
2.2. Low Frequency Micro Electrical Discharge Machining (LF-µEDM)
Low frequency µEDM has been utilized for drilling both single and multiple micro-holes, reverse EDM of electrodes, die sinking, texturing, and wire EDM (WEDM). To achieve a high aspect ratio of greater than 10 during µEDM drilling, the inherent problems associated with debris removal that cause arcing and hinder the machining process need to be overcome. LF vibration of the tool or workpiece enhances dielectric flushing, effectively evacuating debris, reducing short-circuit pulses, and thereby increasing machining efficiency, stability, and speed.
2.2.1. General Performance Enhancement
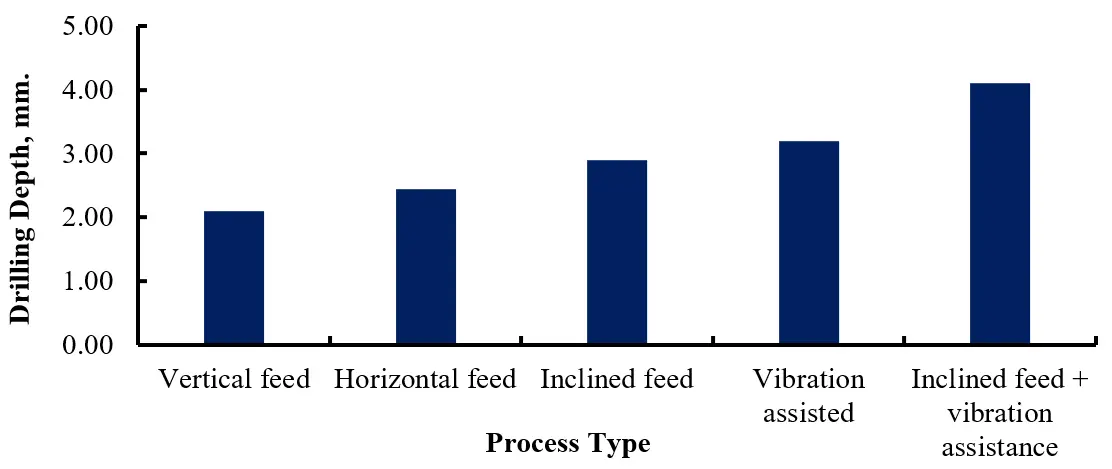
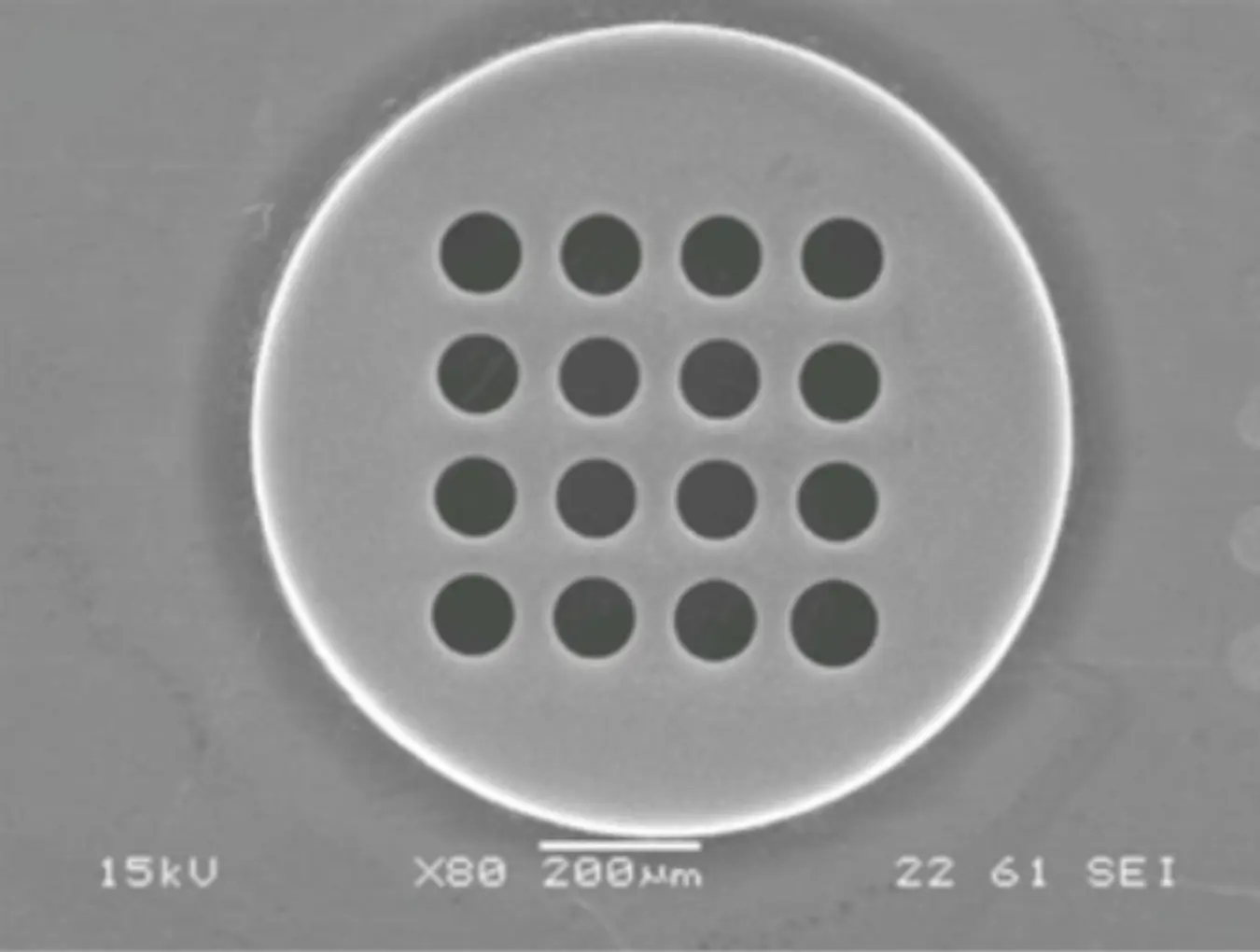
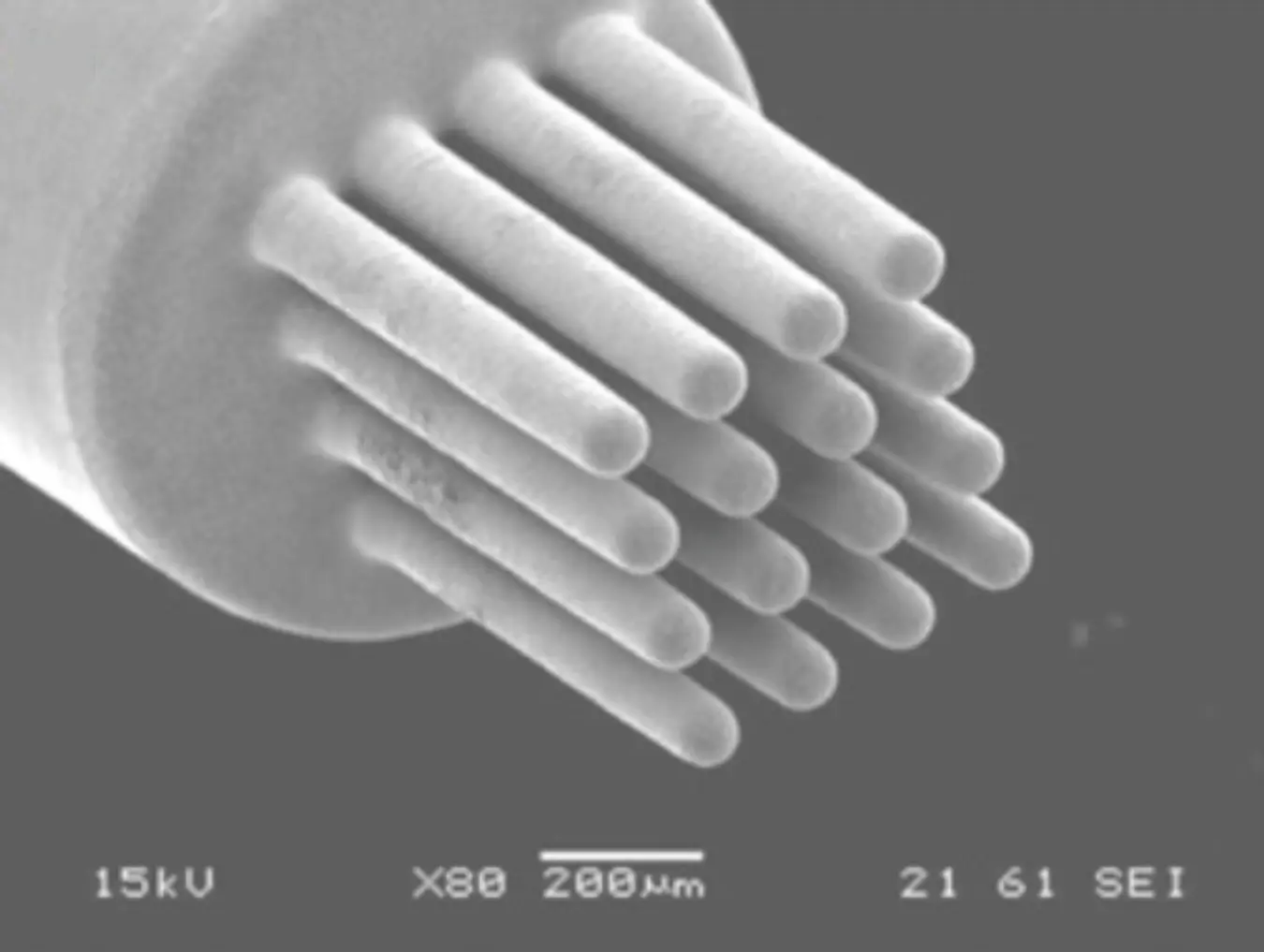
In order to overcome the difficulty in removing debris from the IEG and enhance machining stability, Todkar et al. [46] improved flushing conditions to significantly reduce machining time, increase material removal rate, and decrease electrode wear rate. The improved flushing conditions, higher discharge ratio, and reduced ineffective pulses were identified as key factors contributing to the enhanced performance of vibration-assisted µEDM on K340 steel. Similarly, in LF-µEDM drilling, the stability of the machining performance was improved by eliminating arcing and short circuits due to flushing out the debris particles from the narrow IEG [47]. In an attempt to enhance the dielectric flushing and increase the drilling depth during LF-µEDM, Liao et al. [5] used the inclined feeding of the WC tool electrode incorporated with axial vibration at 1 kHz frequency and 7.5 µm amplitude to drill micro holes in AISI 304 stainless steel. A significant increase in hole depth was obtained when the vibrating tool was fed at 15° upward compared with the horizontal feeding. The axial vibration of the electrode significantly increased the depth of hole by 75% when the aluminum alloy 6061 was drilled using 200 μm diameter electrode at 10° downward feeding together with the axial vibration at frequency of 250 Hz and 5 μm amplitude while the maximum aspect ratio was 24 as shown in Figure 6. Lee et al. [48] examined the impact of vibration frequency (10–70 Hz, 2.5 µm amplitude) on LF-µEDM for single-hole drilling, reverse EDM, and multiple-hole machining, Figure 7. In single-hole drilling without tool rotation, a 60 Hz vibration frequency reduced drilling time by 60% compared to standard EDM. However, frequencies above 60 Hz did not significantly decrease drilling time. In reverse LF-µEDM for fabricating multiple EDM electrodes (Figure 7a,b), machining time was decreased by 25% at 60 Hz. Vibration at 60 Hz also decreased machining time by 43% for multiple-hole drilling in copper and by 80% in stainless steel (Figure 7c).
2.2.2. Machining Advanced Materials
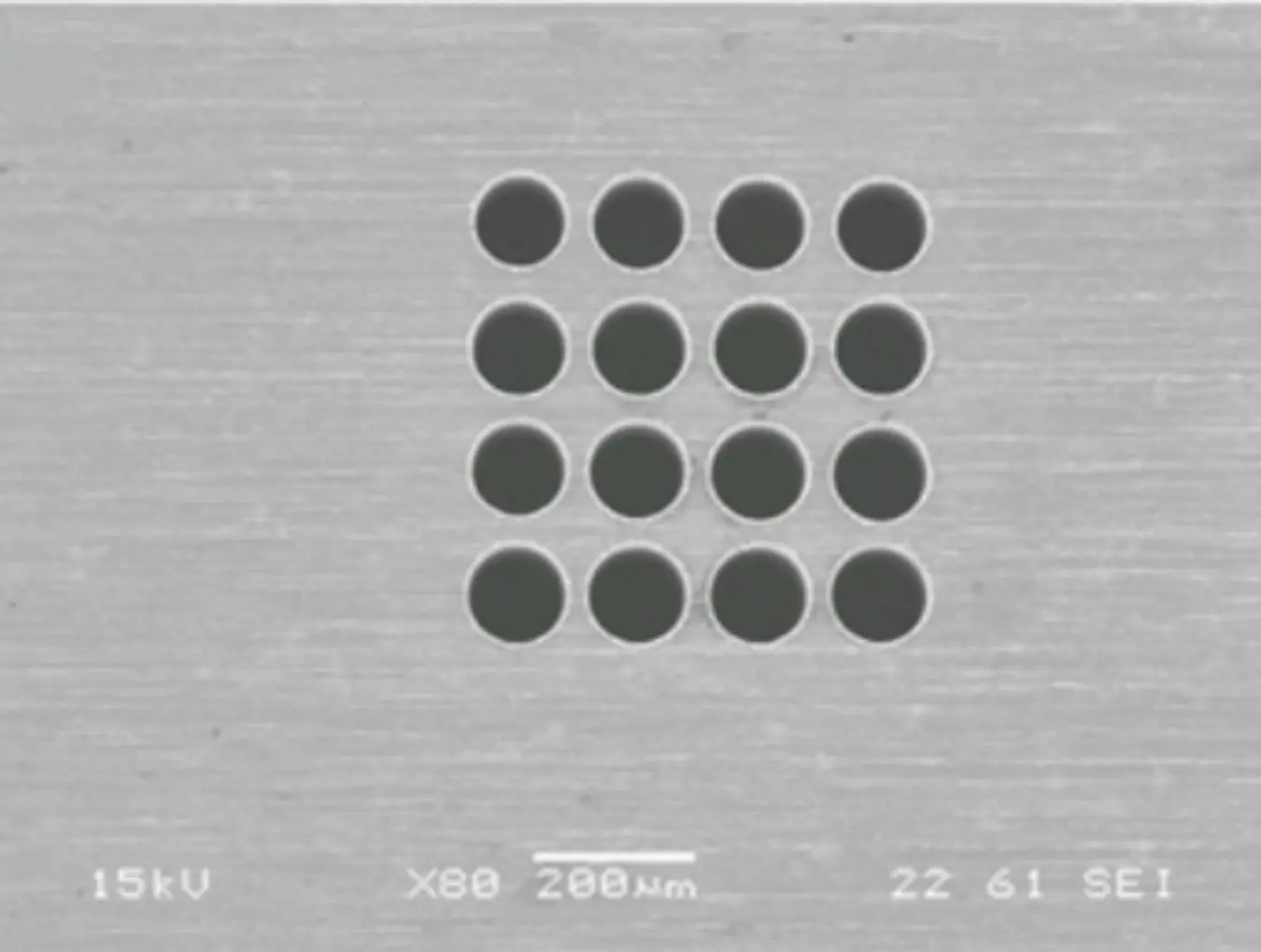
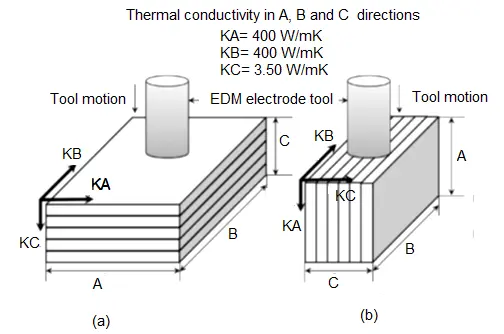
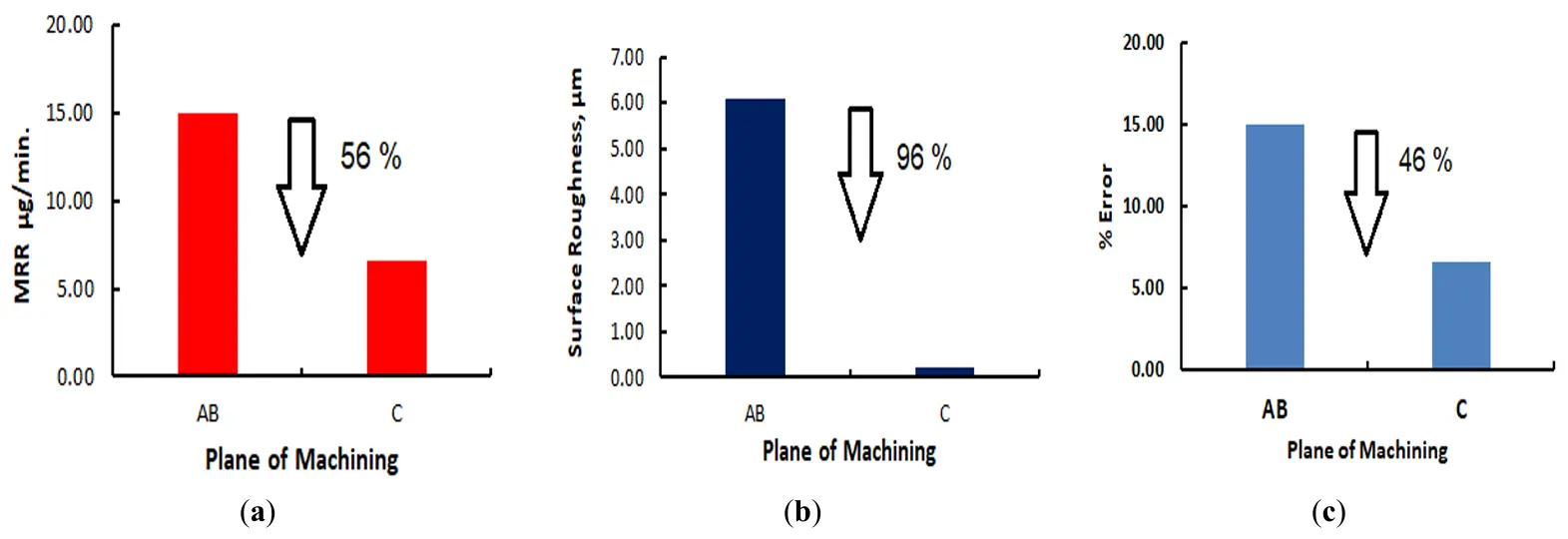
The effect of thermal and material anisotropy of pyrolytic-carbon (PyC) composites at LF-µEDM drilling (workpiece vibration: 3 µm amplitude, 0–3 kHz) in two directions: within the laminate plane (AB) and perpendicular to it (along the C-axis), as shown in Figure 8 using a brass electrode was investigated by Bajpai et al. [49]. Accordingly, MRR was decreased by 56%, surface roughness by 96%, and the dimensional accuracy by 46% in plane (AB) compared to feeding the tool electrode in the direction of laminates (C) due to the lower thermal conductivity (KC) along this direction, Figure 9, compared to KA and KB.
2.2.3. Texturing and µ-WEDM
Mastud et al. [50] reported that during LF-µEDM texturing of Ti6Al4V using a Cu electrode, normal discharge durations increased with higher amplitude and frequency of vibration. Machining time decreased by 19% and 23% with voltage increases from 100 V to 130 V and capacitance increases from 1 nF to 10 nF, respectively. Likewise, a 28% reduction in machining time was observed as the vibration amplitude increased from 0.5 μm to 2 μm. The percentage of normal discharge duration increased by 2 and 2.7 times with changes vibration amplitude from 0.5 μm to 2 μm and frequency from 3 kHz to 6 kHz, respectively.
Unune and Mali [51] performed µ-WEDM of Inconel 718 vibrating at LF. Capacitance was the main factor affecting both material removal rate and kerf width, contributing 26.38% and 87.47%, respectively. Vibration frequency contributed 10.88% to material removal rate. Both material removal rate and kerf width increased with higher capacitance. The interaction between feed rate and vibration frequency contributed 22.33% to material removal rate. Comparing µ-WEDM with and without vibration, LF vibration assistance improved material removal rate by 66.20%. In the same line Hoang et al. [52] improved the machining efficiency of µWEDM; through AISI 304 SS workpiece vibration that made the discharges more effective with fewer short circuits. The machining efficiency was increased by 2.5 times without vibration and 1.5 times compared to the case when the vibration was applied to the wire electrode. Higher machining efficiency was achieved when machining thicker workpieces or when using a higher vibration frequency. The surface roughness parameter Ra was significantly improved with vibration of either the wire electrode or the workpiece.
2.2.4. Powder-Mixed LF-µEDM
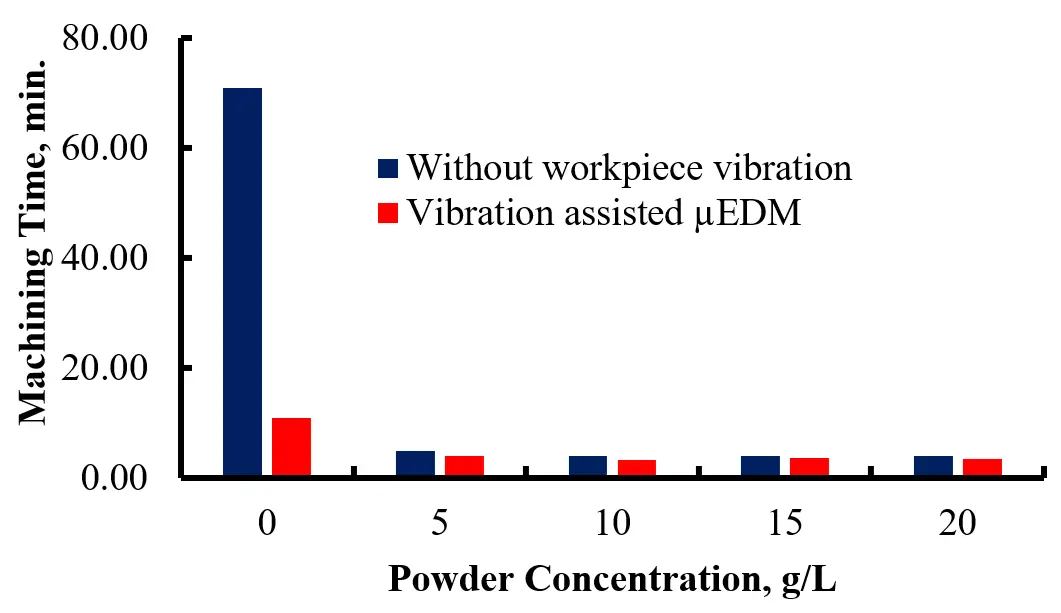
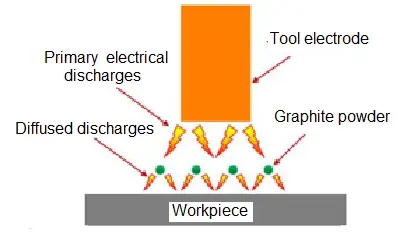
Introducing micro powder to the dielectric liquid in non-vibrating µEDM is a hybrid technique that helped in achieving higher MRR and lower surface roughness. Prihandana et al. [53] reported that the graphite powder suspended in the dielectric fluid at 10 g/L increased the machining speed of Ag-W by 5 times faster than that in pure dielectric fluid, whilst the application of workpiece vibration, at LF of 0.1 kHz, increased the machining speed by 3 times faster than normal μEDM without vibration. Moreover, the introduction of the graphite powder to the dielectric, together with the application of workpiece vibrations, improved the machining stability and significantly reduced the machining time. In a subsequent study, Prihandana et al. [22] used titanium workpiece vibration at 1 kHz while the dielectric fluid was mixed with graphite nano-powders to reduce machining time, Figure 10, and improve surface quality, due to the lower frequency of arcing between the tool electrode and the workpiece. Their experimental results showed that the combination of these techniques improved the machining stability and significantly reduced the machining time by 20 times faster than that reported when using pure dielectric fluids. Surface microstructure produced in the graphite powder suspension was characterized by well defined, uniformly sized, and consistent circular craters, when compared with those produced in the pure dielectric fluid. This was related to the fact that the electric discharges from the tool electrode do not directly strike the workpiece surface but hit the graphite powder instead and generate small discharges at the workpiece surface, as illustrated in Figure 11. It is clear that powder mixed LF-μEDM improves the process performance indicators and the machinability indices by reducing the machining time (higher MRR) and reducing the surface roughness.
2.2.5. Summary of LF-µEDM Research
Table 2 shows a summary of the LF vibration assisted µEDM review, conditions, and performance indicators. The process is mostly performed using a Resistance-Capacitance (RC) power supply. Its performance was enhanced by increasing MRR and reducing machining time, EWR, and the surface roughness parameter Ra, in addition to improving product accuracy and machining stability. Such indicators reflect the improvement of the machinability of µEDM by LF vibration assistance. Most of the research focused on investigating the effect of voltage level, capacitance, and vibration amplitude and frequency. Their results showed positive responses, including increased MRR and process accuracy, and decreased surface roughness and EWR.
Table 2. Summary of low LF-µEDM, conditions, and performance indicators using RC power supplies.
|
References |
Workpiece Material |
Vibration |
Variables |
Performance/Machinability Indicators |
||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
Vibrating Element |
Amplitude, (µm) |
Frequency (kHz) |
Pulse Current |
Feed Rate |
Gap Voltage |
Capacitance |
MRR |
EWR |
Ra |
Time |
Taper |
Accuracy |
Drilling Depth |
Stability |
||
|
Bajpai et al. [49] |
Py-Carbon |
W |
3 |
0–3 |
x |
x |
Depends on the plan of machining |
|||||||||
|
Liao et al. [5] |
AISI 304 SS |
T |
7.5 |
1 |
p |
|||||||||||
|
Hoang et al. [52] |
Ti6Al4V |
W/T |
0–12 |
0.6–2 |
p |
p |
||||||||||
|
Mastud et al. [50] |
Ti6Al4V |
W |
0.5–2 |
3–6 |
x |
x |
p |
p |
||||||||
|
Lee et al. [48] |
Cu/WC |
W |
0.5–13 |
0.01–0.07 |
p |
|||||||||||
|
Unune and Mali [51] |
Inconel 718 |
W |
0–0.08 |
x |
x |
p |
||||||||||
|
Todkar et al. [46] |
K340 steel |
W |
2.5 |
0–1.0 |
p |
p |
p |
|||||||||
|
Prihandana et al. [53] |
Ag-W |
W |
1.5 |
0.1 |
Powder concentration |
p |
||||||||||
|
Prihandana et al. [22] |
Titanium |
W |
1.5 |
1 |
Powder concentration |
p |
p |
|||||||||
W: Workpiece; T: Tool; p: Positive response; x: Studied parameters.
3. Modeling and Optimization
Several attempts have been made to model the distribution of pressure, velocity of dielectric and debris in the machining gap and optimize the process conditions toward minimizing the machining time, overcut, surface roughness, and EWR, maximizing MRR and enhancing the process efficiency.
3.1. Simulation and Modeling
Finite Element Analysis (FEA) and Computational Fluid Dynamics (CFD) are used to model dielectric flow, debris transport, and thermal effects. Maity et al. [54] performed the finite element analysis (FEA) for the maximum displacement of the workpiece at different locations and frequencies (2.293 kHz–8.185 kHz). They concluded that the continuous up and down vibration of the workpiece resulted in the formation of vapor bubbles, which contributed to MRR due to the fracture of these bubbles. The improved velocity of the dielectric, inside the gap, provided better flushing conditions and, hence, a more stable machining process. Todkar et al. [35] presented an analytical study for the gap distance and fluid pressure during LF-µEDM with a vibrating workpiece at an LF of 0.75 kHz. Beigmoradi et al. [55] suggested an appropriately shaped electrode for machining operators that provided stable machining conditions and an appropriate MRR due to efficient flushing in LF-µEDM. They applied a factorial design to find out the best electrode material and configuration. Accordingly, tungsten electrodes provided more stable machining conditions due to its lower lateral movements to excitations in comparison with copper and graphite electrodes. Using the CFD models, triangular tungsten electrode provided the best flushing and, consequently, better machining stability in LF-µEDM drilling. Circular tungsten and circular graphite electrodes were ranked second and third for providing better flushing, respectively. Jahan et al. [14] presented an analytical approach to explain the mechanism of workpiece vibration assisted LF-µEDM and how it improved the performance of µEDM drilling.
3.2. Statistical and Multi-Objective Optimization
Taguchi, Response Surface Methodology (RSM), and advanced algorithms such as the Genetic Algorithm (GA) and Artificial Neural Networks (ANN) are employed for parameter optimization. Unune and Mali [51] used a Box-Behnken design of experiments, considering gap voltage, capacitance, feed rate, and vibration frequency as control factors while MRR and kerf width as performance measures. They developed an empirical model for LF-µWEDM of Inconel 718. Nguyen et al. [39] used Taguchi based single-objective optimization of LF-EDM die sinking of SKD61 die steel. They found that the optimal set of process parameters was a pulse current of 8 A, a pulse on-time of 50 ms, a pulse off-time of 5.5 ms, and a vibration frequency of 0.512 kHz, with an attained accuracy of 6.90%. Prabu et al. [43] developed a regression model describing the various combinations of input parameters and their corresponding MRR and EWR in LF-EDM drilling. Huu et al. [45] used a combination of the multi-objective optimization based on ratio analysis (MOORA) and the analytical hierarchical process (AHP) optimization in LF-EDM of SKD61 die steel. MRR, EWR, and surface roughness, Ra, were selected as the process performance indicators. Their results indicated that the LF vibration significantly improved the machining efficiency. The optimum parameters required to achieve the multi-objective optimization were pulse on-time 25 µs, current 8 A, off-time 5.5 µs, and frequency 0.512 kHz, leading to MRR 9.564 mm3/min, EWR 1.944 mm3/min, and surface roughness 3.24 µm with a maximum error of 8.24%. Similarly, Sagar et al. [56] conducted parameter optimization of wire EDM using LF vibrations. Table 3 summarizes the comparison of optimization methods in LFV assisted EDM.
Table 3. Comparison of Optimization Methods in LF-VAEDM.
|
Method |
Advantages |
Limitations |
Best Suited For |
|---|---|---|---|
|
Taguchi |
Simple, reduces experiments |
Single-objective, assumes linearity |
Preliminary screening |
|
RSM |
Models interactions, graphical output |
Requires many runs, complex for >3 factors |
Multi-parameter fine-tuning |
|
ANN |
Handles non-linearity, good prediction |
Needs large dataset, “black box” |
Complex process modeling |
|
GA |
Global optimization, multi-objective |
Computationally intensive, tuning required |
Multi-response problems |
|
MOORA/AHP |
Incorporates decision weights, multi-criteria |
Subjective weight assignment |
Trade-off studies |
4. Discussions
The review identifies consistent improvements in key machinability indices: increased MRR, reduced EWR, improved surface finish (lower Ra), lower machining time, and enhanced process accuracy, efficiency, and stability in addition to the aspect ratio. The LFV mechanism is enhanced dielectric flushing through gap agitation, which reduces the percentage of ineffective pulses (short circuits and arcs). This reduction occurs because vibration periodically increases the effective IEG, disrupting the conditions that lead to stable arcing and facilitating the clearing of debris that can cause short circuits.
From the literature review and the summary of the performance indicators, the following can be concluded:
-
-
The primary benefit of LF vibration is enhanced debris evacuation. Vibration periodically modulates the IEG, creating pressure differentials that pump dielectric through the gap. This reduces the concentration of debris particles, which are a primary cause of short-circuiting and arcing.
-
-
LF vibration increases the proportion of “normal” discharges while reducing arcs and shorts. This is because a cleaner gap maintains a more stable dielectric strength, allowing for more consistent breakdown voltages. Prihandana et al. [22] reported that in powder-mixed LF-µEDM, the frequency of arcing discharges was reduced by over 50% due to the combined effects of powder dispersion and vibration-induced flushing.
-
-
The choice of the tool electrode material (copper, tungsten, graphite) affects vibration response. Tungsten, due to its high stiffness and wear resistance, exhibits less lateral deflection under vibration, leading to more stable machining [55]. Graphite, while softer, offers good machinability for complex shapes and is effective in PMD processes. Copper provides a balance of conductivity and cost, but may wear faster under high-frequency vibration.
-
-
LF-µEDM, often using RC generators, benefits greatly from combined powder-mixed dielectric and vibration. LF-EDM, using pulsed generators, shows broad applicability. Modeling efforts (CFD, FEM) provide insights into fluid and debris dynamics, while optimization techniques (Taguchi, MOORA, ANN) are effectively used to find optimal parameter sets.
However, the landscape of research reveals the following inconsistencies and gaps:
-
Some studies report that improved surface roughness with vibration, while others note degradation. This apparent contradiction can be explained by:
-
-
Vibration Amplitude: Excessively high amplitude (>10 µm) can cause tool wobble, increasing Ra.
-
-
Material Response: Ductile materials may show improved finish, while brittle composites may develop micro-cracks.
-
-
Dielectric Type: Vibration with oil may entrain debris, scratching the surface, whereas with water it may improve flushing.
-
-
Future studies should standardize vibration parameters and surface measurement protocols to enable clearer comparisons.
-
Process parameters are not always consistently reported, hindering direct comparison.
-
While improved flushing is the accepted benefit, quantitative analyses of debris velocity, bubble dynamics, and the distribution of discharge energy in powder-mixed dielectrics are scarce.
5. Industrial Applications
Translating laboratory success to shop-floor impact is the ultimate goal. LFV-µEDM is deployed to drill high-aspect-ratio (AR > 15) cooling holes in single-crystal nickel superalloys. Vibration prevents wire breakage in µWEDM and eliminates debris clogging in drilling, improving hole consistency and reducing scrap rates by an estimated 15–20% [41,57]. The efficacy of vibration assistance in EDM-based texturing is fundamentally rooted in its ability to manage the debris-laden dielectric. While prior work by Mastud et al. [50,58] modeled material removal, a deeper understanding of the debris evacuation mechanism is critical. Specifically, the study ‘Modeling Debris Motion in Vibration Assisted Reverse Micro Electrical Discharge Machining Process’ directly addresses this by modeling particle dynamics within the micro-gap. Its objective was to simulate how tool vibration actively expels debris. The key finding is that controlled vibration creates favorable fluidic forces that efficiently remove particles, which is the primary cause of the ~30% improvement in stable machining time cited in industrial case studies. This model provides the theoretical underpinning for why LFV-EDM prevents texture defects and enables consistent, high-fidelity surface generation.
The principle of using vibration to stabilize the EDM process and enhance surface functionality extends beyond tool and mold manufacturing into the biomedical field, particularly for implant fabrication. A pertinent study, ‘Electrical discharge machining of dental implants in ultrasonic stimulated dielectric’, explicitly explores this application. Its objective was to harness ultrasonic dielectric agitation to machine titanium implants with superior surface properties. The key finding is that this method simultaneously improves machining efficiency and engineers a biomimetic surface topography and chemistry ideal for osseointegration. This work demonstrates that vibration-assisted EDM is not merely a productivity tool but a versatile surface engineering technology capable of creating functional surfaces for demanding applications, from aesthetic textures on molds to biologically active surfaces on medical implants. It reinforces the broader thesis that controlled process energy—in this case, ultrasonic—is key to achieving tailored, high-performance surface characteristics via EDM [59].
Barriers to widespread adoption include retrofitting vibration modules (piezo or mechanical) onto existing EDM machines adds complexity and cost. Also, the optimal parameter space is vast and material specific. Lack of expert knowledge deters users. Moreover, no industry standards exist for specifying or qualifying vibration-assisted EDM processes. Additionally, Operators accustomed to traditional EDM may resist adopting a process with more control variables.
6. Conclusions
This comprehensive review has established Low-Frequency Vibration-Assisted EDM as a mature yet rapidly evolving field with significant potential to overcome longstanding limitations in precision machining. By integrating mechanistic understanding, performance data, modeling advances, and optimization strategies, we draw the following substantive conclusions:
-
Operating in the LF vibration (10 Hz–1 kHz) range, its primary action is mechanical disturbance for debris evacuation. This makes it uniquely suited for improving stability in deep, narrow gaps and for use with powder-mixed dielectrics, where it enables order-of-magnitude improvements in machining rate and surface quality.
-
The review reconciles apparent contradictions in the literature by demonstrating that outcomes are a complex function of the material-parameter-dielectric triad. Success is not guaranteed by simply adding vibration; it requires tailored optimization. Advanced, multi-objective optimization strategies combining statistical methods with AI are now essential tools for navigating this complexity.
-
While empirical studies have mapped the performance landscape, future progress hinges on predictive capability. The integration of CFD, FEA, and data-driven models into a cohesive multi-physics framework is the key frontier. Such models must evolve to capture the dynamic interactions between vibrating boundaries, two-phase dielectric flow, and stochastic discharge phenomena.
-
Integration costs, a lack of standardization, and knowledge gaps obstruct the path from laboratory validation to widespread factory-floor adoption. Overcoming these barriers necessitates a shift in research focus from solely reporting performance gains to addressing practical implementation challenges, developing modular systems, creating decision-support software, and establishing industry-wide benchmarks and standards.
In summary, LF-EDM stands at a pivotal point. Foundational knowledge is now substantial. The challenge and opportunity lie in organizing this knowledge through robust models, intelligent optimization, and focused engineering for industrial use. By doing so, LF-EDM will solidify its role not as a niche laboratory technique, but as a foundation technology for the next generation of high-precision, high-value manufacturing.
7. Outlook
To advance the field and bridge the gap to industrial implementation, future research should be directed along several critical pathways:
-
Study pulse train characteristics in LF-EDM to quantitatively link the proportion of normal/arc/short-circuit pulses to performance metrics (MRR, EWR, Ra, accuracy).
-
Investigate the fundamental relationship between EWR, gap phenomena, and the resulting geometrical accuracy of parts.
-
Develop more comprehensive multi-physics models and conduct targeted experiments for PM-µEDM to understand the coupled effects of powder, vibration, and discharges.
-
Investigate the effect of synchronizing voltage pulses with the vibration cycle phase on process efficiency and stability.
-
Investigate the effect of LF vibration and power supplies on powder mixed µEDM characteristics.
-
Investigate the effect of different powder types (e.g., SiC, Al2O3, nano-powders, biodegradable additives), sizes, and concentrations in LF-µEDM to maximize MRR and minimize EWR and Ra.
-
Focus on energy efficiency, dielectric recycling, and eco-friendly powders.
-
Explore the integration of magnetic fields with LF-vibrated EDM using pulsed voltages.
-
Explore the effect of LF vibration assistance on the performance of hybrid EDM processes such as electrochemical discharge machining (ECDM), abrasive electrodischarge grinding (AEDG), and abrasive EDM (AEDM).
-
Intelligent Optimization & Industrial Integration.
-
Apply advanced AI and machine learning techniques (Artificial Neural Networks (ANN), Genetic Algorithms (GA), Fuzzy Logic (FL)) for multi-objective optimization of LF-EDM parameters.
-
Implement deep learning and digital twins for autonomous process optimization.
-
Integrate LF vibration assisted EDM into smart manufacturing platforms with IoT connectivity.
-
Develop modular systems, create decision-support software, and establish industry-wide benchmarks and standards to facilitate adoption.
Statement of the Use of Generative AI and AI-Assisted Technologies in the Writing Process
During the preparation of this manuscript, the authors used Deepseek website in order to improve the English language for some sentences. After using this service, the authors reviewed and edited the content as needed and take full responsibility for the content of the published article.
Author Contributions
Conceptualization H.E.-H. and M.E.-H.; Methodology H.E.-H.; Formal Analysis I.M.; Investigation I.M., H.E.-H. and M.E.-H.; Data Curation I.M. and H.E.-H.; Writing—Original Draft Preparation H.E.-H., Writing—Review & Editing I.M. and M.E.-H.; Visualization H.E.-H.; Supervision H.E.-H., Project Administration H.E.-H.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
Ho KH, Newman ST. State of the Art Electrical Discharge Machining (EDM). Int. J. Mach. Tools Manuf. 2003, 43, 1287–1300. DOI:10.1016/s0890-6955(03)00162-7 [Google Scholar]
-
El-Hofy H. Advanced Machining Processes: Nontraditional and Hybrid Machining Processes, 1st ed.; McGraw-Hill Education: New York, NY, USA, 2005. [Google Scholar]
-
Lauwers B, Klocke F, Klink A, Tekkaya AE, Neugebauer R, McIntosh D. Hybrid Processes in Manufacturing. CIRP Ann. 2014, 63, 561–583. DOI:10.1016/J.CIRP.2014.05.003 [Google Scholar]
-
El-Hofy H. Fundamentals of Machining Processes—Conentional and Nonconventional Processes, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar]
-
Liao YS, Liang HW. Study of Vibration Assisted Inclined Feed Micro-EDM Drilling. Procedia CIRP 2016, 42, 552–556. DOI:10.1016/j.procir.2016.02.250 [Google Scholar]
-
Maher I, El-Hofy H, El-Hofy MH. Ultrasonic Vibration Assisted Electrical Discharge Machining and Micro-Electrical Discharge Machining: A Review. Mach. Sci. Technol. 2023, 27, 653–696. DOI:10.1080/10910344.2023.2263780 [Google Scholar]
-
Asmae T, Yasmina L, Pascal K. Study on the Electrical and Geometrical Parameters of Micro Electrical Discharge Machining. Micro Nanosyst. 2023, 15, 199–207. DOI:10.2174/1876402915666230606120945 [Google Scholar]
-
Yadav S, Sisodia N, Agarwal D, Singh RK, Sharma AK. Performance Analysis of Powder-Assisted Micro-Drilling Operation Using Micro-EDM. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 2024, 238, 7627–7639. DOI:10.1177/09544062241237423 [Google Scholar]
-
Kumar A, Kumar D, Singh NK. Fabricating Micro-Holes Through Micro-EDM Process and Their Circularity Testing BT—Recent Trends in Product Design and Intelligent Manufacturing Systems; Deepak BBVL, Bahubalendruni MVAR, Parhi DRK, Biswal BB, Eds.; Springer: Singapore, 2023; pp. 731–737. [Google Scholar]
-
Jahan MP, Rahman M, Wong YS. A Review on the Conventional and Micro-Electrodischarge Machining of Tungsten Carbide. Int. J. Mach. Tools Manuf. 2011, 51, 837–858. DOI:10.1016/j.ijmachtools.2011.08.016 [Google Scholar]
-
Maity KP, Choubey M. A REVIEW ON VIBRATION-ASSISTED EDM, MICRO-EDM AND WEDM. Surf. Rev. Lett. 2018, 26, 1830008. DOI:10.1142/S0218625X18300083 [Google Scholar]
-
Xu J, Xia S, Yu P, Li M. Multi-Objective Parameter Optimization of Ultrasonic Vibration–Assisted Micro-EDM of Ti-6Al-4V Alloys. J. Vib. Control 2023, 30, 1818–1828. DOI:10.1177/10775463231171798 [Google Scholar]
-
Kalpakjian S, Schmid SR. Manufacturing Processes for Engineering Materials, 6th ed.; Pearson: London, UK, 2022. [Google Scholar]
-
Jahan MP, Wong YS, Rahman M. Evaluation of the Effectiveness of Low Frequency Workpiece Vibration in Deep-Hole Micro-EDM Drilling of Tungsten Carbide. J. Manuf. Process. 2012, 14, 343–359. DOI:10.1016/j.jmapro.2012.07.001 [Google Scholar]
-
Prihandana GS, Mahardika M, Hamdi M, Mitsui K. Effect of Low-Frequency Vibration on Workpiece in EDM Processes. J. Mech. Sci. Technol. 2011, 25, 1231–1234. DOI:10.1007/s12206-011-0307-1 [Google Scholar]
-
Marashi H, Kai CP, Sarhan AAD, Maher I. The Enhancement of Die Sink EDM Machining Efficiency Incorporating Micro-Flakes of Graphite Powder. Arab. J. Sci. Eng. 2024, 49, 11787–11807. DOI:10.1007/s13369-024-09070-x [Google Scholar]
-
Tzeng YF, Lee CY. Effects of Powder Characteristics on Electrodischarge Machining Efficiency. Int. J. Adv. Manuf. Technol. 2001, 17, 586–592. DOI:10.1007/s001700170142 [Google Scholar]
-
Marashi H, Jafarlou DM, Sarhan AAD, Hamdi M. State of the Art in Powder Mixed Dielectric for EDM Applications. Precis. Eng. 2016, 46, 11–33. DOI:10.1016/j.precisioneng.2016.05.010 [Google Scholar]
-
Wong YS, Lim LC, Rahuman I, Tee WM. Near-Mirror-Finish Phenomenon in EDM Using Powder-Mixed Dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. DOI:10.1016/S0924-0136(97)00450-0 [Google Scholar]
-
Lin YC, Yan BH, Huang FY. Surface Modification of Al–Zn–Mg Aluminum Alloy Using the Combined Process of EDM with USM. J. Mater. Process. Technol. 2001, 115, 359–366. DOI:10.1016/S0924-0136(01)01017-2 [Google Scholar]
-
Chen YF, Lin YC. Surface Modifications of Al–Zn–Mg Alloy Using Combined EDM with Ultrasonic Machining and Addition of TiC Particles into the Dielectric. J. Mater. Process. Technol. 2009, 209, 4343–4350. DOI:10.1016/J.JMATPROTEC.2008.11.013 [Google Scholar]
-
Prihandana GS, Mahardika M, Hamdi M, Wong YS, Miki N, Mitsui K. Study of Workpiece Vibration in Powder-Suspended Dielectric Fluid in Micro-EDM Processes. Int. J. Precis. Eng. Manuf. 2013, 14, 1817–1822. DOI:10.1007/s12541-013-0243-3 [Google Scholar]
-
Liew PJ, Yan J, Kuriyagawa T. Carbon Nanofiber Assisted Micro Electro Discharge Machining of Reaction-Bonded Silicon Carbide. J. Mater. Process. Technol. 2013, 213, 1076–1087. DOI:10.1016/j.jmatprotec.2013.02.004 [Google Scholar]
-
Prihandana GS, Mahardika M, Hamdi M, Wong YS, Mitsui K. Effect of Micro-Powder Suspension and Ultrasonic Vibration of Dielectric Fluid in Micro-EDM Processes—Taguchi Approach. Int. J. Mach. Tools Manuf. 2009, 49, 1035–1041. DOI:10.1016/j.ijmachtools.2009.06.014 [Google Scholar]
-
Prihandana GS, Mahardika M, Hamdi M, Wong YS, Mitsui K. Accuracy Improvement in Nanographite Powder-Suspended Dielectric Fluid for Micro-Electrical Discharge Machining Processes. Int. J. Adv. Manuf. Technol. 2011, 56, 143–149. DOI:10.1007/s00170-011-3152-6 [Google Scholar]
-
Liew PJ, Yan J, Kuriyagawa T. Fabrication of Deep Micro-Holes in Reaction-Bonded SiC by Ultrasonic Cavitation Assisted Micro-EDM. Int. J. Mach. Tools Manuf. 2014, 76, 13–20. DOI:10.1016/j.ijmachtools.2013.09.010 [Google Scholar]
-
Kremer D, Lhiaubet C, Moisan A. A Study of the Effect of Synchronizing Ultrasonic Vibrations with Pulses in EDM. CIRP Ann. 1991, 40, 211–214. DOI:10.1016/S0007-8506(07)61970-2 [Google Scholar]
-
Talla G, Gangopadhyay S, Biswas CK. Effect of Powder-Suspended Dielectric on the EDM Characteristics of Inconel 625. J. Mater. Eng. Perform. 2016, 25, 704–717. DOI:10.1007/s11665-015-1835-0 [Google Scholar]
-
Talla G, Gangopadhyay S, Biswas CK. Influence of Graphite Powder Mixed EDM on the Surface Integrity Characteristics of Inconel 625. Part. Sci. Technol. 2017, 35, 219–226. DOI:10.1080/02726351.2016.1150371 [Google Scholar]
-
Mullya S, Karthikeyan G, Ganachari V. Simulation of Flow-Field and Debris Temperature Analysis in Micro-Electrical Discharge Milling Using Slotted Tools. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2022, 236, 1169–1180. DOI:10.1177/09544054211061934 [Google Scholar]
-
Marafona J, Chousal JAG. A Finite Element Model of EDM Based on the Joule Effect. Int. J. Mach. Tools Manuf. 2006, 46, 595–602. DOI:10.1016/J.IJMACHTOOLS.2005.07.017 [Google Scholar]
-
Xia S, Xu J, Yu P. Ultrasonic Vibration-Assisted µ-EDM Flow Field Numerical Simulation and Experiment Research. In Proceedings of the 2022 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Tianjin, China, 8–12 August 2022; pp. 212–216. [Google Scholar]
-
Guo C, Luo L, Liang Z, Li H, Wang X, Xu B. Comparative Study of Ultrasonic Vibration-Assisted Die-Sinking Micro-Electrical Discharge Machining on Polycrystalline Diamond and Titanium. Micromachines 2024, 15, 434. DOI:10.3390/mi15040434 [Google Scholar]
-
Kunar S, Rajendra K, Raviteja D, Talib N, Rama Sree S, Reddy MS. Ultrasonic Vibration-Assisted Microwire Electrochemical Discharge Machining. In Hybrid Micromachining and Microfabrication Technologies; Wiley: Hoboken, NJ, USA, 2023; pp. 205–217; ISBN 9781394174959. [Google Scholar]
-
Todkar AS, Sohani MS, Kamble GS, Nikam RB. Analysis of Metal Removal in Vibration Assisted Micro-EDM. Int. J. Eng. Res. Technol. 2013, 2, 2401–2412. DOI:10.17577/IJERTV2IS70722 [Google Scholar]
-
Choubey M, Maity KP, Sharma A. Finite Element Modeling of Material Removal Rate in Micro-EDM Process with and without Ultrasonic Vibration. Grey Syst. Theory Appl. 2020, 10, 311–319. DOI:10.1108/GS-11-2019-0047 [Google Scholar]
-
Nanimina AM, Abdul Rani AM, Ginta TL. Assessment of Powder Mixed EDM: A Review. MATEC Web Conf. 2014, 13, 04018. DOI:10.1051/matecconf/20141304018 [Google Scholar]
-
Nguyen HP, Ngo NV. Study on Effects of Low Frequency Vibration on Efficiency of Die Sinking Electrical Discharge Machining. Univers. J. Mech. Eng. 2019, 7, 330–335. DOI:10.13189/ujme.2019.070604 [Google Scholar]
-
Nguyen H-P, Pham V-D. Single Objective Optimization of Die- Sinking Electrical Discharge Machining with Low Frequency Vibration Assigned on Workpiece by Taguchi Method. J. King Saud Univ.—Eng. Sci. 2021, 33, 37–42. DOI:10.1016/j.jksues.2019.11.001 [Google Scholar]
-
Kumar S, Kumar S, Kumar S, Saini T. An Experimental Study of Low Frequency Vibration Assisted EDM in AISI. Res. J. Eng. Sci. 2016, 5, 11–16. [Google Scholar]
-
Uhlmann E, Domingos DC. Investigations on Vibration-Assisted EDM-Machining of Seal Slots in High-Temperature Resistant Materials for Turbine Components–Part II. Procedia CIRP 2016, 42, 334–339. DOI:10.1016/j.procir.2016.02.179 [Google Scholar]
-
Tsai MY, Fang CS, Yen MH. Vibration-Assisted Electrical Discharge Machining of Grooves in a Titanium Alloy (Ti-6A-4V). Int. J. Adv. Manuf. Technol. 2018, 97, 297–304. DOI:10.1007/s00170-018-1904-2 [Google Scholar]
-
Prabu M, Ramadoss G, Narendersingh P, Christy TV, Eswaran VV. Electrical Discharge Machining of Al-TiB2 with a Low-Frequency Vibrating Tool. Sci. Eng. Compos. Mater. 2014, 21, 445–452. DOI:10.1515/secm-2013-0023 [Google Scholar]
-
Mwangi JW, Nyakoe GN, Ikua BW, Zeidler H, Karanja KS. Effect of Low Frequency Vibration in Electrical Discharge Machining of AlSiC Metal Matrix Composite. J. Sustain. Res. Eng. 2014, 1, 45–50. [Google Scholar]
-
Huu PN, Tien LB, Duc QT, Van DP, Xuan CN, Van TN, et al. Multi-Objective Optimization of Process Parameter in EDM Using Low-Frequency Vibration of Workpiece Assigned for SKD61. Sādhanā 2019, 44, 211. DOI:10.1007/s12046-019-1185-y [Google Scholar]
-
Todkar AS, Sohani MS, Shinge AR. An Investigation of Vibration-Assisted Micro-Electro Discharge Machining of K340 Steel. IUP J. Mech. Eng. 2017, 10, 2–29. [Google Scholar]
-
Mishra K, Sarkar BR, Bhattacharyya B. Vibration-Assisted Micro-EDM Process. In Micro-Electrical Discharge Machining Processes: Technologies and Applications; Kibria G, Jahan MP, Bhattacharyya B, Eds.; Springer: Singapore, 2019; pp. 161–184; ISBN 978-981-13-3074-2. [Google Scholar]
-
Lee PA, Kim Y, Kim BH. Effect of Low Frequency Vibration on Micro EDM Drilling. Int. J. Precis. Eng. Manuf. 2015, 16, 2617–2622. DOI:10.1007/s12541-015-0335-3 [Google Scholar]
-
Bajpai V, Mahambare P, Singh RK. Effect of Thermal and Material Anisotropy of Pyrolytic Carbon in Vibration-Assisted Micro-EDM Process. Mater. Manuf. Process. 2016, 31, 1879–1888. DOI:10.1080/10426914.2015.1127937 [Google Scholar]
-
Mastud S, Garg M, Singh R, Samuel J, Joshi S. Experimental Characterization of Vibration-Assisted Reverse Micro Electrical Discharge Machining (EDM) for Surface Texturing. In Proceedings of the ASME 2012 International Manufacturing Science and Engineering Conference, Notre Dame, IN, USA, 4–8 June 2012; pp. 439–448. [Google Scholar]
-
Unune DR, Mali HS. Experimental Investigation on Low-Frequency Vibration Assisted Micro-WEDM of Inconel 718. Eng. Sci. Technol. Int. J. 2017, 20, 222–231. DOI:10.1016/j.jestch.2016.06.010 [Google Scholar]
-
Hoang KT, Yang SH. A Study on the Effect of Different Vibration-Assisted Methods in Micro-WEDM. J. Mater. Process. Technol. 2013, 213, 1616–1622. DOI:10.1016/j.jmatprotec.2013.03.025 [Google Scholar]
-
Prihandana G, Sriani T, Mahardika M. Improvement of Machining Time in Micro-EDM with Workpiece Vibration and Graphite Powder Mixed in Dielectric Fluid. Indian J. Eng. Mater. Sci. 2012, 19, 375–378. [Google Scholar]
-
Maity K, Choubey M. Modeling and Process Simulation of Vibration Assisted Workpiece in Micro-EDM Using FEM. World J. Eng. 2016, 13, 242–250. DOI:10.1108/WJE-06-2016-033 [Google Scholar]
-
Beigmoradi S, Ghoreishi M, Vahdati M. Optimum Design of Vibratory Electrode in Micro-EDM Process. Int. J. Adv. Manuf. Technol. 2018, 95, 3731–3744. DOI:10.1007/s00170-017-1428-1 [Google Scholar]
-
Sagar C, Sanjeev G, Sanjay K. Parameter Optimization of Wire EDM Using Low Frequency Vibrations. Invertis J. Sci. Technol. 2015, 8, 119–124. [Google Scholar]
-
Uhlmann E, Domingos DC. Investigations on Vibration-Assisted EDM-Machining of Seal Slots in High-Temperature Resistant Materials for Turbine Components. Procedia CIRP 2013, 6, 71–76. DOI:10.1016/J.PROCIR.2013.03.019 [Google Scholar]
-
Mastud SA, Kothari NS, Singh RK, Joshi SS. Modeling Debris Motion in Vibration Assisted Reverse Micro Electrical Discharge Machining Process (R-MEDM). J. Microelectromech. Syst. 2015, 24, 661–676. DOI:10.1109/JMEMS.2014.2343227 [Google Scholar]
-
Schimmelpfennig TM, Rickerts LM, Perfilov I. Electrical Discharge Machining of Dental Implants in Ultrasonic Stimulated Dielectric. Procedia CIRP 2022, 113, 59–63. DOI:10.1016/J.PROCIR.2022.09.104 [Google Scholar]