1. Introduction
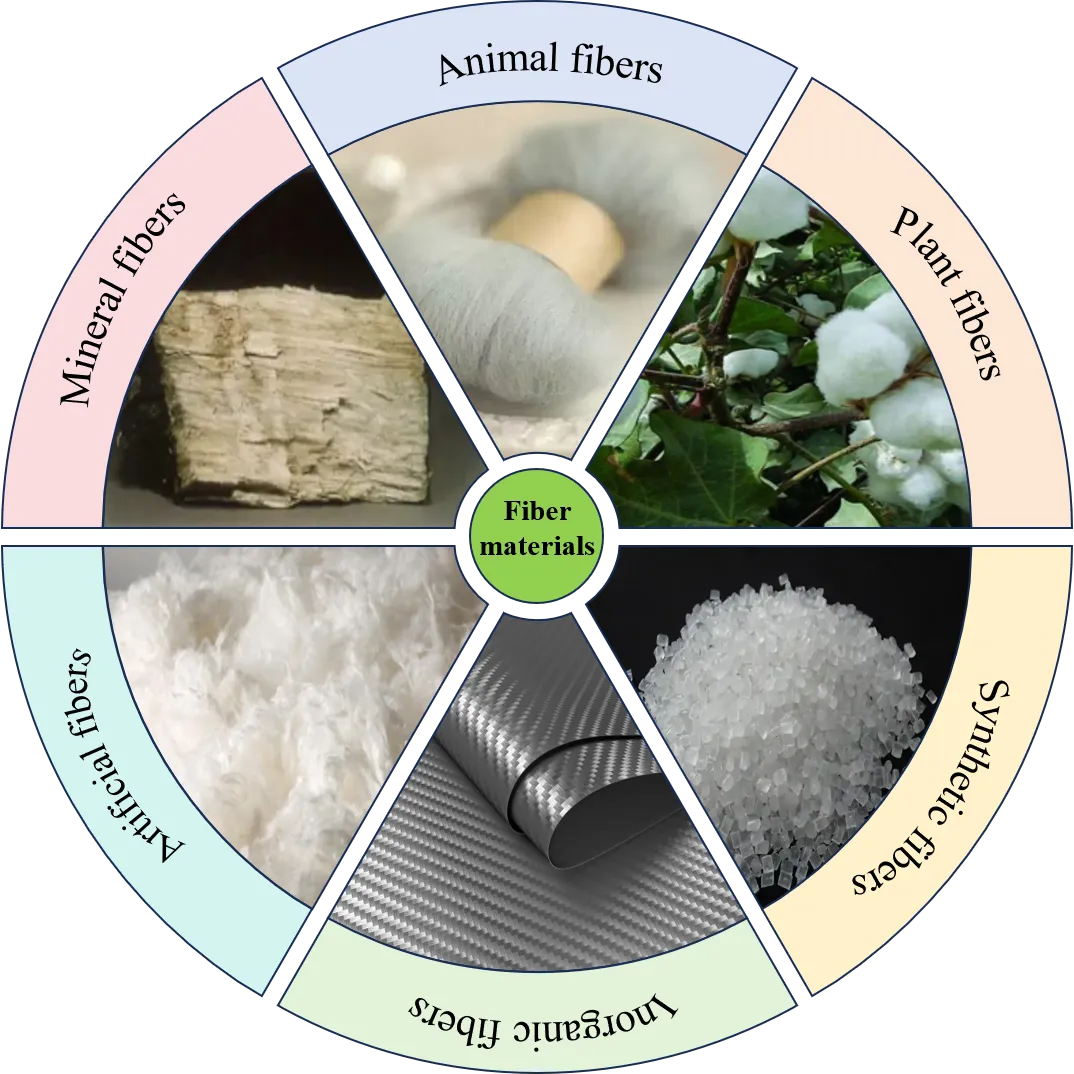
With the continuous advancement of global industrialization and the sustained improvement of human living standards, fiber materials are increasingly widely used in modern society. As shown in , fibrous materials can be divided into two categories depending on their sources: natural fibers and chemical fibers. Natural fibers mainly include plant fibers (e.g., cotton, hemp, and bamboo fibers) [
1], animal fibers (e.g., silk and wool) [
2,
3,
4], and mineral fibers (e.g., chrysotile asbestos and crocidolite asbestos) [
5,
6]. Chemical fibers can be further subdivided into man-made fibers (also known as regenerated fibers, e.g., and acetic acid fibers) [
7,
8], synthetic fibers (e.g., polyester and nylon) [
9,
10], and inorganic fibers (e.g., carbon fiber and glass fiber) [
11,
12,
13].
. The classification of fiber materials.
With the rapid development of the global textile industry and related sectors, the production and consumption of fiber materials have increased significantly. This growth has led to increasingly severe issues of resource depletion and environmental pollution. Globally, over 92 million tons of textile waste are generated annually, with primary disposal methods including landfilling, incineration, and recycling [
14]. Conventional landfilling not only occupies vast amounts of land but also poses environmental risks as synthetic fibers are resistant to degradation and may release harmful chemicals that contaminate soil and groundwater. While incineration can reduce waste volume and recover some energy, the high-temperature combustion process may emit toxic gases, contributing to air pollution and increased carbon emissions. Consequently, recycling technologies have emerged as a more sustainable alternative to landfilling and incineration [
15,
16]. However, current recycling systems still face many technical and economic challenges that limit their large-scale application, such as low recovery rates, process complexity, and the degradation of recycled product performance.
In the face of resource shortages and environmental pressures, it is critical to improve the recycling rate of fiber material products. First, the production of fiber materials (especially synthetic fibers) involves non-renewable resources such as oil and natural gas, so recycling can effectively reduce dependence on these primary resources and reduce consumption [
17]. Second, through efficient recycling and reuse technology, the landfill and incineration of waste fiber materials can be reduced, along with greenhouse gas and pollutant emissions, reducing the impact of this sector on the environment [
18,
19]. In addition, the construction of a perfect recycling system can help promote the development of a circular economy and improve the sustainability of the textile industry. Meanwhile, policies and regulations also provide impetus for the recycling of fiber materials. For example, the Waste Framework Directive (EU) 2018/851 of the European Union [
20], and China’s Implementing Opinions on Accelerating the Promotion of Recycling of Used Textiles, released in 2022 [
21], call for an increase in the recycling rate of textile waste. Furthermore, the growing consumer demand for sustainable products has prompted companies to actively develop recyclable and renewable fiber materials and promote industrial upgrades and technological innovation.
In recent years, significant progress has been made in fiber material recycling technologies. These technologies can be primarily categorized into mechanical, chemical, and biological recycling methods. However, current recycling systems still face multiple challenges. First, imperfect recycling infrastructure results in immature classification systems, collection channels, and standardized recycling processes for textiles and composite materials, ultimately affecting overall recycling rates. Second, the diversity and contamination of fiber materials present difficulties; many textile products contain blended fibers of different types or multi-layer composite structures, making separation and purification during recycling particularly challenging. Third, some recycling technologies remain costly and energy-intensive, hindering industrial-scale adoption. Fourth, recycled fibers often exhibit reduced mechanical properties such as strength and durability, limiting their applicability in high-end products. Consequently, improving the efficiency of fiber recycling technologies, reducing costs, and enhancing the quality of recycled products have become critical issues requiring urgent solutions in both the research and industrial sectors.
Currently, numerous researchers have conducted studies in the field of fiber material recycling and reuse, covering various dimensions such as technical management, environmental benefits, and economic feasibility, and presenting diverse technological pathways. Irena et al [
20]. provided an in-depth analysis of the current status of textile waste treatment from the perspective of waste management systems, detailing the construction of collection, sorting, and recycling systems. They focused on the application of automated sorting technologies such as NIR spectroscopy and systematically reviewed the development status of mechanical and chemical recycling technologies. Abrishami et al [
22], systematically outlined the current state of textile recycling technologies from an environmental protection perspective, comprehensively assessed the environmental impact of fast fashion, and conducted a comparative analysis of mechanical, chemical, and biochemical recycling technologies. They also explored methods for resource recovery from non-recyclable textiles. Kamble et al [
23] focused on the innovative application of upcycling technologies for textile waste, delving into the technical challenges faced during the recycling process and elaborating on the application prospects of recycled fibers in composite material manufacturing.
The aforementioned studies provide insights and guidance for the technology and management of fiber material recycling. However, with increasing resource and environmental pressures and rapid advancements in new technologies, systematic analysis and research are still required in the following aspects: a comprehensive evaluation of the advantages, disadvantages, and application scenarios of existing fiber material recycling technologies; beyond apparel fiber materials, the application of recycled fibers in various fields such as automotive, construction, medical, and environmental protection materials needs further expansion. These fields increasingly use fiber materials, with varying forms and material compositions of fiber-based products. It is essential to analyze the current application status and potential of recycled fibers in these areas. Additionally, policies and regulations related to the ecological environment and sustainable development in various countries significantly influence the innovation of recycling technologies and management mechanisms for fiber-based products, warranting in-depth research.
Based on the above, this paper will systematically summarize the latest technological advances in the recycling of fibrous material products, focusing on the development of mechanical recycling, chemical recycling, and biological recycling technologies, and further analyzing the application potential of recycled fibers. Finally, this paper will examine future development trends of fiber material recycling technology, with a view to providing a scientific basis and reference for promoting the sustainable development of fiber material recycling.
2. Fiber Material Recycling and Reuse Technology
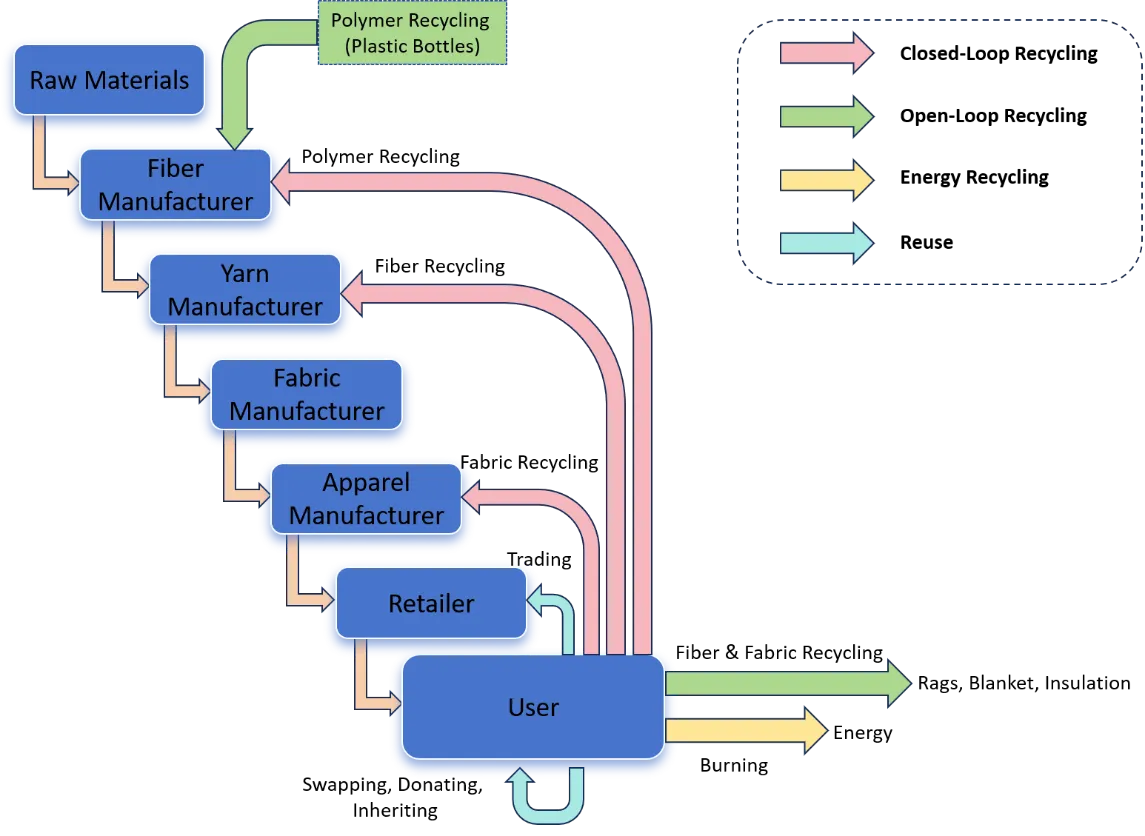
Recycling fiber materials is an important means to achieve resource circulation and reduce environmental pollution. Different forms of fiber recycling and reuse are classified in [
22]. Depending on the recycling approach, current fiber material recycling technologies can be primarily categorized into three types: mechanical recycling, chemical recycling, and biological recycling. Due to differences in physical and chemical properties, different types of fiber materials require distinct recycling techniques. A comparison of the advantages and disadvantages of these three recycling technologies is presented in . A systematic understanding of the principles and application scope of different recycling methods is crucial for promoting the efficient recycling and reuse of fiber materials.
. Classification of the available reuse and recycling routes [
22].
.
A comparison of the advantages and disadvantages of three recycling technologies.
| Recycling Technology |
Advantages |
Disadvantages |
| Mechanical recycling |
Technologically mature, simple process, low operating costs |
Declining quality of recycled fibers and poor treatment of mixed materials |
| Chemical recycling |
High-purity raw materials can be obtained, and the performance of recycled fibers is close to that of virgin fibers (high-quality fibers) |
Complex process, high energy consumption, high cost |
| Biological recycling |
Environmentally friendly, gentle process, low energy consumption |
Low efficiency, long response time |
2.1. Mechanical Recycling
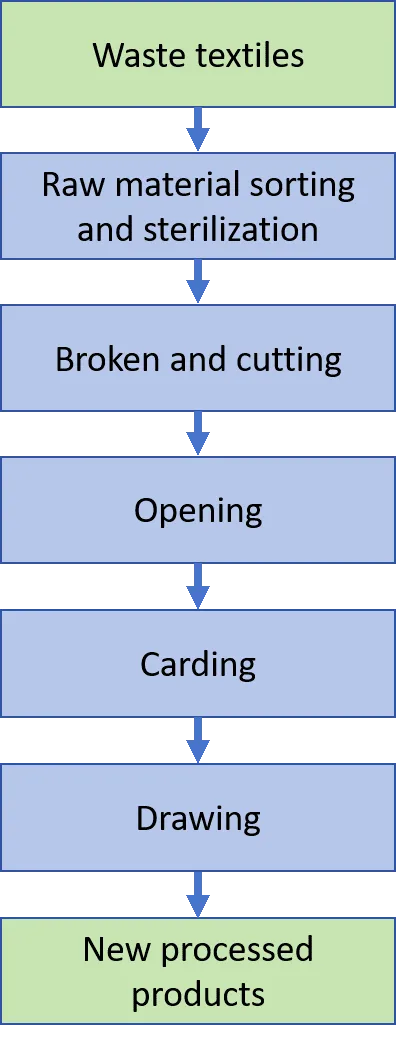
Mechanical recycling technology is currently the most mature and widely used method for fiber material recovery. The core principle involves physically processing waste textiles into fibers or yarns through mechanical means, then reprocessing these fibers into new textile products. As this process involves no chemical reactions, it offers distinct advantages, including operational simplicity and relatively low energy consumption. However, research by Filho [
24] has demonstrated that mechanical recycling leads to the progressive degradation of the regenerated fiber quality with each recycling cycle, ultimately affecting yarn and fabric production. This technology is particularly suitable for natural fibers such as cotton, linen, and wool (with the specific recycling process illustrated in [
25]) and certain synthetic fibers, including polyester and nylon. The standard mechanical recycling process for post-consumer textiles is shown in .
According to statistics, mechanical recycling accounts for approximately 43% of total fiber recovery [
26] representing the highest proportion among the three major recycling technologies. The typical process consists of several key steps: sorting, cutting, fiber opening, carding, and re-spinning.
. Mechanical recycling of natural fiber textiles [
25].
. Mechanical recycling process flow chart for waste textiles.
The mechanical recycling process begins with rigorous sorting, which helps ensure a certain level of recycling quality. Modern sorting centers combine manual sorting with automated technologies. First, near-infrared spectroscopy is used to quickly analyze fiber composition [
27] followed by color recognition via high-resolution cameras, and finally, manual verification to ensure accuracy. After sorting, the textiles undergo pre-treatment, including the removal of impurities such as plastic components, buttons, and zippers.
Next, cutting and shredding equipment processes large pieces of waste textiles into smaller fragments or fibrous materials. As shown in [
28] rotating blades shear the fiber materials as they pass through the cutting device. Subsequently, the fragments undergo fiber opening, carding and drawing to break them down into individual fibers. Finally, the processed fibers are spun into recycled yarn or developed into nonwoven fabric products.
Different fiber types exhibit significant variations in recyclability. As the second most commonly recycled fiber after cotton, acrylic fiber possesses unique application value. Ahu et al [
29] successfully obtained recycled acrylic fibers by blending acrylic fabric waste with covered yarns and polybutylene terephthalate (PBT) elastic yarns. For mixed-material waste, Hussien and Nachiappan [
30] explored separation and recycling techniques for cotton-acrylic blended knitwear. Through mechanical shredding and further refinement using metal pins on feed rollers, they successfully extracted recycled cotton and acrylic fibers for nonwoven fabric development, demonstrating the feasibility of recycling mixed materials.
The diversity of waste types has given rise to innovative recycling solutions. Sanches et al [
31] addressed waste materials with different structural characteristics by combining shredded fibers extracted from woven, knitted, and nonwoven waste with virgin cotton fibers and recycled polyester. They employed conventional ring spinning to produce yarns, which were subsequently processed into blended knitted fabrics using small-diameter circular knitting machines. This integrated utilization of waste materials from different sources effectively expands the source of recycled raw materials, provides new ideas for the comprehensive utilization of waste textiles, and enhances the performance diversity of the final product.
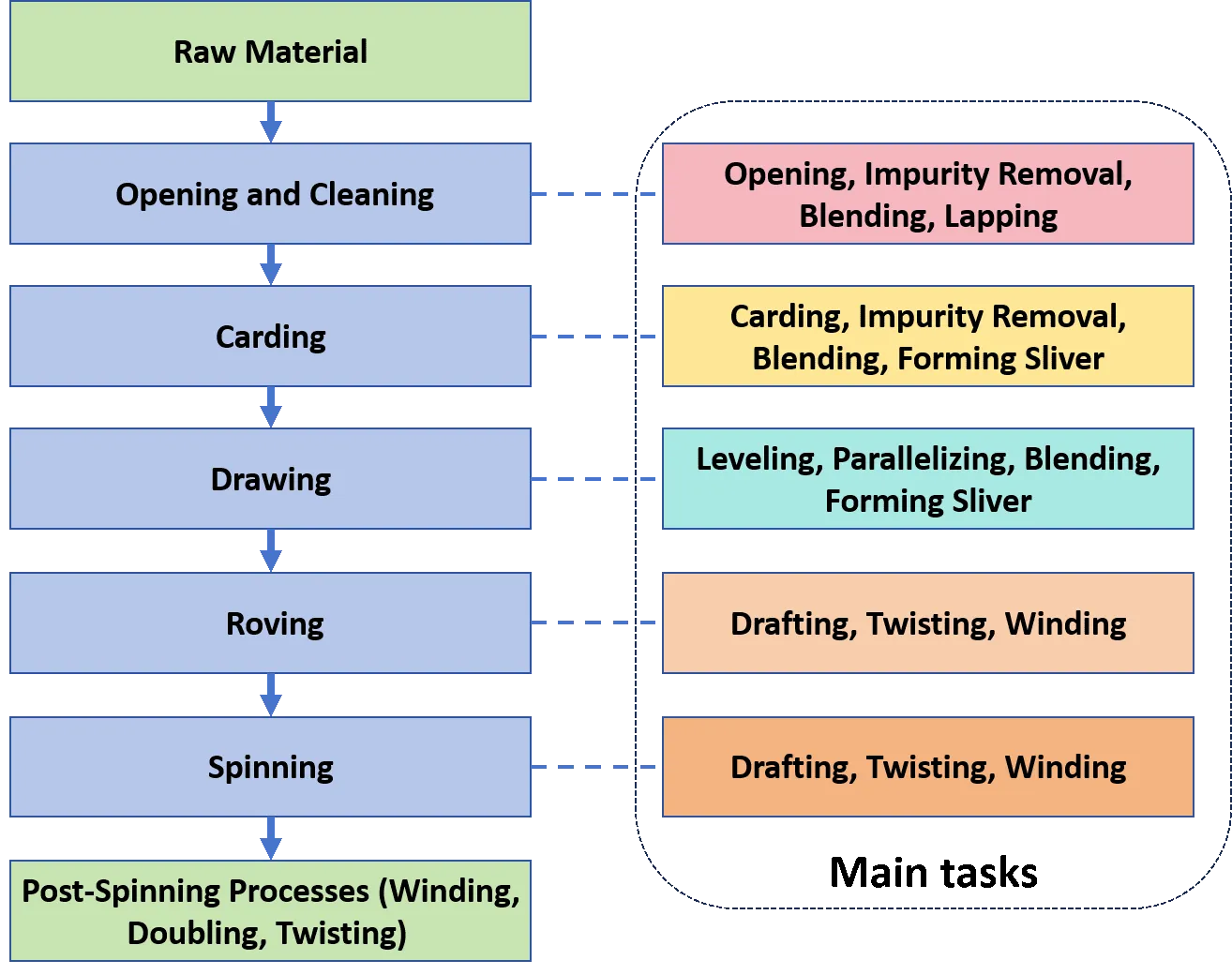
In-depth research on the production process of recycled yarn from waste textiles has revealed directions for technological optimization. Yu et al [
32] systematically investigated the complete process from waste cotton fibers to yarn-reinforced composites, which sequentially includes opening, carding, drawing, roving, spinning, and final twisting operations, as illustrated in . Particularly noteworthy is their finding that twist parameters decisively influence product performance. The optimal twist for single-yarn reinforced composites was determined to be 0.76 times that of conventional single yarns. Furthermore, plied yarns exhibited significant strength variations across different twist ranges: in the low-twist range (550–850 TPM), the tensile strength reached 148.52 MPa, while in the high-twist range (850–1050 TPM), the strength decreased with increasing twist. These precise measurements provide a scientific basis for process parameter optimization.
. The yarn preparation process flow chart.
Recycled fibers require appropriate blending ratios with virgin materials in practical applications. Wanassi et al [
33] produced a blended yarn by mixing waste cotton fibers with virgin cotton fibers in a 50:50 mass ratio, following a manufacturing process that included opening, carding, drawing, roving, and spinning. This blended yarn demonstrated a 33.5% cost reduction compared to 100% virgin cotton yarn. Following this, Arafat et al [
34] successfully produced medium-count (30 Ne) yarns suitable for knitwear production by blending pre-consumer and post-consumer recycled cotton fibers with virgin cotton using ring spinning technology. Meanwhile, Ütebay [
35] investigated an optimal blend ratio of 50% recycled cotton, 30% virgin cotton, and 20% polyester fibers specifically for pre-consumer cotton knitwear waste, while also confirming the suitability of rotor spinning technology for processing recycled materials. Collectively, these studies provide practical formulations to facilitate the industrial-scale application of recycled fibers.
The mechanical recycling of waste textiles has shown unique value in the development of functional materials. Mohamed et al [
36] used needle-punching technology to produce nonwovens from acrylic and wool wastes. The result exhibited thermal insulation properties superior to those of conventional glass and mineral wool, [
37] shows a high-speed needle punching machine. Çay [
38] converted a variety of textile wastes into biochar through low-temperature carbonization and applied it to cotton fabrics to obtain functional textile materials that provide high thermal and physiological comfort. These studies show that waste textiles have unique advantages in the field of functional materials.
. A high-speed needle loom [
37].
Mechanically recycled fibers also show good reinforcing effects in construction and composite applications. Patricia et al [
39]. added cotton fibers extracted from discarded denim to polyester concrete, then irradiated the concrete with γ-rays. Eventually, the compressive and flexural strengths of the discarded cotton fiber polyester concrete were enhanced. Kamble and Behera [
40], meanwhile, used pre-consumer cotton textile waste to develop thermoset composites suitable for furniture and automotive components. Petrucci et al [
41] developed polypropylene with moisture-resistant properties by washing, removing impurities, and garneting waste denim to obtain denim fibers, which were added to a polypropylene matrix. Finally, composite panels were obtained by injection molding to develop a polypropylene composite suitable for automotive door panels. These high-value-added applications provide new economic growth points for waste textile recycling.
Quality assessment studies of recycled materials have provided unexpected discoveries. Julia and Anders [
42] compared post-consumer waste with different degrees of abrasion. They found that more abraded materials lost less fiber length during the recycling process. This overturned traditional understanding and provided a new perspective for screening recycled materials. Taken together, the mixed application of waste textile fibers with other materials is the mainstream technical route at present. It shows broad application prospects in the fields of yarn production, functional material development, and composite material enhancement, opening up a diversified development path for the recycling of textile resources. The mechanical recycling methods for different types of waste textile materials are shown in .
.
An overview of the mechanical recovery of different types of waste fiber materials.
| Waste Fiber Materials |
Recycling Methods |
Products |
Sources |
| Cotton fiber/polyester fiber/wool/nylon blend |
Using polypropylene textile waste as the matrix phase, mixed with wood chips as a secondary filler, and homogenized |
Fiber-reinforced composite for construction applications |
Echeverria [43] |
| Waste cotton fiber/synthetic fiber mixture |
The waste is cut into small pieces, shredded, opened, and finally processed using open-end spinning technology |
Recycled yarn |
Esteve-Turrillas [44] |
| Denim scraps/waste jute fiber composite |
Fibrized through a shredder and carding machine, dried, then compacted by static pressing in molds |
Acoustic insulation material for buildings |
Raj [45] |
| Cotton yarn waste from defective dyeing in jeans production |
Cotton yarn is first sheared and pulverized by a knife mill, then bleached/acetylated/silanized, melt-blended with PP, and finally extruded and compression molded |
Fiber-reinforced composite (FRC) |
Araújo [46] |
| Nylon/spandex blend |
Mixed with polyurethane waste in a 3:2 ratio, compression molded using custom dies to produce panels |
Thermal insulation material for buildings |
Dissanayake [47] |
In summary, the advantages of mechanical recycling technology are its simple process, lower cost, and lack of chemical pollution, but its main disadvantage is that the length and strength of recycled fibers are usually reduced. This affects the performance of the final product, and it is difficult to reach the original state, even though the blending of multiple fibers can enhance the performance of the product to a certain extent. Therefore, mechanical recycling is usually used for low-end products, such as building insulation, car interiors, and carpet padding, and is difficult to use for high-end textile production.
2.2. Chemical Recycling
Chemical recycling technology refers to the decomposition of waste fiber materials into monomers, oligomers, or reusable polymers through chemical reactions, which are then re-polymerized to produce new fiber polymers for high-quality recycling [
48,
49]. Compared with mechanical recycling, chemical recycling can effectively remove impurities such as dyes, auxiliaries, and coatings from textiles and restore the original properties of the fibers to a certain extent, thus producing recycled materials with properties close to or even better than those of virgin fibers. However, the process of chemical recovery usually involves high temperatures, high pressures, or the use of chemical reagents, making it more technically complex and costly.
2.2.1. Chemical Recycling Technology for Waste Cotton Fibers
Significant breakthroughs have been made in research on the chemical recycling of waste cotton fibers, especially in environmental management and material regeneration. Researchers have developed a variety of innovative technologies to convert waste cotton fibers into high-value-added materials. Ma et al [
50] developed dual network hydrogels (Cellulose/PAM DNHs) based on waste cotton fabrics and polyacrylamide with excellent pore structure and laminar architecture. These can efficiently adsorb a variety of heavy metal ions, such as Cd, Cu, Pb, Zn, and Fe, and offer a new approach for industrial wastewater treatment. Meanwhile, Zeng et al [
51] successfully prepared porous, biocompatible, and highly conductive electrode materials through the in situ polymerization and carbonization of common waste cotton textiles. The nitrogen-doped carbon nanoparticles encapsulated on the surface provided a large specific surface area for bacterial growth, which significantly improved the performance of the microbial fuel cell and expanded the application of waste cotton fibers in the energy field.
In the fields of cellulose separation and regeneration, researchers have developed various green solvent systems and catalytic methods. Wang et al [
52] developed a deep eutectic solvent (DES) based on choline chloride (ChCl) and p-toluenesulfonic acid (TsOH) to successfully treat waste polyester cotton blend fabrics by simultaneously extracting polyester (PET) and microcrystalline cellulose (MCC) under the optimal conditions (75% DES, 110 °C, and 10 min) with yields of 99.20% and 69.46%, respectively. Yousef et al [
53] developed a deep eutectic solvent based on nitric acid and p-toluenesulfonic acid (TTB) to extract polyester and microcrystalline cellulose (MCC) under optimal conditions (75% DES, 110 °C, 10 min) with yields of 99.20% and 69.46%, respectively. In addition, Yousef et al[
53] efficiently recovered cotton fibers and polyester from waste denim fabrics by de-dyeing with nitric acid solution and separating the fabrics with switchable hydrophilic solvents, achieving a recovery rate of 96%. In terms of fiber regeneration, Liu et al [
54] successfully converted degraded waste cotton fabrics into regenerated fibers with strengths of up to 1.11–1.29 cN/dtex using environmentally friendly alkaline/urea solvent systems (LiOH/urea and NaOH/urea) combined with wet spinning. Hou et al [
55] used phosphotungstic acid (HPW) to catalyze the hydrolysis of waste cotton fabrics to prepare microcrystalline cellulose, with a yield of up to 83.4% and a crystallinity of 85.2% under optimal process conditions. Wei, Robinson, Huang et al [
56,
57,
58] used ionic liquids as catalysts, providing new ideas for the high-value utilization of waste cotton fibers.
2.2.2. Chemical Recycling of Polyester Fibers
Polyester fiber (PET) is one of the most common synthetic fibers, and its main component is polyethylene terephthalate (PET). The chemical recycling of PET mainly relies on depolymerization reactions, and common processes include hydrolysis, alcoholysis, ammonolysis, and glycolysis, as shown in a [
59]. The aim is to degrade PET into its monomers or oligomers, then re-synthesize PET through polycondensation reactions to create high-quality recycled polyesters. Different methods of PET chemical recycling and their derived value-added products are shown in b.
. (<b>a</b>) Various catalytic reactions [
59]; (<b>b</b>) Different methods of PET chemical recovery and their derived value-added products.
Hydrolysis is the reaction of PET with water under acidic, neutral, and basic conditions to produce terephthalic acid (TPA) and ethylene glycol (EG), which can then be reused for polymerization by purification [
60]. Pereira et al [
61]. explored the hydrolysis of PET catalyzed by a variety of acid catalysts (zeolites, inorganic acids, ionic liquids, carboxylic acids, metal salts, and carbon dioxide) at 200 °C for 2 h. Carboxylic acids and metal salts gave greater than 80% TP yields, and zeolite had a negligible effect on the TPA yield. CO
2 as a catalyst did not significantly increase the TPA yield, and its TPA yield was higher when acetic acid was used as a catalyst. Onwucha et al [
62] succeeded in hydrolyzing PET in a neutral environment without the use of catalysts, resulting in higher TPA yields. This method avoids the use of acids, toxic solvents, complex TPA purification/recovery processes, and the generation of large amounts of wastewater. However, it requires a long reaction time (6–24 h) and a high PET/water ratio to obtain a TPA yield of 85–98%. Peterson et al [
63] performed alkaline hydrolysis of mucilage/PET, pure mucilage, and pure PET samples at a solid-liquid ratio of 1:100 in aqueous NaOH. Yan et al [
64] obtained alkaline banana peel extract (PBPE) through the calcination of waste banana peels. Hydrolysis of PET using K
2CO
3 contained in BPE was carried out, and nearly 100% of the content of the TPA was obtained through reactions at 150 °C for 4 h. This method is suitable for the recovery of high-purity PET, but it has high energy consumption and requires the precise control of the reaction conditions in order to prevent the formation of by-products. Li et al [
65] proposed a method that combines hydrolysis, reactive processing, and decolorization, which was very effective in converting colored PET fabrics into high-purity TPA under alkaline conditions. The final monomer yield (88.51%) and decolorization rate (94.22–97.65%) were higher than those of TPA produced by conventional hydrolysis.
Alcoholysis refers to the degradation of PET to dimethyl terephthalate (DMT), diethyl terephthalate (DET), or low polyesters through the reaction of alcohols, such as methanol (methanolysis) and ethylene glycol (glycolysis), with PET, which is then further purified and re-polymerized to PET. Ma et al [
66] synthesized an ionic liquid using Bronsted–Lewis dibasic acid [HO
3S(CH
2)
3-NEt
3]Cl–[ZnCl
2]
0.67, which was then used as a catalyst to efficiently catalyze the methanolysis of PET at atmospheric pressure, 195 °C, and a reaction time of 30 min, with a yield of about 78.4% of DMT. Furthermore, the results showed that two methanol molecules were needed to depolymerize to obtain DMT and ethylene glycol (EG). Lozano-Martinez et al [
67] investigated the subdegradation of PET by subcritical ethanol and achieved 94% PET degradation through reaction for 30 min at 275 °C, with a pressure of 40 bar and a 5% weight ratio of PET to ethanol. Tang et al [
68] successfully prepared MgO/NaY catalysts with different MgO contents by using the incipient wet impregnation method. The results were used as modified mesoporous catalysts to catalyze the methanolysis of PET. The results showed that the MgO/NaY catalyst had the best catalytic effect when the MgO content was 21%, and the PET conversion and DMT yield were as high as 99% and 91%, respectively, at a methanol-to-PET mass ratio of 6, a catalyst dosage of 4wt%, and a reaction time of 30 min (at 200 °C).
Ammonolysis refers to the reaction of PET with ammonia or amines (such as ammonia gas or ethylene diamine) to produce terephthalic acid diamide and EG. A key feature of amination is its focus on upgrading or functionalizing PET rather than simply recycling it. Liang et al [
69] developed an innovative one-step method that does not require catalysts or solvents, enabling PET amination at mild temperatures (40–120°C). This technology can directly recover high yields (>90 mol%) and purity (>95%). Although amination holds great potential for the upcycling and functionalization of PET, it requires large amounts of non-environmentally friendly amines and is prone to side reactions that generate impurities.
The glycolysis method depolymerizes PET into bis(2-hydroxyethyl) terephthalate (BHET) using diols (usually diethanol) as degradation agents [
2]. Chen et al [
70]. used a combination of Zn(OAc)
2/DBU catalysts to depolymerize waste PET to bis(2-hydroxyethyl) terephthalate (BHET). The reaction took 77 min at 180 °C with a weight ratio of PET/EG of 1:3 and a Zn(OAc)
2/DBU molar ratio of 1:2. The results showed that the purity of BHET was close to 80%, and the purity of the glycolysis product was 94.85%. When using a DBU molar ratio of 1:2 for 77 min, the BHET purity was nearly 80% and the purity of the glycolysis product was 94.85%. Kim et al [
71] used a miniature MgO-doped SiO
2 catalyst to promote the glycolysis of PET, and the final extracted BHET had a purity of more than 99.85%, which indicated that this catalyst has significant benefits for promoting the glycolysis of PET. In addition to the above-mentioned catalysts, other researchers have explored various catalysts, including ionic liquids [
72,
73], Mn
3O
4 [
74], and Fe
2O
4 [
75]. Although glycolysis requires relatively high temperatures (close to 200 °C), it possesses the advantage of being less affected by contamination, making it the most widely used method for recycling PET in industry.
Chemical recycling technologies for different types of waste textile materials are shown in
. Overall, chemical recycling technologies can achieve high-quality recycling of fiber materials, but their industrial application still faces several challenges. First, chemical recycling processes usually involve high temperatures, high pressures, or the use of chemical reagents, resulting in high energy consumption and, in some cases, the potential generation of hazardous waste streams or by-products. The question of how to optimize the process to reduce its environmental impact is thus a focus of current research. Second, the recycling of mixed fiber materials remains a difficult issue. For example, blended fabrics contain a variety of components, such as PET, cotton, and nylon. Identifying a method of efficiently separating the different components in order to improve the efficiency and purity of chemical recycling is an important challenge for the industry. In addition, the economic viability of chemical recovery is a key issue. As chemical treatment involves expensive reagents, solvents, and catalysts, which are often more costly than mechanical recovery, the process needs to be further optimized to improve the economics of recovery.
.
An Overview of the chemical recovery of different types of waste fiber materials.
| Waste Fiber Materials |
Recycling Methods |
Products |
Sources |
| Waste cotton fabric |
(Hydrothermal method) Solid-liquid ratio 1:30, hydrochloric acid concentration 0.6 mol/L, 150 ℃, reaction time 100 min |
Microcrystalline cellulose (MCC) |
Shi [76] |
| Nylon/cotton blended fabric |
WNCFs (3wt%) were added to [AMIM]Cl at 110 ℃ with continuous mechanical stirring for 80 min |
Regenerated cellulose film and nylon 6 fiber |
Lv [77] |
| Colored textile waste |
Dissolved in a basic ionic liquid, then processed via dry-jet wet spinning |
Artificial cellulose fiber |
Haslinger [78] |
| PET waste (Polyethylene terephthalate waste) |
Microwave heating with KOH/methanol as a catalyst |
Terephthalic acid (TPA) |
Arias [79] |
| Polyester-spandex blended fabric |
First glycolyzed with ethylene glycol (EG) catalyzed by K2CO3, then reacted with methanol |
Dimethyl terephthalate (DMT) and ethylene glycol (EG) |
Xu [80] |
| Discarded PET |
ZnO/γ-Al2O3 catalyst for waste PET depolymerization in supercritical ethanol (SCE) at 270 ℃ for 60 min |
Diethyl terephthalate (DET) |
Yang [81] |
| Denim waste |
Using ionic liquid solvent through dissolution, regeneration, and drying |
Cellulose aerogel |
Zeng [82] |
| Waste polyamide 6 (PA6) |
Using water as catalyst at 300 ℃ with a mass ratio (H2O/PA6) of 11:1 and a reaction time of 60 min |
ε-Caprolactam (CPL) |
Hu [83] |
2.3. Biological Recycling
The biological recycling of waste textiles has emerged as an eco-friendly option in recent years. Compared to traditional mechanical and chemical recycling, biological recycling offers significant advantages such as low energy consumption, mild processing conditions, and environmental friendliness. This technology primarily uses specific enzymes or microorganisms to break down polymer materials in waste textiles, converting them into monomers or other valuable products like cellulose and bioethanol. Unlike chemical recycling, biological recycling typically operates under gentler conditions, consumes less energy, and uses more environmentally friendly reagents. Its high selectivity makes it a promising solution for separating mixed textile waste. However, biological recycling still faces challenges, including high costs and slow reaction rates.
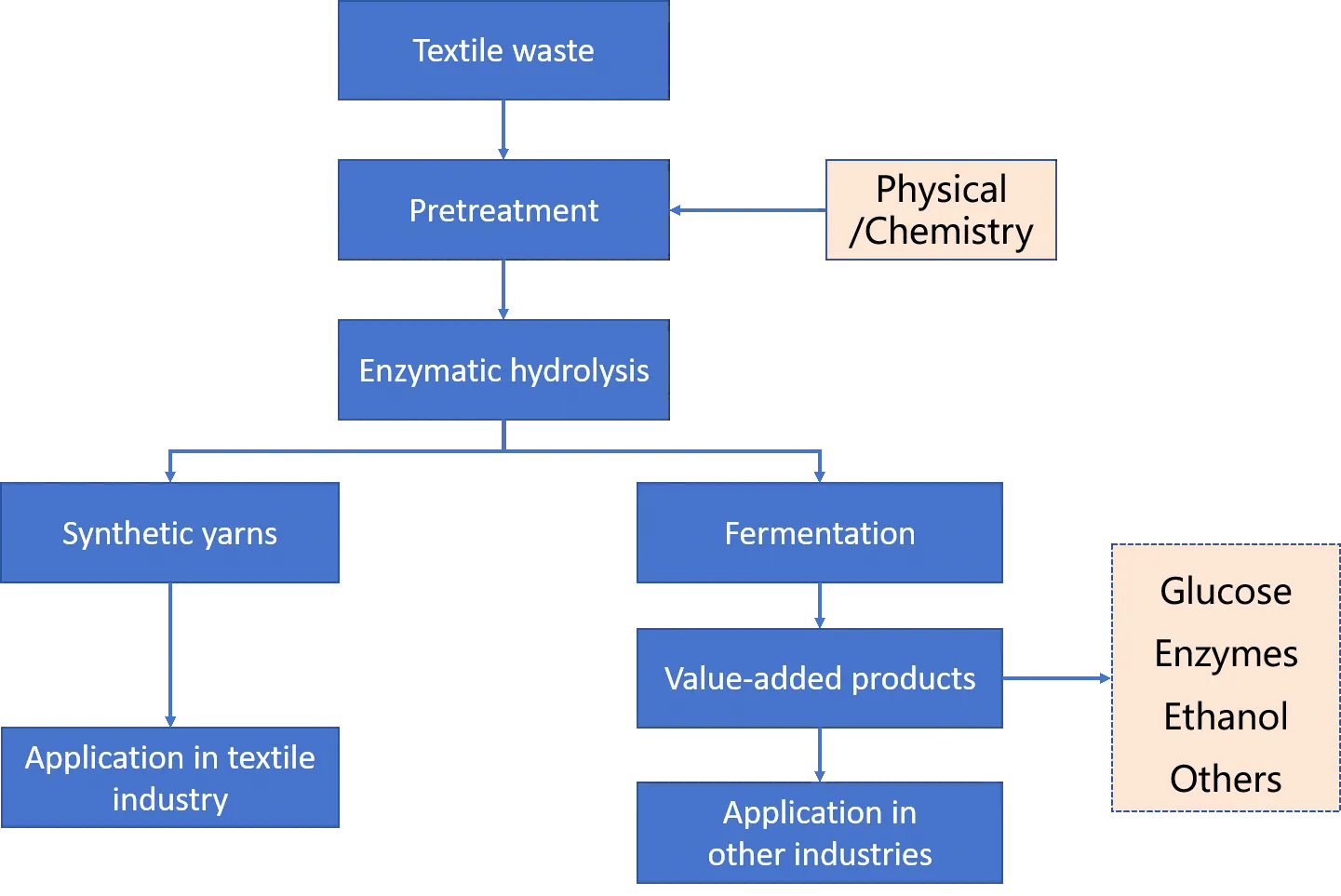
Biological recycling is primarily applied to natural fibers such as cotton, linen, and wool, which can be broken down by enzymes into basic chemical compounds like sugars and amino acids. Enzymes can be used to decompose waste textiles into monomeric building blocks, which can then be utilized to produce various high-value-added products, such as sugars and bioethanol. In biological recycling processes, cellulases are typically employed to break down cellulose-based materials like cotton fibers, while proteases are used to degrade protein-based materials such as wool and silk. Due to the specificity of these enzymes, they enable the separation and recycling of mixed textile waste. illustrates various value-added products extracted from cellulose-based waste using biological recycling technology [
25].
. Biological recycling processes and derived value-added products [
25].
For the biological recycling technology of textile waste, Hu et al [
84] used cellulase enzyme produced by
Aspergillus niger fungus for the hydrolysis of textile waste, and then obtained glucose with a recovery rate of 70.2% after technological treatments, including autoclaving, freezing alkali/urea treatment, and milling. The resulting glucose can be further used for the production of ethanol or other chemicals. In addition, the PET fibers remaining after hydrolysis can be reused in textile production through melt spinning, forming a closed-loop resource utilization system. For the biological recycling of protein fibers such as wool, this is mainly achieved by keratinases. Navone et al [
85] investigated the selective digestion of wool fibers in wool/polyester blends using enzymatic digestion and the recovery of the blends by keratinases, which exclusively degrade the keratin proteins in the wool, and by sodium thioglycolate, a reducing agent used to disrupt disulfide bonds in the wool keratin proteins. The polyester fibers recovered using this method showed no significant difference in elastic modulus or hardness compared to virgin polyester. The recovered wool degradation products can be used to produce biofertilizers, animal feeds, or cosmetic raw materials. Due to the large number of disulfide bonds in wool fibers, it is difficult for ordinary proteases to completely degrade them. Zhang et al [
86] investigated this issue and found a green and highly efficient alternative method: a mixture of Es protease, L-cysteine, and urea was used to degrade wool, with a weight loss of up to 99.5%.
Although biological recycling is primarily applied to natural fibers, recent years have seen progress in research on the biodegradation of synthetic and man-made fibers. Yoshida et al [
87] reported a bacterium capable of degrading and assimilating PET. Quartinello et al [
88] investigated the enzymatic hydrolysis of PET in textile waste. Under neutral aqueous conditions at 250 °C and 40 bar for 60–90 minutes, they utilized
Humicola insolens cutinase (HiC) to hydrolyze PET. This enzyme specifically cleaves the ester bonds of PET, achieving an 85% recovery rate of terephthalic acid (TA) during the chemical pretreatment stage, which increased to 97% after enzymatic treatment. The recovered TA can serve as a raw material for PET resynthesis. This method offers a new approach to closed-loop recycling of PET textile waste, combining environmental friendliness with economic potential. Kawai et al [
89] reviewed the current state of PET enzymatic degradation and its potential applications in waste stream management. While these studies provide new insights for plastic bottle recycling, they have not yet been widely applied to textile fibers. Due to the large molecular size of enzymes, their penetration into the interior of PET materials is limited, confining the hydrolysis reaction primarily to the surface, which significantly restricts the reaction rate. Researchers have explored enzymatic hydrolysis for fibers such as nylon using mixtures of proteases and lipases [
90], Nagai et al [
91] conducted a study to quantify the reaction rates of nylon hydrolase acting on thin nylon layers. These studies have suggested potential pathways for the biological recycling of polyamide fibers, though practical applications still face challenges. Vecchiato et al [
92]. investigated the enzymatic hydrolysis of flame-retardant-pigmented rayon fiber waste. At 50 °C and pH 4.8, with an 8 h reaction time, the waste was decomposed into glucose and flame-retardant pigments, achieving recovery rates as high as 98% and 99%, respectively. The recovered glucose and flame-retardant pigments can be reused in ethanol and rayon fiber production. This demonstrates that biological recycling technology is not only suitable for pure natural fibers but can also be applied to regenerated cellulose fibers with specialized functional treatments.
In summary, biological recycling technology offers an environmentally friendly approach to textile waste recovery, which is particularly suitable for natural fibers and certain regenerated fibers. Biological recycling techniques for different types of waste textile materials are summarized in . Compared with chemical recycling, biological recycling typically operates under milder conditions with lower energy requirements, employing benign solvents and chemicals. The high specificity of enzymes makes biological recycling an excellent choice for separating mixed textile waste. However, biological recycling still faces limitations such as restricted applicability, demanding pretreatment requirements, and commercialization challenges. This technology is primarily effective for natural polymers but comes with higher costs and slower reaction rates than chemical recycling. Textile waste often requires pretreatment before biological recycling, as antimicrobial or insect-resistant treatments on fabrics may inhibit enzyme activity.
.
An overview of different types of waste fiber materials for biological recycling.
| Waste Fiber Materials |
Recycling Methods |
Products |
Sources |
| Polyester/cotton blend |
The material was dried at 110 °C, cut into small pieces, then ground into granules using a rotary blade mill, and finally subjected to enzymatic hydrolysis using glucosidase and cellulase. |
Polyester and ethanol |
Gholamzad [93] |
| Waste denim containing cotton and polyester |
Anaerobic digestion, enzymatic hydrolysis, and fermentation |
Ethanol |
Hasanzadeh [94] |
| Cotton/polyester mixed waste |
Hydrolysis of waste materials using cellulase produced by the Mucor fungus |
Glucose and polyester |
Wang [95] |
| Cotton ginning waste |
First, pre-treatment with organic acids is used to remove lignin, followed by enzymatic hydrolysis with β-glucosidase and cellulase, and finally fermentation with brewer's yeast and Pichia yeast. |
Ethanol |
Sahu [96] |
3. Fields of Application for Recycled Fiber Textile Materials
With the growing global emphasis on sustainable development and the circular economy, the application of recycled fiber materials has become a crucial direction for the textile industry and related sectors. Through technologies such as mechanical recycling, chemical recycling, and biological recycling, regenerated fiber materials can be widely used in various fields, including apparel manufacturing, the automotive industry, construction materials, healthcare, and eco-friendly materials. These applications not only effectively reduce reliance on virgin resources but also mitigate environmental pollution, providing economically viable and environmentally sustainable material solutions for diverse industries.
3.1. Recycled Fiber Clothing
The most direct application of recycled fiber materials is in the production of regenerated textiles. Utilizing recycled fibers such as polyester (rPET), nylon (rPA), and cotton (rCotton) to manufacture new clothing, home textiles, and functional fabrics not only reduces resource waste but also meets consumer demand for sustainable fashion.
Recycled polyester fiber (rPET) [
97,
98]: rPET, obtained through chemical or mechanical recycling, has been widely used in the apparel industry, such as sportswear, functional outerwear, and swimwear. Brands like Nike and Adidas have launched sportswear made from rPET to reduce reliance on virgin polyester [
99]. rPET is also used to produce home textiles, such as carpets and curtains.
Recycled cotton fiber (rCotton) [
34,
44]: After processes such as sorting, spinning, and weaving, recycled cotton fibers can be used to manufacture everyday textiles like T-shirts, jeans, and towels. The production of recycled cotton fiber reduces the demand for new cotton, thereby decreasing agricultural water consumption and pesticide use.
Recycled nylon (rPA): Recycled nylon can be used to produce high-end sportswear, yoga apparel, and regenerated fabrics from fishing nets, among other applications. For instance, Zhejiang Jiahua Special Nylon Co., Ltd [
100] processes discarded nylon yarn into ski jackets, windbreakers, and similar products, as shown in . The company has collaborated with various apparel brands such as Decathlon, Li-Ning, Semir, and Anta to launch multiple sportswear lines made from recycled nylon.
. Windbreakers and ski jackets [
101].
Recycled fiber materials are increasingly being used in the automotive industry, particularly in interior trims, acoustic insulation materials, and lightweight structural components. These materials not only reduce the carbon footprint of automobile manufacturing but also meet industry demand for high-performance and sustainable materials.
Interior trim materials: Many automakers have begun using recycled PET fibers to produce seat fabrics, door panels, and carpets. For instance, brands like BMW and Tesla have adopted premium interior seat fabrics made from rPET to reduce reliance on petroleum-based textile materials.
Soundproofing and noise-reduction materials [
102]: Recycled fiber materials are widely used in automotive soundproofing cotton and noise-damping pads due to their excellent acoustic absorption properties. For example, recycled cotton and polyester fibers can be processed into eco-friendly sound insulation materials, which are applied in components such as engine hood liners and door fillers.
Fiber composite structural components [
41,
103]: Recycled fibers combined with resin can be used to manufacture automotive interior structural parts, such as dashboard brackets and seat frames. These materials not only reduce weight but also meet automotive industry requirements for high strength and wear resistance.
3.3. Building and Home Materials
The application of recycled fiber materials in the construction and home furnishing sectors mainly covers environmentally friendly carpets, soundproofing panels, insulation materials, and wall decoration materials [
43]. These applications not only improve the sustainability of building materials but also enhance comfort.
Eco-friendly carpets [
104]: Carpets made from recycled PET or nylon fibers, featuring durability, stain resistance, and antibacterial properties, have been widely adopted in residential spaces, commercial office spaces, and hotels. For example, the EcoWorx® carpet launched by the Shaw Corporation in the United States is made from recyclable materials.
Soundproofing and sound-absorbing panels [
45]: Soundproofing panels made from recycled fibers are used in meeting rooms, recording studios, cinemas, and other venues to reduce noise pollution. For example, compressed panels made from recycled cotton fibers are often used as wall soundproofing materials due to their high sound absorption performance.
Insulation materials [
47,
105,
106]: Recycled polyester fiber and insulating cotton can be used for building insulation layers. It not only provides low thermal conductivity and excellent thermal insulation but also does not release harmful substances, making it suitable for green buildings and eco-friendly residences.
3.4. Medical and Hygiene Products
Recycled fiber materials also have significant applications in the medical and hygiene sectors, including in the production of medical protective clothing, masks, surgical gowns, and sanitary napkins [
107,
108,
109]. Under the premise of ensuring safety and hygiene, the recycling and reuse of these materials can effectively reduce the generation of medical waste.
Medical textiles: Through high-temperature sterilization and special treatment, certain recycled fibers can be used to produce medical sheets, masks, surgical gowns, and protective clothing. These products not only meet hygiene standards but also reduce the medical industry's reliance on disposable textiles.
Nonwoven materials: Recycled polyester and polypropylene fibers can be used to manufacture biodegradable masks, wet wipes, nursing pads, and other nonwoven products. In recent years, eco-friendly biodegradable nonwoven materials have become a key development trend in the hygiene products market.
3.5. Environmental and Filtration Materials
Recycled fiber materials are also widely used in eco-friendly bags, filtration materials, ecological restoration products, and other fields, offering greater potential for sustainable development.
Biodegradable shopping bags [
110,
111]: Eco-friendly bags made from recycled fibers can replace traditional plastic bags, helping reduce white pollution. For instance, some brands have introduced shopping bags made from rPET (recycled polyethylene terephthalate), which are reusable and ultimately recyclable.
Air and water filtration materials [
112,
113]: Recycled polyester and nylon fibers can be used to produce functional materials such as air filters and water treatment screens. For example, some HEPA air filters now incorporate recycled fibers to minimize resource consumption [
114,
115].
Ecological restoration materials: Recycled fiber materials can be utilized in marine pollution remediation, where discarded fishing nets, ropes, plastic bottles, and bags are reprocessed into yarn for new products. For instance, Veolia Huafei Polymer Technology Co., Ltd. transforms ocean-recovered plastics into T-shirts [
116]. Additionally, nylon fibers reclaimed from abandoned fishing nets can be incorporated into fiber-reinforced mortar [
117].
In summary, the application of recycled fiber materials has expanded from the traditional textile industry to multiple other fields, such as the automotive, construction, healthcare, and environmental protection sectors. This development will play a significant role in promoting the circular economy and sustainable development. With advancements in technology and increasing consumer awareness of environmental issues, the market demand for recycled fiber materials is expected to continue growing. However, to achieve more widespread application, further optimization of recycling processes is needed to enhance the quality and performance of recycled materials, alongside policy support and market incentive mechanisms to promote industrialization. In the future, by integrating smart sorting technology, advanced recycling processes, and new types of regenerated materials, recycled fiber materials will provide more environmentally friendly and efficient solutions for global sustainable development.
4. Development Trends
With the advancement of global sustainable development goals, fiber material recycling and reuse technologies are gradually evolving toward greater efficiency, intelligence, and industrialization [
118]. However, the field still faces technological, economic, and policy challenges during practical application. Therefore, future research and development efforts should focus on multiple levels, including innovations in recycling technology, the optimization of recycling systems, policy support, and market promotion, to drive the comprehensive implementation of a circular economy.
4.1. Upgrading and Innovation of Recycling Technologies
Fiber recycling technologies are expected to further develop toward higher efficiency, lower energy consumption, and greater environmental sustainability. For instance, in mechanical recycling, advancements in automated sorting and high-efficiency crushing technologies will reduce energy consumption while improving fiber quality. In chemical recycling, the development of novel green solvents and catalysts will minimize environmental pollution and enhance the purity and utilization rate of recovered monomers. For biological recycling, genetically engineered microorganisms and enzyme technologies will accelerate the degradation efficiency of synthetic fibers, promoting the widespread application of biodegradable fiber materials.
4.2. Development of Intelligent and Automated Recycling Systems
Future fibre recycling systems will become increasingly intelligent with advancements in artificial intelligence, big data, and Internet of Things (IoT) technologies. For example, machine vision and AI-based automated sorting systems can identify different types of fibers, improving sorting accuracy and efficiency. IoT technology can enable full lifecycle management of textiles, from production and consumption to recycling, making traceable recycling systems more robust. Additionally, blockchain technology can be employed to record textile recycling data, enhancing supply chain transparency and trustworthiness.
4.3. In-Depth Application of Circular Design Concepts
Future textile design will increasingly prioritize convenience in recycling, advancing the circular design philosophy of "optimization from the source." For instance, adopting detachable and recyclable material designs will reduce the use of mixed fiber structures and lower separation difficulty; utilizing biodegradable fibers or reversible cross-linked polymers will enhance material degradation performance; and developing recyclable dyes and eco-friendly additives will minimize the impact on recycled fiber quality during chemical processing. This "design equals recycling" concept will become a crucial direction for sustainable textile development in the future.
4.4. Cross-Industry Integration and Expanded Applications
Looking ahead, recycled fiber materials will find broader applications across industries through increasing cross-sector integration. For instance, the construction sector may utilize recycled polyester fibers in thermal insulation materials, acoustic panels, and eco-friendly carpeting. Automotive manufacturers could apply recycled nylon fibers in interior trims, seat fabrics, and lightweight composite materials. In healthcare, biodegradable recycled fibers may be adopted for medical protective equipment and sustainable hygiene products. Such interdisciplinary collaboration will significantly enhance the value proposition of recycled materials while accelerating their commercial adoption across diverse fields.
4.5. Policy Support and Standardization System Construction
Globally, governments and international organizations are gradually strengthening their policy support and regulatory framework for the textile recycling industry. In China, the Implementing Opinions on Accelerating the Recycling of Used Textiles document, jointly issued by the Ministry of Industry and Information Technology (MIIT), the Ministry of Commerce (MOFCOM), and the Development and Reform Commission (DRC), sets a clear target: by 2025, the recycling rate of used textiles should reach 25%, with an output of 2 million tons of regenerated fibers; and by 2030, the recycling rate should be further increased to 30%, with an output of 3 million tons of regenerated fibers [
21]. At the same time, the EU has introduced even stricter requirements through its Sustainable and Recycled Textiles Strategy 2024, which stipulates that all textiles must be durable, recyclable, non-hazardous, and made from recycled fibers by 2030. This strategy also introduces the innovative mechanism of ‘product digital passports’ for tracking textile content and potential hazards throughout the life cycle, and explicitly prohibits the incineration of unsold garments [
119]. Japan enacted the Basic Law for Promoting the Formation of a Recycling-based Society and its accompanying regulations as early as 2000, providing a complete legal framework for the recycling of used textiles and setting a goal of decomposing household discarded clothing and using a large proportion of recycled fibers in the production of new garments by 2030. Other countries have also taken specific measures. France followed the EU policy to ban the incineration of unsold clothing [
120]. The U.S. federal government introduced the Solid Waste Disposal Act, which would ban the incineration of unused clothes and establish a ‘Used Clothes Recycling Day’ and other forms of publicity and educational activities [
121]. Germany and the Netherlands focus on the promotion of textile recycling through redesign and innovative processes. The establishment of these policies, regulations, and standardization systems has provided the waste textile recycling industry with a clear development direction and compliance requirements, which have strongly promoted the development of the global textile circular economy.
5. Conclusions
This paper has systematically outlined three major recycling technologies for waste textiles: mechanical recycling, chemical recycling, and biological recycling. Although mechanical recycling will decrease the quality of recycled fibers, this problem can be mitigated to a certain extent by blended spinning technology. In terms of chemical recycling, this paper has focused on the recycling technology of waste cotton textiles and PET fibers. As a new, environmentally friendly method, biological recycling is still faced with technological challenges, such as high recycling costs and long reaction times, despite its significant environmental advantages.
From an application perspective, recycled fibers are not only utilized in traditional textile sectors but have also expanded into multiple industries, including the automotive, construction, medical, and environmental protection sectors. These regenerated fibers can be transformed into diverse products such as sportswear, automotive interiors, acoustic insulation materials, and medical protective clothing, providing crucial support for the development of a circular economy.
Fiber recycling technologies will evolve toward greater efficiency, intelligence, and industrialization. Achieving this goal requires multi-stakeholder collaboration: technological innovation to enhance efficiency, the establishment of intelligent recycling systems, the application of circular design principles, cross-industry integration, and policy support. Countries and regions, including China and the EU, have set clear recycling targets. For instance, China aims to achieve a 25% recycling rate for waste textiles by 2025.
In summary, recycling fiber-based products is not merely a technological challenge but a comprehensive economic and social systemic project. Only through coordinated efforts in policy guidance, technological innovation, industrial collaboration, and consumer awareness, we can achieve truly sustainable circular utilization of fiber materials, thereby contributing to the development of a resource-efficient and environmentally friendly society.
Statement of the Use of Generative AI and AI-assisted technologies in the Writing Process
During the preparation of this manuscript, the author(s) used DeepL translator in order to paraphrasing sentences. After using this tool/service, the author(s) reviewed and edited the content as needed and take(s) full responsibility for the content of the article.
Acknowledgments
This work was supported by The National Key Research and Development Program (SQ2023YFB4600241), Innovation Base (111HTE2022002), Hubei Province Sc.& Tech. Cooperation Plan (2023EHA027), Project of Key Laboratory of Intelligent Manufacturing Technology for Textile and Clothing in Ningbo City ([2024]4).
Author Contributions
Conceptualization, S.M. and J.C.; Methodology, J.C.; Software, B.X.; Validation, Z.H. and Q.Z.; Formal Analysis, G.F. and X.D.; Investigation, X.D. and Q.Z.; Resources, Q.X.; Data Curation, B.X.; Writing—Original Draft Preparation, J.C.; Writing—Review & Editing, S.M.; Visualization, S.M. and J.C.; Supervision, Z.Z.; Project Administration, Z.C.; Funding Acquisition, S.M.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data involved in this article can be found in the corresponding references.
Funding
This research was funded by [The National Key Research and Development Program] grant number [SQ2023YFB4606500], [Innovation Base] grant number [111HTE2022002], [Hubei Province Sc.& Tech. Cooperation Plan] grant number [2023EHA027] and [Project of Key Laboratory of Intelligent Manufacturing Technology for Textile and Clothing in Ningbo City] grant number [[2024]4].
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
Cotton. Available online: https://zhuanlan.zhihu.com/p/615625206 (accessed on 30 July 2025).
-
2.
Kim EH, Lee H. Comprehensive Review of Textile Waste Recycling: From Origins to Innovations.
Fibers Polym. 2025, 26, 1449–1464.
[Google Scholar]
-
3.
Subramanian K, Chopra SS, Cakin E, Li X, Lin CSK. Environmental life cycle assessment of textile bio-recycling–valorizing cotton-polyester textile waste to pet fiber and glucose syrup.
Resourc., Conserv. Recycl. 2020,
161, 104989.
[Google Scholar]
-
4.
Wool. Available online: https://zhuanlan.zhihu.com/p/29258577 (accessed on 30 July 2025).
-
5.
Chrysotile asbestos. Available online: https://baike.baidu.com/item/%E9%9D%92%E7%9F%B3%E6%A3%89/2316034?from Module=lemma_inlink (accessed on 30 May 2025).
-
6.
Crocidolite asbestos. Available online: https://baike.baidu.com/item/%E6%B8%A9%E7%9F%B3%E6%A3%89/2441108?from Module=lemma_inlink (accessed on 30 May 2025).
-
7.
Acetic acid fibers. Available online: https://detail.1688.com/offer/690774827990.html (accessed on 30 May 2025).
-
8.
Viscose fibers. Available online: https://baike.baidu.com/item/%E7%B2%98%E8%83%B6%E7%BA%A4%E7%BB%B4/ 1923670?fromtitle=%E9%BB%8F%E8%83%B6%E7%BA%A4%E7%BB%B4&fromid=3525744 (accessed on 30 May 2025).
-
9.
Orasutthikul S, Unno D, Yokota H. Effectiveness of recycled nylon fiber from waste fishing net with respect to fiber reinforced mortar.
Constr. Building Mat. 2017,
146, 594–602.
[Google Scholar]
-
10.
Nylon. Available online: https://baijiahao.baidu.com/s?id=1834689276004703725&wfr=spider&for=pc (accessed on 30 July 2025).
-
11.
Morales Ibarra R, Sasaki M, Goto M, Quitain AT, García Montes SM, Aguilar-Garib JA. Carbon fiber recovery using water and benzyl alcohol in subcritical and supercritical conditions for chemical recycling of thermoset composite materials.
J. Mat. Cycl. Waste Manag. 2015,
17, 369–379.
[Google Scholar]
-
12.
Karuppannan Gopalraj S, Kärki T. A study to investigate the mechanical properties of recycled carbon fibre/glass fibre-reinforced epoxy composites using a novel thermal recycling process.
Processes 2020,
8, 954.
[Google Scholar]
-
13.
Carbon fiber. Available online: https://www.sohu.com/a/793728031_120276032 (accessed on 30 July 2025).
-
14.
Ghosh J, Repon MR, Rupanty NS, Asif TR, Tamjid MI, Reukov V. Chemical valorization of textile waste: advancing sustainable recycling for a circular economy.
ACS Omega 2025,
10, 11697–11722.
[Google Scholar]
-
15.
Sandberg E, Pal R. Exploring supply chain capabilities in textile-to-textile recycling–A European interview study.
Cleaner Logist. Supply Chain 2024,
11, 100152.
[Google Scholar]
-
16.
Mei S, Zeng X. Advanced Materials & Sustainable Manufacturing: A New Open-Access Journal to Share Your Research on Advanced Materials and Sustainable Manufacturing.
Adv. Mat. Sustain. Manuf. 2024,
1, 10001–10001.
[Google Scholar]
-
17.
Keßler L, Matlin SA, Kümmerer K. The contribution of material circularity to sustainability—Recycling and reuse of textiles.
Curr. Opin. Green Sustain. Chem. 2021,
32, 100535.
[Google Scholar]
-
18.
Hole G, Hole AS. Recycling as the way to greener production: A mini review.
J. Clean. Prod. 2019,
212, 910–915.
[Google Scholar]
-
19.
Sandin G, Peters GM. Environmental impact of textile reuse and recycling–A review.
J. Clean. Prod. 2018,
184, 353-365.
[Google Scholar]
-
20.
Wojnowska-Baryła I, Bernat K, Zaborowska M, Kulikowska D. The growing problem of textile waste generation—The current state of textile waste management.
Energies 2024,
17, 1528.
[Google Scholar]
-
21.
Implementing Opinions on Accelerating the Recycling of Used Textiles. Available online: https://www.gov.cn/zhengce/zhengceku/2022-04/12/content_5684664.htm (accessed on 30 May 2025).
-
22.
Abrishami S, Shirali A, Sharples N, Kartal GE, Macintyre L, Doustdar O. Textile recycling and recovery: an eco-friendly perspective on textile and garment industries challenges.
Textile Res. J. 2024,
94, 2815–2834.
[Google Scholar]
-
23.
Kamble Z, Behera BK. Upcycling textile wastes: challenges and innovations.
Textile Progr. 2021,
53, 65–122.
[Google Scholar]
-
24.
Leal Filho W, Ellams D, Han S, Tyler D, Boiten VJ, Paço A, et al. A review of the socio-economic advantages of textile recycling.
J. Clean. Prod. 2019,
218, 10–20.
[Google Scholar]
-
25.
Baloyi RB, Gbadeyan OJ, Sithole B, Chunilall V. Recent advances in recycling technologies for waste textile fabrics: a review.
Textile Res. J. 2024,
94, 508–529.
[Google Scholar]
-
26.
Dissanayake D, Weerasinghe D. Fabric waste recycling: a systematic review of methods, applications, and challenges.
Mat. Circ. Economy 2021,
3, 24.
[Google Scholar]
-
27.
Cura K, Rintala N, Kamppuri T, Saarimäki E, Heikkilä P. Textile recognition and sorting for recycling at an automated line using near infrared spectroscopy.
Recycling 2021,
6, 11.
[Google Scholar]
-
28.
Cloth shredder. Available online: https://baijiahao.baidu.com/s?id=1836323042711259186&wfr=spider&for=pc (accessed on 30 July 2025).
-
29.
Gun AD, Kuyucak CN. Performance properties of plain knitted fabrics made from open end recycled acrylic yarn with the effects of covered and PBT elastic yarns.
Fibers Polym. 2022,
23, 282–294.
[Google Scholar]
-
30.
Mohammed H, Sukumar N. Water penetration and abrasion resistance of functional nonwoven fabrics produced using recycled cotton and acrylic fibers.
J. Nat. Fibers 2022,
19, 10001–10014.
[Google Scholar]
-
31.
Sanches RA, Rocha R, Duarte AYS. Proposal for producing new fabric through the use of fabric scraps discarded by Ibitinga clothing manufacturers: a Brazilian example of circular economy. In Proceedings of the meeting of research in music, arts and design, 2022; pp. 328–341.
-
32.
Yu X, Fan W, Azwar E, Ge S, Xia C, Sun Y, et al. Twisting in improving processing of waste-derived yarn into high-performance reinforced composite.
J. Clean. Prod. 2021,
317, 128446.
[Google Scholar]
-
33.
Wanassi B, Azzouz B, Hassen MB. Value-added waste cotton yarn: optimization of recycling process and spinning of reclaimed fibers.
Industr. Crops Prod. 2016,
87, 27–32.
[Google Scholar]
-
34.
Arafat Y, Uddin AJ. Recycled fibers from pre-and post-consumer textile waste as blend constituents in manufacturing 100% cotton yarns in ring spinning: A sustainable and eco-friendly approach.
Heliyon 2022,
8, e11275.
[Google Scholar]
-
35.
Ütebay B, Çelik P, Çay A. Effects of cotton textile waste properties on recycled fibre quality.
J. Clean. Prod. 2019,
222, 29–35.
[Google Scholar]
-
36.
El Wazna M, El Fatihi M, El Bouari A, Cherkaoui O. Thermo physical characterization of sustainable insulation materials made from textile waste.
J. Building Eng. 2017,
12, 196–201.
[Google Scholar]
-
37.
A high-speed needle loom. Available online: https://mbd.baidu.com/newspage/data/dtlandingsuper?nid=dt_4751357032853159123 (accessed on 30 July 2025).
-
38.
Çay A, Yanık J, Akduman Ç, Duman G, Ertaş H. Application of textile waste derived biochars onto cotton fabric for improved performance and functional properties.
J. Clean. Prod. 2020,
251, 119664.
[Google Scholar]
-
39.
Peña-Pichardo P, Martínez-Barrera G, Martínez-López M, Ureña-Núñez F, dos Reis JML. Recovery of cotton fibers from waste Blue-Jeans and its use in polyester concrete.
Constr. Building Mat. 2018,
177, 409–416.
[Google Scholar]
-
40.
Kamble Z, Behera BK. Mechanical properties and water absorption characteristics of composites reinforced with cotton fibres recovered from textile waste.
J. Eng. Fibers Fabrics 2020,
15, 1558925020901530.
[Google Scholar]
-
41.
Petrucci R, Nisini E, Puglia D, Sarasini F, Rallini M, Santulli C, et al. Tensile and fatigue characterisation of textile cotton waste/polypropylene laminates.
Compos. Part B Eng. 2015,
81, 84–90.
[Google Scholar]
-
42.
Aronsson J, Persson A. Tearing of post-consumer cotton T-shirts and jeans of varying degree of wear.
J. Eng. Fibers Fabrics 2020,
15, 1558925020901322.
[Google Scholar]
-
43.
Echeverria CA, Handoko W, Pahlevani F, Sahajwalla V. Cascading use of textile waste for the advancement of fibre reinforced composites for building applications.
J. Clean. Prod. 2019,
208, 1524–1536.
[Google Scholar]
-
44.
Esteve-Turrillas FA, de La Guardia M. Environmental impact of Recover cotton in textile industry.
Resourc. Conserv. Recycl. 2017,
116, 107–115.
[Google Scholar]
-
45.
Raj M, Fatima S, Tandon N. Recycled materials as a potential replacement to synthetic sound absorbers: A study on denim shoddy and waste jute fibers.
Appl. Acoustics 2020,
159, 107070.
[Google Scholar]
-
46.
Araújo RS, Rezende CC, Marques MFV, Ferreira LC, Russo P, Emanuela Errico M, et al. Polypropylene‐based composites reinforced with textile wastes.
J. Appl. Polym. Sci. 2017,
134, 45060.
[Google Scholar]
-
47.
Dissanayake D, Weerasinghe D, Wijesinghe K, Kalpage K. Developing a compression moulded thermal insulation panel using postindustrial textile waste.
Waste Manag. 2018,
79, 356–361.
[Google Scholar]
-
48.
Liu Y, Shi J, Jin H, Guo L. Chemical recycling methods for managing waste plastics: a review.
Environ. Chem. Lett. 2024,
22, 149–169.
[Google Scholar]
-
49.
Voss R, Lee RP, Fröhling M. Chemical recycling of plastic waste: comparative evaluation of environmental and economic performances of gasification-and incineration-based treatment for lightweight packaging waste.
Circ. Economy Sustain. 2022,
2, 1369–1398.
[Google Scholar]
-
50.
Ma J, Liu Y, Ali O, Wei Y, Zhang S, Zhang Y, et al. Fast adsorption of heavy metal ions by waste cotton fabrics based double network hydrogel and influencing factors insight.
J. Hazard. Mat. 2018,
344, 1034–1042.
[Google Scholar]
-
51.
Zeng L, Zhao S, He M. Macroscale porous carbonized polydopamine-modified cotton textile for application as electrode in microbial fuel cells.
J. Power Sourc. 2018,
376, 33–40.
[Google Scholar]
-
52.
Wang M, Shi S, Li F, Hou W, Guo H, Wang S, et al. Efficient recycling of polyester and microcrystalline cellulose through one-step extraction from waste polyester-cotton blended fabrics with deep eutectic solvents.
Chem. Papers 2022,
76, 5601–5612.
[Google Scholar]
-
53.
Yousef S, Tatariants M, Tichonovas M, Kliucininkas L, Lukošiūtė S-I, Yan L. Sustainable green technology for recovery of cotton fibers and polyester from textile waste.
J. Clean. Prod. 2020,
254, 120078.
[Google Scholar]
-
54.
Liu W, Liu S, Liu T, Liu T, Zhang J, Liu H. Eco-friendly post-consumer cotton waste recycling for regenerated cellulose fibers.
Carbohydr. Polym. 2019,
206, 141–148.
[Google Scholar]
-
55.
Hou W, Ling C, Shi S, Yan Z. Preparation and characterization of microcrystalline cellulose from waste cotton fabrics by using phosphotungstic acid.
Int. J. Biol. Macromol. 2019,
123, 363–368.
[Google Scholar]
-
56.
Wei X, Wang Y, Li J, Wang F, Chang G, Fu T, et al. Effects of temperature on cellulose hydrogen bonds during dissolution in ionic liquid.
Carbohydr. Polym. 2018,
201, 387–391.
[Google Scholar]
-
57.
Robinson EG. Textile recycling via ionic liquids.
Undergrad. Res. MSE 2020,
1, 62–65.
[Google Scholar]
-
58.
Huang J, Hou S, Chen R. Ionic liquid-assisted fabrication of nanocellulose from cotton linter by high pressure homogenization.
BioResources 2019,
14, 7805–7820.
[Google Scholar]
-
59.
Hou Q, Zhen M, Qian H, Nie Y, Bai X, Xia T, et al. Upcycling and catalytic degradation of plastic wastes.
Cell Rep. Phys. Sci. 2021,
2, 100514.
[Google Scholar]
-
60.
Abedsoltan H. A focused review on recycling and hydrolysis techniques of polyethylene terephthalate.
Polym. Eng. Sci. 2023,
63, 2651–2674.
[Google Scholar]
-
61.
Pereira P, Savage PE, Pester CW. Correction: Acid catalyst screening for hydrolysis of post-consumer PET waste and exploration of acidolysis.
Green Chem. 2025,
27, 2165–2166.
[Google Scholar]
-
62.
Onwucha CN, Ehi-Eromosele CO, Ajayi SO, Schaefer M, Indris S, Ehrenberg H. Uncatalyzed neutral hydrolysis of waste PET bottles into pure terephthalic acid.
Industr. Eng. Chem. Res. 2023,
62, 6378–6385.
[Google Scholar]
-
63.
Peterson A, Wallinder J, Bengtsson J, Idström A, Bialik M, Jedvert K, et al. Chemical recycling of a textile blend from polyester and viscose, part I: process description, characterization, and utilization of the recycled cellulose.
Sustainability 2022,
14, 7272.
[Google Scholar]
-
64.
Yan B, Zhang S, Zhang M, Yu Y, Qin T, Tang L, et al. Green recycling of waste PET plastic monomers by banana peel extract.
Chem. Eng. J. 2023,
474, 145697.
[Google Scholar]
-
65.
Li Y, Yi H, Li M, Ge M, Yao D. Synchronous degradation and decolorization of colored poly (ethylene terephthalate) fabrics for the synthesis of high purity terephthalic acid.
J. Clean. Prod. 2022,
366, 132985.
[Google Scholar]
-
66.
Ma M, Wang S, Liu Y, Yu H, Yu S, Ji C, et al. Insights into the depolymerization of polyethylene terephthalate in methanol.
J. Appl. Polym. Sci. 2022,
139, e52814.
[Google Scholar]
-
67.
Lozano-Martinez P, Torres-Zapata T, Martin-Sanchez N. Directing depolymerization of PET with subcritical and supercritical ethanol to different monomers through changes in operation conditions.
ACS Sustain. Chem. Eng. 2021,
9, 9846–9853.
[Google Scholar]
-
68.
Tang S, Li F, Liu J, Guo B, Tian Z, Lv J. MgO/NaY as modified mesoporous catalyst for methanolysis of polyethylene terephthalate wastes.
J. Environ. Chem. Eng. 2022,
10, 107927.
[Google Scholar]
-
69.
Liang J, Fu J, Lin H, Chen J, Peng S, Sun Y, et al. Valorization of polyethylene terephthalate wastes to terephthalamide via catalyst-free ammonolysis.
J. Industr. Eng. Chem. 2024,
132, 578–587.
[Google Scholar]
-
70.
Chen W, Li M, Gu X, Jin L, Chen W, Chen S. Efficient glycolysis of recycling poly (ethylene terephthalate) via combination of organocatalyst and metal salt.
Polym. Degrad. Stability 2022,
206, 110168.
[Google Scholar]
-
71.
Kim EH, Park I, Kim S, Kim JF, Choi YH, Lee H. Chemical recycling of polyethylene terephthalate using a micro-sized MgO-incorporated SiO2 catalyst to produce highly pure bis (2-hydroxyethyl) terephthalate in high yield.
Chem. Eng. J. 2024,
499, 155865.
[Google Scholar]
-
72.
Wang Q, Yao X, Tang S, Lu X, Zhang X, Zhang S. Urea as an efficient and reusable catalyst for the glycolysis of poly (ethylene terephthalate) wastes and the role of hydrogen bond in this process.
Green Chem. 2012,
14, 2559–2566.
[Google Scholar]
-
73.
Liu Y, Yao X, Yao H, Zhou Q, Xin J, Lu X, et al. Degradation of poly (ethylene terephthalate) catalyzed by metal-free choline-based ionic liquids.
Green Chem. 2020,
22, 3122–3131.
[Google Scholar]
-
74.
Imran M, Lee KG, Imtiaz Q, Kim B-k, Han M, Cho BG, et al. Metal-oxide-doped silica nanoparticles for the catalytic glycolysis of polyethylene terephthalate.
J. Nanosci. Nanotechnol. 2011,
11, 824–828.
[Google Scholar]
-
75.
Krisbiantoro PA, Chiao Y-W, Liao W, Sun J-P, Tsutsumi D, Yamamoto H, et al. Catalytic glycolysis of polyethylene terephthalate (PET) by solvent-free mechanochemically synthesized MFe2O4 (M= Co, Ni, Cu and Zn) spinel.
Chem. Eng. J. 2022,
450, 137926.
[Google Scholar]
-
76.
Shi S, Zhang M, Ling C, Hou W, Yan Z. Extraction and characterization of microcrystalline cellulose from waste cotton fabrics via hydrothermal method.
Waste Manag. 2018,
82, 139–146.
[Google Scholar]
-
77.
Lv F, Wang C, Zhu P, Zhang C. Isolation and recovery of cellulose from waste nylon/cotton blended fabrics by 1-allyl-3-methylimidazolium chloride.
Carbohydr. Polym. 2015,
123, 424–431.
[Google Scholar]
-
78.
Haslinger S, Wang Y, Rissanen M, Lossa MB, Tanttu M, Ilen E, et al. Recycling of vat and reactive dyed textile waste to new colored man-made cellulose fibers.
Green Chem. 2019,
21, 5598–5610.
[Google Scholar]
-
79.
Arias JJR, Thielemans W. Instantaneous hydrolysis of PET bottles: an efficient pathway for the chemical recycling of condensation polymers.
Green Chem. 2021,
23, 9945–9956.
[Google Scholar]
-
80.
Xu W-H, Chen L, Zhang S, Du R-C, Liu X, Xu S, et al. New insights into urethane alcoholysis enable chemical full recycling of blended fabric waste.
Green Chem. 2023,
25, 245–255.
[Google Scholar]
-
81.
Yang Y, Chen F, Shen T, Pariatamby A, Wen X, Yan M, et al. Catalytic depolymerization of waste polyethylene terephthalate plastic in supercritical ethanol by ZnO/γ-Al2O3 catalyst.
Proc. Safety Environ. Protect. 2023,
173, 881–892.
[Google Scholar]
-
82.
Zeng B, Wang X, Byrne N. Development of cellulose based aerogel utilizing waste denim—A Morphology study.
Carbohydr. Polym. 2019,
205, 1–7.
[Google Scholar]
-
83.
Hu H, Xu Q, Sun L, Zhu R, Gao T, He Y, et al. 1rapid hydrolysis of waste and scrap pa6 textiles to ε-caprolactam.
ACS Applied Polymer Materials 2023,
5, 751–763.
[Google Scholar]
-
84.
Hu Y, Du C, Leu S-Y, Jing H, Li X, Lin CSK. Valorisation of textile waste by fungal solid state fermentation: An example of circular waste-based biorefinery.
Resourc. Conserv. Recycl. 2018,
129, 27–35.
[Google Scholar]
-
85.
Navone L, Moffitt K, Hansen K-A, Blinco J, Payne A, Speight R. Closing the textile loop: Enzymatic fibre separation and recycling of wool/polyester fabric blends.
Waste Manag. 2020,
102, 149–160.
[Google Scholar]
-
86.
Zhang N, Wang Q, Yuan J, Cui L, Wang P, Yu Y, et al. Highly efficient and eco-friendly wool degradation by L-cysteine-assisted esperase.
J. Clean. Prod. 2018,
192, 433–442.
[Google Scholar]
-
87.
Yoshida S, Hiraga K, Takehana T, Taniguchi I, Yamaji H, Maeda Y, et al. A bacterium that degrades and assimilates poly (ethylene terephthalate).
Science 2016,
351, 1196–1199.
[Google Scholar]
-
88.
Quartinello F, Vajnhandl S, Volmajer Valh J, Farmer TJ, Vončina B, Lobnik A, et al. Synergistic chemo‐enzymatic hydrolysis of poly (ethylene terephthalate) from textile waste.
Microb. Biotechnol. 2017,
10, 1376–1383.
[Google Scholar]
-
89.
Kawai F, Kawabata T, Oda M. Current knowledge on enzymatic PET degradation and its possible application to waste stream management and other fields.
Appl. Microbiol. Biotechnol. 2019,
103, 4253–4268.
[Google Scholar]
-
90.
Gashti MP, Assefipour R, Kiumarsi A, Gashti MP. Enzymatic surface hydrolysis of polyamide 6, 6 with mixtures of proteolytic and lipolytic enzymes.
Preparative Biochem. Biotechnol. 2013,
43, 798–814.
[Google Scholar]
-
91.
Nagai K, Iida K, Shimizu K, Kinugasa R, Izumi M, Kato D-i, et al. Enzymatic hydrolysis of nylons: quantification of the reaction rate of nylon hydrolase for thin-layered nylons.
Appl. Microbiol. Biotechnol. 2014,
98, 8751–8761.
[Google Scholar]
-
92.
Vecchiato S, Skopek L, Jankova S, Pellis A, Ipsmiller W, Aldrian A, et al. Enzymatic recycling of high-value phosphor flame-retardant pigment and glucose from rayon fibers.
ACS Sustain. Chem. Eng. 2018,
6, 2386–2394.
[Google Scholar]
-
93.
Gholamzad E, Karimi K, Masoomi M. Effective conversion of waste polyester–cotton textile to ethanol and recovery of polyester by alkaline pretreatment.
Chem. Eng. J. 2014,
253, 40–45.
[Google Scholar]
-
94.
Hasanzadeh E, Mirmohamadsadeghi S, Karimi K. Enhancing energy production from waste textile by hydrolysis of synthetic parts.
Fuel 2018,
218, 41–48.
[Google Scholar]
-
95.
Wang H, Kaur G, Pensupa N, Uisan K, Du C, Yang X, et al. Textile waste valorization using submerged filamentous fungal fermentation.
Proc. Safety Environ. Protect. 2018,
118, 143–151.
[Google Scholar]
-
96.
Sahu S, Pramanik K. Evaluation and optimization of organic acid pretreatment of cotton gin waste for enzymatic hydrolysis and bioethanol production.
Appl. Biochem. Biotechnol. 2018,
186, 1047–1060.
[Google Scholar]
-
97.
Claussen L, Lloyd A, Ruiz D, Havenith G. Recycled versus virgin polyester sportswear–can a difference be perceived in actual use?
International Journal of Fashion Design, Technol. Educat. 2025,
18, 147–155.
[Google Scholar]
-
98.
Dhanapal VK, Dhanakodi R. Influence of moisture management properties on socks made from recycled polyester, virgin cotton and its blends.
Fibres Textiles Eastern Eur. 2020,
142, 76–81.
[Google Scholar]
-
99.
RPET fabrics. Available online: https://zhuanlan.zhihu.com/p/28045369564 (accessed on 30 May 2025).
-
100.
PRUTEX NYLON. Available online: https://prutex-nylonyarn.com/ (accessed on 30 May 2025).
-
101.
A clean sea to reshape the unblue. Available online: https://baijiahao.baidu.com/s?id=1826262510626763108&wfr=spider&for=pc (accessed on 30 May 2025).
-
102.
Wazna ME, Gounni A, Bouari AE, Alami ME, Cherkaoui O. Development, characterization and thermal performance of insulating nonwoven fabrics made from textile waste.
J. Industr. Textiles 2019,
48, 1167–1183.
[Google Scholar]
-
103.
Shibly MAH, Saha PK, Gafur MA, Abdul B. Regenerated cellulose-based composite strengthened with post-consumer polyester garments.
Cellul. Chem. Technol. 2023,
57, 409–417.
[Google Scholar]
-
104.
Dahlbo H, Aalto K, Eskelinen H, Salmenperä H. Increasing textile circulation—Consequences and requirements.
Sustain. Product. Consumpt. 2017,
9, 44–57.
[Google Scholar]
-
105.
Hassanin AH, Candan Z, Demirkir C, Hamouda T. Thermal insulation properties of hybrid textile reinforced biocomposites from food packaging waste.
J. Industr. Textiles 2018,
47, 1024–1037.
[Google Scholar]
-
106.
Lacoste C, El Hage R, Bergeret A, Corn S, Lacroix P. Sodium alginate adhesives as binders in wood fibers/textile waste fibers biocomposites for building insulation.
Carbohydr. Polym. 2018,
184, 1–8.
[Google Scholar]
-
107.
Zandberga A, Gusca J, Blumberga D, Kalnins S. Mini review on circularity framework for textile waste in healthcare.
IOP Conf. Ser. Earth Environ. Sci. 2024,
1372, 012039.
[Google Scholar]
-
108.
Morris H, Murray R. Improving medical textiles to create a greener operating theatre.
J. Textile Institute 2025,
116, 151-174.
[Google Scholar]
-
109.
Zhang Y, Li T-T, Shiu B-C, Sun F, Ren H-T, Zhang X, et al. Eco-friendly versatile protective polyurethane/triclosan coated polylactic acid nonwovens for medical covers application.
J. Clean. Prod. 2021,
282, 124455.
[Google Scholar]
-
110.
Singh AK, Aboo S, Goswami T, Kar G. Jute and kenaf carrier bags: an eco-friendly alternative to plastic bags in India.
Environ. Sci. Pollut. Res. 2023,
30, 61904–61912.
[Google Scholar]
-
111.
Airinei DN, Modrogan C, Orbuleț OD, Dǎncilǎ AM, Boşomoiu M, Matei C. Biodegradable Thermoplastic Materials with Application in the Manufacture of Bags Without Synthetic Polymers.
Polymers 2025,
17, 356.
[Google Scholar]
-
112.
Chai M, Tong W, Wang Z, Zhao S, Zhang Y. Air purification using polymer fiber filters.
Macromol. Mat. Eng. 2022,
307, 2100753.
[Google Scholar]
-
113.
Opálková Šišková A, Pleva P, Hrůza J, Frajová J, Sedlaříková J, Peer P, et al. Reuse of textile waste to production of the fibrous antibacterial membrane with filtration potential.
Nanomaterials 2021,
12, 50.
[Google Scholar]
-
114.
Borojeni IA, Gajewski G, Riahi RA. Application of electrospun nonwoven fibers in air filters.
Fibers 2022,
10, 15.
[Google Scholar]
-
115.
Bonfim DP, Cruz FG, Bretas RE, Guerra VG, Aguiar ML. A sustainable recycling alternative: Electrospun PET-membranes for air nanofiltration.
Polymers 2021,
13, 1166.
[Google Scholar]
-
116.
People's Daily. Available online: http://paper.people.com.cn/rmrb/html/2024-07/29/nbs.D110000renmrb_15.htm (accessed on 30 May 2025).
-
117.
Spadea S, Farina I, Carrafiello A, Fraternali F. Recycled nylon fibers as cement mortar reinforcement.
Constr. Building Mat. 2015,
80, 200–209.
[Google Scholar]
-
118.
Pensupa N, Leu S-Y, Hu Y, Du C, Liu H, Jing H, et al. Recent trends in sustainable textile waste recycling methods: current situation and future prospects.
Chem. Chem. Technol. Waste Valorization 2017,
375, 189–228.
[Google Scholar]
-
119.
Monseau S, Sorsa K, Salokangas H. Cleaner clothes: The eu textile strategy and sustainability in the textile supply chain.
Ga. J. Int'l & Comp. L. 2024,
52, 409.
[Google Scholar]
-
120.
France to ban destruction of unsold products. Available online: https://i.jandan.net/p/103428 (accessed on 30 May 2025).
-
121.
Old clothes can be a treasure. Available online: http://paper.people.com.cn/rmrbhwb/html/2022-05/30/content_25920384.htm (accessed on 30 May 2025).