Advancements in Hybrid Abrasive Flow Finishing: Fundamentals, Technological Developments, and Industrial Applications in Precision Manufacturing

Advancements in Hybrid Abrasive Flow Finishing: Fundamentals, Technological Developments, and Industrial Applications in Precision Manufacturing
Abdul Wahab Hashmi
1
 Yebing Tian
1,2,*
Hongjie Sun
1
Arsalan Ahmad
1
Chunjin Wang
3
Dazhong Wang
4
Mamilla Ravi Sankar
5
Yebing Tian
1,2,*
Hongjie Sun
1
Arsalan Ahmad
1
Chunjin Wang
3
Dazhong Wang
4
Mamilla Ravi Sankar
5
Received: 04 September 2025 Revised: 11 October 2025 Accepted: 29 October 2025 Published: 14 November 2025

© 2025 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
1. Introduction
Precision in surface finishing forms a cornerstone of advanced production techniques, confirming that assemblies satisfy the intense operational and longevity criteria upheld in domains ranging from aviation and vehicle engineering to medical implants, semiconductor production, optical components, and renewable energy systems. These industries require not only impeccable surface finishes but also geometrical intricacies to ensure the optimal functioning of components in high-stress environments. The quest for improved methods to refine such components has led to the evolution of Abrasive Flow Finishing (AFF) and its hybrid forms, addressing long-standing challenges in material removal rates (MRR), surface consistency, and the handling of complex geometries. These fields require components with outstanding surface quality and intricate geometries to ensure superior performance, reliability, and longevity [1,2].
Outer layer properties, including texture irregularities, sliding drag, abrasion durability, and cyclic load endurance, transcend superficial visual elements to act as essential operational metrics that dictate the operational efficacy, steadfastness, and service lifespan of premium-grade engineering assemblies [3,4,5,6,7,8,9,10]. The evolution of innovative materials, including high-strength alloys, ceramic blends, and layered composites, has significantly boosted their structural resilience, yet it introduces fabrication hurdles due to their exceptional rigidity, fragility, and rapid tool degradation. These challenges emphasize the necessity for cutting-edge outer-layer refinement techniques to address the stringent requirements of today’s industrial production [11,12,13,14]. Recent advancements in sustainable machining, such as robot grinding and energy-assisted techniques, further highlight the need for innovative hybrid processes like HAFF [15,16,17]. Recent advancements, such as those in 2025, demonstrate enhanced MRR for hard alloys under hybrid conditions [18]. While traditional surface-finishing techniques are effective for simpler geometries, they face limitations with complex internal features or advanced materials. Grinding, for instance, is effective for hard materials but generates high temperatures that compromise the surface integrity. Similarly, honing and lapping are limited to flat or cylindrical surfaces, often proving inefficient for intricate geometries or challenging materials [14,19,20]. Innovations in smart manufacturing, including deep learning for demand forecasting and cutting power models for aerospace materials, support the integration of AI and predictive tools in hybrid finishing [21,22,23]. Conventional fabrication paradigms are impeded by suboptimal material removal rates (MRR), labor-intensive operational configurations, and protracted production timelines, collectively exacerbating cost escalations. To mitigate these impediments, innovative machining modalities, including Abrasive Flow Finishing (AFF), Magnetic Abrasive Finishing (MAF), and Magnetorheological Finishing (MRF), have been engineered. These state-of-the-art methodologies leverage finely granulated abrasives, whether in unbound or consolidated form, to achieve exceptional surface topographies while mitigating thermal and mechanical degradation [24,25]. Value Engineering (VE) plays a crucial role in optimizing these processes by systematically analyzing functions to reduce costs without compromising quality, as demonstrated in recent reviews [26,27,28]. For instance, VE approaches integrated with hybrid finishing can enhance innovation by identifying cost-effective energy modalities and sustainable media [29,30]. Sustainable production lines and endurance modeling for components such as heat exchangers and capacitors align with HAFF’s focus on reliability and eco-friendly practices [31,32]. Despite their efficacy, these non-conventional processes have limitations, such as limited control over abrasive interactions and extended finishing times, highlighting the need for further technological advancements in areas like catastrophic infrastructure recovery and asset management [33,34]. Despite their efficacy, these non-conventional processes have limitations, such as limited control over abrasive interactions and extended finishing times, highlighting the need for further technological advancements [35,36].
AFF has emerged as a transformative innovation, adeptly surmounting the limitations inherent to both traditional and non-standard finishing methodologies. Originating in the 1960s through the pioneering efforts of the Extrude Hone Corporation, AFF employs a viscoelastic matrix embedded with abrasive particles, which is methodically propelled across or within workpiece surfaces. This controlled displacement facilitates precise material excision, yielding superior surface quality [37,38,39,40].
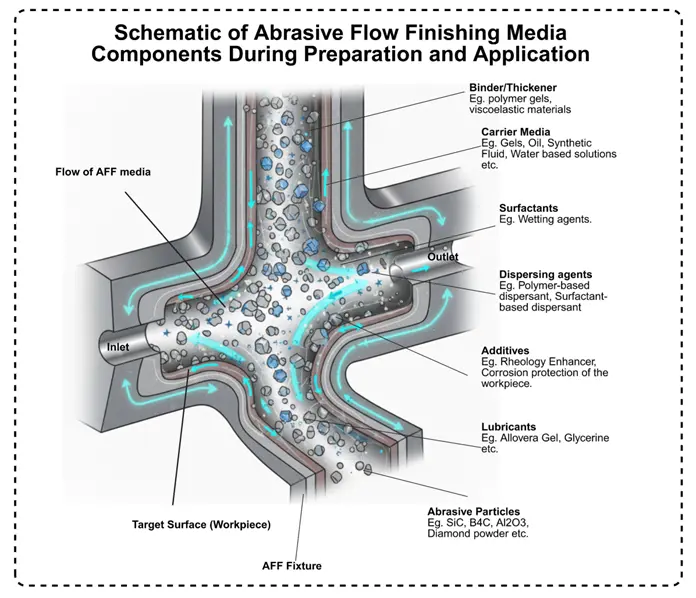
AFF is adept at overcoming the challenges posed by intricate geometries and internal passages, making it a critical process in the aerospace, automotive, and medical device manufacturing industries, among others. Its applications are diverse, including deburring fuel injectors, polishing turbine blades, and refining surgical implants. However, traditional AFF methods face limitations, such as low material removal rates, inefficient processing times, and variability in surface quality, especially when dealing with harder materials [11,41,42,43,44]. The mechanism governing material excision in the Abrasive Flow Finishing (AFF) process is depicted in Figure 1.
The progression of the Abrasive Flow Machining (AFM) paradigm has engendered sophisticated architectural variants tailored to mitigate targeted material excision and surface refinement exigencies. Variant (a) integrates a hydraulic actuator for exact modulation of abrasive transit. Variant (b) deploys twin-media reservoirs to facilitate reciprocal circulation, thereby augmenting surface homogeneity. Variant (c) incorporates a poly-cylindrical architecture enabling concurrent processing of labyrinthine contours. Variant (d) embeds oscillatory orbital dynamics to elevate material excision efficacy and surface fidelity [46,47,48,49]. These innovations, meticulously engineered for multifaceted sectoral implementations, are graphically illustrated in Figure 2.
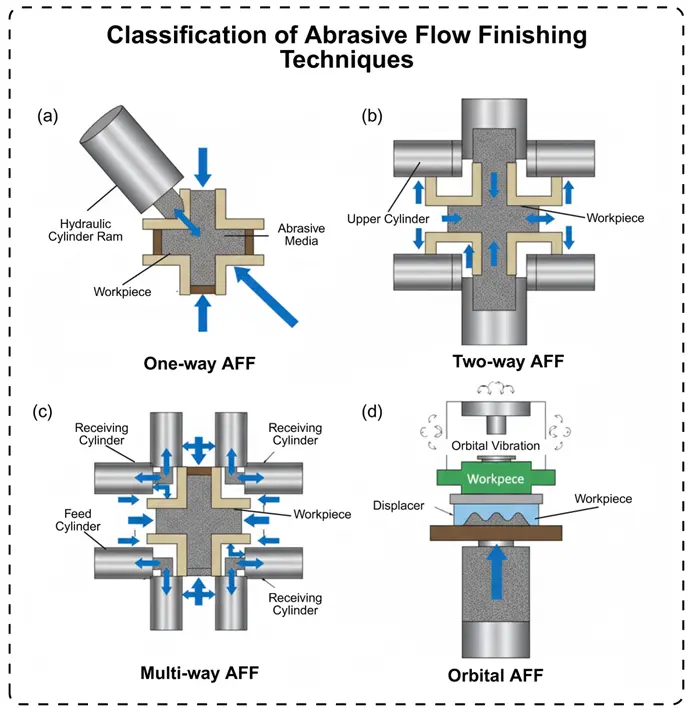
Figure 2. Diagrammatic representation of (a) unidirectional AFF (One-way AFF), (b) bidirectional AFF (Two-way AFF), (c) polydirectional AFF (Multi-way AFF), and (d) gyratory AFF (Orbital AFF) configurations.
To surmount the inherent constraints of conventional AFF, fused methodologies integrating dynamic influences such as sonic oscillations, electromagnetic gradients, and rotational kinematics have been devised. These paradigms refine the interfacial dynamics between abrasive particulates and substrate interfaces, thereby augmenting process throughput, dimensional fidelity, and superficial integrity [50,51]. The manifold hybrid archetypes of the AFF apparatus are delineated in Figure 3.
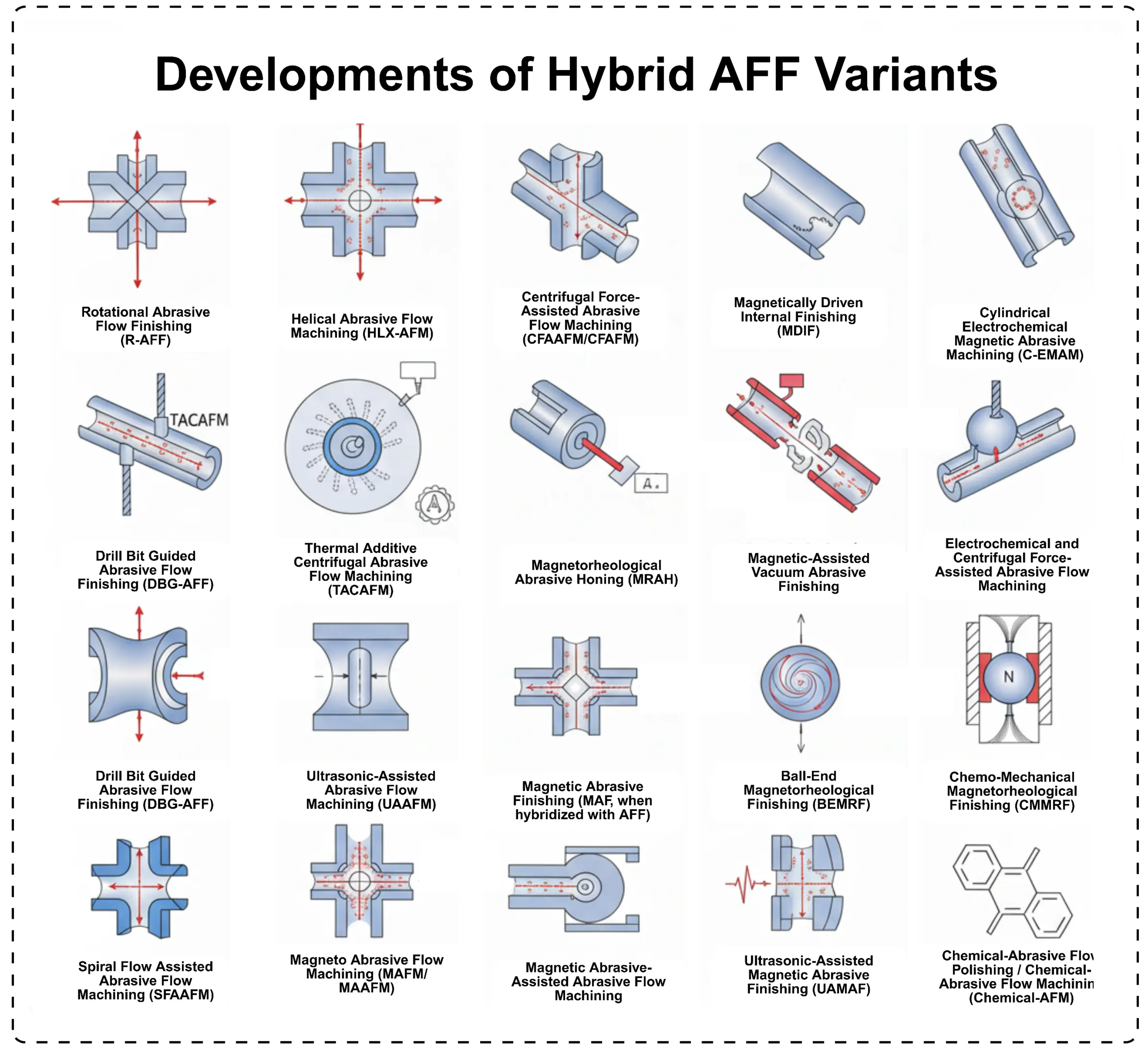
The hybrid Abrasive Flow Finishing (AFM) methodology garners pervasive utilization throughout industrial domains for attaining scrupulous surface refinement and regulated material excision. Its implementations permeate automotive assemblies, aerospace architectures, and biomedical prostheses, wherein superlative interfacial planarity and metrological fidelity are imperative. Recent advancements have demonstrated the ability of this process to integrate multiple techniques, thereby enhancing efficiency and precision. This process combines methods like Electrochemical AFM (ECAFM), Magnetic AFM (MAFM), Laser-AFM (LAAFM), Thermal-AFM (TAAFM), Ultrasonic-AFM (UAAFM), Vibrational-AFM (VAAFM), and Rotational-AFM (RAFM), each offering unique advantages in optimizing material removal, surface quality, and performance for various industrial applications [55,56,57,58,59,60,61,62]. Various hybrid-based abrasive flow finishing (AFF) processes have been presented, encompassing magnetic field, rotational, electrochemical, and thermal-assisted variants, as shown in Figure 4. The diagrammatic representations elucidate fusion tactics, underscoring the amalgamation of auxiliary modalities and kinematic tenets across disparate archetypes of the Abrasive Flow Finishing (AFF) paradigm.
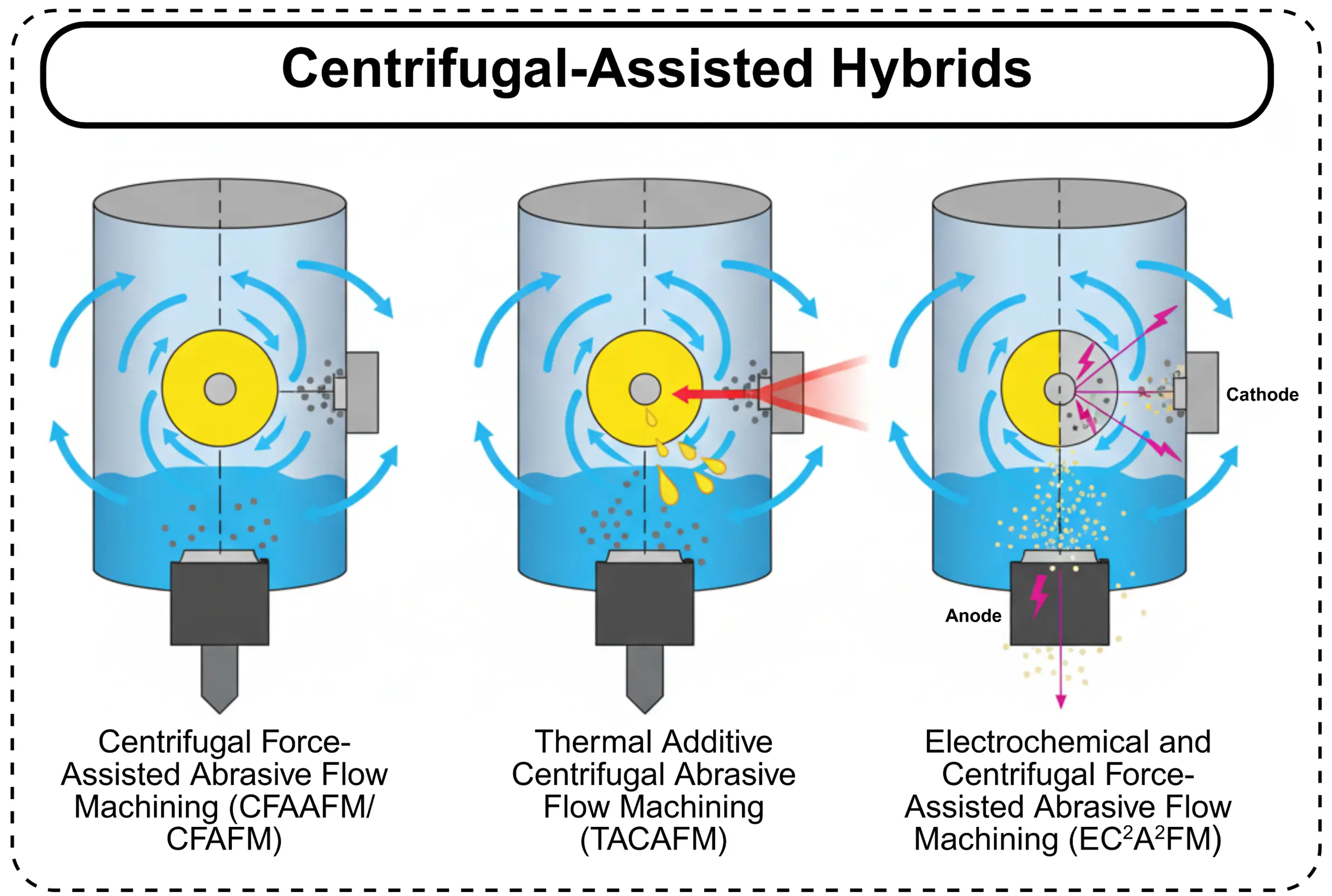
Ultrasonic-Assisted Abrasive Flow Finishing (UAAFF) harnesses sonic perturbations to augment material excision and superficial refinement, with particular efficacy for recalcitrant substrates resistant to conventional machining [66,67]. Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) exploits magnetic fields to orient abrasive particles, thereby conferring exacting surface refinement capabilities upon ferromagnetic substrates [68,69]. Rotational Abrasive Flow Finishing (RAFF) uses rotational motion to achieve uniform material removal, making it effective for cylindrical components. These advanced techniques represent a significant advance in precision finishing, revolutionizing manufacturing processes by enhancing efficiency and surface quality [70]. The UAAFF archetype incorporates ultrasonic vibrations to elicit microscale perturbations in abrasive particles. This synergistic interplay substantially elevates material removal rates and superficial topographies, with pronounced efficacy for recalcitrant substrates impervious to conventional machining [71]. In MFAFF, magnetic fields orient and regulate the trajectories of abrasive particles embedded in the finishing matrix, thereby imparting meticulous controllability and profoundly ameliorating superficial refinement. This modality exhibits exceptional prowess in machining ferromagnetic substrates and convoluted topographies [72]. In RAFF, rotational motion applied to the workpiece or abrasive medium creates dynamic abrasive flow paths, ensuring uniform material removal. This variant is effective for cylindrical components and applications requiring consistent surface finishes [73,74]. The Electrochemical-Aided Abrasive Flow Machining (ECA2FM) paradigm synergizes Electrochemical Machining (ECM) with Abrasive Flow Machining (AFM) to amplify material removal rates concomitant with the sustenance of premium surface topographies. This integrated modality augments process throughput, particularly in the refinement of labyrinthine internal architectures and fragile constituents of refractory alloys [75]. The Thermal Additive Centrifugal Abrasive Flow Machining (TAC-AFM) fused paradigm amplifies material excision and surface refinement by judiciously calibrating operational variables, including electrode morphology, amperage, and pulse duty ratio. Deployment of a spline-configured electrode under calibrated conditions evinced substantial augmentations in process throughput and interfacial topography [76]. These hybrid methodologies mark a paradigm shift in precision finishing, addressing the limitations of traditional AFF processes. By optimising abrasive interactions and integrating advanced process controls, hybrid AFF offers a robust solution that meets the stringent performance requirements of modern manufacturing [77,78,79,80]. Exploration of bio-inspired abrasives for eco-friendly finishing. Sustainable innovations in HAFF, such as energy-efficient modalities, eco-friendly media, and precision grinding techniques for hard materials, will be crucial for addressing these gaps, as seen in the production of recovered materials and mould parameter analyses [81,82,83,84,85,86,87]. Prospective trajectories encompass the propagation of total productive maintenance frameworks within intelligent manufacturing ecosystems to fortify holistic operational robustness [88].
This paradigm underpins the synthesis of lattice architectures, acetabular prostheses, genicular prostheses, odontological fixtures, and calvarial prostheses, each manifesting ameliorated interfacial attributes that maximize functional efficacy and cytocompatibility. Furthermore, it is employed across advanced manufacturing sectors, including bioprinting of human organs, heart stent production, design of conformal cooling channels, lens and optics polishing, and semiconductor manufacturing [89,90,91,92]. These applications highlight the versatility and significance of AFM in achieving superior finishes and functional enhancements across diverse fields, as delineated in Figure 5.
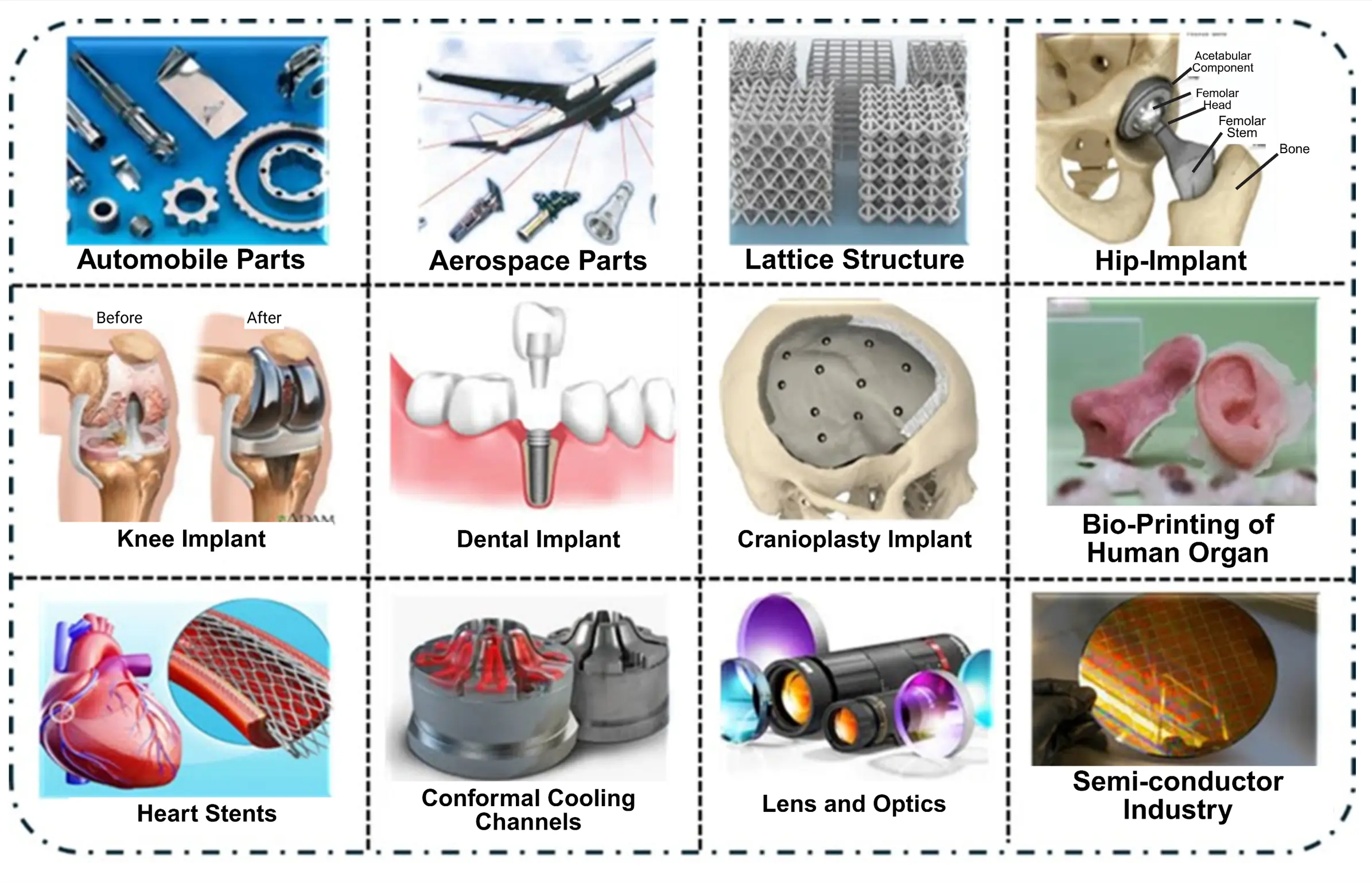
Figure 5. Implementations of the hybrid Abrasive Flow Finishing (AFF) paradigm extend to vehicular subassemblies, aeronautical constituents, reticular scaffolds, acetabular prostheses, genicular prostheses, odontological anchors, calvarial prostheses, organotypic bioprinting scaffolds, coronary stents, isogeometric cooling conduits, refractive optics, and microelectronic fabrication [93,94,95,96].
Figure 6, developed using the VOSviewer (version 1.6.20) tool, illustrates a network visualization of the research keywords pertinent to hybrid-based abrasive flow finishing processes. This visualization delineates significant research domains, including “machining”, “abrasion”, “surface finishes”, and “process parameters”, which are prominently represented within the red cluster. The blue cluster emphasizes computational methodologies such as “optimization” and “genetic algorithms”, highlighting their role in advancing hybrid abrasive flow finishing techniques. The green cluster centers on “textile finishing”, “coatings”, and “hybrid materials”, showcasing the interdisciplinary nature of the field. This visualization captures the extensive scope of hybrid abrasive flow finishing research, integrating various scientific and engineering disciplines crucial for enhancing finishing processes in industrial contexts.
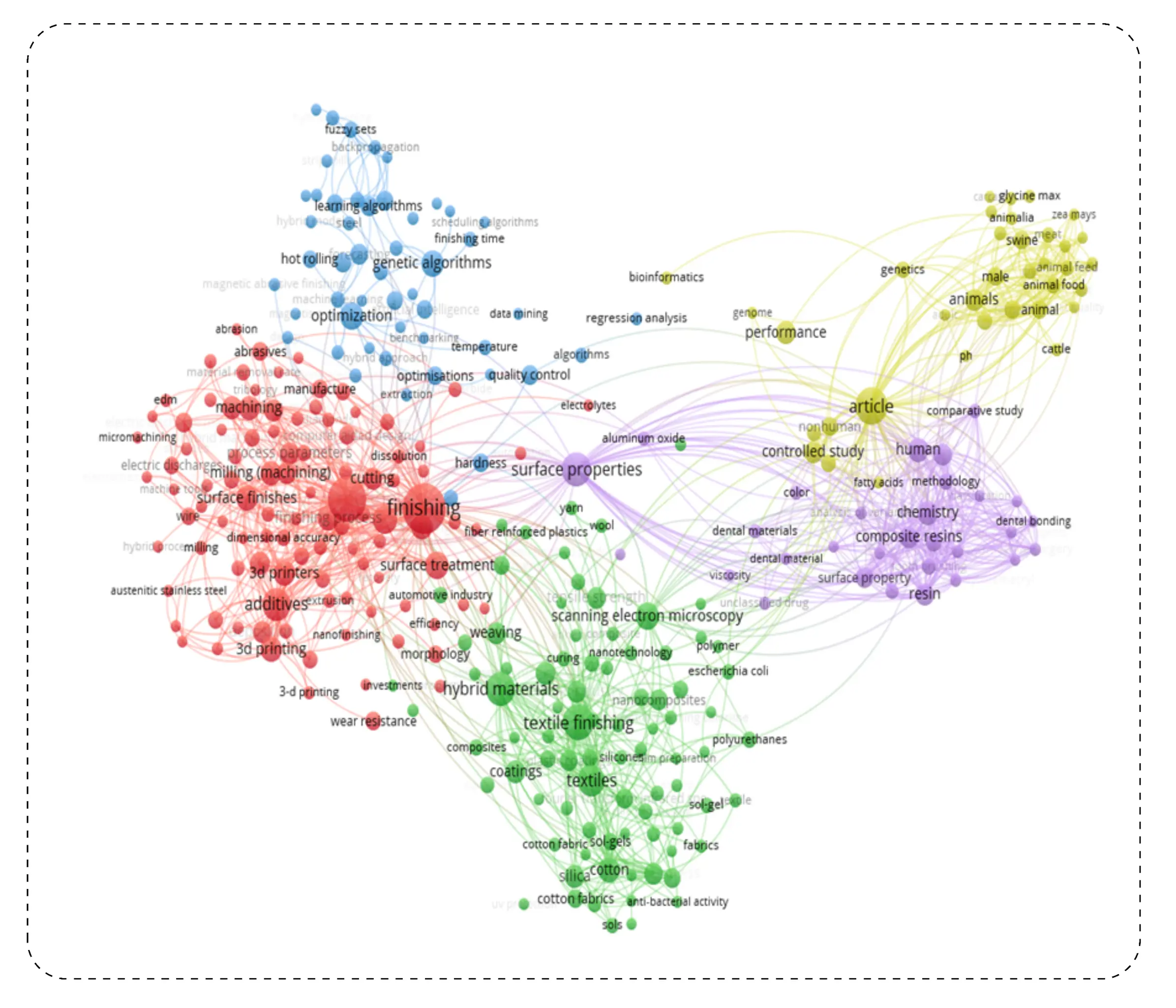
Figure 6. Network visualization of research keywords for hybrid-based abrasive flow finishing processes generated using VOSviewer (version 1.6.20).
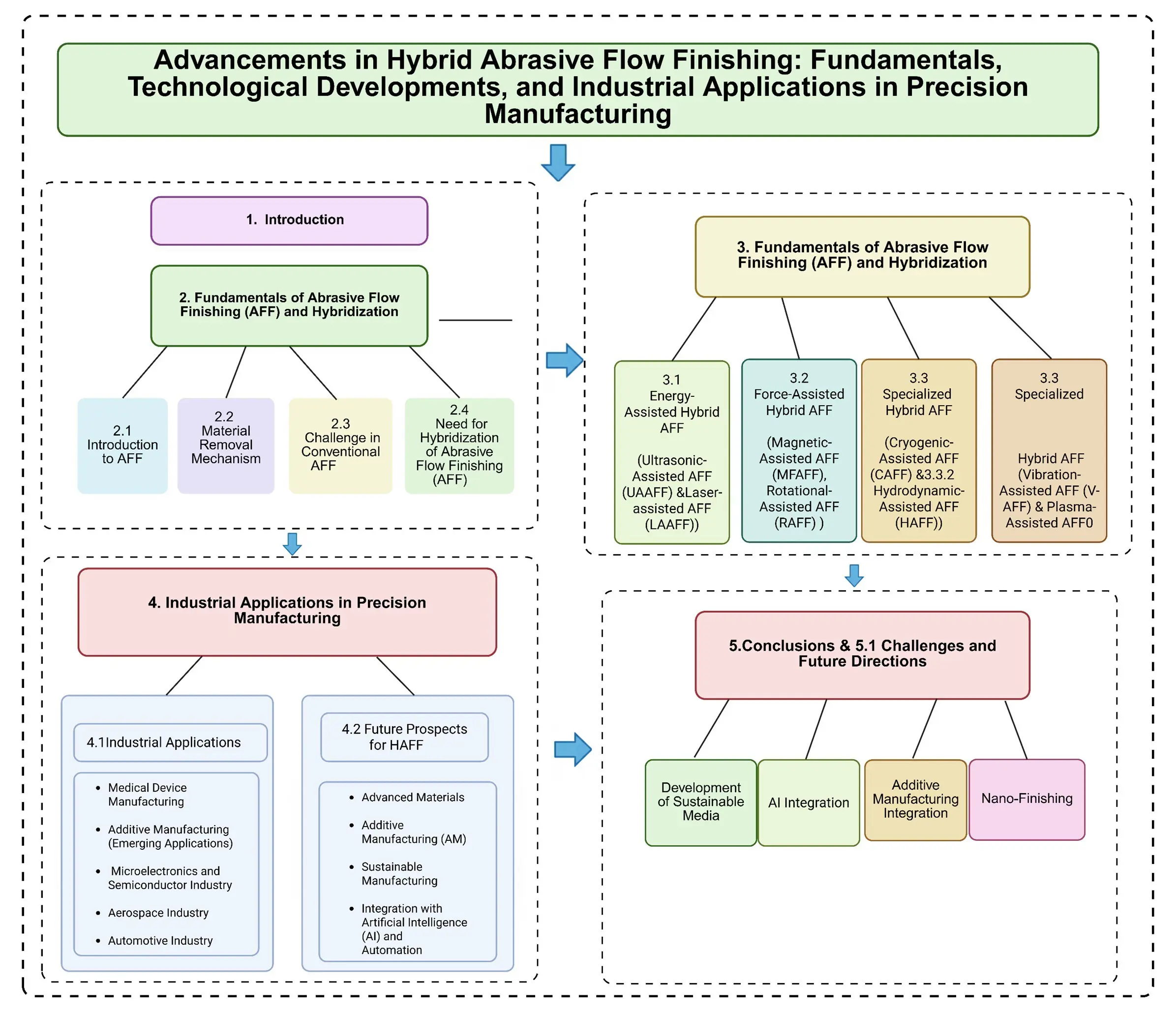
Figure 7 illustrates a comprehensive flowchart outlining the review strategy for hybrid-based abrasive flow finishing (AFF). It encompasses essential topics such as fundamentals, process development, modeling, applications, and prospective directions. The chart systematically identifies the core elements of the review, including AFF techniques, process development, modeling and simulation, parametric optimization, applications, and advanced materials used in AFF systems. This emphasizes the importance of challenges and future directions as pivotal areas for ongoing research and industrial applications.
This review furnishes an exhaustive scrutiny of emergent paradigms in hybrid Abrasive Flow Finishing (HAFF) architectures, delineating their foundational kinematics, operational variables, and sectoral deployments. It interrogates contemporary strides in computational modeling, parametric optimization, and robotic orchestration, accentuating their pivotal role in catalyzing the assimilation of AFF within high-fidelity fabrication ecosystems. This appraisal confronts salient impediments, encompassing scalability, economic viability, and instantaneous process governance, while proffering prospective investigative vectors. It aspires to function as an indispensable compendium for scholars and industrialists, augmenting perceptual acuity and the pragmatic deployment of hybrid AFF to satiate the exacting imperatives of precision-centric enterprises.
2. Foundational Mechanics of Abrasive Flow Finishing (AFF) and Hybrid Augmentations
Abrasive Flow Finishing (AFF) embodies a high-fidelity interfacial refinement methodology tailored for non-Euclidean morphologies; nonetheless, it contends with intrinsic impediments, including subdued material excision kinetics and suboptimal efficacy against recalcitrant substrates. The amalgamation of AFF with auxiliary force fields or energetic infusions has crystallized as a remedial framework, surmounting these bottlenecks while amplifying throughput, superficial topography, and metrological exactitude. Subsequent delineations interrogate the seminal ablation dynamics intrinsic to AFF, its endemic constraints, and the catalytic influence of hybridization in elevating process sophistication.
2.1. Introduction to AFF
Abrasive Flow Finishing (AFF) is an unconventional superfine refinement modality that leverages a viscoelastic slurry impregnated with abrasive grits, which is methodically propelled across or within workpiece interfaces. The distinctive rheological attributes of this matrix, governed by its viscoelastic rheology, engender equitable dissemination of abrasive particulates, thereby guaranteeing isotropic material excision across labyrinthine internal topologies. The fusion of AFF with ancillary energetic or mechanical stimuli encompassing sonic oscillations, electromagnetic gradients, or photonic irradiation has empirically demonstrated profound escalations in material removal rates (MRR) and interfacial topography. This confluence of modalities instigates a synergistic augmentation, conferring unparalleled metrological exactitude and operational efficacy in ameliorating recalcitrant substrates. Such paradigms permeate high-fidelity superficial honing within aeronautical, vehicular, and biomedical implant domains. Notwithstanding, conventional AFF paradigms are encumbered by attenuated MRR and suboptimal kinetics when interrogating refractory compositions exhibiting convoluted morphologies.
Traditional Abrasive Flow Finishing (AFF) uses abrasive media to remove material, which is effective for general finishing on soft or homogeneous materials. However, it struggles with hard-to-machine materials or ultra-fine finishes on complex geometries. This modality grapples with intrinsic hurdles, including attenuated material removal rates (MRR) and heterogeneous superficial fidelity, particularly for assemblies exhibiting disparate rigidity profiles or non-Euclidean morphologies, thereby curtailing its viability in metrology-grade regimes [73].
The abrasive matrix constitutes the paramount constituent of the AFF paradigm, inasmuch as its formulation governs the throughput and superficial caliber of interfacial amelioration [97]. The abrasive matrix ordinarily comprises a viscoelastic oligomeric substrate, exemplified by urethane or silicone, amalgamated with abrasive grits such as silicon carbide (SiC), aluminum oxide (Al2O3), or diamond [98,99,100,101]. The oligomeric scaffold imparts abrasion resilience while sustaining deformability to conform to substrate contours. The granularity, tenacity, and volumetric fraction of abrasive grits are calibrated to the substrate composition and targeted interfacial topography. Diamond grits, renowned for their superlative tenacity, engender nanometric interfacial asperity, rendering them apt for refractory substrates [11,43].
The principal components of the Abrasive Flow Finishing (AFF) paradigm are schematized, including the hydraulic actuator, the superior and inferior abrasive reservoirs, and the AFM restraint. The traversal of the abrasive matrix is modulated via hydraulic actuators, effectuating substrate attrition and superficial amelioration. This architecture elevates interfacial fidelity and metrological exactitude, preeminently for non-linear topologies such as iso-contoured thermal conduits, as rendered in Figure 8.
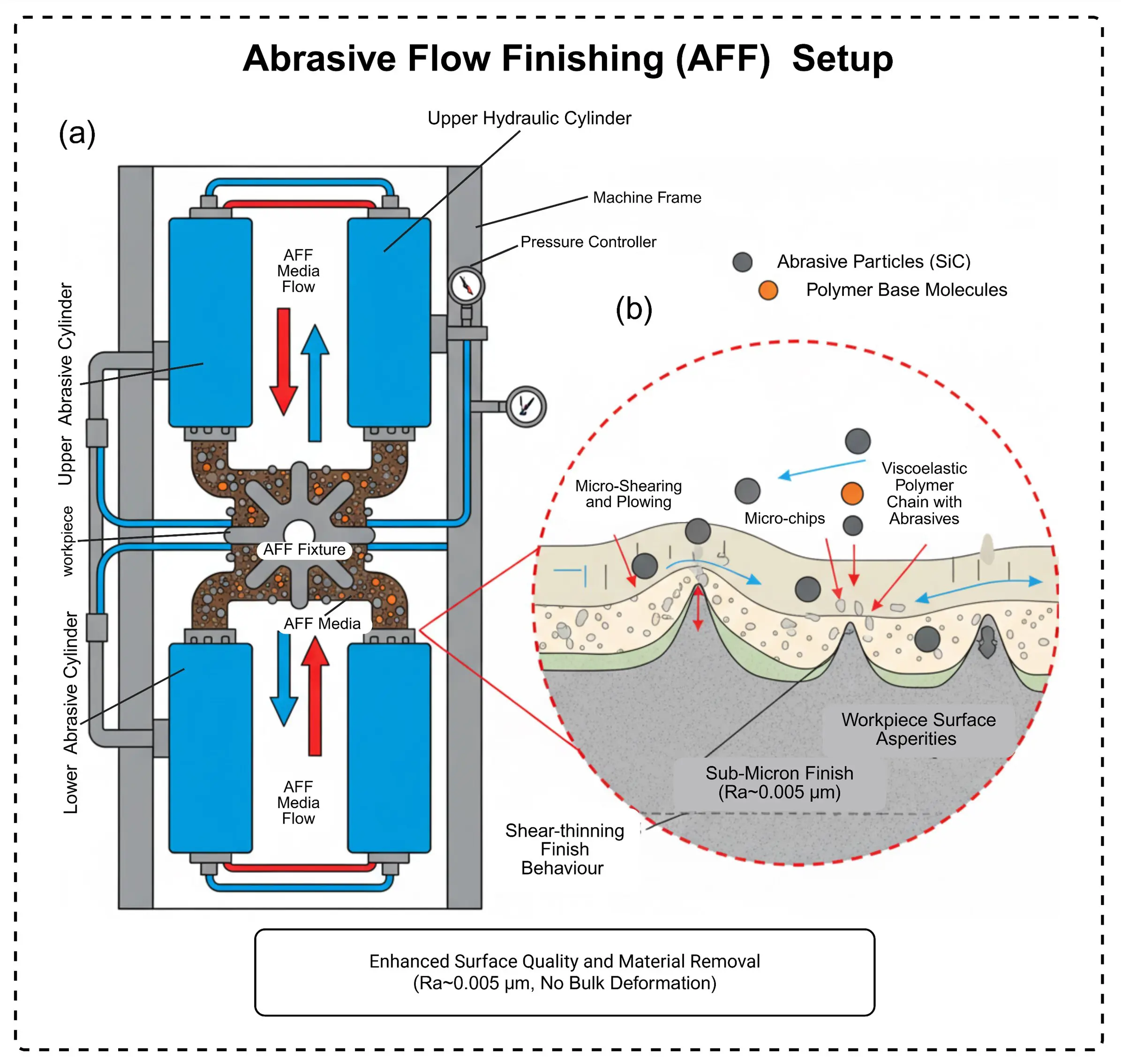
Figure 8. Diagrammatic depiction of the Abrasive Flow Finishing (AFF) paradigm: (a) AFF apparatus configuration illustrating superior and inferior hydraulic actuators, AFF matrix circulation, restraint, structural chassis, and pressure regulator; (b) Ablation kinetics (nanoscale perspective) delineating the viscoelastic macromolecular lattice incorporating abrasive grits (SiC) in micro-shear and micro-plowing interactions with substrate interfacial protuberances (sub-micrometric topography, Ra ≈ 0.005 μm), culminating in ameliorated superficial integrity and regulated material excision devoid of volumetric distortion [102].
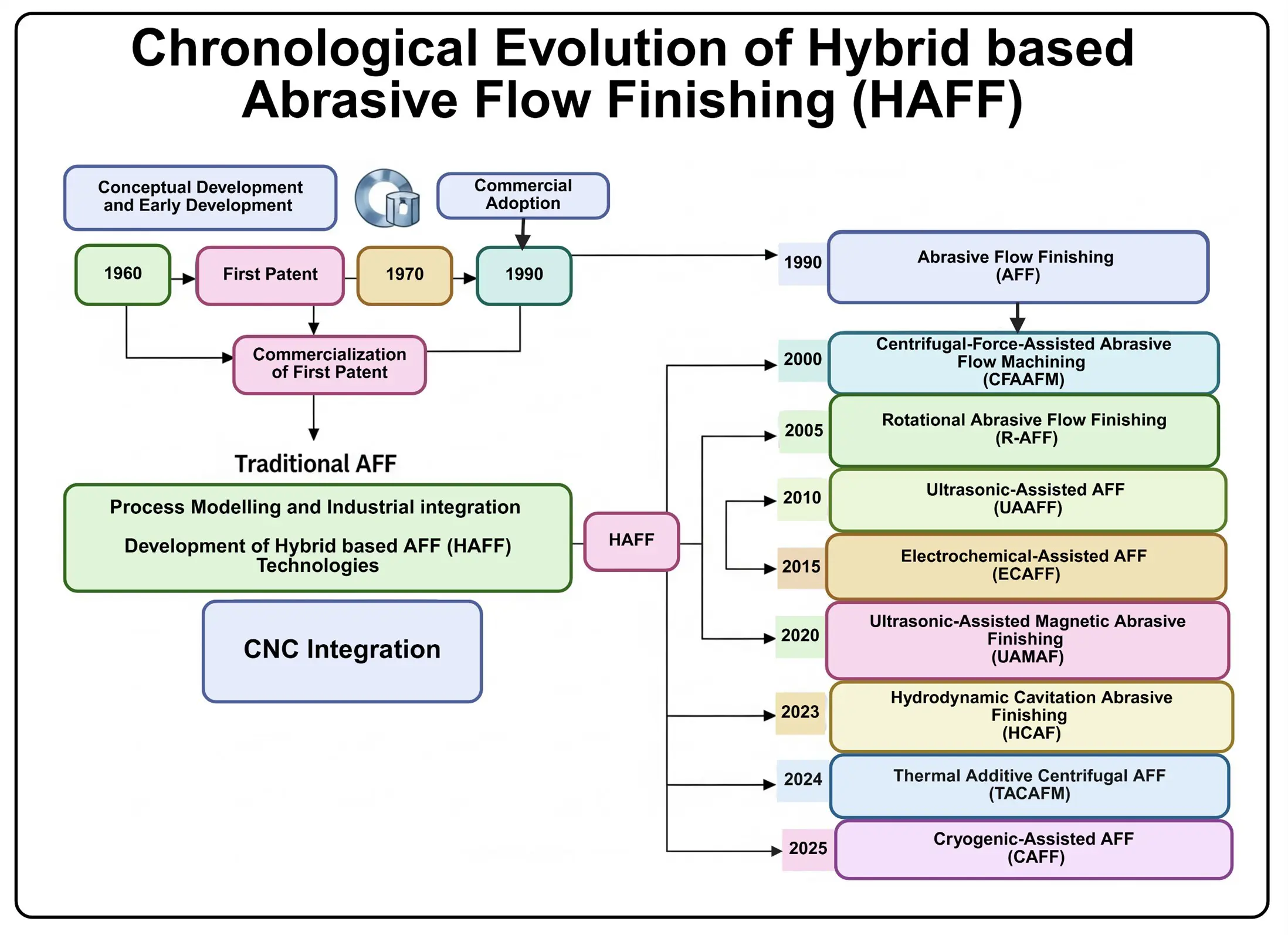
Figure 9 delineates the temporal progression of Abrasive Flow Finishing (AFF) paradigms, tracing their evolutionary trajectory from foundational rheological principles in the mid-20th century to contemporary hybrid integrations and cogent fabrication ecosystems, underscoring pivotal milestones in process augmentation and intelligent automation [65,103].
Jain and Adsul (2000) elucidated the pivotal influence of matrix formulation on interfacial topography and material excision kinetics [104]. Sankar et al. (2010) demonstrated the efficacy of matrix deformability in ameliorating internal voids and labyrinthine architectures [105]. Jain and Sidpara (2011) accentuated the salience of abrasive grit tenacity and granularity exemplified by diamond particulates in engendering nanometric superficial fidelity [106]. Rhoades (1991) interrogated the rheological attributes of oligomeric scaffolds within Abrasive Flow Finishing (AFF) paradigms and their congruence with grits such as SiC and Al2O3 [107]. Kumar et al. (2016) scrutinized the ramifications of abrasive grit volumetric density on excision throughput and superficial integrity [108].
Om et al. (2024) accentuated the salience of matrix formulation in modulating interfacial asperity and material excision kinetics [109]. Shaik et al. (2024) evinced that matrix deformability propels the amelioration of internal voids and labyrinthine architectures [110]. Gupta et al. (2021) accentuated the salience of abrasive grit tenacity and granularity exemplified by diamond particulates in engendering nanometric superficial fidelity [111]. Zhang et al. (2022) probed the rheological dynamics of disparate oligomeric scaffolds in Abrasive Flow Finishing (AFF) paradigms and scrutinized their congruence with abrasive grits such as SiC and Al2O3 [97]. Kumar et al. (2024) scrutinized the ramifications of abrasive grit volumetric density on excision throughput and superficial integrity [112].
2.1.1. Formulation and Efficacy Determinants of AFF Media
The proficiency of abrasive flow matrices in AFF paradigms is chiefly modulated by the rheological viscoelasticity of the oligomeric scaffold, the tribological attributes of embedded abrasive grits, and their volumetric dispersity. These constitutive facets, coupled with the matrix’s erosional fortitude, are susceptible to bespoke calibration for domain-specific imperatives, thereby dictating excision throughput and superficial topography. The ensuing exposition dissects the contributory salience of each determinant in sculpting the holistic efficacy and operational sophistication of abrasive flow media.
- I
-
Viscoelastic Polymeric Base: The viscoelastic rheology of the oligomeric scaffold endows the abrasive matrix with compressive deformability, engendering isotropic interfacial adhesion while imparting uniform shear transduction for substrate ablation [113]. Archetypal oligomeric exemplars, such as urethane and silicone, are preferentially employed owing to their amalgamated structural tenacity and erosional fortitude.
- II
-
Abrasive Particles: Abrasive grits sequestered within the oligomeric scaffold delineate the erosive potency of the matrix. Their granularity, tenacity, and volumetric dispersity are meticulously calibrated vis-à-vis the substrate recalcitrance. Hu et al. (2024) accentuated that grits of superlative tenacity, such as diamonds, are indispensable for engendering nanometric interfacial topography on ultrarefractory substrates [101].
- III
-
Particle Concentration: The volumetric dispersity of abrasive grits modulates both the erosive intensity of material excision and superficial topography. Shaik et al. (2024) found that higher concentrations lead to faster removal rates, whereas lower concentrations are better suited for precision finishing [110].
- IV
-
Customization for Applications: The composition of the medium can be tailored to specific applications, such as aerospace components or biomedical implants. Previous studies have highlighted the importance of using diamond abrasives to polish ultra-hard surfaces to ensure nanoscale surface roughness [114].
- V
-
Durability of Media: The polymer’s resistance to wear determines the longevity of the abrasive media. Repeated usage can degrade the media, necessitating periodic replacement to maintain the process efficiency [115].
As delineated in Section 2.1.1., the proficiency of abrasive flow matrices in Abrasive Flow Finishing (AFF) paradigms is modulated by pivotal operational variables, encompassing extrusion actuation, volumetric transit rate, and grit dispersity. The bidirectional Abrasive Flow Machining (AFM) modality, wherein the abrasive matrix traverses substrate internal conduits propelled by reciprocating ram excursions, catalyzes regulated substrate ablation and ameliorates interfacial topography [116]. This paradigm is pivotal for attaining superlative interfacial refinements on labyrinthine morphologies, as schematized in Figure 10, which delineates the formulation, preconditioning, and deployment of abrasive flow matrices within the Abrasive Flow Finishing (AFF) framework.
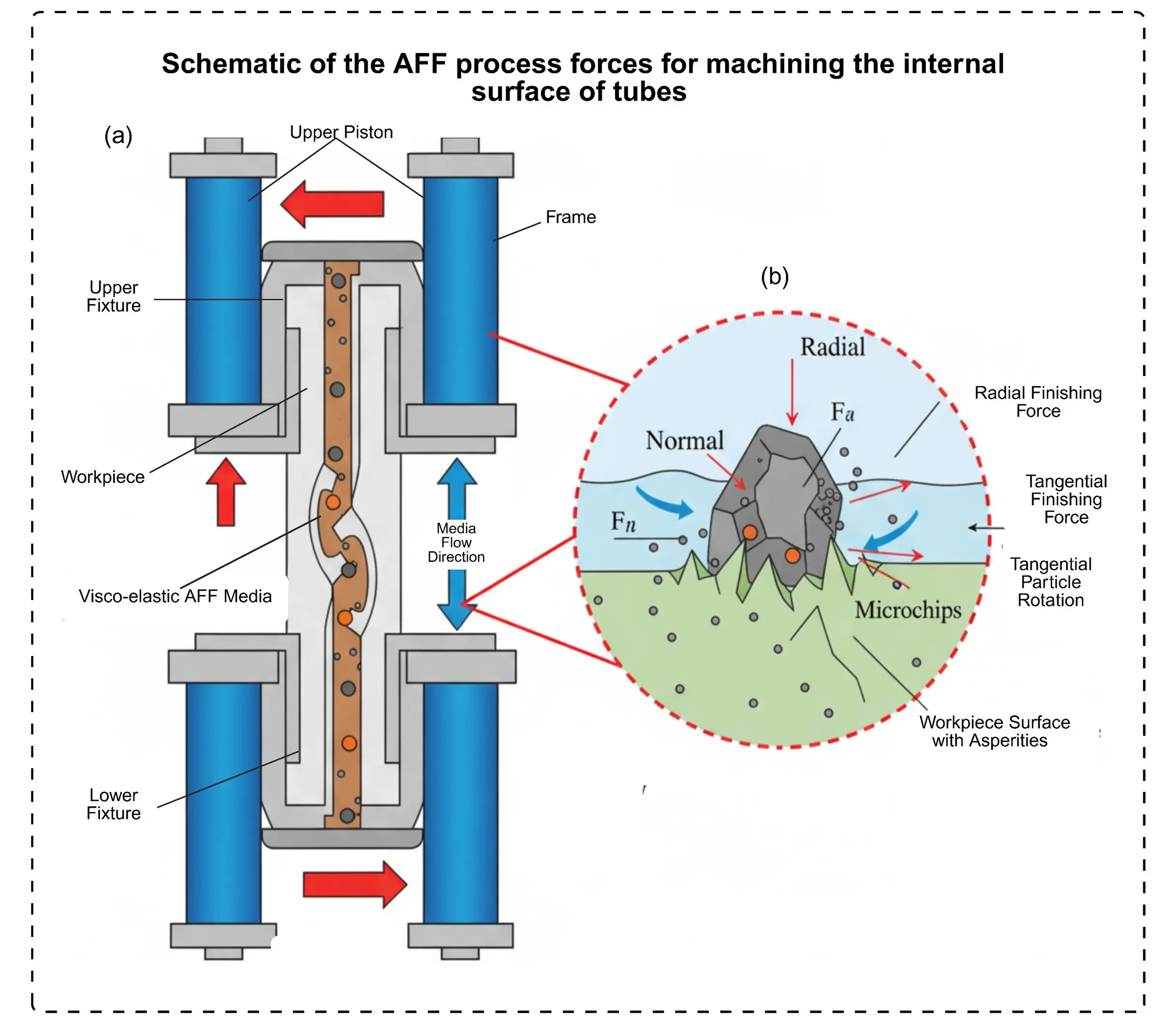
Figure 10. Diagrammatic representation of force vectors in the Abrasive Flow Finishing (AFF) paradigm for internal tubular substrate refinement: (a) AFF restraint assembly for interfacial amelioration within tubular geometries, delineating superior ram, superior restraint, structural chassis, viscoelastic AFF matrix with traversal vector, and inferior restraint; (b) Excision kinetics at tubular interfacial stratum (nanoscale vantage), portraying orthogonal force (Fn), centripetal force (Fr), centripetal refinement vector, circumferential refinement vector, circumferential grit gyration, ablation fragments, and substrate interfacial protuberances [117].
2.1.2. Pivotal Operational Determinants in the AFF Processes
The proficiency and metrological exactitude of Abrasive Flow Finishing (AFF) paradigms are profoundly modulated by manifold pivotal determinants, each orchestrating the material removal rate (MRR) and superficial topography [97]. The ensuing delineations elucidate the salient determinants and their ramifications on the holistic efficacy of the Abrasive Flow Finishing (AFF) paradigm.
- I
-
Extrusion Pressure: This determinant embodies the compressive actuation imparted to the abrasive matrix during its propulsion across or within substrate interfaces. Augmented actuation intensities increase material removal rates (MRR) by intensifying particulate impingement on the interfacial stratum [118]. Nevertheless, surfeit actuation may precipitate matrix and fixture erosion, thereby undermining the metrological fidelity of the paradigm [119]. The compressive actuation imparted to the abrasive matrix during its propulsion across or within substrate interfaces elevates material removal rates (MRR) by intensifying particulate impingement on the interfacial stratum. Nevertheless, surfeit actuation may precipitate matrix and fixture erosion, thereby undermining metrological fidelity. Optimal actuation equilibrates excision kinetics with matrix cohesion [42].
- II
-
Media Flow Rate: The volumetric transit rate of the abrasive matrix profoundly modulates particulate-substrate interfacial dynamics. Augmented transit velocities accelerate procedural cadence; nonetheless, they attenuate residence duration at salient loci, predisposing to heterogeneous superficial amelioration [120]. In contrast, a decreased flow rate promotes extended interaction, which enhances the uniformity of the surface, although it results in a longer duration for the process [112]. The volumetric transit rate of the abrasive matrix profoundly modulates interfacial dynamics between abrasive grits and substrate strata. Augmented transit velocities expedite procedural cadence but predispose to anisotropic superficial amelioration, whereas subdued transit velocities elevate interfacial topography while prolonging operational durations [50].
- III
-
Cycle Time: The temporal span of abrasive matrix engagement with the substrate, denoted as cycle time, wields a paramount influence on superficial topography. Elongated cycle durations attenuate interfacial protuberances, thereby engendering superlative refinement. Conversely, inordinately protracted cycles precipitate erosion in procedural cadence [121]. Longer cycle times improve surface finishes by smoothing asperities, but must be optimized to avoid inefficiency and unnecessary resource use [51].
- IV
-
Abrasive Concentration: The volumetric dispersity of abrasive grits within the matrix constitutes a pivotal determinant modulating the erosive intensity of substrate ablation. Augmented dispersities amplify material removal rates (MRR) yet predispose to amplified interfacial asperity, whereas subdued dispersities confer preferential aptitude for nanometric superficial refinements [112,121]. Higher abrasive concentrations result in higher material removal rates (MRR); however, they may also produce a rougher surface finish. In contrast, lower abrasive concentrations are ideal for achieving ultra-fine finishes, making them suitable for precision applications [71].
- V
-
Interaction Among Parameters: The interplay among these determinants manifests as a multifaceted nexus. For instance, escalated extrusion actuation may mandate recalibration of volumetric transit rates or temporal spans to avert matrix decalescence or hyper-refinement. Such interlinkages impel rigorous parametric harmonization to consummate targeted outcomes [122]. The flow characteristics of viscoelastic media [123], particularly their contraction and expansion within various geometrical configurations, are crucial in influencing material removal and surface roughness [123].
The upper panel depicts the pneumatic system with dual cylinders, strings, pneumatic fittings, a flow channel, a solenoid valve, an FRL unit, a controller, and an air compressor for media control. The lower panel details the localized material removal mechanism, where abrasive particles in NaOH solution interact with a liquid metal drop under an alternating electric field from an AC/DC power supply, inducing vortices for erosion of a titanium rod workpiece. The influence of conduit morphology on refinement dynamics and superficial amelioration is graphically delineated in Figure 11.
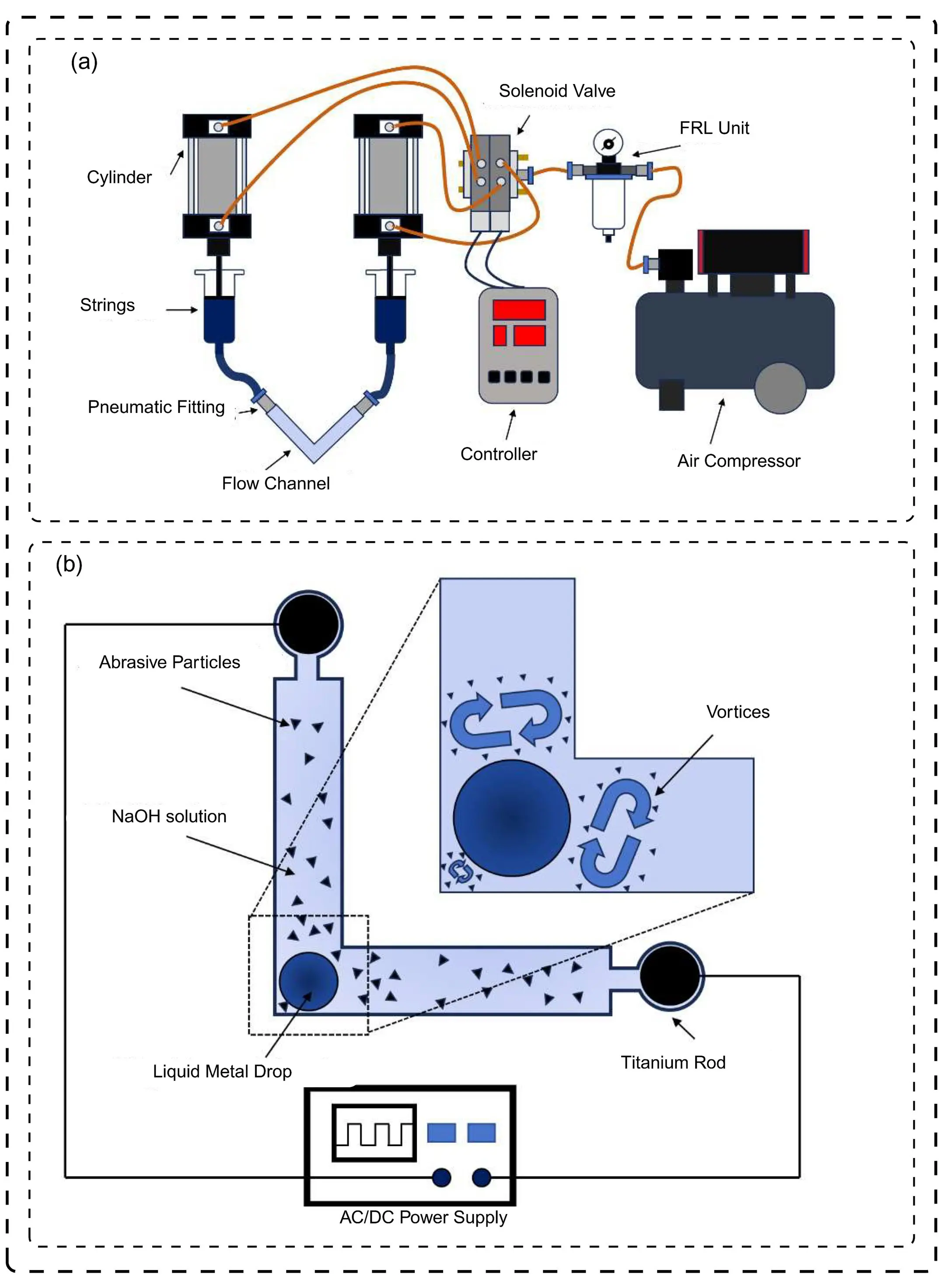
Figure 11. Diagrammatic representation of the solid-liquid two-phase Abrasive Flow Machining (AFM) experimental apparatus: (a) two-phase Abrasive Flow Machining (AFM) apparatus configuration, delineating reservoirs, conduits, pneumatic connectors, traversal conduit, regulatory module, electromagnetic valve, filtration-regulation-lubrication assembly, and compressed air source; (b) Site-specific ablation dynamics via liquid metal-propelled abrasive traversal under oscillatory electromagnetic field, portraying abrasive grits in NaOH electrolyte, metallic droplet, titanium anode, eddy formations, and AC/DC voltage source [124].
2.2. Material Removal Mechanisms in AFF
Substrate ablation in Abrasive Flow Finishing (AFF) paradigms is orchestrated by an ensemble of nanoscale ablation modalities, chiefly micro-incision, micro-displacement, and micro-fracture, precipitated by the interfacial impingement of abrasive grits on the target stratum. Micro-incision entails the orthogonal severance of substrate strata by indurated abrasive particulates, whereas micro-displacement denotes the transverse relocation of material via particulate elastic distortion. Micro-fracture, conversely, arises from circumferential shear stresses imposed by grits, engendering the delamination of ultrathin substrate laminae. The rheological viscoelasticity of the refinement matrix permits these concurrent ablation vectors, thereby conferring isotropic excision across non-Euclidean substrate morphologies. This rheological adaptability facilitates conformal adhesion to convoluted topologies, perpetuating equanimous ablation across tortuous features. Perpetual matrix circulation introduces nascent abrasive grits to the interfacial locus, thereby sustaining ablation constancy across protracted operational iterations. Such conformability confers salient utility in realizing homogeneous superficial refinements on assemblies exhibiting disparate topographical variances [72].
- I
-
Micro-Cutting: Micro-cutting predominates as the cardinal ablation modality in Abrasive Flow Finishing (AFF), wherein abrasive grits perforate and sever substrate material from interfacial protuberances. This ablation vector is profoundly modulated by the tenacity and granularity of the abrasive grits. Indurated abrasives, exemplified by diamond particulates, exhibit exceptional prowess in excising material from ultra-refractory interfacial strata [101].
- II
-
Micro-Plowing: In micro-plowing, abrasive particles exert lateral pressure, causing surface plastic deformation rather than material removal. Previous studies have emphasized the regulation of extrusion pressure to reduce adverse plowing effects, which can lead to surface irregularities [125,126].
- III
-
Micro-Shearing: Micro-shearing manifests when abrasive grits impose circumferential shear stresses upon the interfacial stratum, precipitating the delamination of ultrathin substrate laminae. This ablation vector exhibits exceptional aptitude for ameliorating assemblies with convoluted morphologies, as the rheological viscoelasticity of the refinement matrix confers conformal adhesion to disparate topographical variances [127,128].
- IV
-
Conforming to Geometries: The viscoelastic nature of the polymer base ensures close conformity to intricate features, enabling consistent material removal from complex surfaces. Previous studies have highlighted the adaptability of AFF for finishing biomedical implants with nanoscale precision [127,129].
- V
-
Self-Renewing Abrasive Action: The perpetual flow of media ensures that fresh abrasive particles are brought into contact with the workpiece surface, thereby maintaining consistent removal rates over extended cycles. This continuous renewal mitigates grit dulling and sustains erosive potency, which is pivotal for protracted superfine honing regimens [130].
As delineated in Section 2.1.2., the ablation modalities in the AFF paradigm encompassing micro-plowing, micro-cutting, and micro-shearing are profoundly orchestrated by salient operational determinants, including extrusion actuation, volumetric transit rate, and grit dispersity. Figure 12 schematizes these ablation vectors, elucidating the interfacial impingement of the abrasive matrix upon substrate strata to catalyze regulated excision and superficial amelioration.
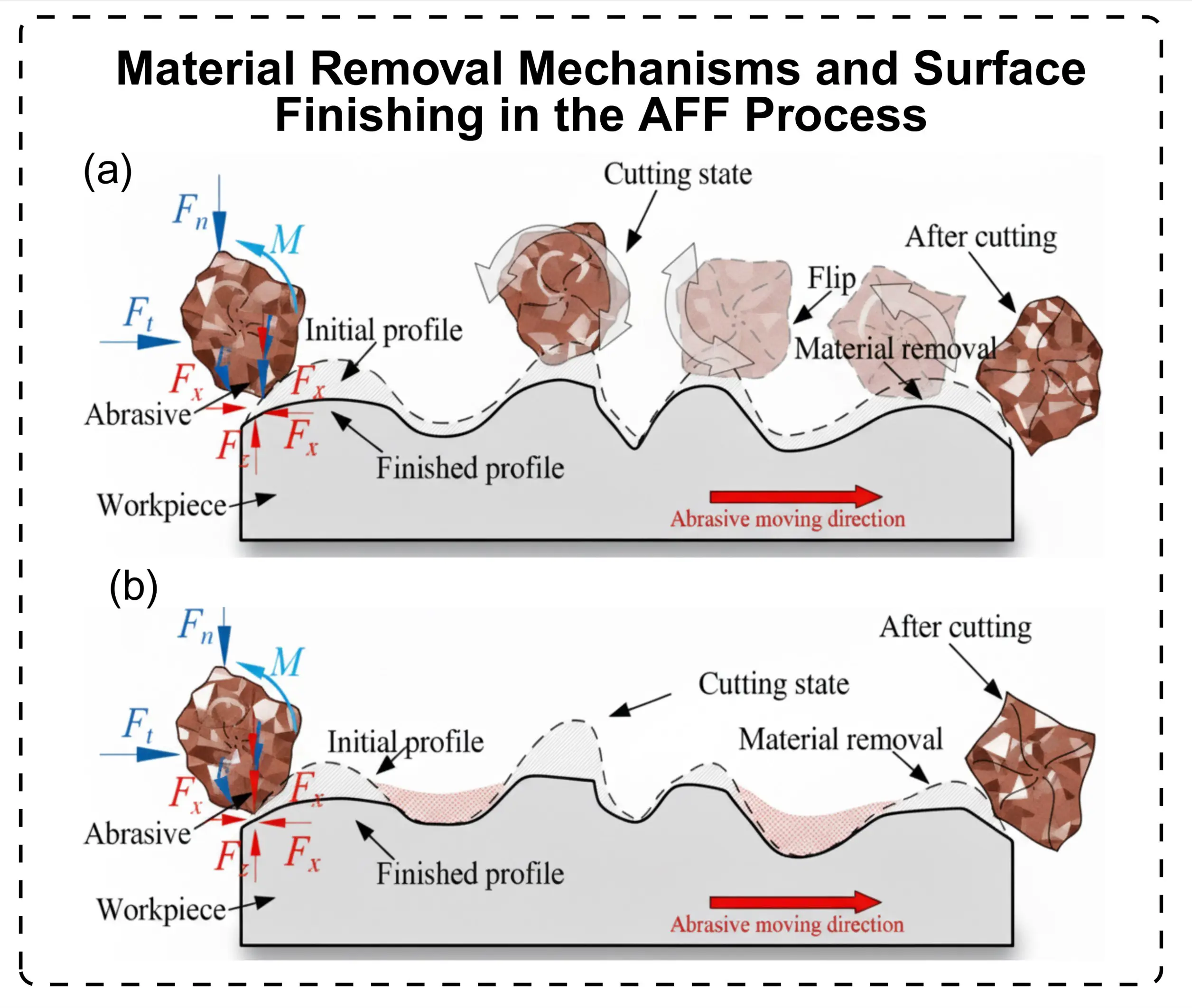
Figure 12. Dual-Phase Grit Engagement and Shear-Driven Material Removal in Abrasive Flow Finishing (AFF): (a) Forward Flip-Cutting and (b) Reverse Fracture-Shearing.
The diagrammatic representation elucidates the operational kinematics of the AFF paradigm, highlighting the reciprocating excursions of the rams and the traversal of abrasive media, which catalyse substrate ablation via longitudinal and centripetal force vectors impinging on the interfacial stratum, as shown in Figure 13.
The operational kinematics and apparatus of AFF are schematized, including extrusion actuation and abrasive media traversal. The microstructural morphology and constitutive attributes of the abrasive media are portrayed, alongside their ramifications on ablation dynamics, dimensional constraints, and excision throughput (Figure 13).
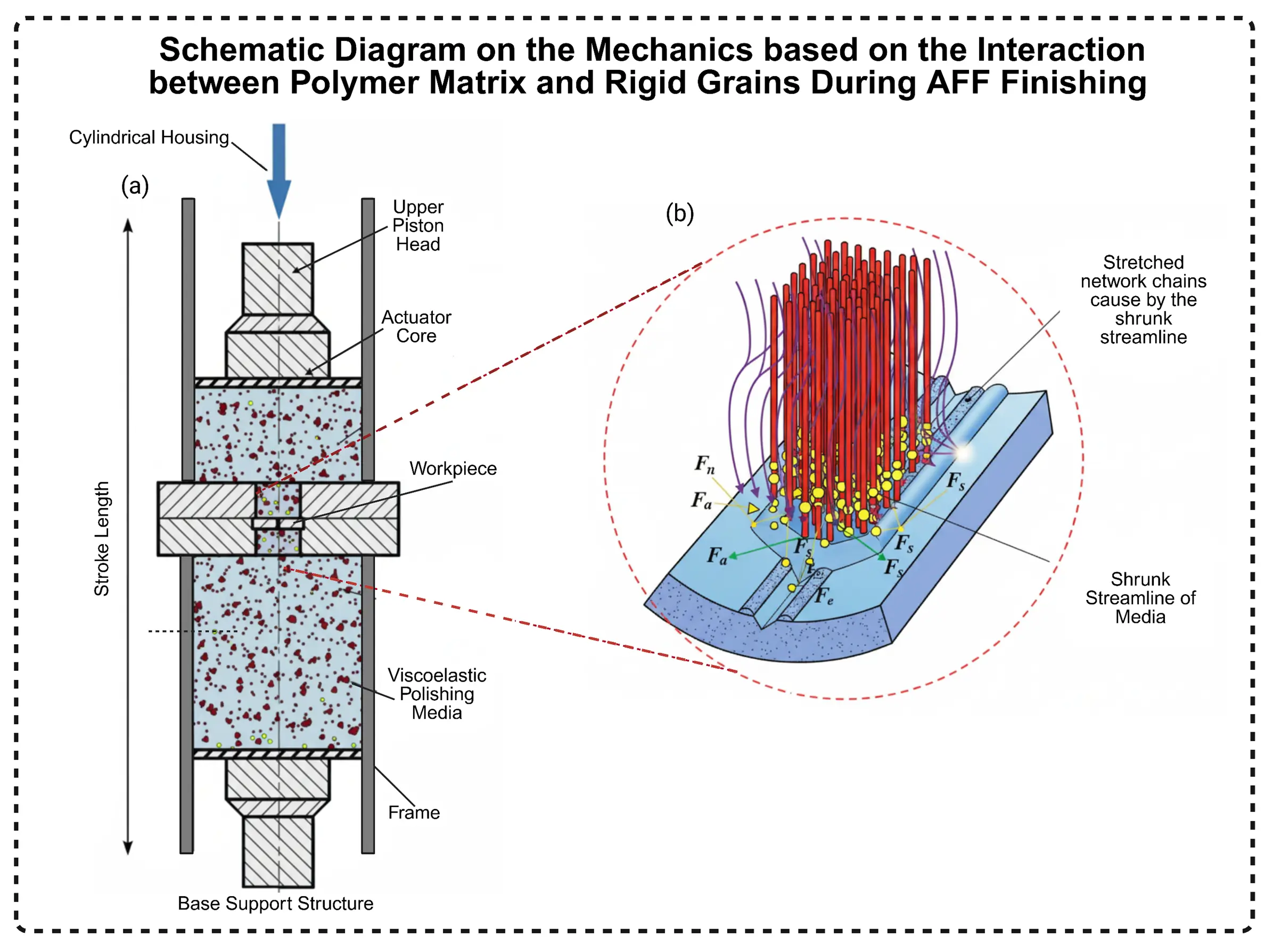
Figure 13. Enhanced schematic of the AFF process for hollow cylinder polishing: (a) updated AFF setup with bidirectional media cylinders, alternating piston drives, and optimized flow paths for hollow cylinder, and (b) advanced material removal mechanism (micro-view with bidirectional abrasive dynamics and shear forces [131].
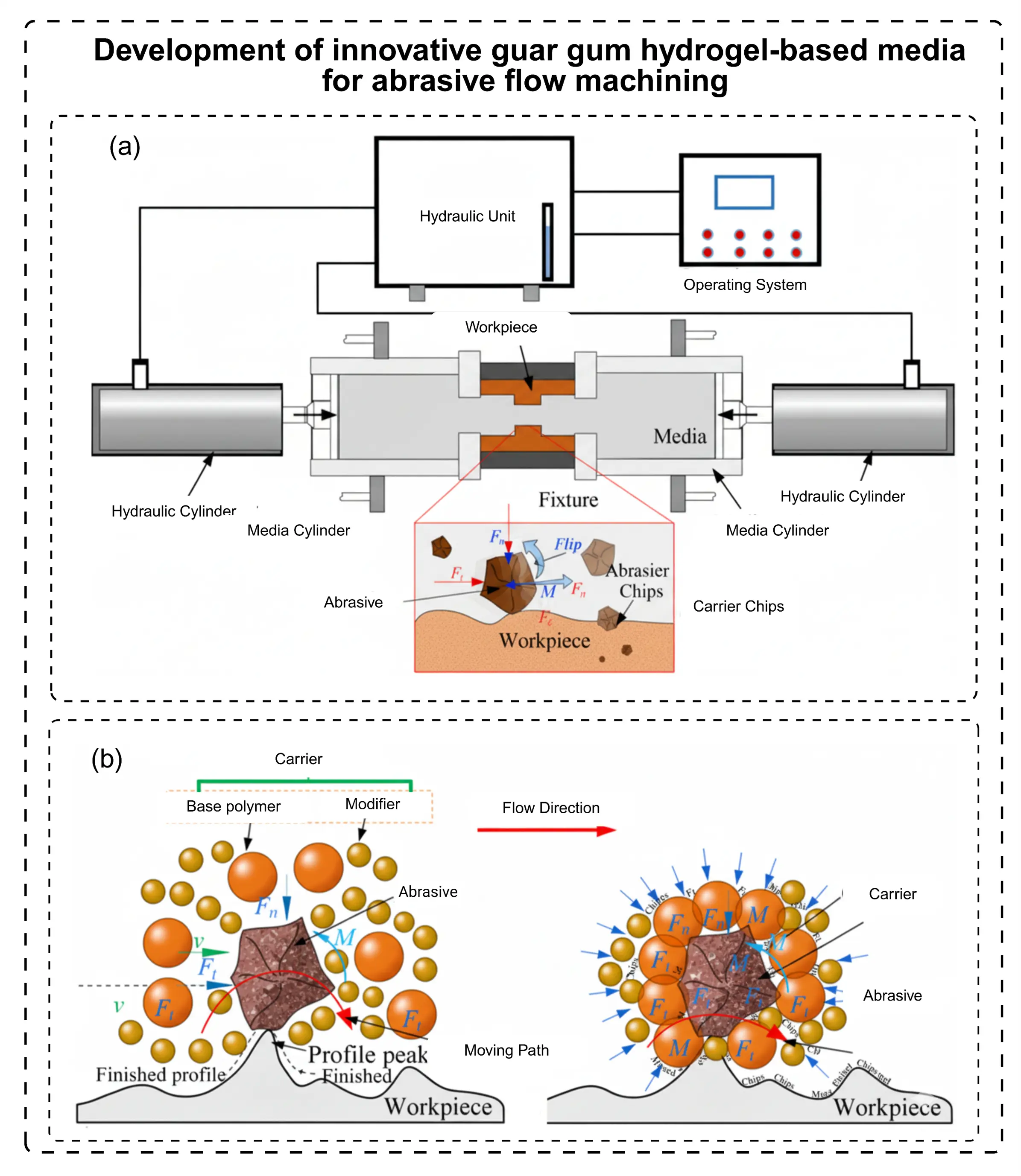
Wei et al. (2019) proffered a pioneering guar gum hydrogel-derived abrasive matrix manifesting shear-thickening rheology for integration into Abrasive Flow Machining (AFM) paradigms, as schematized in Figure 14. Their empirical inquiries evinced that within shear-thickening regimes, the material removal rate (MRR) surged from 69 to 351 mg/h, paralleled by a marked amelioration in surface roughness (Ra) from 120.12 to 6.48 nm. This escalation in refinement potency arises from the matrix’s resilience to shear deformation, enabling efficacious abrasive grit conveyance at augmented shear gradients. Additionally, guar gum hydrogel matrices constitute an ecologically benign surrogate to conventional petroleum-derived media, harnessing aqueous dispersibility and streamlined recyclability to curtail anthropogenic perturbations [45].
2.3. Challenges in Conventional AFF
Although conventional Abrasive Flow Finishing (AFF) excels at achieving high-quality surface finishes, it faces significant limitations in high-precision, high-performance manufacturing contexts. Specifically, this process struggles with slow material removal rates (MRR), limited effectiveness on hard-to-machine materials, and challenges in processing intricate internal features. For instance, superalloys and ceramics, commonly used in aerospace and medical applications, resist abrasive action, necessitating extended processing times and reduced efficiency. Furthermore, AFF often produces inconsistent surface finishes on complex geometries, particularly those with varying hardness or internal passages, impeding its applicability in industries that demand precision.
- I
-
Slow Material Removal Rates (MRR): Conventional AFF paradigms are typified by attenuated material-removal rates, thereby curtailing procedural throughput in exigencies that mandate elevated excision kinetics, emblematic of the aeronautical and vehicular sectors. The unmitigated dependence on abrasive matrix interfacial impingement, devoid of supplementary force vectors, engenders protracted operational spans, rendering it suboptimal for voluminous or chronosensitive enterprises.
- II
-
Inconsistent Surface Finish: Although AFF generally enhances surface quality, its capacity to achieve uniform finishes across complex geometries and materials with varying hardnesses is limited. Media flow often fails to uniformly address all surface features, resulting in variations in surface roughness and finish quality, particularly in components with intricate geometries or heterogeneous materials.
- III
-
Challenges in Processing Hard Materials: The efficacy of AFF decreases with hard materials such as superalloys, ceramics, and high-strength steels. These materials resist abrasive media, requiring longer processing or increased media flow, thereby reducing process efficiency. Thus, conventional AFF is less effective in industries working with advanced or hard-to-machine materials.
- IV
-
Difficulty with Intricate Internal Features: A notable challenge is the inefficiency of traditional AFF in processing internal features such as blind holes, narrow passages, or intricate geometries. The abrasive media may not effectively traverse these areas, causing inconsistent material removal and suboptimal finishing.
These intrinsic impediments underscore the imperative for sophisticated remedial paradigms, notably hybrid AFF modalities. Such frameworks synergize conventional abrasive flow kinematics with ancillary force fields or energetic infusions to amplify material removal rates, homogenize superficial topography, and extend viability to ultra-refractory substrates and non-Euclidean morphologies.
2.4. Need for Hybridization of AFF Processes
The escalating imperatives for metrological superfine refinement within aeronautical, vehicular, and biomedical engineering domains accentuate the exigency for ingenious remedial architectures to amplify procedural throughput and interfacial topography of substrate assemblies. The synergistic amalgamation of the AFF paradigm with ancillary dynamic stimuli encompassing ultrasonic oscillations, electromagnetic gradients, and rotational kinematics profoundly escalates material removal rates (MRR) and superficial fidelity, mitigating salient bottlenecks and augmenting the operational envelope of conventional AFF methodologies.
- I
-
Enhanced Material Removal Rates (MRR): Hybrid AFF techniques, using external forces such as ultrasonic energy or magnetic fields, accelerate material removal, making the process more efficient for high-demand applications, particularly in time-sensitive industries that require large-scale production.
- II
-
Improved Surface Finish Consistency: Hybrid AFF enhances surface finish uniformity, particularly for complex geometries or materials with varying hardness. Techniques such as ultrasonic-assisted AFF ensure better control over media flow, delivering consistent, high-quality finishes essential for precision applications, such as medical device manufacturing.
- III
-
Expanded Applicability to Hard-to-Machine Materials: Hybrid AFF effectively finishes hard-to-machine materials, such as superalloys and ceramics. Supplementary forces enhance the efficiency of abrasive media, enabling precise finishing of challenging materials.
- IV
-
Enhanced Precision for Complex Geometries: The growing complexity of components requires enhanced finishing precision, particularly for internal features. Hybrid AFF methods, including ultrasonic and rotational-assisted processes, provide superior control, ensuring effective material removal and surface smoothing in intricate geometries.
- V
-
Customization and Process Flexibility: The hybrid AFF paradigm exhibits inherent malleability, enabling bespoke parametric orchestration to address domain-specific exigencies encompassing substrate compositions, non-Euclidean morphologies, and interfacial topographies. Through meticulous calibration of ancillary stimuli such as sonic amplitude, electromagnetic flux density, and gyratory cadence, metrological dominion over conventional and elite-grade assemblies is realized.
- VI
-
Sustainability and Reduced Environmental Impact: Hybrid Abrasive Flow Finishing (AFF) processes enhance sustainability by reducing energy consumption, processing time, and material waste. Ultrasonic-assisted and magnetic field-assisted AFF offers eco-friendly alternatives, boosting efficiency and minimizing environmental impact, particularly in the aerospace and automotive sectors.
Hybrid paradigms have been engineered to surmount the endemic constraints of conventional AFF methodologies. These modalities amalgamate ancillary dynamic stimuli, including sonic oscillations, electromagnetic gradients, and rotational kinematics, within the canonical AFF framework, thereby amplifying procedural sophistication. The confluence of such supplementary force vectors mitigates the salient bottlenecks of conventional AFF, driving substantial increases in material removal rate (MRR), interfacial topography, and overall process governance.
Figure 15 delineates the classificatory hierarchy of Hybrid-based Abrasive Flow Finishing (HAFF) paradigms, accentuating remedial architectures for refining interfacial topography and excision throughput. The diagram categorizes these into Energy-Assisted AFF, Force-Assisted AFF, Combined Energy and Force-Assisted AFF, Other Hybrid Approaches, and Emerging Techniques. Each category includes mechanisms such as electrochemical polishing, ultrasonic vibrations, and magnetic fields, as well as technologies such as plasma and microbubbles. These classifications highlight the innovations that address the challenges of precision manufacturing.
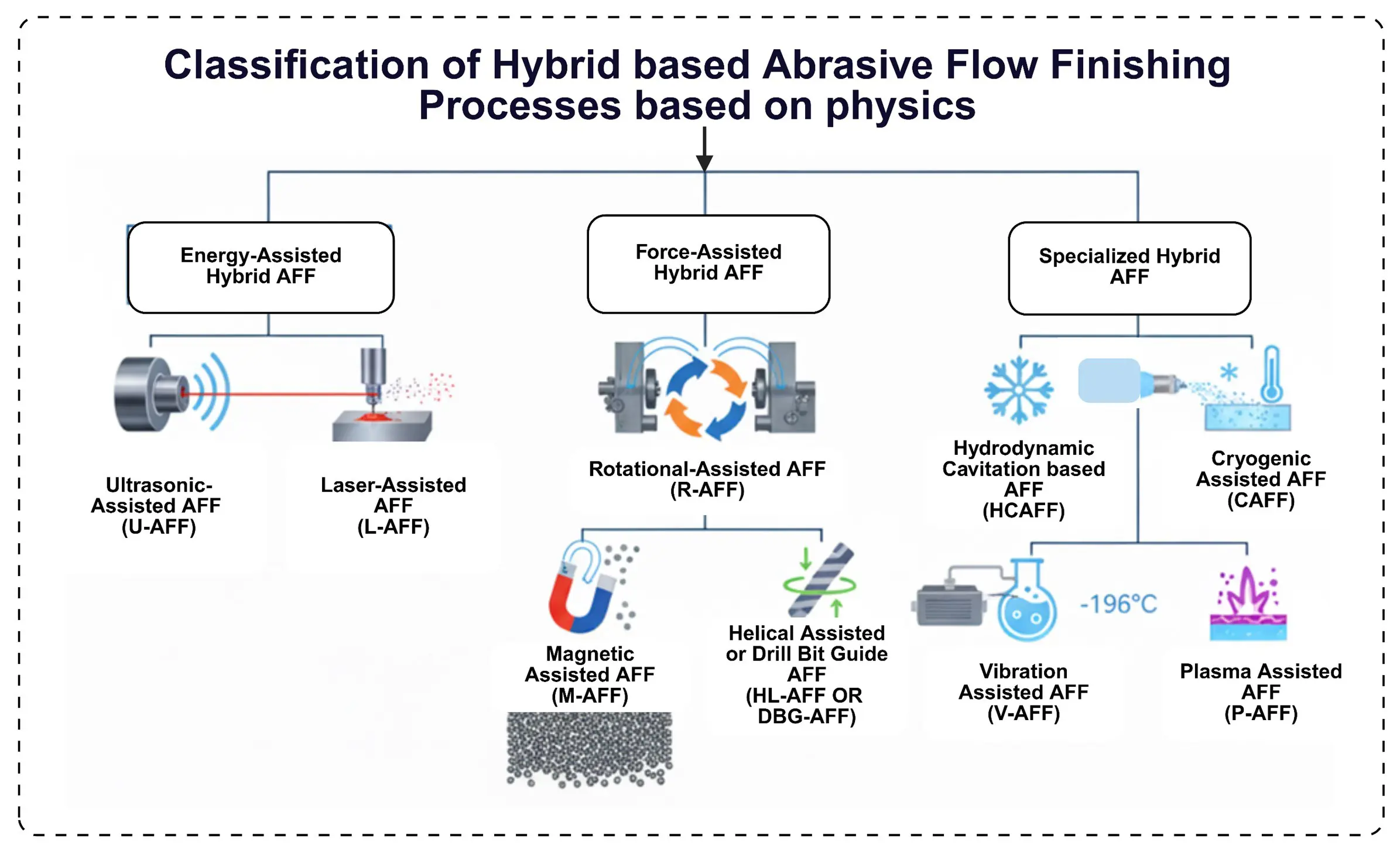
Figure 15. Hierarchical taxonomy of Hybrid-based Abrasive Flow Finishing (HAFF) paradigms delineated by physical principles.
3. Technological Developments in Hybrid-Based Abrasive Flow Finishing
Hybrid Abrasive Flow Finishing (HAFF) techniques represent a major advancement in precision manufacturing, addressing the challenges posed by complex geometries, hard-to-machine materials, and stringent surface-finish requirements [63,64]. HAFF processes are categorized into three types: (1) Energy-Assisted AFF, (2) Force-Assisted AFF, and (3) Combined Energy and Force-Assisted AFF. The classificatory schema subsumes remedial innovations engineered to amplify excision kinetics, refine superficial topography, and augment procedural versatility, as schematized in Figure 16. Hybrid Abrasive Flow Finishing (AFF) paradigms synergize ancillary dynamic stimuli encompassing sonic oscillations, electromagnetic gradients, and rotational kinematics with canonical abrasive flow kinematics to amplify excision kinetics, superficial topography, and procedural governance. These remedial architectures attenuate the endemic constraints of conventional AFF, catalyzing efficacious refinement of non-Euclidean morphologies.
The metamorphosis of AFF paradigms into hybrid architectures signifies a watershed in realizing superlative interfacial topographies, amplified material removal rates (MRR), and augmented procedural sophistication. These fused modalities engraft ancillary dynamic stimuli encompassing sonic oscillations, electromagnetic gradients, and rotational kinematics upon canonical AFF frameworks, thereby surmounting the endemic constraints of conventional methodologies. This exposition interrogates the evolutionary trajectory and ramifications of hybrid AFF variants, each conferring bespoke prerogatives in metrological nanofinishing.
3.1. Energy-Assisted Hybrid AFF
Energy-assisted Abrasive Flow Finishing (AFF) paradigms incorporate extraneous energetic infusions to augment the interfacial kinetics between the abrasive media and the substrate [55]. This confluence engenders amplified procedural sophistication, escalated material removal rates (MRR), and a refined superficial topography.
3.1.1. Ultrasonic-Assisted AFF (UAAFF)
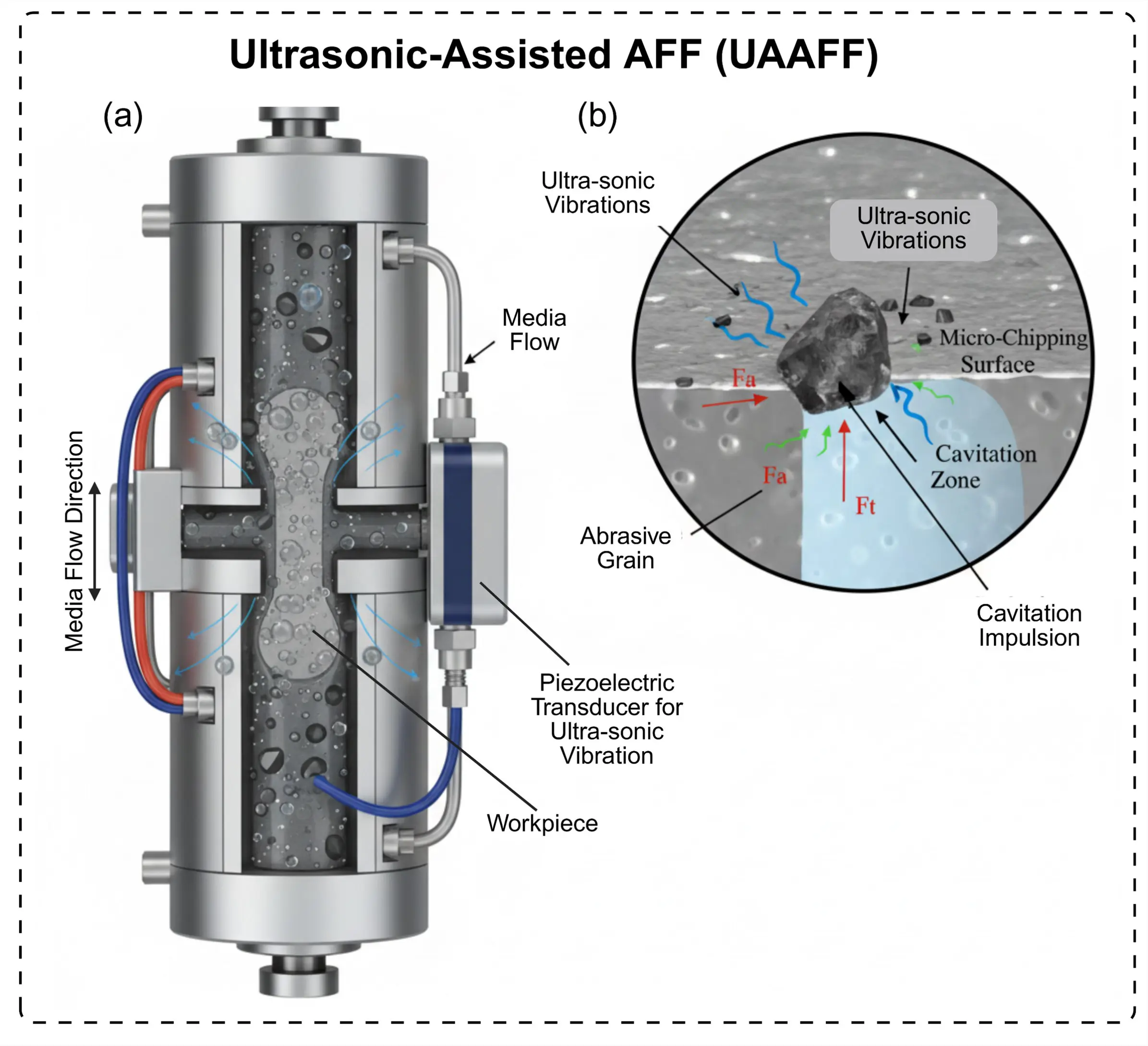
Ultrasonic-Assisted Abrasive Flow Finishing (UAAFF) constitutes an evolved augmentation of the Abrasive Flow Finishing (AFF) paradigm. By engrafting ultrasonic oscillations at elevated frequencies (20–40 kHz), UAAFF amplifies the interfacial kinetics between abrasive media and substrate strata. Sonic energy elicits nanoscale perturbations within abrasive grits, thereby escalating excision throughput and refining superficial topography [62].
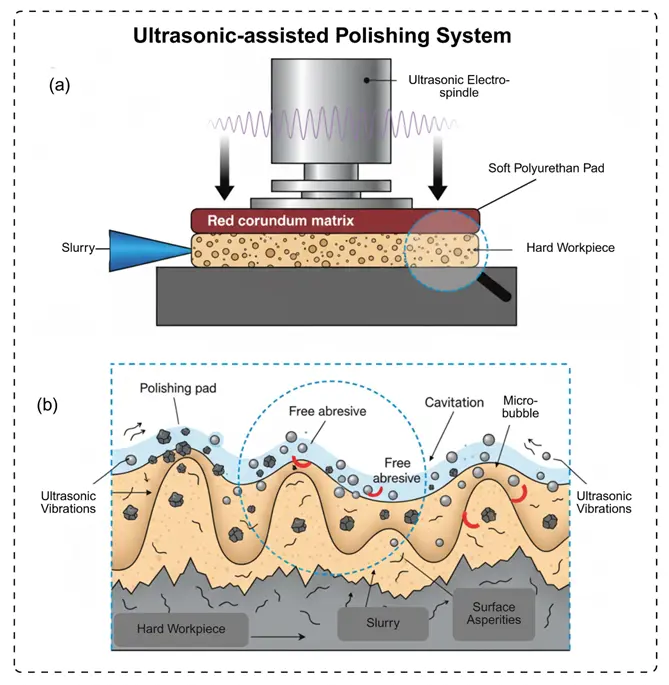
Ultrasonic vibrations profoundly modulate the interfacial boundary stratum between abrasive grits and substrate surfaces, augmenting particulate dispersity and kinetic engagement. This ablation vector confers metrological precision in excision, ameliorated superficial topography, and escalated material removal rates (MRR), with salient efficacy for recalcitrant substrates such as superalloys and ceramics. UAAFF attains sub-micrometric interfacial asperity (Ra ≈ 0.05 µm), rendering it preeminently apt for exigencies mandating superlative planarity, including osseointegrative prostheses, aeronautical fixtures, and refractive optics [73,74,132]. Sonic oscillations attenuate rheological impedance in the abrasive media, thereby amplifying procedural sophistication and excision homogeneity, even across labyrinthine morphologies. Figure 16 presents the diagrammatic archetype and empirical instantiation of the UAAFM apparatus deployed for bevel-gear interfacial amelioration.
The Ultrasonic-Assisted Abrasive Flow Polishing (UAAFP) apparatus is schematized, wherein Figure 17a delineates the systemic architecture, incorporating the sonic oscillator, centrifugal impeller, and recirculatory traversal of the abrasive slurry to the refinement effector. Figure 17b highlights the Strongly Constrained Space (SCS) regime, in which sonic wavefronts impinge on abrasive grits to amplify refinement potency. Figure 17c portrays the synergistic confluence of sonic wavefronts, cavitation effervescence, and vortical hydrodynamics, catalyzing efficacious substrate ablation at the interfacial stratum [133]. As schematized in Figure 17, this architecture profoundly amplified both excision throughput and superficial integrity.
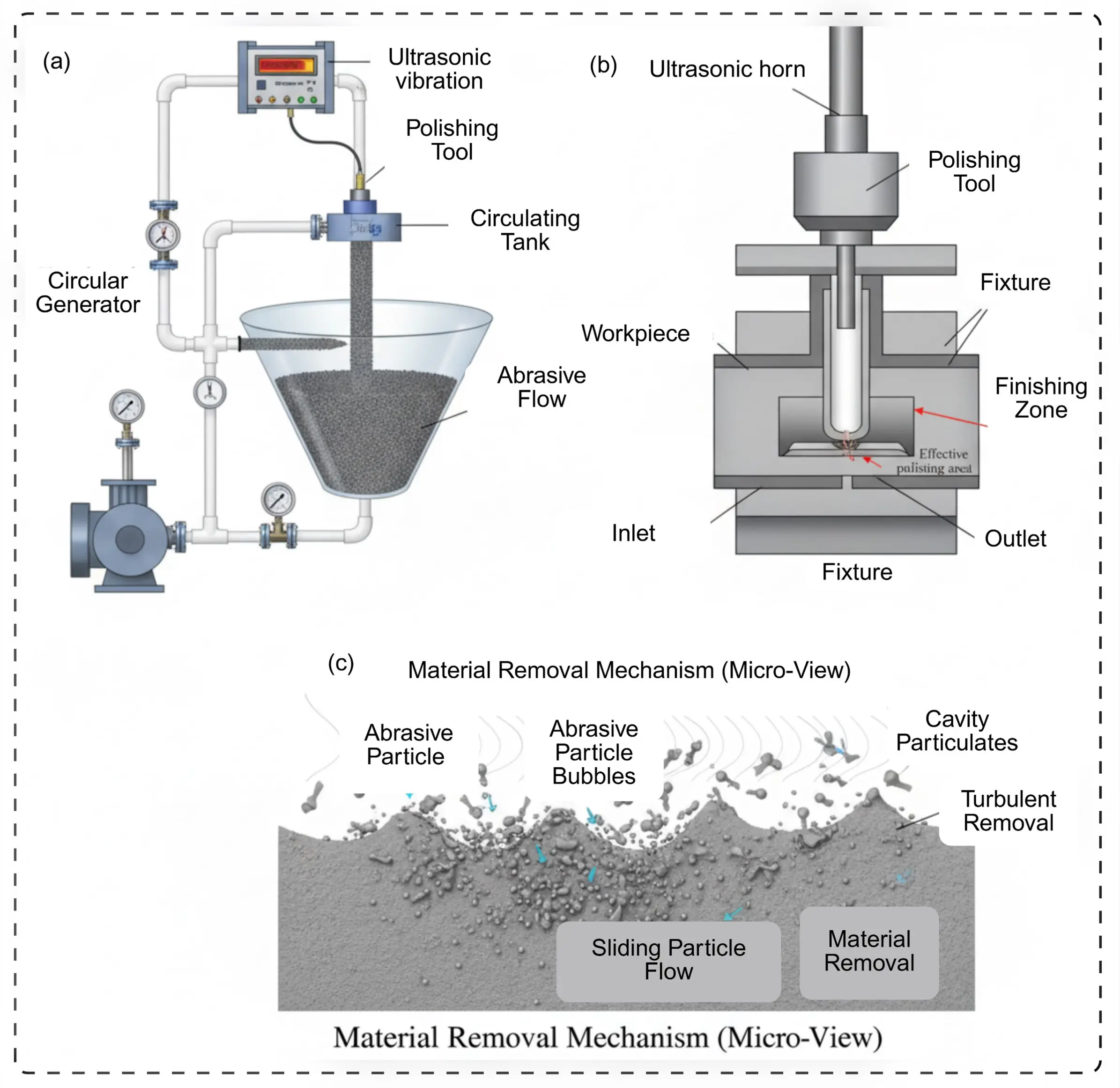
Figure 17. Setup for Ultrasonic-Assisted Abrasive Flow Polishing (UAAFF), Featuring Ultrasonic Waves and Abrasive Particles in the Strongly Constrained Space (SCS) to Enhance Material Removal via Cavitation-Induced Bubbles and Turbulent Sliding Flow, Incorporating Circulating Abrasive Tank, Vibration Actuation, and Teflon Tooling Configuration: (a) UAAFF Integrated Schematic and Hydraulic Drive System, (b) Ultrasonic Horn Assembly with Workpiece Fixture and Effective Polishing Zone, and (c) Microscopic MRR Mechanism [133].
Venkatesh et al. (2015) examined the effects of sonic oscillations on abrasive matrix traversal in Ultrasonic-Assisted Abrasive Flow Machining (UAAFM) paradigms using computational fluid dynamics (CFD) modeling. Their findings evinced that sonic perturbations (5–20 kHz) amplified grit-substrate interfacial impingement, thereby escalating material removal rates (MRR) and superficial topography. This inquiry underscores the salience of oscillation amplitude in modulating interfacial shear gradients, exerting negligible influence on matrix kinematics and pressure contours [67]. Such ingenuity profoundly refines the sophistication of canonical Abrasive Flow Machining (AFM) frameworks. As schematized in Figure 18, the empirical apparatus and simulational outputs corroborate the augmented efficacy of UAAFM through sonic augmentation [134].
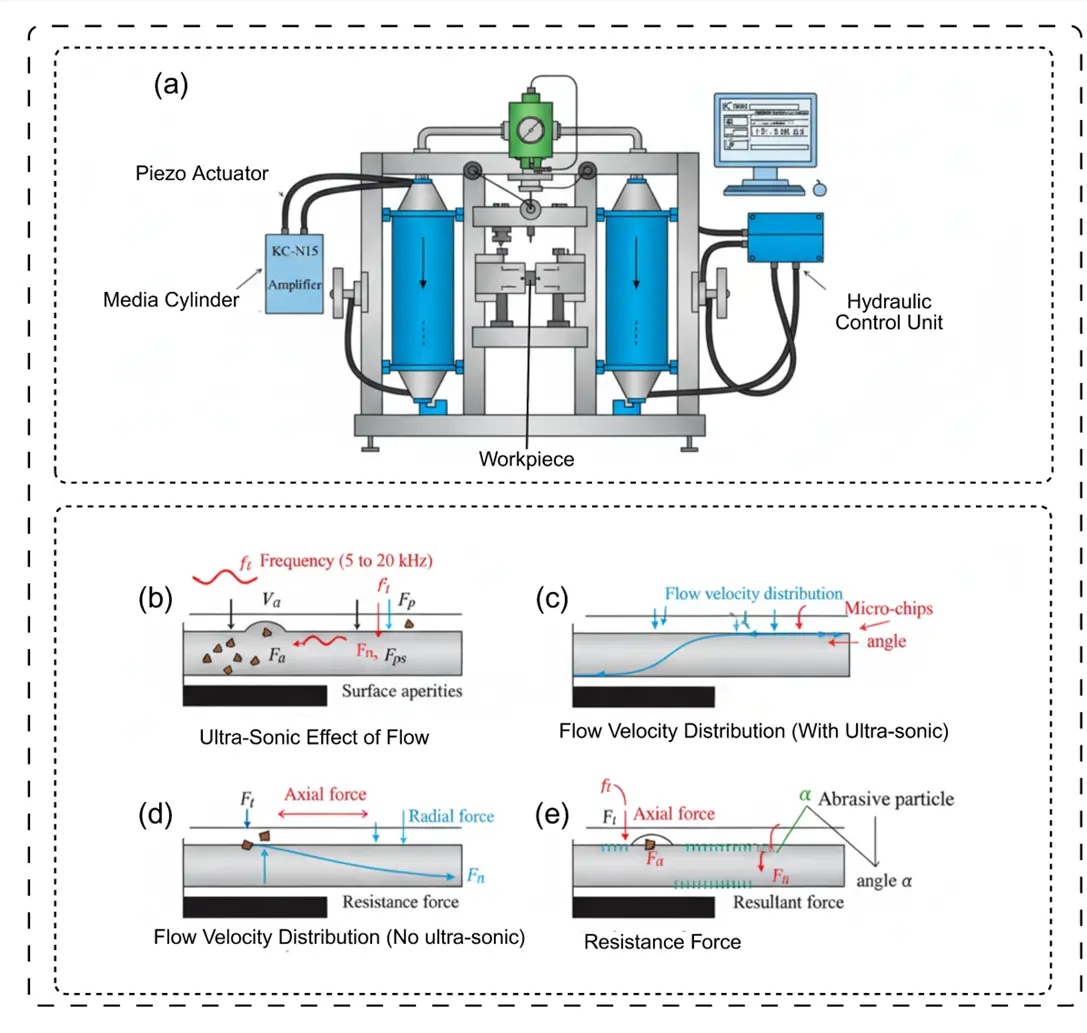
Figure 18. Schematic representation of the UAAFM setup and simulation results, showcasing the effect of ultrasonic vibrations on MRR mechanism and AFF media flow behavior: (a) Integrated hydraulic and piezoelectric actuation system with media cylinders and control Unit, (b) Ultrasonic effect on abrasive flow with frequency-induced cavitation and particle dispersion, (c) Simulated flow velocity distribution and micro-chip formation under ultrasonic influence, (d) Baseline flow velocity distribution without ultrasonic vibration, and (e) Resultant force analysis including axial, radial, & abrasive particle impact angles on resistance [134].
Compared to conventional AFF, UAAFF has been shown to reduce processing time by up to 30% while maintaining or even improving surface quality. This reduction in processing time, combined with high precision, renders UAAFF particularly beneficial for high-volume manufacturing applications, where cost-effectiveness and efficiency are critical [135,136,137]. The enhanced performance in UAAFF arises from the synergy between ultrasonic vibrations and the abrasive media, which generate localized regions of high pressure and temperature within the flow. This localized energy facilitates aggressive material removal without the need for excessive force, which is especially beneficial for processing hard-to-machine materials, complex geometries, and components that are susceptible to work hardening [73,138,139].
The Ultrasonic-Assisted Abrasive Flow Finishing (UAAFF) apparatus is schematized, delineating systemic architecture (A), grit-substrate interfacial kinetics (B), empirical instantiation (C), refinement effector morphology (D), and topographical contrast (E). The synergistic engraftment of sonic perturbations with electromagnetic governance amplified abrasive grit dispersity and vectorial exactitude, as rendered in Figure 19.
Ultrasonic-Magnetic AFF (UMAFF)
The Ultrasonic Magnetic-Assisted Abrasive Flow Finishing (UMAFF) paradigm synergizes sonic oscillations with electromagnetic governance to amplify grit dispersity and vectorial exactitude. The Ultrasonic-Assisted Rotational Magnetorheological Abrasive Flow Finishing (UA-RMRAFF) apparatus and regulatory interface for orchestrating the UA-RMRAFF framework are schematized in Figure 20.
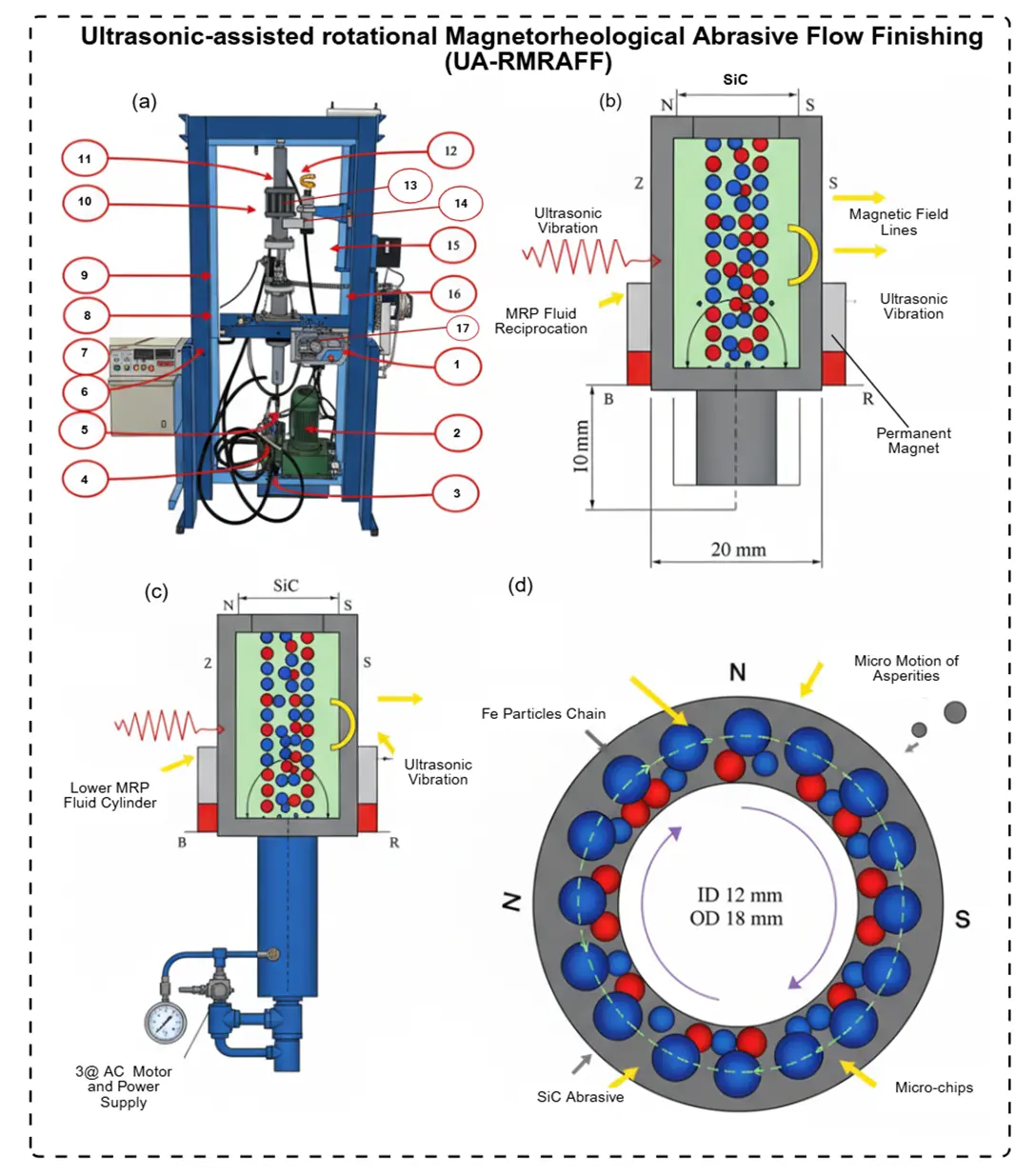
Figure 20. UA-RMRAFF apparatus and finishing mechanism: (a) An overview of UA-RMRAFF apparatus and method: 1: Operation panel, 2: 3-ɸ. A.C. (three-phase motor and pump, 3: hydraulic power unit, 4: pressure adjusting screw, 5: pressure gauge, 6: lower hydraulic cylinder, 7: limit switch, 8: Lower MRPF cylinder, 9: Upper MRPF Cylinder, 10: limit switch, 11: upper hydraulic cylinder, 12: upper plate, 13: mechanism of the upper MRPF cylinder mounting arm, 14: variable frequency drive (VFD), 15: gear wheel with chain, 16: motor, 17: Ultrasonic power supply, (b) Finishing zone schematic, (c) MR fluid cylinder cross-section, (d) Abrasive action details [141].
3.1.2. Laser-Assisted AFF (LAAFF)
Laser energy is introduced to the workpiece surface to facilitate better material removal while minimizing thermal damage. In LAFF, localized laser heating softens the workpiece material, enabling deeper abrasive penetration and more efficient material removal [142].
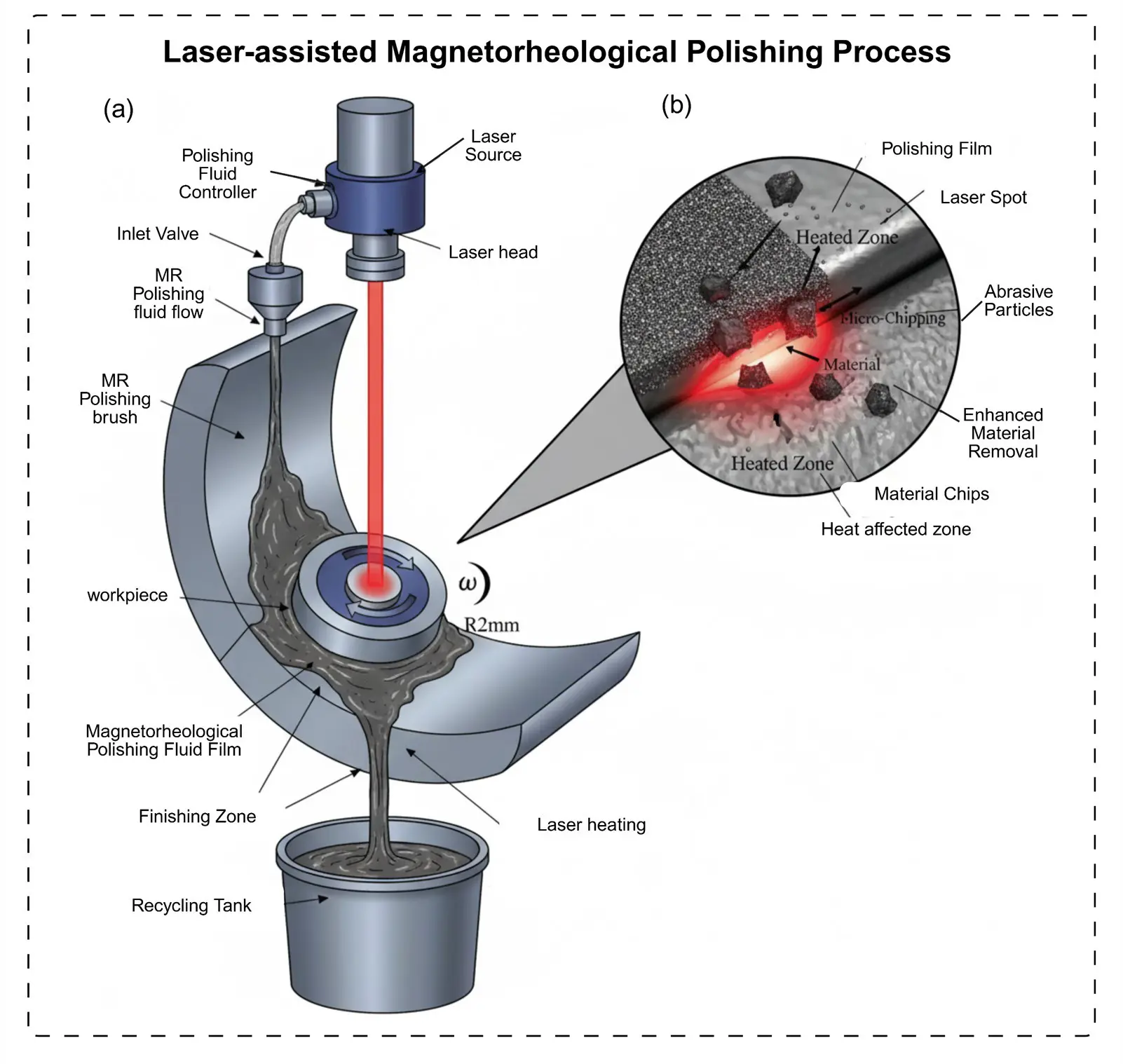
The Laser-Assisted Abrasive Flow Finishing (LAAFF) paradigm synergizes focalized photonic irradiation with canonical abrasive flow kinematics to amplify substrate ablation via localized interfacial tempering. This attenuation in substrate tenacity facilitates enhanced grit incursion, thereby catalyzing escalated excision efficacy, with a pronounced aptitude for recalcitrant substrates such as ceramics and case-hardened alloys [136]. An advanced variant of LAAFF, Laser-Assisted Magnetorheological Polishing (LAAFF-MRP), incorporates controlled laser energy applications to facilitate ultra-fine surface finishes. In this approach, the localized thermal effects of the laser are precisely applied to specific regions of the workpiece, minimizing thermal damage to surrounding areas. The integration of laser technology into the material removal process enables precise management, ensuring uniform polishing even on intricate geometries while preserving surface integrity. This hybrid approach is particularly beneficial for industries demanding ultra-fine surface finishes, such as optics, aerospace, and precision tooling, where achieving high precision is paramount [136,137,143].
As shown in Figure 21, this innovative approach highlights the potential of hybrid techniques integrated with the laser-assisted magnetorheological polishing technique to deliver a superior surface quality in demanding applications.
3.1.3. Electrochemical-Assisted Abrasive Flow (ECAFF)
This method combines electrochemical effects with abrasive flow, enhancing material removal in hard alloys.
Electrochemical-Assisted Abrasive Flow Finishing (ECAFF) synergizes the tenets of Electrochemical Machining (ECM) with Abrasive Flow Finishing (AFF) paradigms. Within this fused modality, the substrate manifests anodic decoalescence via electrolytic catalysis, engendering localized interfacial tempering. This attenuation of superficial tenacity diminishes abrasive impedance, thereby catalyzing efficacious excision kinetics. ECAFF evinces preeminent aptitude for galvanically responsive substrates, including Inconel superalloys and titanium matrices, yielding superlative outcomes in ameliorating recalcitrant metallic architectures [74,139].
The Electrochemical-Assisted Abrasive Flow Finishing (ECAFF) apparatus ordinarily incorporates a bespoke restraint for substrate immobilization and an electrolytic chamber catalyzing anodic decoalescence. Figure 22 schematizes the ECAFF paradigm, accentuating the synergistic interplay of electrolytic catalysis and abrasive impingement. The empirical instantiation of this configuration is depicted in Figure 22, which delineates the nylon restraint engineered for metrological alignment during operational iterations.
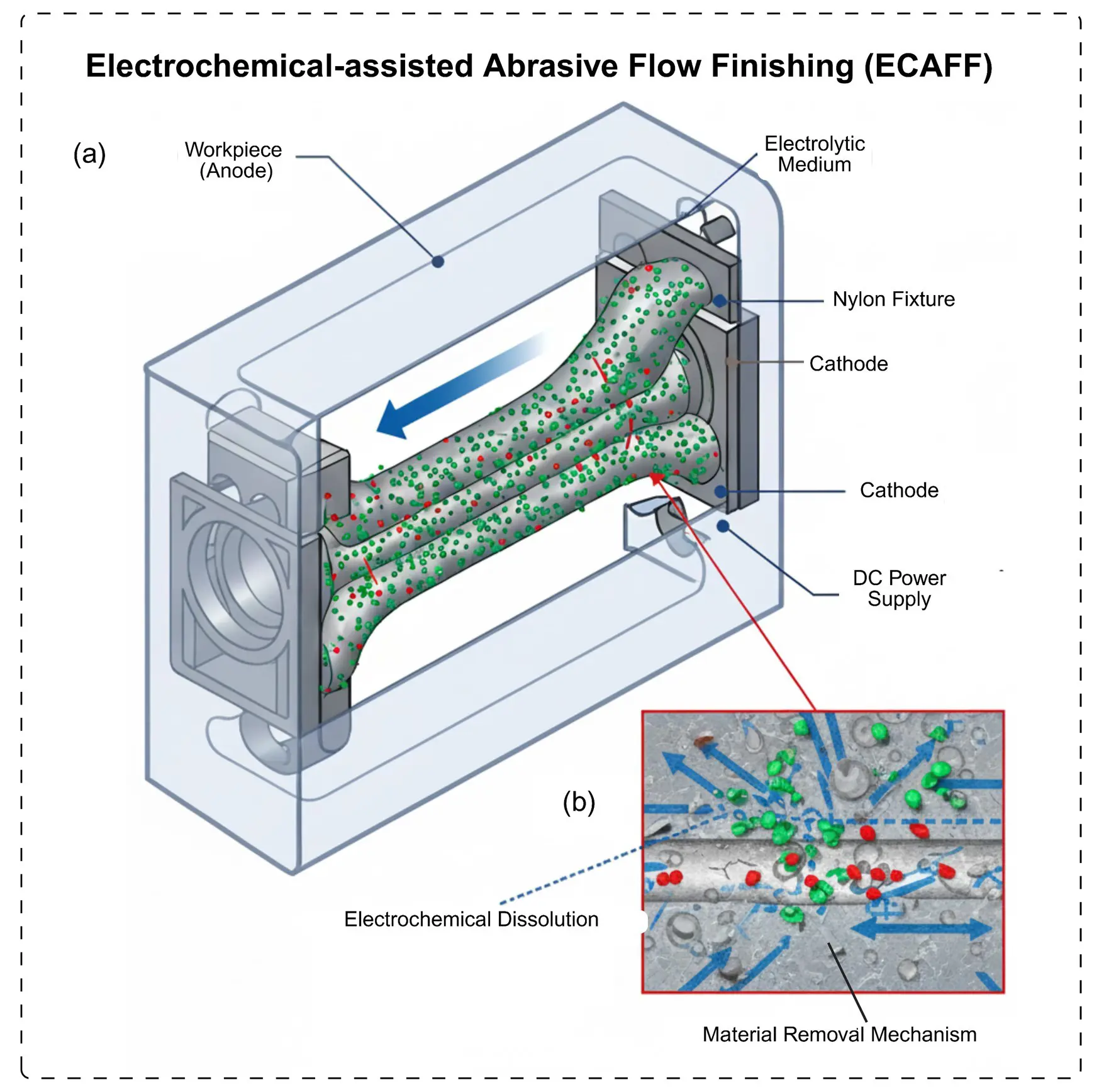
Figure 22. Schematic of the electrochemical-assisted abrasive flow finishing (ECAFF) process: (a) experimental setup with anodic workpiece, electrolytic slurry flow, and cathodic configuration, (b) detailed view of synergistic electrochemical dissolution and abrasive material removal at the interface [75].
Enhanced Surface Finish: ECAFF delivers ultra-fine finishes on complex geometries, often surpassing those achieved with traditional methods. Reduced Tool Wear: The electrochemical reaction reduces the mechanical load on the abrasives, prolonging the media life and decreasing costs. This method is ideal for the aerospace, biomedical, and high-precision engineering industries [74,135,139].
3.2. Force-Assisted Hybrid AFF
These techniques incorporate mechanical forces to improve precision and material removal.
3.2.1. Magnetic-Assisted AFF (MFAFF)
Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) harnesses electromagnetic gradients to modulate the kinematics of ferromagnetic abrasive grits sequestered within the refinement matrix. These gradients confer oriented alignment and enhanced impingement kinetics on the grits at substrate interfaces, engendering nanometric interfacial asperities and regulated excision trajectories. This technique is particularly advantageous for finishing ferromagnetic materials, where precise control of abrasive forces is essential for achieving the desired surface characteristics. It provides controlled particle alignment for the superior finishing of ferromagnetic materials [132]. The designed MAF tool for flat-surface finishing is illustrated in Figure 23.
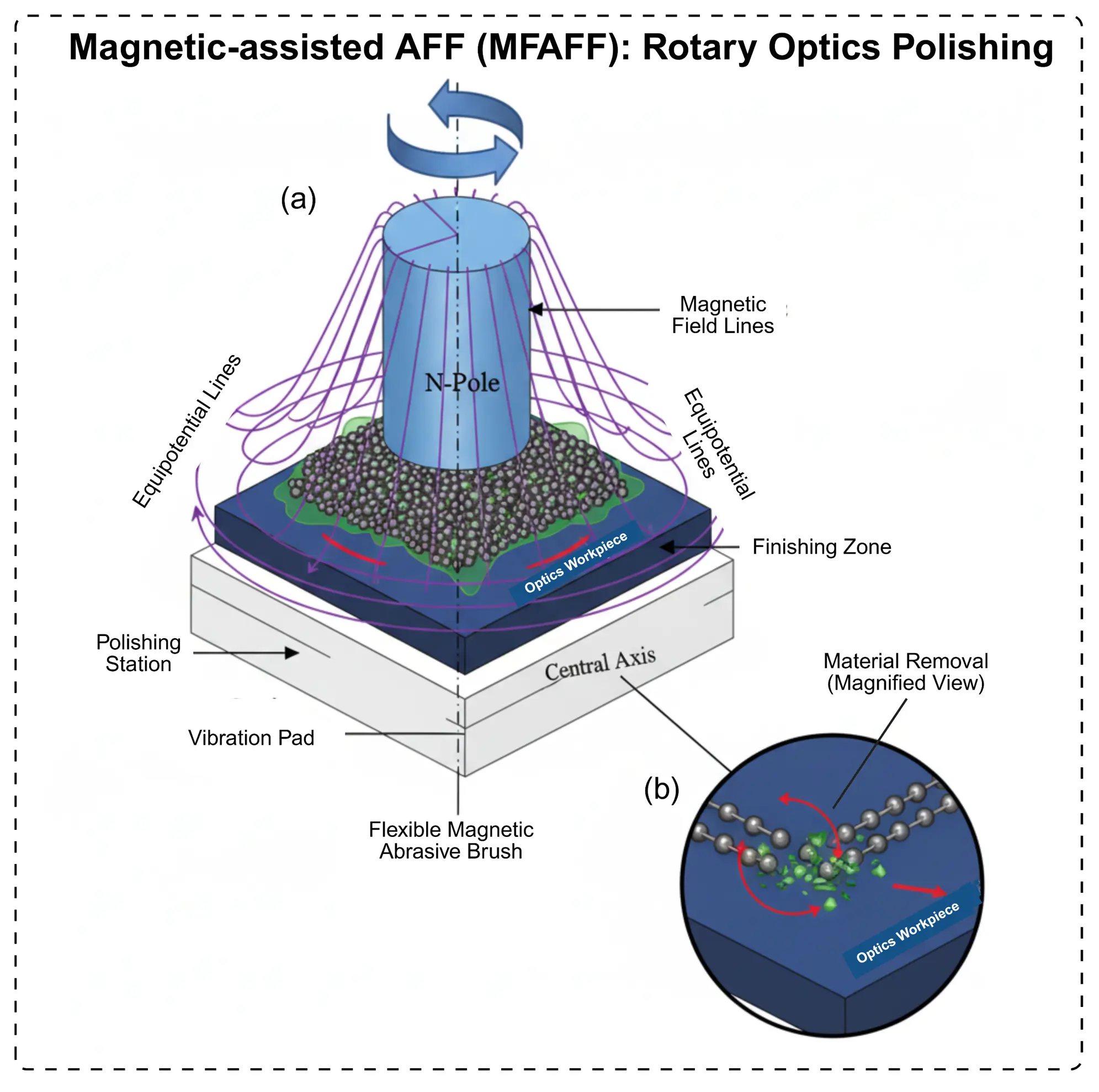
Figure 23. Schematic of the magnetic-assisted abrasive flow finishing (MFAFF) process for rotary optics: (a) integrated setup with rotating workpiece, n-pole magnet, and field-controlled abrasive brush, (b) close-up of flexible brush interaction and directional material removal at the optics interface [144].
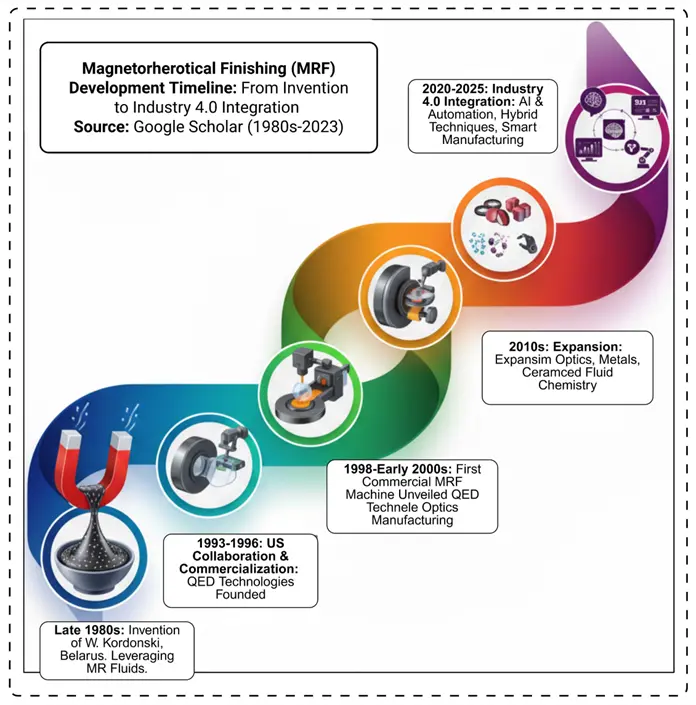
The development of magnetorheological (MR) polishing technology, as illustrated in Figure 24, originated from the identification of magnetic fluid properties in 1948. In 1974, the concept of MR polishing was formulated, leading to the creation of the prototype in 1992. Subsequent advancements facilitated its commercialization in 1997 by QED Technologies, establishing MR polishing as a critical tool for precision applications. This technology has since been employed in the defense, medical, and civil engineering sectors for high-precision tasks, such as semiconductor wafer and optical mirror polishing. Recent advancements in the 2020s have further integrated with Industry 4.0, enhancing control and efficiency, thereby rendering MR polishing indispensable for producing advanced optical and precision components.
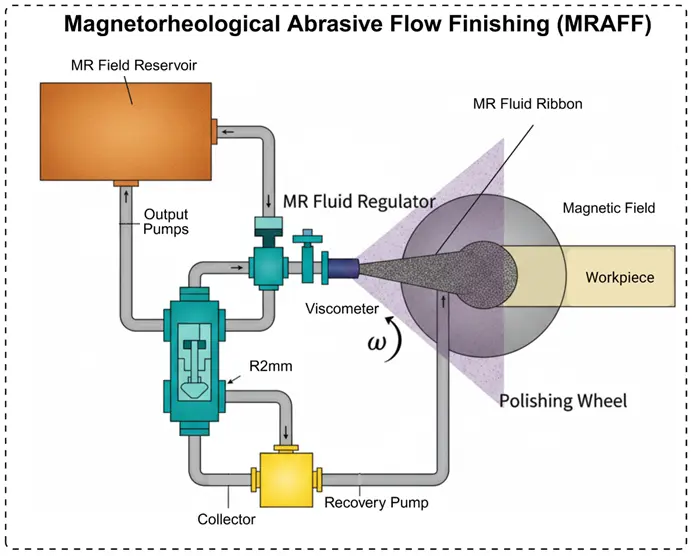
Magnetorheological Abrasive Flow Finishing (MRAFF) harnesses magnetorheological (MR) fluids to govern the trajectories of abrasive grits. Electromagnetic gradients precipitate instantaneous rheological reconfiguration of the MR matrix, thereby imparting meticulous oversight of particulate impingement and elevating refinement metrology, with salient efficacy for labyrinthine morphologies. This technique is particularly suitable for microtools, MEMS components, and advanced optical systems. MRAFF is distinguished by its high adaptability, exceptional precision, and enhanced control over the abrasive medium, rendering it an indispensable process in advanced manufacturing and microfabrication sectors. The MRAFF setup, illustrated in Figure 25, comprises critical components such as the MR fluid reservoir, polishing wheel, nozzle, and workpiece, all of which are regulated by a magnetic field to ensure precise finishing.
Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) harnesses electromagnetic gradients to govern the trajectories of abrasive grits, thereby amplifying metrological exactitude and procedural sophistication. Through calibrated modulation of flux density and vectorial disposition, MFAFF confers meticulous dominion over interfacial topography, with pronounced efficacy in ameliorating [73,74,132]. The effectiveness of Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) paradigms hinges primarily on the use of engineered ferromagnetic abrasive matrices. These matrices comprise ferromagnetic grits such as iron or cobalt alloy particulates sequestered within a viscoelastic oligomeric scaffold. Under electromagnetic gradients, these grits orient along flux trajectories, engendering vectorial abrasive impingement. This orchestrated alignment not only escalates shear transduction but also confers meticulous governance, thereby enabling MFAFF to realize nanometric interfacial homogeneity surpassing that of canonical Abrasive Flow Finishing (AFF) methodologies [135,136].
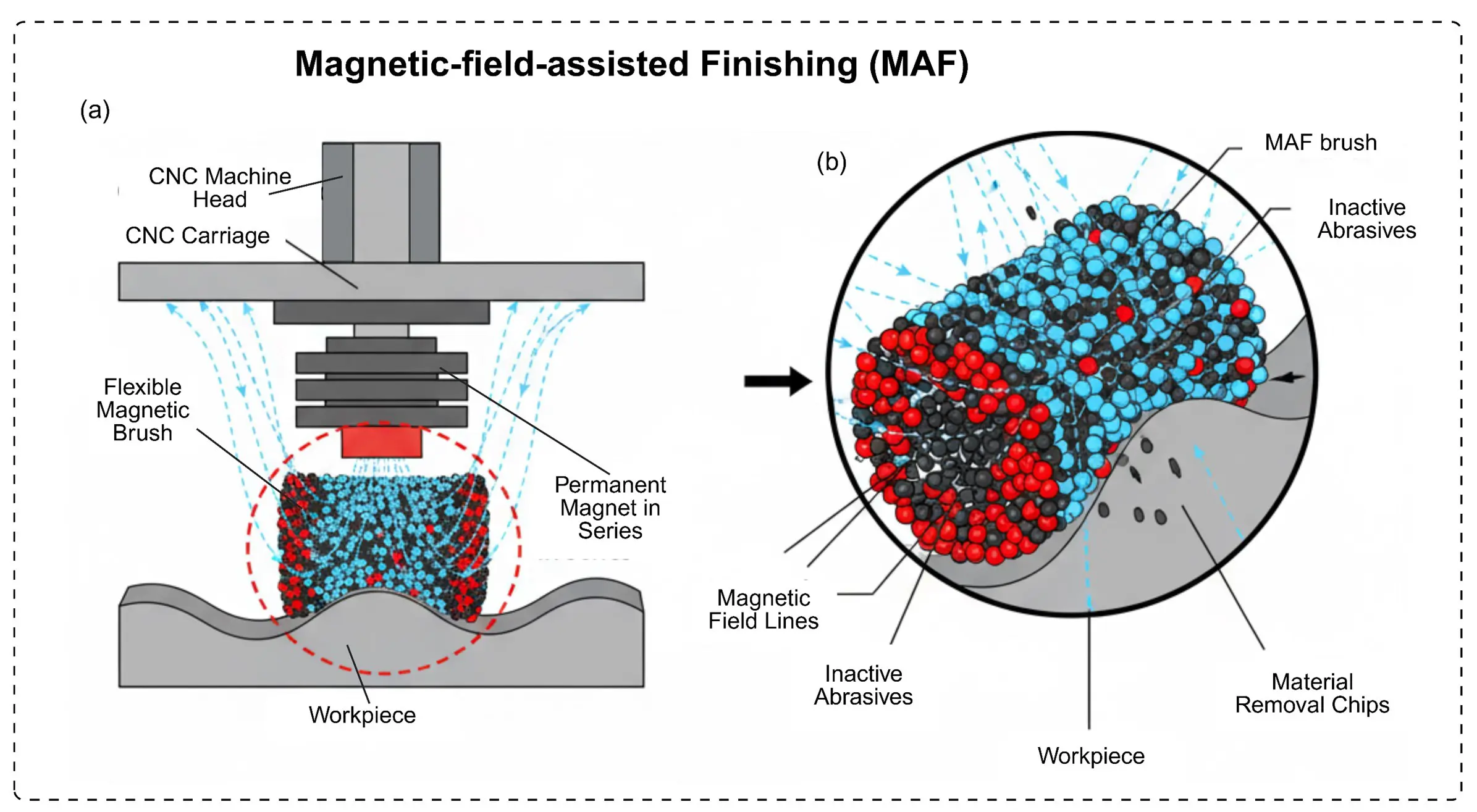
The Magnetic Field-Assisted Finishing (MAF) paradigm within a CNC milling architecture is schematized, in which a ferromagnetic effector, driven by the spindle, interfaces with the MAF brush. The substrate remains immobilized upon the translational carriage, facilitating unidirectional traversal during refinement. Abrasive grits sequestered within the MAF brush coalesce into ferromagnetic lattices oriented along flux trajectories. The interfacial grits engaging the substrate constitute active abrasives, orchestrating substrate ablation. Figure 26 delineates this procedural instantiation.
Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) produces superlative interfacial topographies, with nanometric asperity (Ra ≈ 0.02 µm), and demonstrates preeminent efficacy for non-Euclidean or fragile assemblies. The controlled magnetic field precisely modulates abrasive force, preventing over-finishing and damage while enhancing abrasive particle impact, leading to higher material removal rates (MRR). This combination of fine surface quality and efficient material removal renders MFAFF ideal for hard, wear-resistant materials and complex geometries [137,138]. A key advantage of the MFAFF is its exceptional process control and flexibility. The ability to adjust the magnetic field strength and orientation in real time allows operators to fine-tune the finishing process. This capability makes Magnetic Field-Assisted Finishing (MFAFF) highly adaptable to various materials and geometric shapes. MFAFF evinces preeminent aptitude for metrological exigencies, notably in aeronautical and biomedical implant domains. Its malleability and potency are corroborated by the reproducible attainment of superlative interfacial topographies across heterogeneous implementations [73,139].
3.2.2. Rotational-Assisted AFF (RAFF)
Rotational Abrasive Flow Finishing (RAFF) augments canonical Abrasive Flow Finishing (AFF) paradigms by engrafting gyratory kinematics to either substrate assemblies or abrasive matrices. This rotational augmentation amplifies grit-substrate interfacial impingement, perpetuating the stochastic redistribution of abrasive particulates. It attenuates localized erosional heterogeneity, engendering isotropic superficial homogeneity and mitigating the endemic constraints of traditional AFF methodologies, notably procedural constancy and topographical uniformity [73,74]. The engraftment of gyratory kinematics in Rotational Abrasive Flow Finishing (RAFF) paradigms profoundly amplifies the interfacial mechanics between abrasive grits and substrate assemblies, thereby catalyzing escalated excision throughput. This modality evinces preeminent utility for axi-symmetric or rotational contours, wherein topographical isotropy is paramount. Interfacial topography underpins superlative functional efficacy, and RAFF manifests exceptional aptitude in ameliorating precision artifacts, such as helical gears and rotary shafts. The stochastic reconfiguration of abrasive grits amid erosional attrition attenuates superficial undulations, rendering RAFF singularly apt for metrological nanofinishing imperatives [132,135].
Rotational Abrasive Flow Finishing (RAFF) paradigms profoundly amplify material removal rates (MRR) and interfacial topography relative to traditional Abrasive Flow Finishing (AFF) methodologies. Gyratory kinematics attenuate superficial anomalies encompassing nanoscale incisions and anisotropic erosional gradients, thereby engendering homogeneous and compliant topographies aligned with sectoral imperatives. Moreover, through calibrated modulation of rotational cadence and vectorial disposition, procedural adaptability is realized, conferring bespoke aptitude for ultra-minute interfacial refinements on metrological artifacts [136,137,138].
The inherent malleability of Rotational Abrasive Flow Finishing (R-AFF) paradigms confers bespoke applicability across heterogeneous substrate compositions and non-Euclidean morphologies, enabling parametric orchestration for domain-specific refinement imperatives. Beyond canonical Abrasive Flow Finishing (AFF) governance, R-AFF engrafts vectorial rotational calibration, thereby amplifying interfacial topography and homogeneity. This configurational versatility evinces preeminent utility in vehicular, aeronautical, and metrological engineering landscapes. The proficiency of R-AFF in interrogating disparate substrates and architectures enshrines it as a cornerstone modality in contemporary nanofinishing frameworks [73,139]. The R-AFF paradigm augments substrate excision kinetics and interfacial topography by engrafting gyratory kinematics into canonical Abrasive Flow Finishing (AFF) frameworks. Empirical inquiries evince that R-AFF attenuates surface roughness (ΔRa) by 44% and escalates material removal by 81.8%, wherein micro-crosshatch lattices engender lubricative facilitation [148].
Figure 27 schematizes an evolved Abrasive Flow Machining (AFM) paradigm augmented with gyratory kinematics (R-AFF). The superior segment delineates the systemic instantiation, incorporating a DC servo actuator for rotational propulsion, a hydraulic ram and lubricant reservoir for matrix extrusion, a thermal regulation module, and a command interface. It further portrays AFF matrix formulation via the amalgamation of an oligomeric scaffold with Sic grits. The inferior segment furnishes a sectional orthographic projection of the rotational effector, accentuating the gear train (drive gear, idler gear, subordinate gear), restraint plinths (superior and inferior), substrate cradle, and the traversal locus of AFF media through the interfacial conduit for metrological refinement.
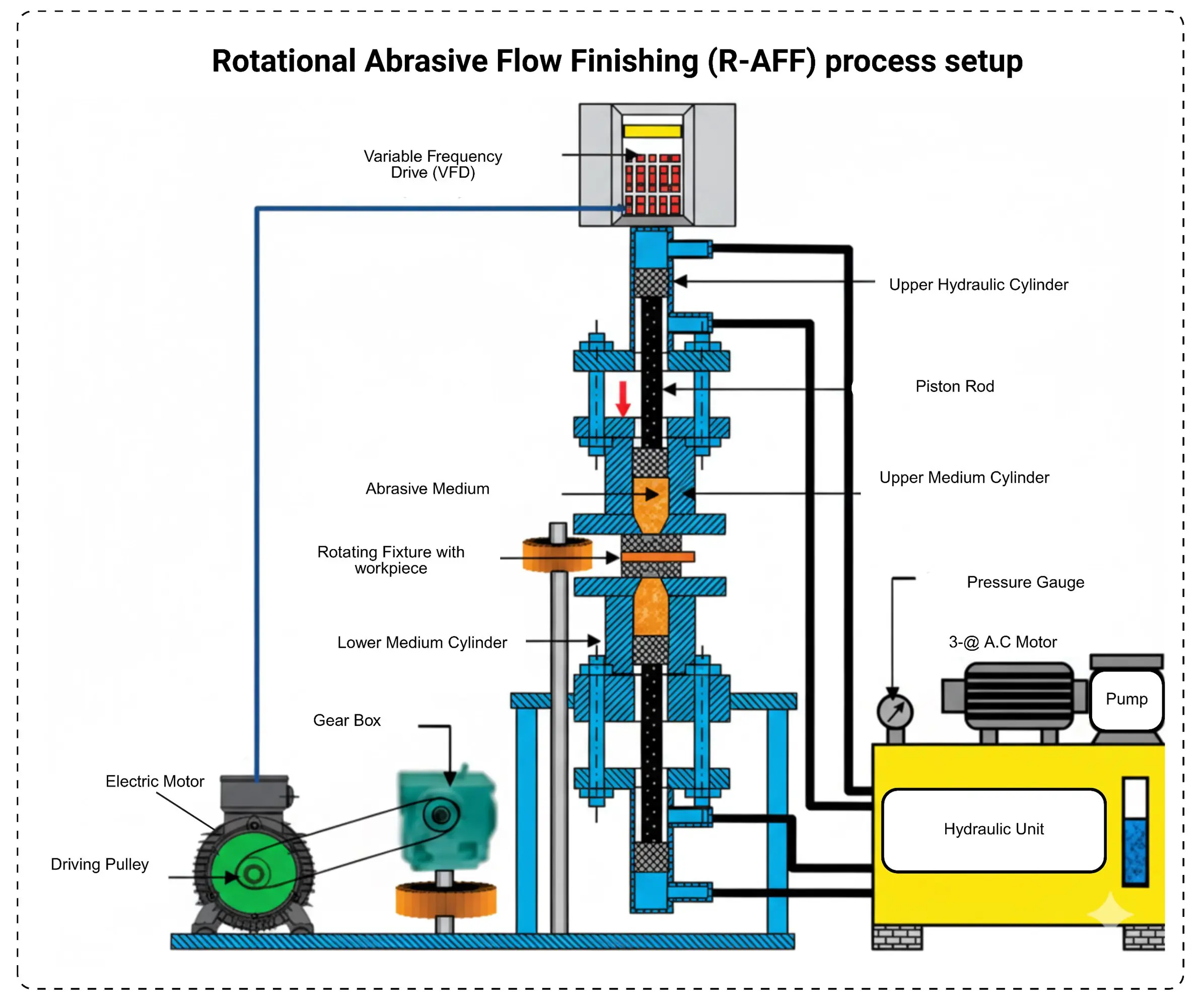
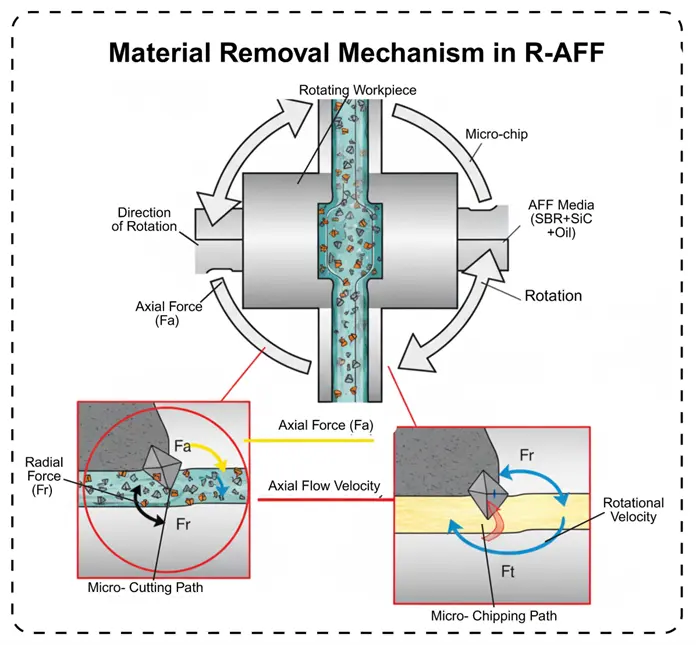
Figure 28 schematizes the bimodal ablation dynamics in Rotational Abrasive Flow Finishing (R-AFF), wherein a viscoelastic AFF matrix (SBR + SiC + oil) is propelled into a gyratory cylindrical substrate under longitudinal actuation (Fa) and hydrodynamic transit, precipitating centripetal force (Fr) and circumferential force (Ft). This engenders micro-incision trajectories via abrasive severance at the vanguard interface and micro-fracture loci through decoalescence at the rearguard, with expelled ablation fragments catalyzing isotropic superficial homogeneity.
The instantiation of the Rotational Magnetorheological Abrasive Flow Finishing (R-MRAFF) paradigm is schematized in Figure 29a, delineating its cardinal constituents, and in Figure 29b, the intricate substrate restraint.
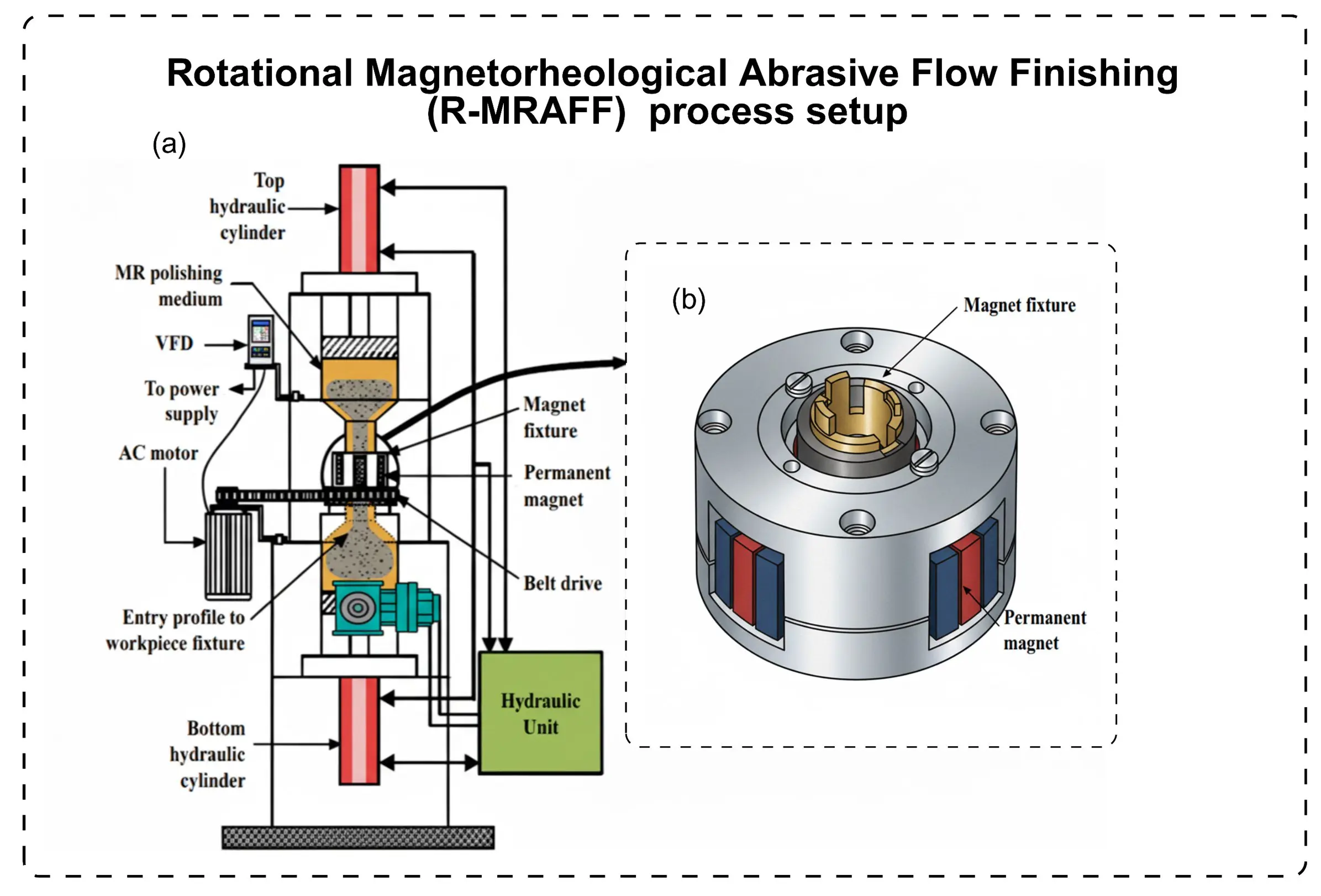
Figure 29. Diagrammatic archetype of the Rotational Magnetorheological Abrasive Flow Finishing (R-MRAFF) paradigm: (a) Synergistic hydraulic propulsion, MR matrix conveyance, and belt-propelled gyratory architecture; (b) Magnified depiction of permanent magnetic restraint with polar array and spindle linkage [150].
3.2.3. Helical-Assisted AFF (HLX-AFF)/Drill Bit-Guided AFF (DBG-AFF)
Helical-Assisted Abrasive Flow Finishing (HLX-AFF) engrafts vortical kinematics into canonical Abrasive Flow Finishing (AFF) paradigms. This helical traversal profoundly augments the rheological kinetics of the abrasive matrix, thereby escalating material removal rates (MRR) and engendering interfacial homogeneity. HLX-AFF manifests exceptional aptitude for refining non-Euclidean morphologies and recalcitrant substrates, as the vortical propulsion catalyzes exhaustive areal coverage and optimized grit-substrate impingement. Figure 30 illustrates schematic and underlying mechanisms of two advanced abrasive flow finishing (AFF) variants: Helical-Assisted AFF (HLX-AFF) and Drill Bit-guided AFF (DBG-AFF). The unified diagram depicts the experimental apparatus and tooling assembly for both processes. The HLX-AFF system enhances the traditional AFF process by incorporating a helical flux path within the fixture. This design imparts a controlled spiral motion to the abrasive media, significantly intensifying particle vorticity and contact dynamics. This confluence engenders an optimized micro-abrasive ablation vector, catalyzing amplified material removal rates (MRR) and isotropic superficial homogeneity, with preeminent utility for labyrinthine internal architectures [75].
Conversely, the DBG-AFF process utilizes a rotating drill bit as a guiding and activating tool for the abrasive media. This setup precisely controls extrusion pressure and abrasive flow, generating an Intense Micro-AFF action that effectively removes microchips from the workpiece surface. The right side of Figure 30 details this internal material-removal mechanism, highlighting the synergistic interaction between the guided tool and the abrasive medium to achieve precise finishing [151,152].
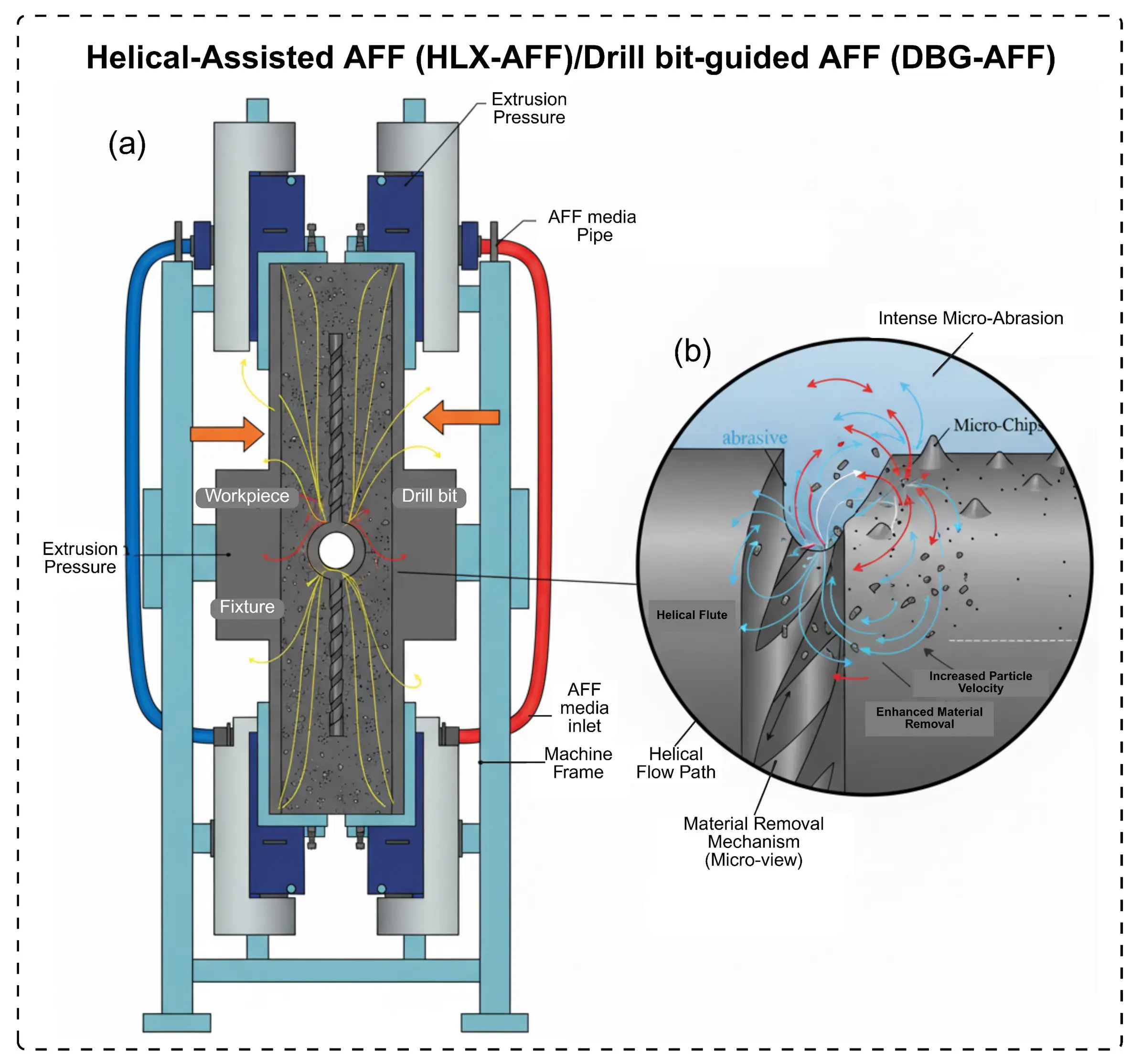
Figure 30. Diagrammatic archetype of Helical-Assisted and Drill Bit-Guided Abrasive Flow Finishing (HLX-AFF/DBG-AFF) paradigms: (a) Restraint instantiation incorporating propulsion conduits, helical borer, and hydrodynamic traversal vectors; (b) Magnified portrayal of vortical abrasion augmentation, helical channel impingement, and micro-ablation genesis [153].
3.3. Specialized Hybrid AFF
3.3.1. Cryogenic-Assisted AFF (CAFF)
Cryogenic-Assisted Abrasive Flow Finishing (AFF) utilizes cryogenic cooling [154], wherein the deployment of liquid nitrogen (LN2) or analogous cryofluids augments the tenacity and incisive potency of abrasive grits. This thermodynamic modulation catalyzes escalated material removal rates, attenuated thermal perturbations, and refined superficial topography, conferring preeminent efficacy for ultrarefractory substrates, including aeronautical superalloys and engineered ceramics. Cryogenic-Assisted AFF (CAFF) enshrines a cornerstone modality for metrological nanofinishing imperatives within aeronautical and vanguard fabrication landscapes.
Cryogenic temperatures applied during abrasive waterjet cutting improve the surface integrity by lowering wear, plowing, and particle contamination. CAFF additionally leads to increased compressive residual stress and hardness, and a more uniform roughness profile with improved functional performance compared with conventional methods. This minimizes the thermal damage during CAFF, making it highly effective for precision manufacturing [155]. Zhang et al. (2025) interrogated the ramifications of disparate cryogenic cooling gradients on abrasive grit incorporation during cryogenic abrasive air-jet machining (CAJM) of polydimethylsiloxane (PDMS) substrates. Their empirical delineation pinpointed threshold operational regimes that attenuate particulate embedment and catalyze ameliorated interfacial topography [156]. Figure 31 depicts the configuration for Cryogenic-Assisted Abrasive Flow Finishing (CAAF) and includes micrographs comparing the surface finishes of the AWJ and CAAWJ.
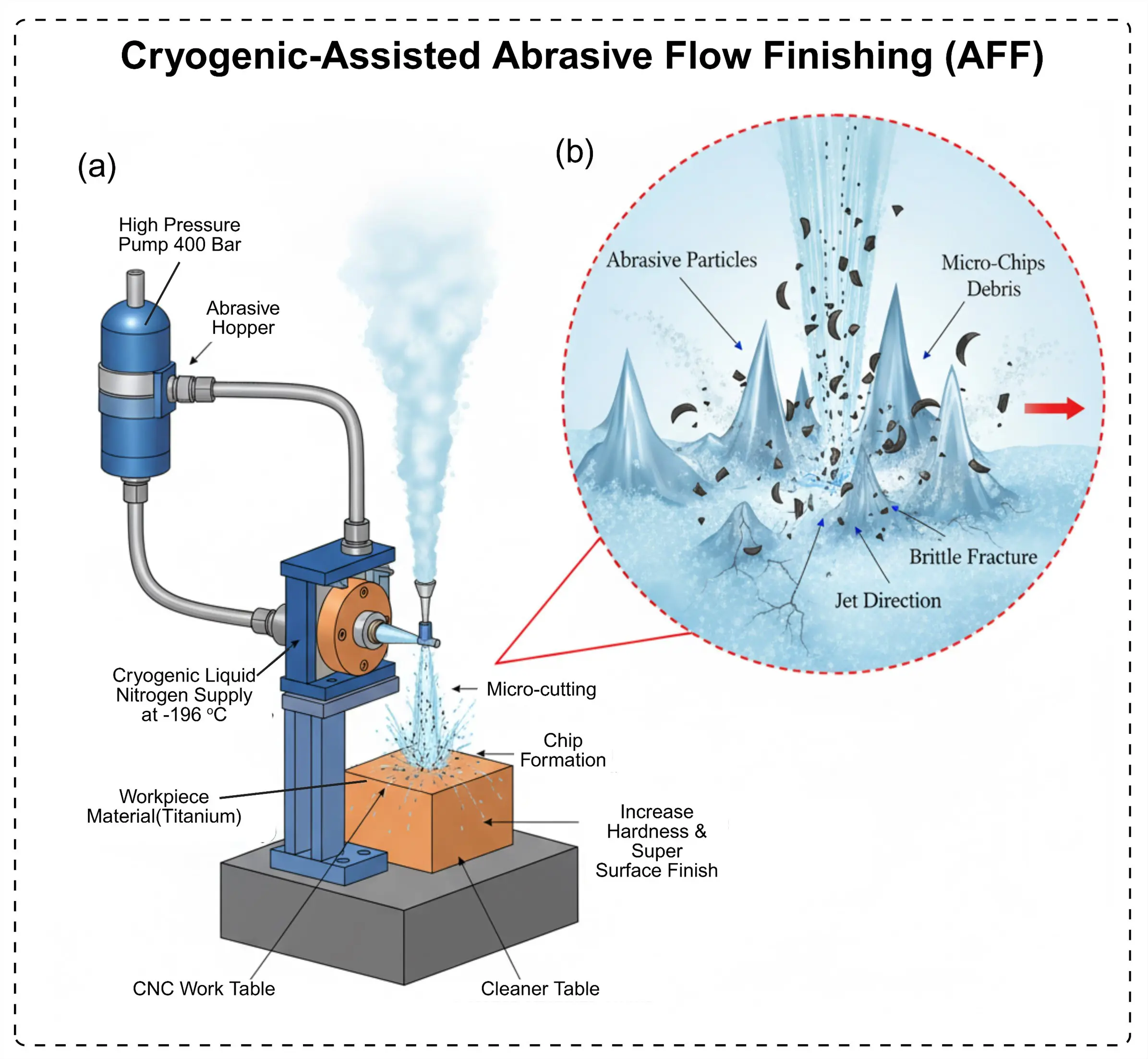
Figure 31. Schematic of Cryogenic-Assisted Abrasive Flow Finishing (AFF) Process: (a) High-Pressure Abrasive Hopper, Nozzle Jetting, and Cryogenic Nitrogen Integration on CNC Table, (b) Detailed Abrasive Particle Impact, Brittle Fracture Propagation, and Micro-Chip Formation for Enhanced Surface Hardness [155].
3.3.2. Hydrodynamic-Assisted AFF (HAFF)
Hydrodynamic-Assisted Abrasive Flow Finishing (HAFF) synergizes elevated-pressure hydrodynamic regimes with abrasive matrices to amplify material removal rates (MRR) and refine superficial topography. This modality propels traditional Abrasive Flow Finishing (AFF) paradigms by leveraging fluidic traversal to orchestrate abrasive grit kinematics, thereby catalyzing efficacious refinement of non-Euclidean morphologies and recalcitrant substrates [157,158]. Contemporary inquiries evince that Hybrid Abrasive Flow Finishing (HAFF) paradigms attenuate surface roughness (Ra) by exceeding 90% while amplifying material removal rates (MRR) by 80%, ascribable to the confluence of hydrodynamic cavitation and micro-abrasive interfacial kinetics. This method is particularly effective for internal features in additively manufactured components, where conventional techniques are often inadequate. Wang et al. (2024) proffered a cavitation-augmented abrasive flow refinement modality that leverages a Venturi conduit, resulting in a 60% increase in excision kinetics relative to traditional paradigms [159]. Furthermore, Nagalingam et al. (2023) proffered a pioneering hydrodynamic cavitation abrasive finishing (HCAF) modality for ameliorating laser-powder-bed-fused Inconel 625 interfacial topographies, evincing profound refinements in superficial fidelity concomitant with amplified excision kinetics [160].
Figure 32 schematizes the architectural instantiation and parametric orchestration of the Hydrodynamic Cavitation Abrasive Finishing (HCAF) paradigm, accentuating cardinal constituents such as the HCAF enclosure, manometric indicators, and hydrodynamic regulators, which catalyze efficacious grit-mediated refinement.
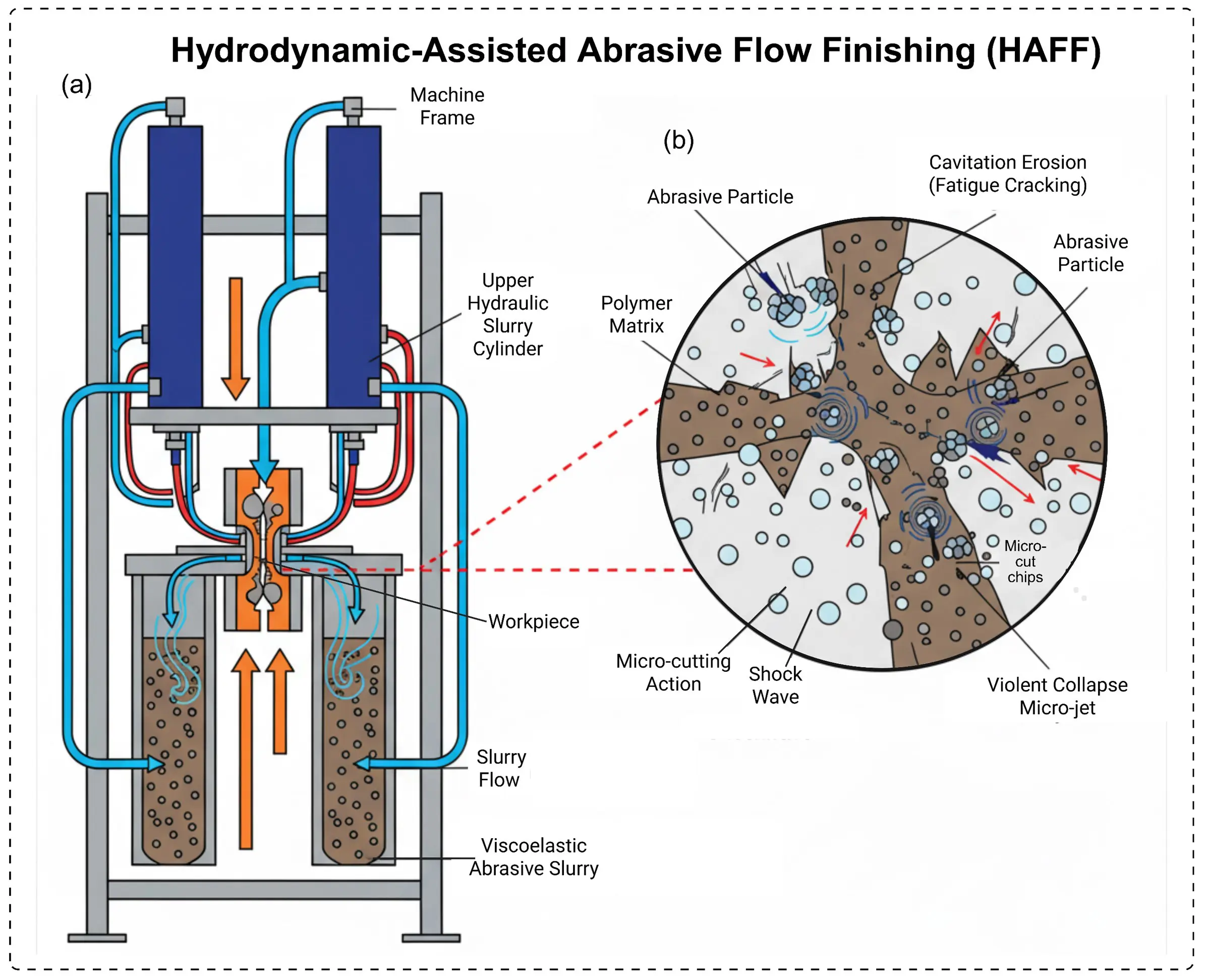
Figure 32. Schematic of Hydrodynamic-Assisted Abrasive Flow Finishing (HAFF) (a) Integrated Machine Frame, Dual Hydraulic Slurry Cylinders, and Bidirectional Viscoelastic Flow Path, (b) Microscale Cavitation Dynamics with Bubble Collapse, Shockwave/Microjet Generation, and Abrasive Fatigue Erosion [160].
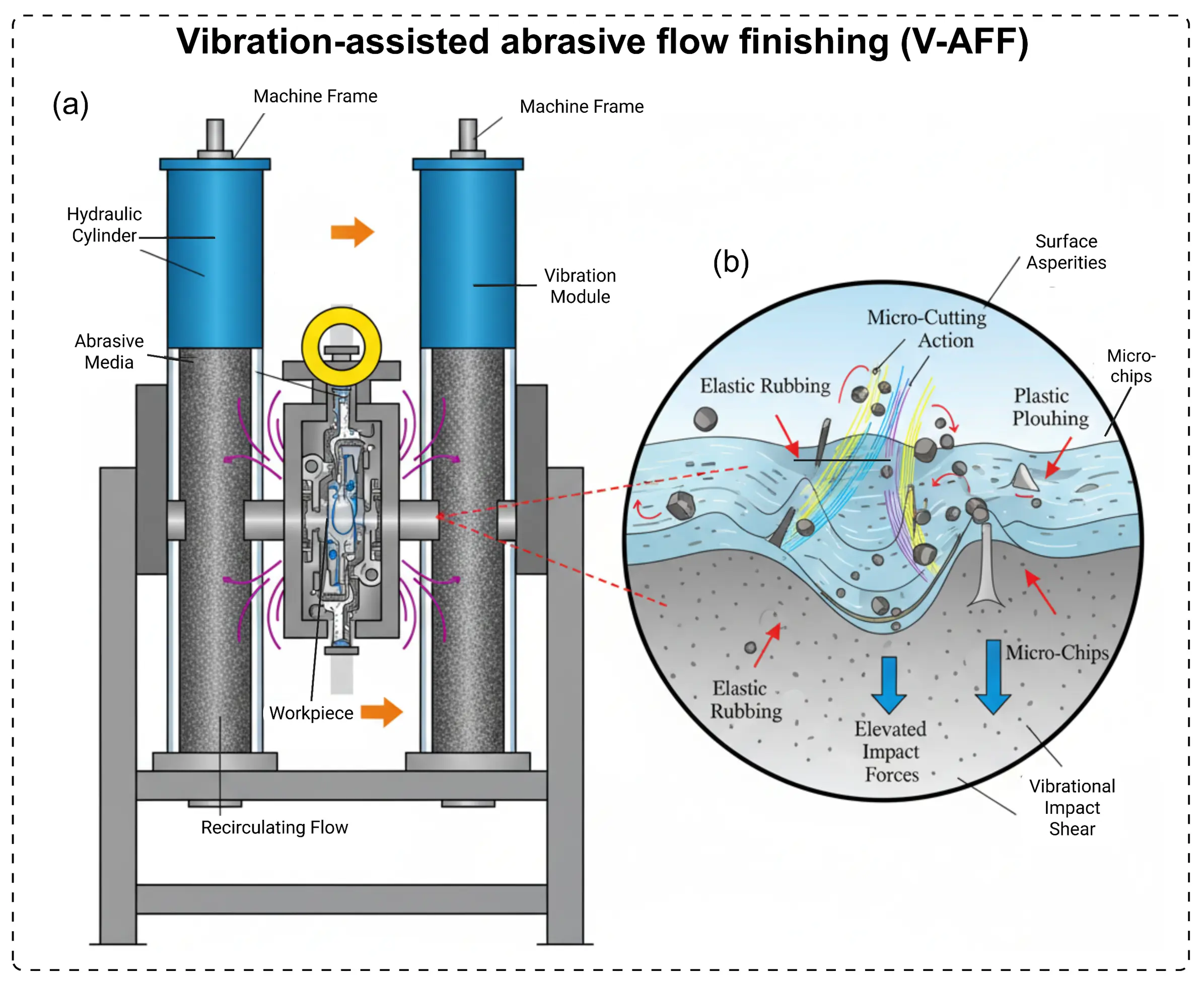
3.3.3. Vibration-Assisted AFF (V-AFF)
Vibration-Assisted Abrasive Flow Finishing (V-AFF) engrafts oscillatory kinematics into the interfacial kinetics between the abrasive media and substrate, as schematized in Figure 33. This augmentation escalates frictional cadence between abrasive grits and the interfacial stratum, thereby catalyzing amplified excision throughput. Consequently, V-AFF confers superlative superficial planarity through attenuated asperity (Ra) and augmented homogeneity. The nanoscale perturbations engendered by these oscillations disrupt the boundary stratum, propelling equanimous and ultraminute refinements via deepened grit incursion into substrate architectures. Moreover, V-AFF evinces escalated material removal rates (MRR) concomitant with preserved or refined superficial integrity, rendering it preeminently apt for interrogating recalcitrant substrates and labyrinthine morphologies [161,162].
Gu et al. (2021) proffered a non-resonant vibration-augmented magnetorheological finishing paradigm, leveraging oscillatory impacts to amplify shear transduction and elevate interfacial topography. This modality resonates with Vibration-Assisted Abrasive Flow Finishing (V-AFF), wherein sonic perturbations catalyze escalated excision kinetics and refined superficial homogeneity [163]. In Non-resonant Vibration-Assisted Magnetorheological Finishing (NVMRF), the ablation kinetics are profoundly augmented by synergistic interfacial engagements between the polishing aggregate and abrasive grits, engendering ameliorated superficial topography, as schematized in Figure 34.
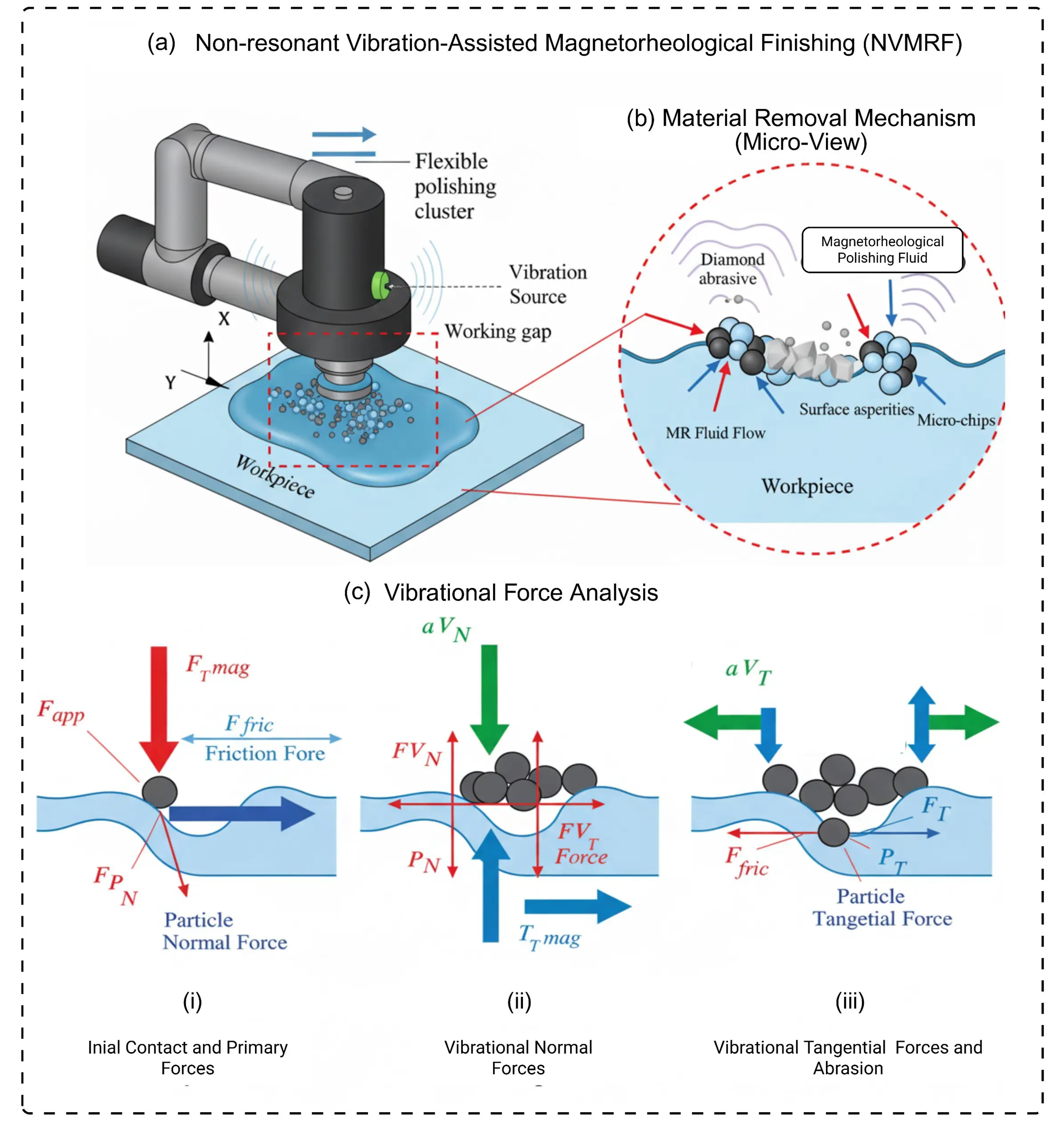
Figure 34. Schematic of Non-Resonant Vibration-Assisted Magnetorheological Finishing (NVMRF): (a) Flexible Polishing Cluster, Vibration Source, and MR Fluid Delivery in Working Gap, (b) Diamond Abrasive Interactions, Surface Asperity Fracture, and Micro-Chip Ejection in MR Flow, (c) Multi-Stage Analysis of Normal, Axial, and Tangential Force Components Under Vibration [163].
3.3.4. Plasma-Assisted AFF
Plasma-Assisted Abrasive Flow Finishing (AFF) employs plasma energy to enhance material removal rates, surface quality, and hardness. By softening the material surface, smoother interactions with the abrasive media are facilitated, thereby improving efficiency. This technique is highly effective for hard-to-machine metals, coatings, and additive manufacturing, and offers faster processing, superior finishing, and modified surface properties. Figure 35 schematizes the Plasma-Assisted Abrasive Flow Finishing (AFF) paradigm, delineating the systemic architecture and nanoscale ablation dynamics.
Sun et al. (2021) proffered an innovative non-dressing refinement paradigm synergizing plasma-assisted polishing (PAP) with plasma-assisted dressing (PAD) to amplify material removal rates (MRR) in densified AlN substrates. Harnessing Ar-infused CF4 plasma, this modality perpetually rejuvenates vitrified-bonded abrasive wheels, sustains nascent grit engagement, and bifurcates MRR vis-à-vis traditional desiccant polishing regimens, even amid subminimal actuation gradients [164]. Figure 35 schematizes the plasma-assisted interfacial reconfiguration and abrasive rejuvenation apparatus, concomitant with representational archetypes of the tribological refinement kinetics for AlN substrates, evincing profound ameliorations in superficial topography pre- and post-processing.
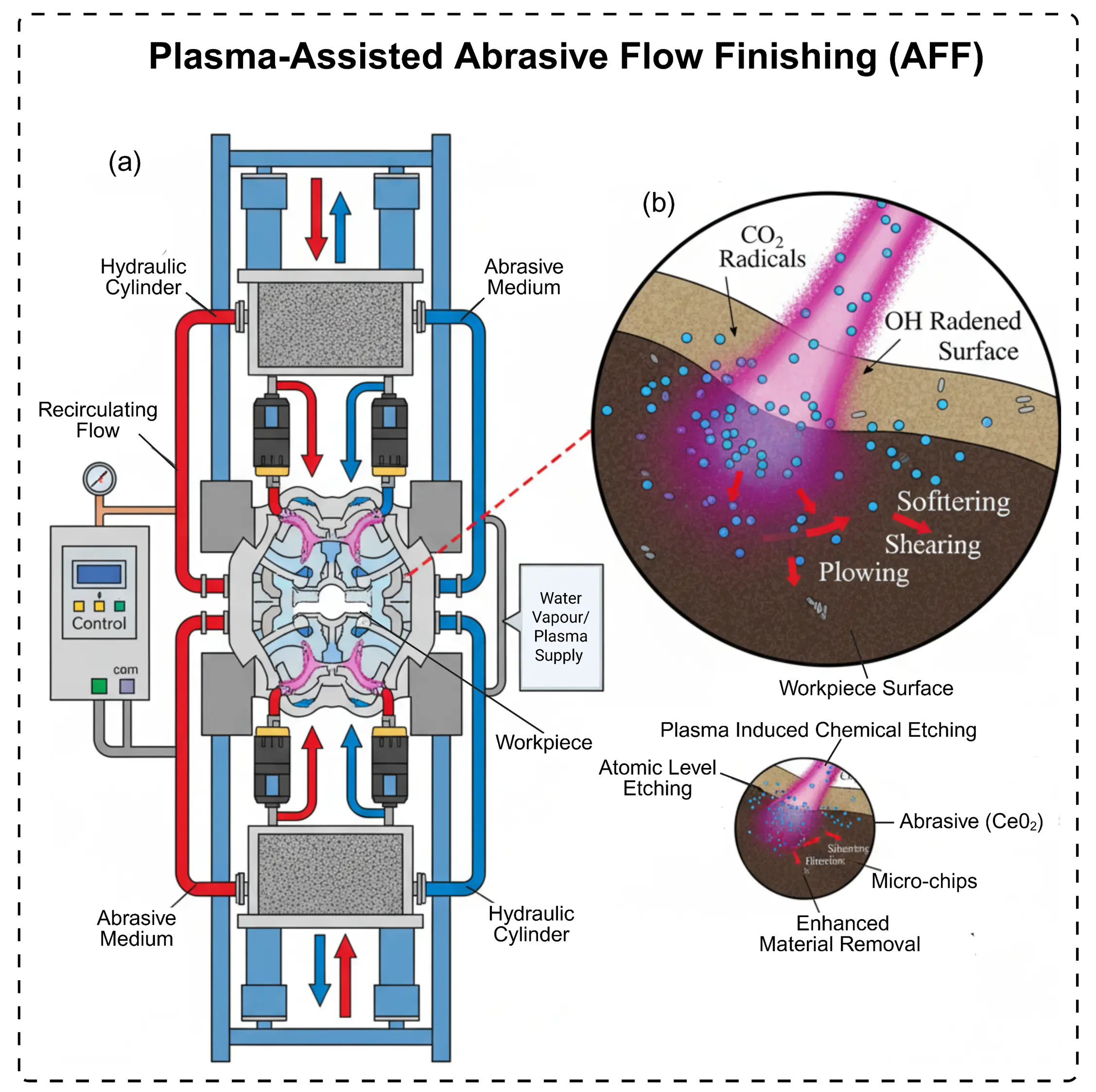
Figure 35. Schematic of Plasma-Assisted Abrasive Flow Finishing (AFF): (a) Hydraulic Recirculation, Abrasive Medium Delivery, and Water Vapor Plasma Integration, (b) Radical-Induced Etching, Surface Softening, CeO2 Abrasive Shearing, and Micro-Chip Dynamics for Enhanced MRR.
3.3.5. Microbubble-Assisted AFF
Microbubble-Assisted Abrasive Flow Finishing (MBAFF) examines the influence of microbubbles on abrasive flow behavior, thereby significantly affecting particle interactions and surface finishing efficiency. Microbubbles in abrasive media alter the dynamics of shear-thickening fluids by influencing interfacial evolution and abrasive transport, leading to improved or diminished grinding efficiency based on bubble behavior. Microbubbles dampen abrasive agglomeration, enhancing flow and reducing unwanted particle clustering, resulting in smoother finishes and isotropic substrate ablation.
Nevertheless, as evinced in the empirical delineation by Wu et al. (2024), bubble tangential states and non-uniform shear energy transfer can cause variations in the thickening failure regions, thereby impacting overall grinding effectiveness. The interaction between bubbles and abrasive particles has a complex relationship with fluid viscosity profiles and interfacial forces, making it a critical aspect for optimizing polishing processes in challenging applications, such as wafer surface finishing [165]. Figure 36 illustrates the microbubble-assisted abrasive flow finishing (MBAFF) process, showing the shear thickening process and bubble dynamics, along with the numerical model of the STP flow field.
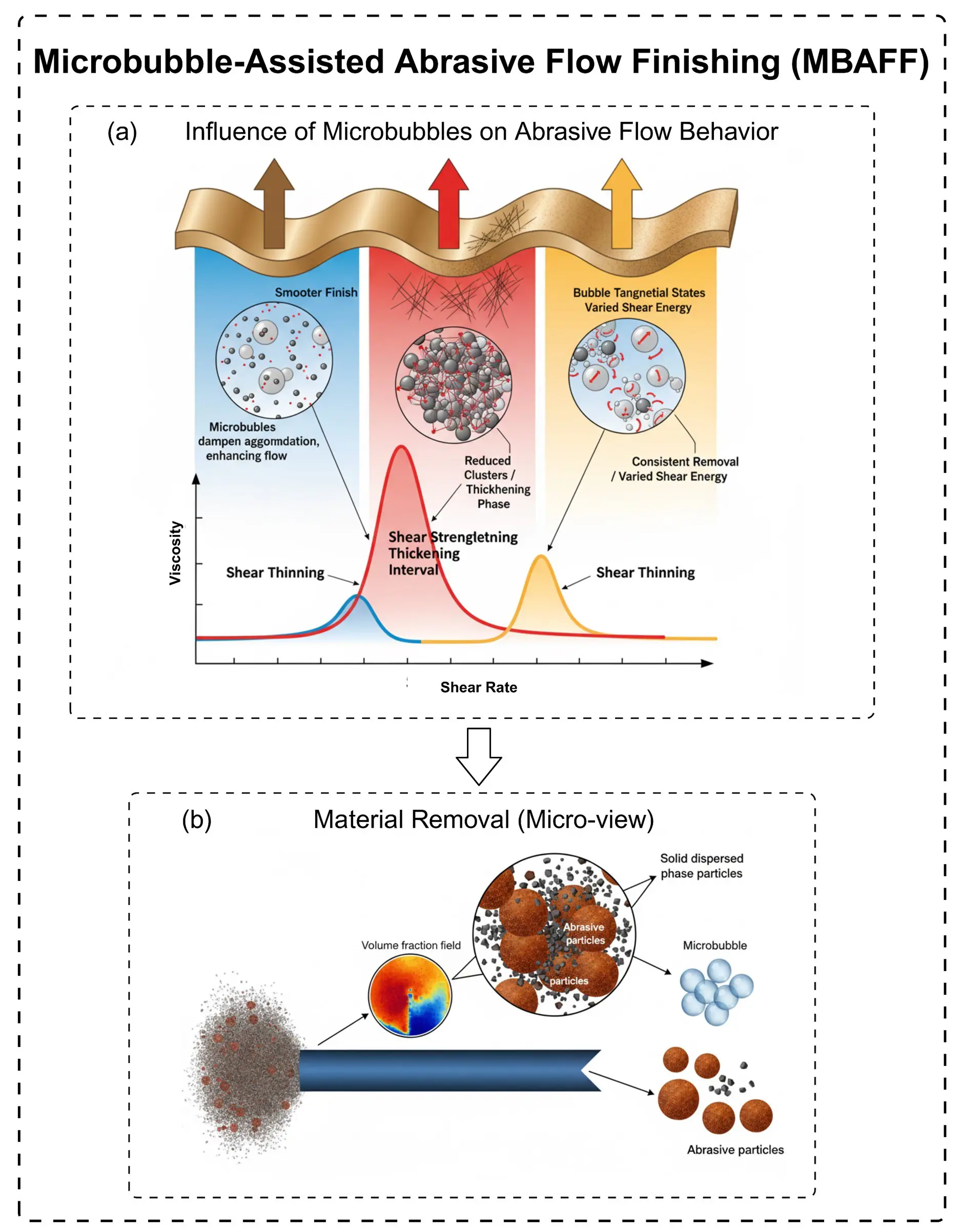
Figure 36. Schematic of Microbubble-Assisted Abrasive Flow Finishing (MBAFF): (a) Rheological Modulation with Shear Thinning/Strengthening Curves, Bubble Cluster Effects, and Viscosity-Shear Rate Profiles, (b) Volume Fraction Field, Dispersed Phase Interactions, and Microbubble-Enhanced Abrasive Particle Removal at the Interface [165].
3.3.6. Thermal-Assisted AFF (TAAFF)
TAAFF employs controlled thermal gradients to alter the material properties of a workpiece, making it more amenable to finishing. This method is particularly effective for temperature-sensitive materials with complex geometries [76,166,167]. These techniques represent cutting-edge advancements in hybrid AFF, enabling improved surface finish quality, material removal efficiency, and advanced process control across various materials and industries [168].
Contemporary hybrid paradigms in abrasive flow machining leverage thermomechanical and centrifugal confluence to surmount the endemic constraints of excision kinetics and interfacial wholeness. Bhardwaj et al. (2024) proffered Thermal Additive Centrifugal Abrasive Flow Machining (TACAFM), as schematized in Figure 37, wherein an innovative arcuate-blade effector amplifies hydrodynamic regimes and site-specific thermal excitation, yielding an 8.5% escalation in material excision and a 27.38% amelioration in superficial topography on brass matrices. These empirical delineations affirm the prospective salience of thermally augmented modalities in catalyzing morphology-adaptive nanofinishing, with preeminent efficacy for non-Euclidean architectures and thermo-sensitive substrates [168].
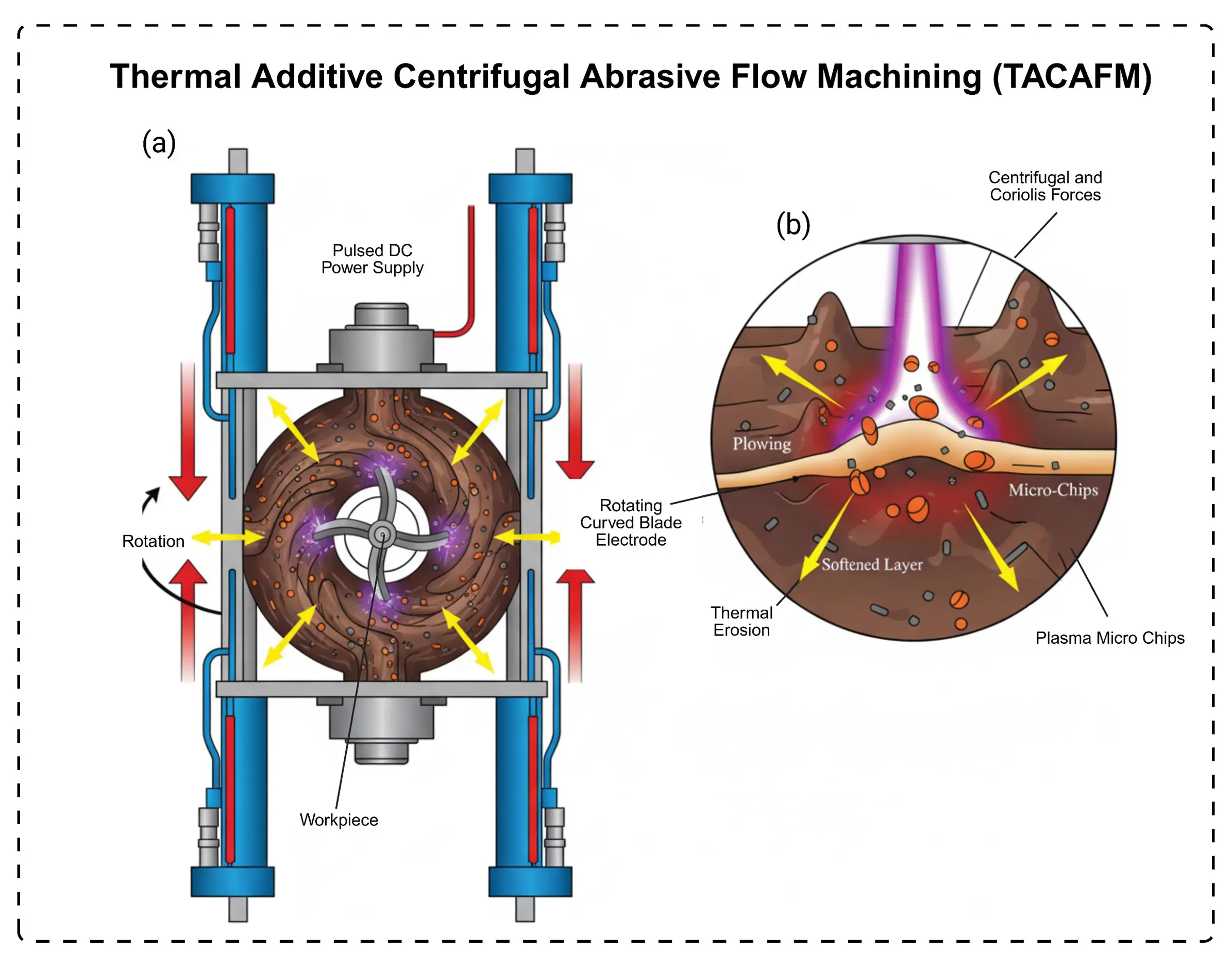
3.4. Emerging Trends and Future Directions
Hybrid AFF is evolving through advancements in automation, real-time monitoring, and AI integration to optimize processes. Prospective investigative trajectories should prioritize augmenting ecological viability, operational scalability, and seamless assimilation into vanguard fabrication ecosystems, with salient emphasis on layered deposition paradigms and Industry 4.0 architectures.
Table 1 synthesizes the quantitative efficacy benchmarks, thereby conferring enhanced credibility and resonance with metrology-oriented scholars. Strikingly, the 81.8% amplification in material removal rates (MRR) evinced by Rotational Abrasive Flow Finishing (RAFF) eclipses the incremental gains of cognate variants, potentially confounding expectations of equanimous advancements across Hybrid Abrasive Flow Finishing (HAFF) archetypes. The incorporation of mechanistic delineations, prerogatives, and endemic constraints furnishes granular elucidation of kinematic tenets and pragmatic imperatives inherent to each modality.
Table 1. Comparison of Various Abrasive Flow Finishing and Machining Techniques.
|
Variant |
Material |
MRR Increase (%) |
Ra Achieved (μm) |
Key Application |
Mechanism |
Advantages |
Limitations |
References |
|---|---|---|---|---|---|---|---|---|
|
Ultrasonic-Assisted Abrasive Flow Finishing (UAAFF) |
Superalloys |
25 |
0.2 |
Aerospace (turbine blades) |
High-frequency ultrasonic vibrations enhance abrasive dynamics through cavitation. |
Improves MRR and surface finish, effective for hard materials |
High setup costs, requires precise control |
Fu et al. [169] (2016) |
|
Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) |
Steel |
N/A |
0.1 |
Precision gears |
Magnetic fields control and align abrasive particles |
Achieves low Ra, uniform finishes |
For ferromagnetic materials only, complex control |
Zhao et al. [170] (2016) |
|
Rotational Abrasive Flow Finishing (RAFF) |
Titanium alloys |
81.8 |
0.03 |
Biomedical implants |
Rotational motion ensures uniform abrasive distribution |
High MRR, excellent surface quality |
Less effective for non-cylindrical shapes |
Subramanian et al. [171] (2016) |
|
Hybrid Abrasive Flow Finishing |
Silicon |
N/A |
0.005 |
Silicon wafers |
Advanced hybrid process for ultra-fine finishing |
Extremely low Ra |
High cost and complexity |
Yang et al. [172] (2025) |
|
Electrochemical-Assisted Abrasive Flow Finishing (ECAFF) |
Inconel 718 |
N/A |
0.1 |
Aerospace (Inconel 718) |
Electrochemical dissolution pre-softens the surface |
Enhances MRR, reduces tool wear |
Only for conductive materials, a complex setup |
Brar et al. [75] (2015) |
|
Rotational Magnetorheological Abrasive Flow Finishing (R-MRAFF) |
Stainless steel |
N/A |
0.02 |
Stainless steel tubes |
Combines rotational motion with magnetorheological fluid control |
Precise control, uniform finishes |
Complex setup, material limitations |
Manoharan et al. [173] (2024) |
|
Laser-Assisted Electrochemical Polishing (LAECP) |
Inconel 718 |
N/A |
0.005134 |
Inconel 718 alloy |
Laser heating assists electrochemical polishing |
High precision, minimal mechanical stress |
High cost, risk of thermal damage |
Xu et al. [142] (2024) |
|
Hydrodynamic-Assisted Abrasive Flow Finishing |
Various |
80 |
N/A |
Complex geometries |
High-pressure fluid dynamics with cavitation |
Significant MRR and surface improvement |
Advanced control needed, potential damage |
Nagalingam et al. [174] (2020) |
|
Plasma-Assisted Abrasive Flow Finishing |
Hard metals |
100 |
N/A |
Hard-to-machine metals |
Plasma energy softens the surface |
High MRR, superior finishes |
High costs, surface alteration risks |
Sun et al. [164] (2021) |
|
Centrifugal Force Assisted Abrasive Flow Machining (CFAAFM) |
Not specified |
69.4 |
N/A |
Not specified |
Centrifugal force directs abrasive media |
Improved MRR, better coverage |
Complex setup, potential uneven finishing |
Walia et al. [35] (2008) |
|
Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) |
Ti-6Al-4V |
N/A |
0.058 |
Ti-6Al-4V alloy |
Magnetic fields control abrasives |
Low Ra for Ti alloy |
For ferromagnetic materials only, complex control |
Fan et al. [175] (2019) |
|
Ultrasonic Assisted-Rotational Magnetorheological Abrasive Flow Finishing (UA-RMRAFF) |
Not specified |
N/A |
0.0255 |
Not specified |
Combines ultrasonic, rotational, and magnetorheological effects |
Superior control and efficiency |
Very complex, high cost |
Choopani et al. [141] (2022) |
|
Ultrasonic Assisted Magnetic Abrasive Finishing (UAMAF) |
AISI 52100 steel |
N/A |
0.022 |
AISI 52100 steel |
Ultrasonic vibrations enhance magnetic abrasive finishing |
Improved MRR and surface quality |
Limited to magnetic materials, complex control |
Mulik et al. [176] (2010) |
|
Non-Contact Ultrasonic Abrasive Machining (NUAM) |
BK7 glass |
N/A |
0.0157 |
Optical glasses (BK7) |
Uses ultrasonic waves to propel abrasives without contact |
No tool wear, suitable for delicate materials |
Lower MRR, specific setup required |
|
|
Ultrasonic Assisted Grinding |
SiC |
N/A |
0.18 |
SiC wafer carrier |
Ultrasonic vibrations assist the grinding process |
Reduced grinding forces, better finish, longer tool life |
Additional equipment cost, material specificity |
Li et al. [114] (2025) |
4. Industrial Applications in Precision Manufacturing
Hybrid Abrasive Flow Finishing (AFF) paradigms have catalyzed a paradigm shift in metrological nanofinishing, manifesting unparalleled malleability in interrogating non-Euclidean morphologies and ultrarefractory substrates. Their proficiency in generating superlative interfacial topographies with enhanced procedural sophistication has enshrined them as indispensable modalities across aeronautical, vehicular, biomedical implant, microfabrication, and layered deposition landscapes. These frameworks are preeminent for meeting the exacting imperatives of mission-critical artifacts, thereby augmenting functional efficacy, structural resilience, and operational longevity across heterogeneous sectoral exigencies. Hybrid Abrasive Flow Finishing (HAFF) is a cornerstone enabler across the aeronautical, vehicular, biomedical prosthesis, additive manufacturing (AM), microelectronic, and semiconductor fabrication domains, as schematized in Figure 38. It evinces exceptional metrological dominion and nanometric superficial fidelity on convoluted architectures and recalcitrant matrices, thereby catalyzing amplified performance and steadfastness of elite-grade assemblies.
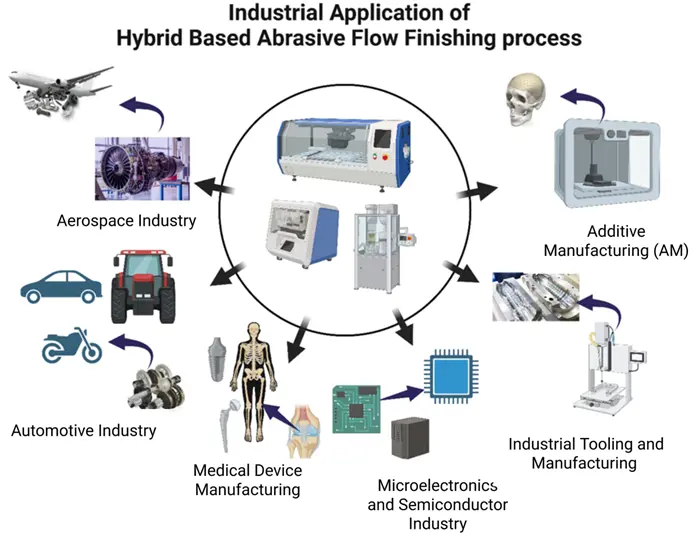
4.1. Industrial Applications
Medical Device Manufacturing: Surface quality is critical for medical devices, particularly titanium implants, as it affects biocompatibility and patient safety. Rotational AFF (RAFF) achieves ultra-smooth finishes (Ra 0.03 µm) on implants, whereas Ultrasonic-Assisted AFF (UAAFF) enhances the precision of complex surgical instruments, improving their functionality and tissue integration [179,180]. Hybrid AFF’s ability to meet stringent surface requirements has made it indispensable for medical devices, improving patient outcomes and reducing the likelihood of implant rejection [181,182].
Choopani et al. [183] harnessed the inverse replica restraint modality within Abrasive Flow Finishing (AFF) paradigms to catalyze nanometric interfacial amelioration of femoral condyle prostheses. Their empirical delineations evinced profound attenuation in superficial asperity, manifesting 91.71%, 91.21%, and 81.84% escalations in Ra, Rq, and Rp metrics, respectively. This regimen attained specular interfacial topography with nanometric roughness (Ra ≈ 20.3 nm), underscoring the salience of AFF in optimizing tribological attributes of acetabular joint artifacts.
Kumar et al. [184] harnessed the Rotational Magnetorheological Abrasive Flow Finishing (R-MRAFF) paradigm to catalyze nanometric interfacial amelioration of genicular joint prostheses, attaining superficial asperity metrics spanning 35–78 nm. This empirical delineation underscored the salience of abrasive grit granularity and extrusion actuation in modulating interfacial homogeneity and refinement cadence.
Layered deposition paradigms (AM) empower the realization of non-Euclidean architectures yet engender formidable post-fabrication exigencies. Hybrid Abrasive Flow Finishing (AFF) modalities, exemplified by Ultrasonic-Assisted AFF (UAAFF) and Magnetic Field-Assisted AFF (MFAFF), catalyze efficacious interfacial amelioration of both internal and external facets in AM artifacts, conferring nanometric superficial fidelity amid convoluted designs. These frameworks enshrine indispensable enablers across the aeronautical, biomedical, and vehicular sectors, where AM assemblies must meet rigorous metrological and structural resilience benchmarks. Hybrid Abrasive Flow Finishing (HAFF) constitutes a cornerstone modality in aeronautical, vehicular, biomedical prosthesis, additive manufacturing (AM), microelectronic, and semiconductor fabrication landscapes, as schematized in Figure 38. It manifests unparalleled metrological dominion and nanometric interfacial homogeneity on labyrinthine morphologies and ultrarefractory substrates, thereby catalyzing amplified functional prowess and steadfastness of mission-critical assemblies [185,186]. The proficiency of Hybrid Abrasive Flow Finishing (HAFF) paradigms in mitigating the endemic interfacial anomalies inherent to layered-deposition (AM) artifacts enshrines them as an indispensable post-fabrication modality within this burgeoning domain.
Mohammadian et al. [187] synergized chemical and abrasive flow refinement to catalyze interfacial amelioration of layered-deposition Inconel 625 artifacts. Their empirical outcomes evinced exhaustive eradication of semi-fused particulates and profound attenuation in superficial asperity. This refinement modality refined interfacial topography and texture, resulting in salient increases in hydrodynamic efficacy.
Nagalingam et al. (2020) [174] proffered an innovative hydrodynamic cavitation abrasive finishing (HCAF) paradigm for interfacial amelioration within additively manufactured AlSi10Mg conduits. Their empirical delineation evinced profound superficial refinements exceeding 90% (Ra attenuated from ~10 μm to <1 μm) and excision kinetics up to 80%, ascribable to the confluence of cavitation effervescences and micro-abrasive impingement. These outcomes underscore the salience of HCAF in optimizing interfacial topography and ablation efficacy for layered deposition (AM) artifacts.
Microelectronics and Semiconductor Industry: In microelectronics, achieving nanometer-level surface finishes is essential for components such as silicon wafers. Hybrid AFF, combining ultrasonic vibrations and magnetic fields, achieves Ra 0.005 µm, ensuring optimal performance of semiconductor devices. It also improves efficiency by reducing processing times by 40% and enabling cost-effective production without compromising quality [188,189]. Hybrid AFF ensures the reliability of microelectronic devices, addressing challenges associated with the miniaturization of components [169].
Aerospace Industry: Aerospace components, such as turbine blades, require high surface integrity. Ultrasonic-assisted AFF (UAAFF) reduces surface roughness to Ra 0.2 µm, enhancing fatigue resistance and aerodynamic efficiency. Magnetic Field-Assisted AFF (MFAFF) ensures uniform finishes on ferromagnetic parts, minimizing defects and ensuring reliability under extreme conditions [24]. The use of hybrid AFF has enhanced the performance and lifespan of critical aerospace components, including nozzles and vanes, which are integral to propulsion systems [170].
Automotive Industry: Hybrid AFF is essential in the automotive sector, where precision is critical for components such as gears, camshafts, and fuel injectors. Rotational AFF (RAFF) ensures uniform finishes on cylindrical parts, improving transmission smoothness, whereas Magnetic Field-Assisted Abrasive Flow Finishing (MFAFF) orients abrasive grits to amplify interfacial homogeneity and metrological fidelity in ferrous substrates [190,191]. These modalities attain nanometric interfacial asperity (Ra ≈ 0.1 µm) and attenuate procedural durations by up to 30%, rendering them preeminently apt for voluminous fabrication regimes [192,193].
Table 2 presents the use of Hybrid Abrasive Flow Finishing (AFF) in key industries, detailing the techniques, components, and benefits, including improved surface quality and the performance of finished products. It highlights advancements in medical devices, additive manufacturing, microelectronics, and the aerospace and automotive industries.
Table 2. Industrial Applications of Hybrid Abrasive Flow Finishing (AFF).
|
Industry |
Components |
Techniques |
Benefits |
References |
|---|---|---|---|---|
|
Medical Device Manufacturing |
Titanium hip replacements, knee joint implants, femoral head implants, and complex surgical instruments |
RAFF, UAAFF |
Ultra-smooth finishes (Ra 0.03 µm), enhanced biocompatibility, reduced infection risk, improved tissue integration |
[129] |
|
Additive Manufacturing |
Internal and external features of components made from Inconel 625, AlSi10Mg |
UAAFF, MFAFF, HCAF |
High-quality surface finishes on complex geometries, refining AM titanium parts to Ra 0.05 µm vs. Ra 0.3 µm |
[116] |
|
Microelectronics and Semiconductor |
Silicon wafers, semiconductor devices |
LAECP, other hybrid AFF techniques |
Nanometer-level surface finishes (Ra 0.005 µm), enhanced electronic performance, and reduced processing times by 40% |
|
|
Aerospace Industry |
Turbine blades, nozzles, vanes, and other critical parts |
UAAFF, MFAFF |
Enhanced fatigue resistance, aerodynamic efficiency (Ra 0.2 µm), improved component lifespan |
[169] |
|
Automotive Industry |
Gears, camshafts, fuel injectors, cylindrical parts like steel components |
RAFF, MFAFF, R-MRAFF |
Improved transmission smoothness, dimensional accuracy (Ra 0.1 µm), reduced processing times by up to 30%, uniform finishes, enhanced wear resistance |
[194] |
4.2. Future Prospects for HAFF Applications
Hybrid Abrasive Flow Finishing (AFF) is set to transform manufacturing through AI and machine learning, enhancing process efficiency, consistency, and precision. Prospective sustainability imperatives will catalyze the evolution of ecologically benign abrasive matrices and thermodynamically parsimonious architectures, thereby harmonizing Hybrid Abrasive Flow Finishing (HAFF) paradigms with sustainable nanofinishing tenets. As it evolves, hybrid AFF will address emerging materials such as carbon composites and functional ceramics, meet the demands of the aerospace and medical sectors, and reinforce its role in precision manufacturing.
Advanced Materials: Advancements in superalloys, ceramics, and composites offer opportunities for hybrid Abrasive Flow Finishing (AFF). These materials, valued for their strength and stability, present challenges owing to their hardness and microstructures. Hybrid AFF, with customizable parameters and ultrasonic or magnetic forces, ensures precise material removal. Prospective investigations will refine Abrasive Flow Finishing (AFF) paradigms for these substrates, catalyzing ameliorated interfacial topographies in turbine propulsion architectures and osseointegrative prostheses [195,196].
Additive Manufacturing (AM): AM allows complex geometries but often results in rough surfaces. Hybrid AFF refines AM titanium parts to Ra 0.05 µm, outperforming traditional methods (Ra 0.3 µm) [197]. Its proficiency in realizing labyrinthine internal architectures is paramount within aeronautical, vehicular, and biomedical engineering domains. Machine learning-orchestrated parametric refinement can further amplify interfacial homogeneity and metrological fidelity across multiscale regimes [181,182].
Sustainable Manufacturing: Hybrid AFF supports sustainability by enabling precise material removal, reducing waste, and optimizing energy use [180,192]. Future developments in biodegradable abrasive media and renewable energy sources will enhance their environmental impact. Case studies have demonstrated its ability to reduce material waste in aerospace and automotive components without compromising quality [101,162].
Integration with Artificial Intelligence (AI) and Automation: AI and automation will transform the hybrid AFF. AI can optimize parameters such as pressure and media flow in real time, ensuring consistent finishes, whereas predictive models minimize defects and downtime. Automated orchestration amplifies operational scalability and procedural sophistication by attenuating the exigency for manual oversight. IoT sensors provide real-time insights and predictive maintenance, thereby enhancing productivity and reducing costs [198,199].
Hybrid AFF’s adaptability to emerging materials and AM precision, combined with AI, automation, and sustainability, positions it as a critical tool in Industry 4.0.
5. Conclusions
Hybrid Abrasive Flow Finishing (HAFF) has emerged as a transformative solution for precision surface finishing, integrating energy- and force-assisted techniques to enhance material removal rates, surface quality, and process efficiency. Diverse hybrid archetypes, encompassing Ultrasonic-Assisted AFF (UAAFF), Magnetic Field-Assisted AFF (MFAFF), Rotational-Assisted AFF (RAFF), and Laser-Assisted AFF (LAAFF), furnish bespoke remedial modalities to mitigate the exigencies inherent to non-Euclidean morphologies and recalcitrant substrates. Contemporary technological advancements have elevated Hybrid Abrasive Flow Finishing (AFF) to a cornerstone modality across multifaceted sectors, encompassing aeronautical, vehicular, biomedical instrumentation, microfabrication, and nascent paradigms such as layered-deposition manufacturing.
Hybrid Abrasive Flow Finishing (AFF) embodies a foundational prerogative owing to its proficiency in interrogating vanguard substrates, including carbonaceous laminates, engineered piezoelectrics, and high-entropy superalloys—indispensable for sectors that mandate superlative operational performance. Its capacity to engender nanometric interfacial topographies and amplify cyclic load endurance affirms its cornerstone status in the fabrication of turbine propulsion architectures, osseointegrative prostheses, and metrological artifacts.
Despite notable advancements, the current industrial sector faces multiple obstacles with hybrid AFF processes, which require greater scalability, cost-effectiveness, and real-time process monitoring. Additional investigations must focus on two areas: improving hybrid AFF processing techniques for new materials; developing environmentally friendly abrasive solutions; and implementing AI technologies and automation to improve control over processing efficiency. Hybrid AFF will benefit from additional applications enabled by Additive Manufacturing, while its enhanced sustainability practices expand its scope across different industrial sectors.
The technological evolution of Hybrid Abrasive Flow Finishing (HAFF), driven by advancements in materials science, artificial intelligence, and automation capabilities, positions it as a cornerstone of precision manufacturing. Various HAFF variants employ distinct techniques to enhance the finishing process. These include Vibration-assisted Finishing (V-AFF), which integrates vibrations, and Laser-assisted Finishing (LAAFF), which utilizes focused laser beams. Each method offers specific advantages tailored to optimize performance across diverse materials and process requirements.
Challenges and Future Directions
Although Hybrid Abrasive Flow Finishing (HAFF) has made substantial strides in enhancing precision manufacturing, key challenges remain, particularly in scaling these advanced techniques for large-scale industrial applications. Despite advantages, HAFF methods may lead to tool and equipment degradation due to abrasive wear and high forces, potentially increasing maintenance costs. Future designs should focus on durable materials and optimized parameters to mitigate these side effects. Real-time monitoring systems, which are essential for ensuring process control and optimizing performance, are still in the developmental stage. The future trajectory of HAFF lies in overcoming these hurdles by integrating advanced sensing technologies, machine learning algorithms for adaptive feedback, and automation systems to streamline operations and minimize costs. Prospective advancements in ecologically benign abrasive matrices and the assimilation of Industry 4.0 architectures harbor the potential to profoundly transform the deployment of Hybrid Abrasive Flow Finishing (HAFF) across heterogeneous sectoral landscapes, spanning aeronautical to biomedical domains. Key research areas must address these challenges.
- I
-
Development of Sustainable Media: Efforts to develop biodegradable and recyclable abrasive media will align hybrid AFF with sustainable practices and reduce environmental impacts.
- II
-
AI Integration: Incorporating AI for real-time optimization will improve accuracy and efficiency, allowing hybrid AFF to handle diverse materials with greater precision.
- III
-
Additive Manufacturing Integration: Hybrid Abrasive Flow Finishing (AFF) paradigms manifest as a vanguard remedial modality for interfacial amelioration of layered deposition (AM) artifacts, with preeminent efficacy for labyrinthine internal architectures, thereby catalyzing nanometric superficial fidelity within aeronautical, vehicular, and biomedical fabrication landscapes.
- IV
-
Nano-Finishing: The synergistic engraftment of Hybrid Abrasive Flow Finishing (AFF) paradigms with nanofinishing modalities will profoundly amplify the operational attributes of vanguard substrates, enshrining them as cornerstone enablers for metrological exactitude within nascent fabrication ecosystems.
The main research challenges and directions in HAFF focus on overcoming issues related to technology integration, process optimization, and sustainability. The development of hybrid systems, such as UAFF + MFAFF, is a key future direction for improving the precision and efficiency of the process. Key research lacunae encompass:
- I
-
Evolution of Responsive In-Situ Surveillance Paradigms for Procedural Heterogeneity.
- II
-
Integration of AI for predictive optimization of abrasive media.
- III
-
Scaling HAFF for sustainable, large-volume industrial applications.
- IV
-
Exploration of bio-inspired HAFF media for eco-friendly finishing.
Statement of the Use of Generative AI and AI-Assisted Technologies in the Writing Process
During the preparation of this work the authors used Grammarly and Paperpal in order to improve readability and language. After using these tools, the authors reviewed and edited the content as needed and take full responsibility for the content of the publication.
Author Contributions
Conceptualization, A.W.H., Y.T. and H.S.; Methodology, A.W.H. and A.A.; Investigation, A.W.H., H.S. and A.A.; Data Curation, A.W.H.; Writing—Original Draft Preparation, A.W.H.; Writing—Review & Editing, Y.T., H.S., A.A., C.W., D.W. and M.R.S.; Visualization, A.W.H. and A.A.; Supervision, Y.T.; Project Administration, Y.T.; Funding Acquisition, Y.T., C.W. and D.W. All authors have read and agreed to the published version of the manuscript.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Funding
This work was financially supported by the National Natural Science Foundation of China (Nos. 52575516, 51875329), Taishan Scholar Special Foundation of Shandong Province (Nos. tstp20240826, tsqn201812064), Ningxia Hui Autonomous Region Key Research and Development Project (No. 2024BEE02019), and Shandong Provincial Natural Science Foundation (No. ZR2023ME112).
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
Wang H, Bai M, Wu Y, Du J, Zhang Y, Ming W. A systematic review of precision mechanical machining processes for monocrystalline silicon based on modeling and simulation. Int. J. Adv. Manuf. Technol. 2025, 136, 4715–4749. doi:10.1007/s00170-025-15108-7. [Google Scholar]
-
Thomas AJ, Barton R, John EG. Advanced manufacturing technology implementation: A review of benefits and a model for change. Int. J. Product. Perform. Manag. 2008, 57, 156–176. [Google Scholar]
-
Sankar MR, Jain VK, Ramkumar J. Abrasive Flow Machining (AFM): An Overview. In Proceedings of the INDO-US Workshop on Smart Machine Tools, Intelligent Machining Systems and Multi-Scale Manufacturing, Tamil Nadu, India, 18–20 December 2008. p. 10. [Google Scholar]
-
Yadav HNS, Das M. Advances in finishing of optical complex substrates: A comprehensive review. Opt. Laser Technol. 2024, 176, 110938. [Google Scholar]
-
Rhoades LJ. Abrasive Flow Machining for Automatic Surface Finishing and Capacitance Technology for In-Process Surface and Dimensional Metrology. In Surface Engineering; Meguid SA, Ed.; Springer: Dordrecht, The Netherlands, 1990; pp. 456–467. doi:10.1007/978-94-009-0773-7_46. [Google Scholar]
-
Rhoades LJ, Clouser HA. Abrasive flow machining. In Machining, ASM Handbook, Vol 16; ASM Handbook Committee, Ed.; ASM International: Materials Park, OH, USA, 1989; pp. 514–519. [Google Scholar]
-
Dabrowski L, Marciniak M, Szewczyk T. Analysis of Abrasive Flow Machining with an Electrochemical Process Aid. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2006, 220, 397–403. doi:10.1243/095440506X77571. [Google Scholar]
-
Mali HS, Manna A. Current status and application of abrasive flow finishing processes: A review. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2009, 223, 809–820. doi:10.1243/09544054JEM1311. [Google Scholar]
-
Howard M, Cheng K. An industrially feasible approach to process optimisation of abrasive flow machining and its implementation perspectives. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2013, 227, 1748–1752. doi:10.1177/0954405413491957. [Google Scholar]
-
Maity KP, Dash R. Modelling of Material Removal in Abrasive Flow Machining Process Using CFD Simulation. J. Basic Appl. Eng. Res. 2014, 2, 73–78. [Google Scholar]
-
Perry WB. Abrasive flow machining: Principles and practices. Nontradit. Mach. 1985, 121–127. [Google Scholar]
-
Williams RE, Rajurkar KP. Stochastic modeling and analysis of abrasive flow machining. J. Eng. Ind. 1992, 114, 74–81. [Google Scholar]
-
Jain RK, Jain VK, Kalra PK. Modelling of abrasive flow machining process: A neural network approach. Wear 1999, 231, 242–248. [Google Scholar]
-
Sankar MR, Jain VK, Ramkumar J. Experimental investigations into rotating workpiece abrasive flow finishing. Wear 2009, 267, 43–51. [Google Scholar]
-
Li Z, Qu S, Sun Y, Gong Y, Chu D, Yao P, et al. Robot Grinding: From Frontier Hotspots to Key Technologies and Applications. Intell. Sustain. Manuf. 2025, 2, 10027. doi:10.70322/ism.2025.10027. [Google Scholar]
-
Mei S, Chen J, Xu B, Hu Z, Fu G, Du X, et al. Advances in Recycling and Reuse Technologies for Textile Fiber Material Products. Adv. Mater. Sustain. Manuf. 2025, 2, 10013. doi:10.70322/amsm.2025.10013. [Google Scholar]
-
Wang W, Zhou Z, Wang Q, Gao B, Mao C. Muti-Energy Field-Assisted Grinding of Hard and Brittle Materials: Tools, Equipment and Mechanisms. Intell. Sustain. Manuf. 2025, 2, 10022. [Google Scholar]
-
Yang F, Sun Y, Cao W, Liu Y, Sun Y, Wang H, et al. Study on Fluid Abrasive Wear and Its Impact on Machining Performance. Wear 2025, 580–581, 206266. [Google Scholar]
-
Zeng Q, Liu G, Liu L, Qin Y. Investigation into grindability of a superalloy and effects of grinding parameters on its surface integrity. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2015, 229, 238–250. doi:10.1177/0954405414526384. [Google Scholar]
-
Quan F, Chen Z, Li Q, Gao S. Effects of process combinations of milling, grinding, and polishing on the surface integrity and fatigue life of GH4169 components. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2020, 234, 538–548. doi:10.1177/0954405419868053. [Google Scholar]
-
Pawar D, Gupta AK, Baitule P, Kashirsagar A, Desai P, Vanjire S. Multivariant Time-Series Forecasting Methodology for Product Demand Using Deep Learning and Large Language Models. Intell. Sustain. Manuf. 2025, 2, 10028. doi:10.70322/ism.2025.10028. [Google Scholar]
-
Deshpande S, Lagarrigue P, Araujo AC. Cutting Power Model for Material Identification during Helical Milling of Aerospace Stacks. Intell. Sustain. Manuf. 2025, 2, 10026. [Google Scholar]
-
Huang G, Wu S, Wang Q, Wei W, Fu Y, Wang N, et al. Rolling Bearing Health Indicator: From Design to Modeling and Evaluation. Intell. Sustain. Manuf. 2025, 2, 10025. [Google Scholar]
-
Seifu Y, Kumar SS, Hiremath SS. Modeling and simulation: Machining of mild steel using indigenously developed abrasive flow machine. Procedia Technol. 2016, 25, 1312–1319. [Google Scholar]
-
Cheema MS, Venkatesh G, Dvivedi A, Sharma AK. Developments in abrasive flow machining: A review on experimental investigations using abrasive flow machining variants and media. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2012, 226, 1951–1962. doi:10.1177/0954405412462000. [Google Scholar]
-
Miles LD. Techniques of Value Analysis and Engineering; Miles Value Foundation: Fort Worth, TX, USA, 2015. [Google Scholar]
-
Ongbali SO, Awoyemi O, Yekini ES, Dirisu J. Value Engineering: Index for Cost Reduction in the Manufacturing Environment. In Proceedings of the 2024 International Conference on Science, Engineering and Business for Driving Sustainable Development Goals (SEB4SDG), Omu-Aran, Nigeria, 2–4 April 2024; pp. 1–6. [Google Scholar]
-
Al-Salmawi MAK, Al-Eqabi MAR. Integration between Value Engineering Technology and Activity-based Costing and their Impact on Reducing Costs: Applied Research in Baghdad Soft Drinks Company/Private Shareholding. Eur. J. Bus. Manag. Res. 2024, 9, 94–105. [Google Scholar]
-
Thakur A, Kumar A. Challenges and Opportunities in the Development of Nano-Hybrid Smart Coatings. In Nano-Hybrid Smart Coatings: Advancements in Industrial Efficiency and Corrosion Resistance; Kumar A, Thakur A, Eds.; American Chemical Society: Washington, DC, USA, 2024; Volume 1469, pp. 353–384. doi:10.1021/bk-2024-1469.ch015. [Google Scholar]
-
Hasan MM. Industrial Engineering Approaches to Quality Control in Hybrid Manufacturing A Review of Implementation Strategies. Int. J. Bus. Econ. Insights 2024, 4, 1–30. [Google Scholar]
-
Fei Y, Zhou Z, Feng Y, Wang S, Jiang G, Bie Q, et al. Air Conditioning Heat Exchanger Intelligent Production Line: Design Methodologies and Applications. Intell. Sustain. Manuf. 2025, 2, 10024. [Google Scholar]
-
Kalbitz R. Evaluation and Modeling of Long-Term Endurance Measurement on Electric Double Layer Capacitors to Increase Reliability of Lifetime Predictions. Intell. Sustain. Manuf. 2025, 2, 10023. [Google Scholar]
-
Gomaa AH. Asset Management Excellence: A Roadmap for Integrating Lean Six Sigma and ISO 55001 to Achieve Operational Excellence. Intell. Sustain. Manuf. 2025, 2, 10020. [Google Scholar]
-
Jose L, Raxworthy M, Kamana-Williams B, Hansen C, Denkenberger D. Repurposed Ovens for Space Heating Following Global Catastrophic Infrastructure Loss: Methods and Efficiency Calculations. Intell. Sustain. Manuf. 2025, 2, 10021. [Google Scholar]
-
Walia RS, Shan HS, Kumar P. Determining dynamically active abrasive particles in the media used in centrifugal force assisted abrasive flow machining process. Int. J. Adv. Manuf. Technol. 2008, 38, 1157–1164. [Google Scholar]
-
Sankar MR, Jain VK, Ramkumar J. Nano-finishing of cylindrical hard steel tubes using rotational abrasive flow finishing (R-AFF) process. Int. J. Adv. Manuf. Technol. 2016, 85, 2179–2187. doi:10.1007/s00170-015-8189-5. [Google Scholar]
-
Loveless TR, Williams RE, Rajurkar KP. A study of the effects of abrasive-flow finishing on various machined surfaces. J. Mater. Process Technol. 1994, 47, 133–151. [Google Scholar]
-
Gupta K, Jain NK, Laubscher RF. Hybrid Machining Processes; Springer International Publishing: Cham, Switzerland, 2016. doi:10.1007/978-3-319-25922-2. [Google Scholar]
-
Sambharia JK, Mali HS, Garg V. Experimental investigation on unidirectional abrasive flow machining of trim die workpiece. Mater. Manuf. Process. 2018, 33, 651–660. [Google Scholar]
-
Kohut T. Surface Finishing with Abrasive Flow Machining. In Proceedings of the SME Technical Paper, Proc. 4th International Aluminum Extrusion Technology Seminar, Chicago, IL, USA, 11–14 April 1988. pp. 35–42. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A. Design and fabrication of a low-cost one-way abrasive flow finishing set-up using 3D printed parts. Mater. Today Proc. 2022, 62, 7554–7563. [Google Scholar]
-
Rajeshwar G, Kozak J, Rajurkar KP. Modeling and Computer Simulation of Media Flow in Abrasive Flow Machining Process. In Proceedings of the 1994 International Mechanical Engineering Congress and Exposition, Chicago, IL, USA, 6–11 November 1994. [Google Scholar]
-
Jain NK, Jain VK, Jha S. Parametric optimization of advanced fine-finishing processes. Int. J. Adv. Manuf. Technol. 2007, 34, 1191–1213. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Ahmad S, Tian Y. A novel eco-friendly abrasive media based abrasive flow machining of 3D printed PLA parts using IGWO and ANN. Rapid Prototyp. J. 2023, 29, 2019–2038. [Google Scholar]
-
Wei H, Gao H, Wang X. Development of novel guar gum hydrogel based media for abrasive flow machining: Shear-thickening behavior and finishing performance. Int. J. Mech. Sci. 2019, 157, 758–772. doi:10.1016/j.ijmecsci.2019.05.022. [Google Scholar]
-
Petare AC, Jain NK. A critical review of past research and advances in abrasive flow finishing process. Int. J. Adv. Manuf. Technol. 2018, 97, 741–782. doi:10.1007/s00170-018-1928-7. [Google Scholar]
-
Basha SM, Basha MM, Venkaiah N, Sankar MR. A review on abrasive flow finishing of metal matrix composites. Mater. Today Proc. 2021, 44, 579–586. [Google Scholar]
-
Singh S, Kumar H, Kumar S, Chaitanya S. A systematic review on recent advancements in Abrasive Flow Machining (AFM). Mater. Today Proc. 2022, 56, 3108–3116. [Google Scholar]
-
Bhardwaj A, Ali P, Matraf MOAB, Hashmi AW, Ahmad S, Tian Y, et al. Precision finishing innovations: Recent advances in abrasive flow machining, magnetic abrasive finishing, and magnetorheological finishing. In Nanofinishing of Materials for Advanced Industrial Applications; CRC Press: Boca Raton, FL, USA, 2024; pp. 193–218. [Google Scholar]
-
Agrawal A, Jain VK, Muralidhar K. Experimental determination of viscosity of abrasive flow machining media. Int. J. Manuf. Technol. Manag. 2005, 7, 142. doi:10.1504/IJMTM.2005.006828. [Google Scholar]
-
Hull JB, O’Sullivan D, Fletcher AJ, Trengove SA, Mackie J. Rheology of carrier media used in abrasive flow machining. Key Eng. Mater. 1992, 72, 617–626. [Google Scholar]
-
Dixit N, Sharma V, Kumar P. Development and characterization of xanthan gum-based abrasive media and performance analysis using abrasive flow machining. J. Manuf. Process. 2021, 67, 101–115. [Google Scholar]
-
Ahmad A, Tian Y, Hashmi AW. Exploring abrasive flow finishing media: From research gaps to synthesis methods and evaluation. Int. J. Adv. Manuf. Technol. 2025, 5, 1–55. doi:10.1007/s00170-025-16184-5. [Google Scholar]
-
Ahmad S, Tian Y, Arora K. Magnetic abrasive finishing: Innovations and possibilities. J. Manuf. Process. 2025, 134, 299–336. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A. A comprehensive review on surface quality improvement methods for additively manufactured parts. Rapid Prototyp. J. 2023, 29, 504–557. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Puerta APV, Kunkel ME. Surface characteristics improvement methods for metal additively manufactured parts: A review. Adv. Mater. Process. Technol. 2022, 8, 4524–4563. [Google Scholar]
-
Jain VK. Abrasive-based nano-finishing techniques: An overview. Mach. Sci. Technol. 2008, 12, 257–294. doi:10.1080/10910340802278133. [Google Scholar]
-
Ali P, Walia RS, Murtaza Q, Singari RM. Characterization of finished surface through thermal additive centrifugal abrasive flow machining for better surface integrity. Indian J. Eng. Mater. Sci. 2022, 29, 29–44. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Khilji IA, Chilakamarry CR. Experimental investigation on magnetorheological finishing process parameters. Mater. Today Proc. 2022, 48, 1892–1898. [Google Scholar]
-
Bhardwaj A, Ali P, Walia RS, Murtaza Q, Pandey SM. Development of Hybrid Forms of Abrasive Flow Machining Process: A Review. In Advances in Industrial and Production Engineering; Shanker K, Shankar R, Sindhwani R, Eds.; Springer: Singapore, 2019; pp. 41–67. doi:10.1007/978-981-13-6412-9_5. [Google Scholar]
-
Kumar M, Kumar A, Alok A, Das M. Magnetorheological method applied to optics polishing: A review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 804, 012012. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Saxena KK, Puerta APV, Prakash C, et al. Understanding the mechanism of abrasive-based finishing processes using mathematical modeling and numerical simulation. Metals 2022, 12, 1328. [Google Scholar]
-
Ali P, Dhull S, Walia RS, Murtaza Q, Tyagi M. Hybrid abrasive flow machining for nano finishing—A review. Mater. Today Proc. 2017, 4, 7208–7218. [Google Scholar]
-
Rana V, Petare AC, Jain NK. Advances in abrasive flow finishing. In Advances in Abrasive Based Machining and Finishing Processes; Springer International Publishing: Cham, Switzerland, 2020; pp. 147–181. [Google Scholar]
-
Dixit N, Sharma V, Kumar P. Research trends in abrasive flow machining: A systematic review. J. Manuf. Process. 2021, 64, 1434–1461. doi:10.1016/j.jmapro.2021.03.009. [Google Scholar]
-
Sharma AK, Venkatesh G, Rajesha S, Kumar P. Experimental investigations into ultrasonic-assisted abrasive flow machining (UAAFM) process. Int. J. Adv. Manuf. Technol. 2015, 80, 477–493. doi:10.1007/s00170-015-7009-2. [Google Scholar]
-
Venkatesh G, Sharma AK, Kumar P. On ultrasonic assisted abrasive flow finishing of bevel gears. Int. J. Mach. Tools Manuf. 2015, 89, 29–38. [Google Scholar]
-
Jain VK. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Process. Technol. 2009, 209, 6022–6038. [Google Scholar]
-
Yan Z, Yang S, Li Y, Li X, Li W, Yao X. Magnetic field-assisted finishing: Mechanism, application, and outlook. Int. J. Adv. Manuf. Technol. 2024, 131, 2719–2758. doi:10.1007/s00170-023-12283-3. [Google Scholar]
-
Sankar MR, Jain VK, Ramkumar J, Joshi YM. Rheological characterization of styrene-butadiene based medium and its finishing performance using rotational abrasive flow finishing process. Int. J. Mach. Tools Manuf. 2011, 51, 947–957. [Google Scholar]
-
Przyklenk K. Abrasive flow machining—A process for surface finishing and deburring of workpieces with a complicated shape by means of abrasive laden media. Adv. Nontradit. Mach. PED ASME 1986, 22, 101–110. [Google Scholar]
-
Haan JJ, Steif PS. Abrasive wear due to the slow flow of a concentrated suspension. Wear 1998, 219, 177–183. [Google Scholar]
-
Jain RK, Jain VK, Dixit PM. Modeling of material removal and surface roughness in abrasive flow machining process. Int. J. Mach. Tools Manuf. 1999, 39, 1903–1923. [Google Scholar]
-
Jain RK, Jain VK. Simulation of surface generated in abrasive flow machining process. Robot. Comput-Integr. Manuf. 1999, 15, 403–412. [Google Scholar]
-
Brar BS, Walia RS, Singh VP. Electrochemical-aided abrasive flow machining (ECA2FM) process: A hybrid machining process. Int. J. Adv. Manuf. Technol. 2015, 79, 329–342. doi:10.1007/s00170-015-6806-y. [Google Scholar]
-
Bhardwaj A, Srinivas K, Chaudhary R. Parametric investigation of thermal additive centrifugal abrasive flow machining process for enhancing productivity. Proc. Inst. Mech. Eng. Part. E J. Process. Mech. Eng. 2024, 09544089241251737. doi:10.1177/09544089241251737. [Google Scholar]
-
Zhu Z, Dhokia VG, Nassehi A, Newman ST. A review of hybrid manufacturing processes—State of the art and future perspectives. Int. J. Comput. Integr. Manuf. 2013, 26, 596–615. doi:10.1080/0951192X.2012.749530. [Google Scholar]
-
Lorenz KA, Jones JB, Wimpenny DI, Jackson MR. A Review of Hybrid Manufacturing; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
-
Chong L, Ramakrishna S, Singh S. A review of digital manufacturing-based hybrid additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2018, 95, 2281–2300. doi:10.1007/s00170-017-1345-3. [Google Scholar]
-
Krimpenis AA, Noeas GD. Application of Hybrid Manufacturing processes in microfabrication. J. Manuf. Process. 2022, 80, 328–346. [Google Scholar]
-
Hashmi AW, Ahmad S, Mustafa MG, Tian Y, Iqbal F, Mali HS, et al. Abrasive flow finishing of 3D-Printed Aerofoils: Design, numerical Simulation, and experimental analysis. Opt. Laser Technol. 2024, 174, 110578. [Google Scholar]
-
Bogdahn S, Malek C, Koch E, Katrakova-Krüger D. Production and characterization of recovered Carbon Black (rCB) by waste tire pyrolysis as a potential Carbon Black (CB) substitute. Adv. Mater. Sustain. Manuf. 2025, 2, 10007. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Saxena KK, Puerta APV, Rao US, et al. Design and modeling of abrasive flow finishing of freeform surfaces of FDM printed femoral component of knee implant pattern. Int. J. Interact. Des. Manuf. IJIDeM 2023, 17, 2507–2526. [Google Scholar]
-
Marconi P, de Souza Amarante EM, Fialho RLL, Ferreira CV, Beal VE, Junior ASR. Steel and aluminium moulds: Comparative analysis of optimal parameters to inject amorphous and semicrystalline polymers. Adv. Mater. Sustain. Manuf. 2025, 2, 10006. doi:10.70322/amsm.2025.10006. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Saxena KK, Puerta APV, Buddhi D. A newly developed coal-ash-based AFM media characterization for abrasive flow finishing of FDM printed hemispherical ball shape. Int. J. Interact. Des. Manuf. IJIDeM 2023, 17, 2283–2298. [Google Scholar]
-
da Silveira PHPM, Eltom AE, Le Sénéchal NV, dos Santos JL, Gomes AV, da Silva MHP. Evaluation of the Effect of Fe2O3 as a Sintering Additive on Densification, Microstructure, and Thermal Stability of Al2O3. Adv. Mater. Sustain. Manuf. 2025, 2, 10005. [Google Scholar]
-
Hashmi AW. An experimental investigation of viscosity of a newly developed natural polymer-based media for abrasive flow machining (AFM) of 3D printed ABS parts. J. Eng. Res. 2021.doi:10.36909/jer.13643. [Google Scholar]
-
Karim MR. Optimizing Maintenance Strategies in Smart Manufacturing: A Systematic Review of Lean Practices, Total Productive Maintenance (TPM), and Digital Reliability. Rev. Appl. Sci. Technol. 2025, 4, 176–206. [Google Scholar]
-
Jain VK, Sidpara A, Sankar MR, Das M. Nano-finishing techniques: A review. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2012, 226, 327–346. doi:10.1177/0954406211426948. [Google Scholar]
-
Ghosh G, Sidpara A, Bandyopadhyay PP. Review of several precision finishing processes for optics manufacturing. J. Micromanuf. 2018, 1, 170–188. doi:10.1177/2516598418777315. [Google Scholar]
-
Zhong Z-W. Advanced polishing, grinding and finishing processes for various manufacturing applications: A review. Mater. Manuf. Process. 2020, 35, 1279–1303. doi:10.1080/10426914.2020.1772481. [Google Scholar]
-
Hashmi AW, Mali HS, Meena A, Gupta N, Ahmad S, Saxena KK, et al. abrasive flow finishing of FDM printed extrusion die insert pattern using novel AFM fixture with mandrel guide. Surf. Rev. Lett. 2023, 30, 2350034. [Google Scholar]
-
Sambharia J, Mali HS. Characterisation and performance evaluation of developed alternative polymer abrasive gels for abrasive flow finishing process. Int. J. Precis. Technol. 2015, 5, 185–200. [Google Scholar]
-
Kumar M, Alok A, Kumar V, Das M. Advanced abrasive-based nano-finishing processes: Challenges, principles and recent applications. Mater. Manuf. Process. 2022, 37, 372–392. [Google Scholar]
-
Hashmi AW, Ahmad S, Iqbal F, Yusuf M, Ibrahim H. Experimental Investigation on Abrasive Flow Finishing of FDM-Printed Polymeric Y-Shaped Nozzle. Eng. Proc. 2025, 76, 107. [Google Scholar]
-
Wang Z, Guo J, Cheung BC. Challenges and Development Trends of Advanced Finishing Technologies. In Advanced Finishing Technologies for High Performance Manufacturing; Springer: Singapore, 2025; pp. 481–502. [Google Scholar]
-
Zhang B, Qiao Y, Khiabani N, Wang X. Study on rheological behaviors of media and material removal mechanism for abrasive flow machining (AFM) micro structures and corresponding simulations. J. Manuf. Process. 2022, 73, 248–259. doi:10.1016/j.jmapro.2021.11.006. [Google Scholar]
-
Ben F, Olubambi PA. Synergistic effects of agro-waste ash and alumina on the surface texture and tribological properties of hybrid AMCs. Discov. Mater. 2025, 5, 42. doi:10.1007/s43939-025-00228-4. [Google Scholar]
-
Korkmaz ME, Gupta MK, Çelik E, Ross NS, Günay M. A sustainable cooling/lubrication method focusing on energy consumption and other machining characteristics in high-speed turning of aluminum alloy. Sustain. Mater. Technol. 2024, 40, e00919. doi:10.1016/j.susmat.2024.e00919. [Google Scholar]
-
Kumar Y, Singh H. Effect of sintering routes on CIP/EIP—Al2O3 composite magnetic abrasive for chemo-mechanical magneto-rheological finishing of aluminium 6061. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 237, 374–405. doi:10.1177/09544062221122072. [Google Scholar]
-
Hu X, Wang Z, Wang Y, Han S, Zhang X, Peng Y, et al. Roughness control in the processing of 2-inch polycrystalline diamond films on 4H-SiC wafers. Mater. Sci. Semicond. Process. 2024, 184, 108824. doi:10.1016/j.mssp.2024.108824. [Google Scholar]
-
Petare AC, Jain NK. On simultaneous improvement of wear characteristics, surface finish and microgeometry of straight bevel gears by abrasive flow finishing process. Wear 2018, 404, 38–49. [Google Scholar]
-
Sambharia J, Mali HS. Recent developments in abrasive flow finishing process: A review of current research and future prospects. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 388–399. [Google Scholar]
-
Jain V, Adsul S. Experimental investigations into abrasive flow machining (AFM). Int. J. Mach. Tools Manuf. 2000, 40, 1003–1021. [Google Scholar]
-
Sankar MR, Jain V, Ramkumar J, Kar KK. Rheological characterisation and performance evaluation of a new medium developed for abrasive flow finishing. Int. J. Precis. Technol. 2010, 1, 302–313. [Google Scholar]
-
Sidpara A, Jain V. Experimental investigations into forces during magnetorheological fluid based finishing process. Int. J. Mach. Tools Manuf. 2011, 51, 358–362. [Google Scholar]
-
Rhoades L. Abrasive flow machining: A case study. J. Mater. Process. Technol. 1991, 28, 107–116. [Google Scholar]
-
Kumar SS, Hiremath SS. A review on abrasive flow machining (AFM). Procedia Technol. 2016, 25, 1297–1304. [Google Scholar]
-
Om H, Singh H, Vashishtha G. An experimental investigation of process parameters on material removal and surface roughness improvement in abrasive flow machining. Eng. Res. Express 2024, 6, 035520. doi:10.1088/2631-8695/ad63f9. [Google Scholar]
-
Shaik MB, Mamilla RS, Nasina V. Experimental investigation and prediction of surface roughness in abrasive flow finishing of additive manufactured pure copper. Prog. Addit. Manuf. 2024, 10, 2133–2160. doi:10.1007/s40964-024-00741-7. [Google Scholar]
-
Gupta GA, Ansari IA, Ramkumar J, Kar KK. Rheological characterization of newly developed fly-ash mixed polymeric media and its finishing performance through abrasive flow machining. Clean. Eng. Technol. 2021, 2, 100085. doi:10.1016/j.clet.2021.100085. [Google Scholar]
-
Kumar M, Kumar G, Sidpara A, Racherla V. Numerical and experimental investigation into tool-workpiece interaction in flexible abrasive tool finishing. J. Manuf. Process. 2024, 123, 28–44. doi:10.1016/j.jmapro.2024.05.075. [Google Scholar]
-
Cai Y, Qian P, Wen D, Jin G, Jin M, Yuan Q, et al. Adaptive Control of Pressure Difference in Abrasive Flow Machining for Inner Hole with High Depth/Diameter Ratio. Materials 2024, 17, 6123. doi:10.3390/ma17246123. [Google Scholar]
-
Li J, Song C, Du X, Xie H, Zhao J, Chen Y. Effects of Machining Parameters on Abrasive Flow Machining of Single Crystal γ-TiAl Alloy Based on Molecular Dynamics. Micromachines 2025, 16, 84. doi:10.3390/mi16010084. [Google Scholar]
-
Chernets M, Świć A, Kornienko A, Yurchuk A. Evaluation of Wear Resistance of Functional Composite Polymeric Materials and Durability of Metal-Polymer Bearings. Adv. Sci. Technol. Res. J. 2023, 17, 258–267. doi:10.12913/22998624/161591. [Google Scholar]
-
Han S, Salvatore F, Rech J, Bajolet J. Abrasive flow machining (AFM) finishing of conformal cooling channels created by selective laser melting (SLM). Precis. Eng. 2020, 64, 20–33. [Google Scholar]
-
Choopani Y, Khajehzadeh M, Razfar MR. An experimental study on the abrasive flow machining of aluminum alloy (AA 2024). SN Appl. Sci. 2023, 5, 151. doi:10.1007/s42452-023-05370-3. [Google Scholar]
-
Wang H, Gao H. Influence of wall-slip on material removal in abrasive flow machining. Int. J. Mech. Sci. 2024, 262, 108727. doi:10.1016/j.ijmecsci.2023.108727. [Google Scholar]
-
Wang B, Liu Z, Cai Y, Luo X, Ma H, Song Q, et al. Advancements in material removal mechanism and surface integrity of high speed metal cutting: A review. Int. J. Mach. Tools Manuf. 2021, 166, 103744. doi:10.1016/j.ijmachtools.2021.103744. [Google Scholar]
-
Rao PK, Janardhana GR. Review of surface roughness and material removing rate on abrasive flow machining process. MATEC Web Conf. 2024, 392, 01032. doi:10.1051/matecconf/202439201032. [Google Scholar]
-
Ge Z, Tang Z, Li J, Xue Y. Experimental study on the influence law of the number of processing cycles and abrasive concentration on the polishing effect of abrasive flow. SPIE 2024, 13226, 780–785. doi:10.1117/12.3038290. [Google Scholar]
-
Salian P, Dillibabu V, Srinivas S, Khan MA. Optimising abrasive water jet cutting parameters for direct metal laser sintered Inconel 718: A study of cutting efficiency and surface quality. Int. J. Interact. Des. Manuf. IJIDeM 2024, 1–17. doi:10.1007/s12008-024-02111-7. [Google Scholar]
-
Irfan AA. Effect of ground tire rubber media’s viscoelasticity and flow passage geometry on the abrasive flow finishing of helical gear. J. Manuf. Process. 2023, 101, 219–233. doi:10.1016/j.jmapro.2023.06.012. [Google Scholar]
-
Ma Y, Li K, Feng B, Zhang L. Surface Roughness Uniformity Improvement of Additively Manufactured Channels’ Internal Corners by Liquid Metal-Driven Abrasive Flow Polishing. Micromachines 2025, 16, 987. [Google Scholar]
-
Tandecka K, Kacalak W, Rypina Ł, Wiliński M, Wieczorowski M, Mathia TG. Effects of Pressure Rollers with Variable Compliance in the Microfinishing Process Utilizing Abrasive Films. Materials 2024, 17, 1795. doi:10.3390/ma17081795. [Google Scholar]
-
Kumar R, Rezapourian M, Rahmani R, Maurya HS, Kamboj N, Hussainova I. Bioinspired and Multifunctional Tribological Materials for Sliding, Erosive, Machining, and Energy-Absorbing Conditions: A Review. Biomimetics 2024, 9, 209. doi:10.3390/biomimetics9040209. [Google Scholar]
-
Amirtharaj Mosas KK, Chandrasekar AR, Dasan A, Pakseresht A, Galusek D. Recent Advancements in Materials and Coatings for Biomedical Implants. Gels 2022, 8, 323. doi:10.3390/gels8050323. [Google Scholar]
-
Ilyin SO. Structural Rheology in the Development and Study of Complex Polymer Materials. Polymers 2024, 16, 2458. doi:10.3390/polym16172458. [Google Scholar]
-
Tamayo JA, Riascos M, Vargas CA, Baena LM. Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 2021, 7, e06892. doi:10.1016/j.heliyon.2021.e06892. [Google Scholar]
-
Tamarkin M, Tishchenko E, Tishchenko R. Exploring workpiece surface quality formation with abrasive dynamics in centrifugal-rotary processes. E3S Web Conf. 2024, 592, 05018. doi:10.1051/e3sconf/202459205018. [Google Scholar]
-
Zhang B, Wang X, Jiang N, Tang J, Sun F, Wang X. Theoretical finishing size limitation and failure mechanism of viscoelastic abrasive media on micro-hole structure. J. Mater. Res. Technol. 2025, 35, 2755–2770. doi:10.1016/j.jmrt.2025.01.190. [Google Scholar]
-
Jain RK, Jain VK. Optimum selection of machining conditions in abrasive flow machining using neural network. J. Mater. Process. Technol. 2000, 108, 62–67. [Google Scholar]
-
Ge J, Li C, Gao Z, Ren Y, Xu X, Li C, et al. Softness abrasive flow polishing method using constrained boundary vibration. Powder Technol. 2021, 382, 173–187. doi:10.1016/j.powtec.2020.12.065. [Google Scholar]
-
Gudipadu V, Sharma AK, Singh N. Simulation of media behaviour in vibration assisted abrasive flow machining. Simul. Model. Pract. Theory 2015, 51, 1–13. [Google Scholar]
-
Jain RK, Jain VK. Specific energy and temperature determination in abrasive flow machining process. Int. J. Mach. Tools Manuf. 2001, 41, 1689–1704. [Google Scholar]
-
Gorana VK, Jain VK, Lal GK. Forces prediction during material deformation in abrasive flow machining. Wear 2006, 260, 128–139. [Google Scholar]
-
Gorana VK, Jain VK, Lal GK. Prediction of surface roughness during abrasive flow machining. Int. J. Adv. Manuf. Technol. 2006, 31, 258–267. [Google Scholar]
-
Mollah AA, Pratihar DK. Modeling of TIG welding and abrasive flow machining processes using radial basis function networks. Int. J. Adv. Manuf. Technol. 2008, 37, 937–952. [Google Scholar]
-
Mali HS, Manna A. Optimum selection of abrasive flow machining conditions during fine finishing of Al/15 wt% SiC-MMC using Taguchi method. Int. J. Adv. Manuf. Technol. 2010, 50, 1013–1024. [Google Scholar]
-
Chen X, Xu S, Ignacio Ahuir-Torres J, Wang Z, Chen X, Yu T, et al. Acceleration mechanism of abrasive particle in ultrasonic polishing under synergistic physical vibration and cavitation: Numerical study. Ultrason. Sonochem. 2023, 101, 106713. doi:10.1016/j.ultsonch.2023.106713. [Google Scholar]
-
Choopani Y, Razfar MR, Khajehzadeh M, Khosrojerdi M. Design and development of ultrasonic assisted-rotational magnetorheological abrasive flow finishing (UA-RMRAFF) process. Appl. Acoust. 2022, 197, 108950. [Google Scholar]
-
Xu Z-B, Xie S, Feng J, Wu H. Laser-assisted magnetorheological polishing of SLM-fabricated 316L stainless steel surface. Mater. Manuf. Process. 2024, 40, 459–465. doi:10.1080/10426914.2024.2437759. [Google Scholar]
-
Zhang Z, Geng K, Qiao G, Zhang J. The heat flow coupling effect of laser-assisted magnetorheological polishing. Int. J. Adv. Manuf. Technol. 2021, 114, 591–603. doi:10.1007/s00170-021-06880-3. [Google Scholar]
-
Qian C, Fan Z, Tian Y, Liu Y, Han J, Wang J. A review on magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2021, 112, 619–634. doi:10.1007/s00170-020-06363-x. [Google Scholar]
-
Lu M-M, Yang Y-K, Lin J-Q, Du Y-S, Zhou X-Q. Research progress of magnetorheological polishing technology: A review. Adv. Manuf. 2024, 12, 642–678. doi:10.1007/s40436-024-00490-4. [Google Scholar]
-
Xu C, Peng X, Hu H, Liu J, Li H, Luo T, et al. Nano-Precision Processing of NiP Coating by Magnetorheological Finishing. Nanomaterials 2023, 13, 2118. doi:10.3390/nano13142118. [Google Scholar]
-
Poudel B, Nguyen H, Song G, Kwon P, Chung H. Novel Process Modeling of Magnetic-Field Assisted Finishing (MAF) with Rheological Properties. Lubricants 2023, 11, 239. doi:10.3390/lubricants11060239. [Google Scholar]
-
Sankar MR, Jain V, Ramkumar J. Rotational abrasive flow finishing (R-AFF) process and its effects on finished surface topography. Int. J. Mach. Tools Manuf. 2010, 50, 637–650. [Google Scholar]
-
Cheng K-C, Wang A-C, Chen K-Y, Huang C-Y. Study of the polishing characteristics by abrasive flow machining with a rotating device. Processes 2022, 10, 1362. [Google Scholar]
-
Kumar S, Jain V, Sidpara A. Nanofinishing of freeform surfaces (knee joint implant) by rotational-magnetorheological abrasive flow finishing (R-MRAFF) process. Precis. Eng. 2015, 42, 165–178. [Google Scholar]
-
Sankar MR, Ramkumar J, Jain VK. Experimental investigation and mechanism of material removal in nano finishing of MMCs using abrasive flow finishing (AFF) process. Wear 2009, 266, 688–698. [Google Scholar]
-
Kumar R, Murtaza Q, Walia R. Three start helical abrasive flow machining for ductile materials. Procedia Mater. Sci. 2014, 6, 1884–1890. [Google Scholar]
-
Sankar MR, Mondal S, Ramkumar J, Jain VK. Experimental investigations and modeling of drill bit-guided abrasive flow finishing (DBG-AFF) process. Int. J. Adv. Manuf. Technol. 2009, 42, 678–688. doi:10.1007/s00170-008-1642-y. [Google Scholar]
-
Korkmaz ME, Gupta MK. A State of the Art on Cryogenic Cooling and Its Applications in the Machining of Difficult-to-Machine Alloys. Materials 2024, 17, 2057. doi:10.3390/ma17092057. [Google Scholar]
-
Yuvaraj N, Kumar MP. Cutting of aluminium alloy with abrasive water jet and cryogenic assisted abrasive water jet: A comparative study of the surface integrity approach. Wear 2016, 362, 18–32. [Google Scholar]
-
Zhang G, Ma W, Gao Y, Zhao Y, Zhao G, Meng J, et al. Clarification of the effect of cooling rate on abrasive embedding behavior of PDMS in cryogenic abrasive air-jet machining. J. Manuf. Process. 2025, 134, 749–761. [Google Scholar]
-
Ji S, Cao H, Zhao J, Pan Y, Jiang E. Soft abrasive flow polishing based on the cavitation effect. Int. J. Adv. Manuf. Technol. 2019, 101, 1865–1878. doi:10.1007/s00170-018-2983-9. [Google Scholar]
-
Pan Y, Ji S, Tan D, Cao H. Cavitation-based soft abrasive flow processing method. Int. J. Adv. Manuf. Technol. 2020, 109, 2587–2602. doi:10.1007/s00170-020-05836-3. [Google Scholar]
-
Wang J, Dong X, Zhu L, Zhou Z. Theoretical and Experimental Investigation on a Novel Cavitation-Assisted Abrasive Flow Polishing Method. Micromachines 2024, 15, 1142. doi:10.3390/mi15091142. [Google Scholar]
-
Nagalingam AP, Toh BL, Yeo SH. Surface Polishing of Laser Powder Bed Fused Inconel 625 Surfaces Using Multi-jet Hydrodynamic Cavitation Abrasive Finishing: An Emerging Class of Cleaner Surface Enhancement Process. Int. J. Precis. Eng. Manuf-Green. Technol. 2023, 10, 637–657. doi:10.1007/s40684-022-00471-7. [Google Scholar]
-
Lee Y-H, Wu K-L, Bai C-T, Liao C-Y, Yan B-H. Planetary motion combined with two-dimensional vibration-assisted magnetic abrasive finishing. Int. J. Adv. Manuf. Technol. 2015, 76, 1865–1877. doi:10.1007/s00170-014-6370-x. [Google Scholar]
-
Guo J, Feng W, Jong HJH, Suzuki H, Kang R. Finishing of rectangular microfeatures by localized vibration-assisted magnetic abrasive polishing method. J. Manuf. Process. 2020, 49, 204–213. [Google Scholar]
-
Gu Y, Kang M, Lin J, Liu A, Fu B, Wan P. Non-resonant vibration-assisted magnetorheological finishing. Precis. Eng. 2021, 71, 263–281. [Google Scholar]
-
Sun R, Nozoe A, Nagahashi J, Arima K, Kawai K, Yamamura K. Novel highly-efficient and dress-free polishing technique with plasma-assisted surface modification and dressing. Precis. Eng. 2021, 72, 224–236. [Google Scholar]
-
Wu J, Xu P, Li L, Li Z, Qi H, Wang C, et al. Multiphase dynamic interfaces and abrasive transport dynamics for abrasive flow machining in shear thickening transition states. Powder Technol. 2024, 446, 120150. [Google Scholar]
-
Jain VK, Kumar R, Dixit PM, Sidpara A. Investigations into abrasive flow finishing of complex workpieces using FEM. Wear 2009, 267, 71–80. [Google Scholar]
-
Ali P, Walia RS, Murtaza Q, MS R. Modeling and analysis of developed Thermal additive Centrifugal Abrasive Flow Machining process. Surf. Topogr. Metrol. Prop. 2020, 8, 035013. doi:10.1088/2051-672X/abaffe. [Google Scholar]
-
Bhardwaj A, Srinivas K, Chaudhary R. Morphology of Finished Brass Surface by Thermal Additive Centrifugal Abrasive Flow Machining Process Using Novel Electrode. JOM 2024, 76, 510–521. doi:10.1007/s11837-023-06220-8. [Google Scholar]
-
Fu Y, Wang X, Gao H, Wei H, Li S. Blade surface uniformity of blisk finished by abrasive flow machining. Int. J. Adv. Manuf. Technol. 2016, 84, 1725–1735. doi:10.1007/s00170-015-8270-0. [Google Scholar]
-
Zhao T, Shi Y, Lin X, Huang T. Optimization of abrasive flow polishing process parameters for static blade ring based on response surface methodology. J. Mech. Sci. Technol. 2016, 30, 1085–1093. [Google Scholar]
-
Subramanian KT, Balashanmugam N, Shashi Kumar PV. Nanometric finishing on biomedical implants by abrasive flow finishing. J. Inst. Eng. India Ser. C 2016, 97, 55–61. [Google Scholar]
-
Yang Z, Wu G, Shen J, Yin Y, Li L, Wang Y, et al. Surface morphological characteristics and mechanisms of laser-assisted electrochemical polishing on Inconel 718 alloy. Opt. Laser Technol. 2025, 181, 111591. doi:10.1016/j.optlastec.2024.111591. [Google Scholar]
-
Manoharan K, Bhattacharya S. Design and development of Rotational Magneto Abrasive Flow Finishing setup powered with machine learning tools for nanofinishing of cylindrical double camshaft followers. CIRP J. Manuf. Sci. Technol. 2024, 51, 236–251. [Google Scholar]
-
Nagalingam AP, Yuvaraj HK, Yeo SH. Synergistic effects in hydrodynamic cavitation abrasive finishing for internal surface-finish enhancement of additive-manufactured components. Addit. Manuf. 2020, 33, 101110. [Google Scholar]
-
Fan Z, Tian Y, Liu Z, Shi C, Zhao Y. Investigation of a novel finishing tool in magnetic field assisted finishing for titanium alloy Ti-6Al-4V. J. Manuf. Process. 2019, 43, 74–82. doi:10.1016/j.jmapro.2019.05.007. [Google Scholar]
-
Mulik RS, Pandey PM. Mechanism of Surface Finishing in Ultrasonic-Assisted Magnetic Abrasive Finishing Process. Mater. Manuf. Process. 2010, 25, 1418–1427. doi:10.1080/10426914.2010.499580. [Google Scholar]
-
Guo Z, Luo X, Hu X, Jin T. Investigation of material removal distributions and surface morphology evolution in non-contact ultrasonic abrasive machining (NUAM) of BK7 optical glasses. Micromachines 2022, 13, 2188. [Google Scholar]
-
Ichida Y, Sato R, Morimoto Y, Kobayashi K. Material removal mechanisms in non-contact ultrasonic abrasive machining. Wear 2005, 258, 107–114. doi:10.1016/j.wear.2004.05.016. [Google Scholar]
-
Kenda J, Duhovnik J, Tavčar J, Kopač J. Abrasive flow machining applied to plastic gear matrix polishing. Int. J. Adv. Manuf. Technol. 2014, 71, 141–151. [Google Scholar]
-
Zhu LF, Wang K, Wu H, Xiu D, Sun LZ. Research on the methods for common-rail pipe holes abrasive flow machining. Appl. Mech. Mater. 2015, 721, 122–126. [Google Scholar]
-
Petare AC, Jain NK. Improving spur gear microgeometry and surface finish by AFF process. Mater. Manuf. Process. 2018, 33, 923–934. doi:10.1080/10426914.2017.1376074. [Google Scholar]
-
Xu YC, Zhang KH, Lu S, Liu ZQ. Experimental investigations into abrasive flow machining of helical gear. Key Eng. Mater. 2013, 546, 65–69. [Google Scholar]
-
Choopani Y, Khajehzadeh M, Razfar MR. Using inverse replica fixture technique for improving nano-finishing of hip joint implant in abrasive flow finishing process. Int. J. Adv. Manuf. Technol. 2020, 110, 3035–3050. doi:10.1007/s00170-020-06064-5. [Google Scholar]
-
Kumar M, Sidpara A, Racherla V. Improving surface finish and wear resistance of electroless nickel plating using flexible abrasive tool. Wear 2024, 546, 205326. [Google Scholar]
-
Kenda J, Pusavec F, Kermouche G, Kopac J. Surface integrity in abrasive flow machining of hardened tool steel AISI D2. Procedia Eng. 2011, 19, 172–177. [Google Scholar]
-
Wang AC, Liu CH, Liang KZ, Pai SH. Study of the rheological properties and the finishing behavior of abrasive gels in abrasive flow machining. J. Mech. Sci. Technol. 2007, 21, 1593–1598. [Google Scholar]
-
Mohammadian N, Turenne S, Brailovski V. Surface finish control of additively-manufactured Inconel 625 components using combined chemical-abrasive flow polishing. J. Mater. Process. Technol. 2018, 252, 728–738. doi:10.1016/j.jmatprotec.2017.10.020. [Google Scholar]
-
Vaishya R, Walia RS, Kalra P. Design and development of hybrid electrochemical and centrifugal force assisted abrasive flow machining. Mater. Today Proc. 2015, 2, 3327–3341. [Google Scholar]
-
Das M, Jain VK, Ghoshdastidar PS. Nanofinishing of flat workpieces using rotational–magnetorheological abrasive flow finishing (R-MRAFF) process. Int. J. Adv. Manuf. Technol. 2012, 62, 405–420. [Google Scholar]
-
Wang AC, Weng SH. Developing the polymer abrasive gels in AFM processs. J. Mater. Process. Technol. 2007, 192, 486–490. [Google Scholar]
-
Venkatesh G, Singh T, Sharma AK, Dvivedi A. Finishing of Micro-channels Using Abrasive Flow Machining. In Proceedings of the International Conference on Research and Innovations in Mechanical Engineering: ICRIME-2013; Khangura SS, Singh P, Singh H, Brar GS, Eds.; Springer: New Delhi, India, 2014; pp. 243–252. doi:10.1007/978-81-322-1859-3_22. [Google Scholar]
-
Tzeng H-J, Yan B-H, Hsu R-T, Lin Y-C. Self-modulating abrasive medium and its application to abrasive flow machining for finishing micro channel surfaces. Int. J. Adv. Manuf. Technol. 2007, 32, 1163–1169. [Google Scholar]
-
Fletcher AJ, Hull JB, Mackie J, Trengove SA. Computer Modelling of the Abrasive Flow Machining Process. In Surface Engineering; Meguid SA, Ed.; Springer: Dordrecht, The Netherlands, 1990; pp. 592–601. doi:10.1007/978-94-009-0773-7_59. [Google Scholar]
-
Petare A, Jain NK, Palani I. Simultaneous improvement of microgeometry and surface quality of spur and straight bevel gears by abrasive flow finishing process. J. Micromanuf. 2021, 4, 189–206. [Google Scholar]
-
Singh S, Raj ASA, Sankar MR, Jain VK. Finishing force analysis and simulation of nanosurface roughness in abrasive flow finishing process using medium rheological properties. Int. J. Adv. Manuf. Technol. 2016, 85, 2163–2178. doi:10.1007/s00170-015-8333-2. [Google Scholar]
-
Das M, Jain VK, Ghoshdastidar PS. The Out-of-Roundness of the Internal Surfaces of Stainless Steel Tubes Finished by the Rotational–Magnetorheological Abrasive Flow Finishing Process. Mater. Manuf. Process. 2011, 26, 1073–1084. doi:10.1080/10426914.2010.537141. [Google Scholar]
-
Golini D, Dumas P, Kordonski W, Hogan S, Jacobs S. Precision optics fabrication using magnetorheological finishing. In Optical Fabrication and Testing; Optica Publishing Group: Washington, DC, USA, 1998; p. OMD-1. [Google Scholar]
-
Rajesha S, Venkatesh G, Sharma AK, Kumar P. Performance study of a natural polymer based media for abrasive flow machining. Indian J. Eng. Mater. Sci. 2010, 17, 407–413. [Google Scholar]
-
Wang AC, Cheng KC, Chen KY, Chien CC. Elucidating the optimal parameters of a helical passageway in abrasive flow machining. Int. J. Surf. Sci. Eng. 2015, 9, 145. doi:10.1504/IJSURFSE.2015.068239. [Google Scholar]