1. Introduction
Driven by the EU’s binding target to 2030, the share of the renewable energy sector will increase by 32% by 2050, achieving carbon neutrality [
1]. Wind energy, as a promising source of renewable energy structure, has grown dramatically over recent years [
2]. On the one hand, this growth has resulted in considerable demand for both onshore and offshore wind sectors, leading to significant increases in wind turbine installations and capacity [
3,
4,
5]. As shows, from 2013 to 2023, there has been an increasing trend in wind turbines’ cumulative capacity. Besides, the yearly gross installation of offshore and onshore wind turbines exceeded 120 gigawatts (GW) before 2020 and exceeded 150 GW in 2017 and 2019 [
4]. From 2020 to 2023, this number is even higher according to the prediction, exceeding 170 GW and 200 GW in 2023, and the predicted part is marked by a yellow box [
4]. On the other hand, the increase in installed capacity also comes with a new challenge: significant waste flow at the end of the wind turbine lifecycle stage. By 2050, the wind sector must tackle decommissioning offshore wind capacity of up to 85 GW (cumulatively assuming a 25-year lifecycle) [
6]. The two life cycle stages that contribute most of the blade waste are manufacturing (2nd contributor) and decommissioning (1st contributor) at the end-of-life of a wind farm [
7]. For wind turbine waste management, a report in 2020 from WindEurope on wind turbine blade (WTB) recycling shows that most components of wind turbines are technically recyclable, including the foundation, tower, components of the gearbox and generator, which account for about 85%-90% of the mass of a wind turbine. The remaining 6% comprises polymer composites or plastic that is difficult or not feasible to recycle [
8,
9,
10], which present a significant challenge in realising WTB material recycling [
11,
12]. Furthermore, composite material, mainly reinforced with glass fibre(GF) or carbon fibre(CF), is generally concentrated on the WTB component and accounts for more than 90% of the wind turbine blades’ weight [
4,
13]. Among the four life cycle stages, the decommissioning and manufacturing stages represent the first and second most significant sources of blade waste [
7]. Reducing or recycling waste during the full life cycle of WTB indicates that materials are being utilised more efficiently [
14].
According to [
15], material efficiency is a set of opportunities that can significantly reduce the global economy’s total environmental impact, aiming to provide products and services with less material production and processing. This also aligns with the goals of sustainability and circular economy, one is for creating systems that support long-term ecological balance, economic resilience, and social well-being, the other is for minimising waste and pollution, extending the lifespan of products and materials, and regenerating natural systems, while also promoting sustainable resource use and consumption [
16,
17]. The improvement of material efficiency in material production and processing is considered from four key points: energy efficiency, yield improvement, increased recycling rates, and decarbonisation of the global energy system [
15]. So, a high recyclability of WTB could increase material efficiency, as the material’s capability to be recycled is one of the important factors in material efficiency [
14].
To evaluate material efficiency comprehensively, it is essential to consider how each dimension—energy efficiency, yield improvement, recycling rate, and decarbonisation—can be measured [
15]. Among these, material recyclability plays a critical role in measuring the potential recycling rate of a corresponding product through its lifetime [
18]. Therefore, understanding the recyclability of WTB materials provides an important perspective through which the material efficiency of the wind energy sector can be assessed and improved.
Besides, material efficiency also includes energy usage, carbon emissions, and yield [
15]. There are corresponding indicators for these factors. For energy efficiency and decarbonisation of the global energy system, the key indicators required to track or measure are GWP and the embodied energy(EE) of material and energy consumption in manufacturing, respectively [
15,
19]. For yield improvement, the indicator used to represent is the “yield loss”, which is defined as the loss of material between primary material usage and material ends up in a final good [
15].
Environmental factors, such as global warming potential (GWP) and energy usage, play a significant role in evaluating opportunities to increase the recyclability of WTBs. This ensures that solutions to improve recyclability do not inadvertently increase the overall environmental burden [
12,
20].
. Gross annual installations and capacity in Europe. Reprinted/adapted with permission from [
4]. Copyright 2020, WindEurope.
Some reviews and studies have summarised the existing solutions and described the current status regarding WTB recycling and other material efficiency factors, including GWP, energy usage, and losses throughout their lifecycle, such as the manufacturing stage. The report from WindEurope provides the qualitative process costs and values of fibre composite material recycled in six processes: fluidised bed, solvolysis, high voltage pulse fragmentation, pyrolysis, mechanical grinding, and co-processing. Ref. [
12] summarised three different recycling technology types,
i.e., thermal, chemical, and mechanical, and listed their tensile strength retention. Ref. [
21] study mainly focused on the pyrolysis process, summarising the different input materials used in pyrolysis, the yields of various outputs, and the tensile strength retained under different reaction conditions. Ref. [
20] reviewed the chemical recycling technology regarding anhydride epoxy (EP), amine EP, and unsaturated polyester (UP), summarising the degradation yield and fibre quality retained for different substrates and reaction conditions. Liu, Sommer, and Wei studied the economic and environmental impacts of WTB end-of-life options for CFRP and GFRP, but did not specify the specific matrix applied [
22,
23,
24]. These studies provide evidence of the positive impact of recycling and suggest the appropriate recycling technology choices from economic viability and environmental benefit perspectives. However, aside from monetary costs and environmental impact, research on efficiency aspects, such as the recyclability of WTB composite materials, is still very limited. Because of the lack of comprehensive assessments of WTB recycling efficiency aspects, this study introduces the material recyclability approach. The recyclability index calculated is proposed as a quantitative measure that reflects the effectiveness and feasibility of recycling specific composite materials, considering both the composite’s fibre and matrix type and the recycling technology applied. This index is intended to reveal how efficiently a wind turbine blade (WTB) composite material can be recycled at end-of-life. The quantification of the recyclability of WTB will support the decision-making process to ensure if an end-of-life option for a specific material is sufficiently effective and long-sourcing [
25]. Moreover, clarifying the specific matrix and fibre material used to make the composite for WTB will help decision-makers identify or design an appropriate end-of-life plan [
11]. Therefore, this study will calculate the recyclability index for the WTB material in different recycling technologies. The innovative material and updated chemical recycling technology will also be included in the recyclability calculation.
According to [
7], waste in the WTB manufacturing stage is the second contributor to waste in the WTB lifecycle. It accounts for 13%-30% of the total lifecycle WTB waste [
26]. However, the research on identifying opportunities for increasing material efficiency in the manufacturing stage is relatively limited, and the relevant information is fragmented, as most studies focus on the decommissioning stage [
27]. Therefore, the information must be systematically summarised to comprehensively identify the material waste flow created during the manufacturing stage. Then, the opportunities to increase the WTB recyclability and material efficiency in the manufacturing stage can be ensured. Besides, most studies related to WTB manufacturing are based on Vacuum-Assisted Resin Transfer Moulding (VARTM), which is the most commonly used manufacturing technology currently [
11,
28,
29]. Some other manufacturing processes have been applied, such as open-mould wet lay-up and filament winding technology, but have been rarely applied in WTB manufacturing [
28,
30,
31]. Because the open mould wet lay-up has been banned in composite manufacturing due to environmental issues [
31], filament winding technology was explored in the 1970s, but has rarely been used in large-scale applications [
11]. So, the investigation will focus on the VARTM process.
This paper reviews current WTB material, available recycling technologies for decommissioned WTB, and manufacturing waste recycling processes. It further expands on the recyclability of WTB materials by proposing and applying a revised recyclability index to quantify the potential of different materials in various recycling technologies. The calculated recyclability index will show the overall comparative material recyclability and material recyclability concerning different recycling technologies and the material type, including fibre and matrix types. This study also identifies the environmental impact of blade material, post-manufacturing waste, and disposal methods to show the opportunities for increasing material efficiency in manufacturing by summarising the fragmented information as factors of material efficiency concerns. The structure of this study is as follows: in Section 2, processes for WTB material and recycling technologies will be presented based on current literature. In Section 3, the current WTB manufacturing processes and waste management in WTB manufacturing will be expanded and summarised to illustrate the waste flow and opportunities for reducing manufacturing waste. Section 4 presents suggested calculation methods expanding on the recyclability calculation approach and presents study findings, including the recyclability of material, and the difference in material recyclability among different recycling technologies. Section 5 will discuss the results in three aspects: WTB material selection, WTB manufacturing waste management and the current situation of recycling technology. Then it will be summarised from a life cycle perspective. Section 6 will conclude all the content.
2. WTB Material, Manufacturing, Recycling Technology
2.1. WTB Material
This part will summarise the WTB material involved in the recyclability evaluation, including the materials used historically and currently, as well as the potential materials that may be applied in the future to increase sustainability.
The early stage of the WTB material was metal around the 1940s; in the 1970s, composite material replaced metal [
11,
32]. The composite material used in the 1970s was generally made of E-glass fibre and UP (GF-UP) [
31,
32]. In the 2000s, carbon fibre (CF) was increasingly applied in the WTB [
11,
28,
31,
32,
33], and mainly combined with EP (Attaf, 2013), partly replacing GFRP used in the WTB spar cap. After 2013, EP was commonly used in large WTBs rather than unsaturated polyester made by CF-EP and GF-EP [
11,
31]. GF and CF are the main materials used for manufacturing, along with thermoset materials such as EP and UP, which are difficult to recycle at the end of their lifecycle.
There are also some other bio-based and recyclable thermoplastics materials being researched to align with the goals of sustainability and circular economy, such as hemp and bamboo fibres, being investigated in around 2010 for which combined with EP but with very limited use because of mechanical performance and quality insurance issues [
11,
32,
34]. Besides, the quality characteristics of hemp-EP and bamboo-EP composites are available in the literature, but the research on recycling hemp-EP and bamboo-EP is very limited [
35]. Most studies on natural fibre recycling involve these two types of natural fibres combined with thermoplastics such as PLA rather than EP [
36].
For innovative materials, CF-PECAN (carbon fibre-polyester covalent adaptable network), GF-Elium and GF-PECAN, because they are relatively new materials, the research on their recyclability is somewhat limited, with only one record for each material from the literature [
37,
38]. The design of these sustainable materials considers both the engineering demands and material quality requirements of wind turbine blade applications and the viability of their end-of-life recycling technology [
38]. The recyclable thermoplastic, Elium, developed by the Institute for Advanced Composites Manufacturing Innovation (IACMI) Project 4.2, has been tested for its mechanical performance and feasibility of application in WTB [
37]. Compared to the commonly used material, GF-EP, all other quality indicators are similar except for a lower fatigue strength [
29,
37]. The chemical recycling process designed for this material can recycle both Elium(recycled in) and GF from composites with high yield and quality retention [
37]. However, this project did not develop the CF-Elium recycling experiment, and the current cost of manufacturing Elium is still higher than EP [
37].
For bio-based material PECAN, which is a bio-based thermoset, and 45.3–48.8% of the virgin material used to synthesise the PECAN is biomass material, the fatigue experiments and fatigue information of GF-PECAN and CF-PECAN are unknown [
38], but for the tensile strength, GF-PECAN shows similar performance as GF-EP [
38].
The material used in wind turbine blades evolved from metal in the early stages to composite materials, with E-glass fibre-reinforced UP (GF-UP) becoming common in the first few decades of wind energy development [
11]. In the 2000s, CF combined with EP (CF-EP) began replacing GF in spar caps, and epoxy became the dominant matrix material in large-size WTB manufacturing. In the 2010s, sustainable materials such as hemp and bamboo fibre were explored in WTB design but were limited due to mechanical performance and recycling difficulties. Recently, sustainable alternatives such as recyclable thermoplastics, like Elium, and bio-based thermosets, like PECAN, have been developed to address the challenges of recyclability and environmental impact.
In WTB design, the material quality properties drive the blade shape optimisation, including fatigue, tensile strength and density, which are three important design factors when considering the materials used in WTB [
11,
32,
39]; also, the market value represents the material cost required to present economic viability [
27,
30]. These material quality properties and the cost of the above material are shown in . This information will be discussed in material selection in combination with the material recyclability result. A total of 10 materials will be covered in this study, but accessing information on fatigue for GF-PECAN and CF-PECAN materials is limited. The tensile strength and density value of the composite will be calculated based on the rules of mixture with a mass fraction of 7:3 (fibre:matrix) after taking the mean value of the range, as this is the general mass fraction of composite material used in WTB [
32]. The result will be shown in part 4.2.
.
Material quality properties and market value.
| Material |
Fatigue (Mpa) at 106 Cycle |
Density (g/cm3) |
Market Value/Price |
Tensile Strength (MPa) |
Reference |
| Aluminium |
100–219 |
2.67–2.84 |
2.21–3.14 GBP/kg |
288–571 |
[11,40] |
| Steel |
256–542 |
7.61–7.87 |
16.3–23.9 GBP/kg |
515–1300 |
[11,40] |
| GF-EP |
400 |
Glass fibre: 2.55–2.6
EP: 1.11–1.4 |
Glass fibre: 1.28–2.56 GBP/kg
EP:2.32–4.31 GBP/kg |
1900–2050
45.0–89.6 |
[28,40] |
| GF-UP |
200 |
Glass fibre: 2.55–2.6
UP: 1.04–1.4 |
Glass fibre: 1.28–2.56 GBP/kg
UP:1.89–1.97 GBP/kg |
1900–2050
41.4–89.6 |
[11,28,40] |
| GF-PECAN |
/ |
Glass fibre: 2.55–2.6
PECAN:1.226 |
Glass fibre: 1.28–2.56 GBP/kg
PECAN: Unknown |
1900–2050
75.6 |
[38,40] |
| CF-EP |
1500 |
Carbon Fibre: 1.8–1.84
EP: 1.11–1.4 |
Carbon fibre: 19.7–26.4 GBP/kg
EP: 2.32–4.31 GBP/kg |
4400–4800
45.0–89.6 |
[30,40] |
| CF-PECAN |
/ |
Carbon Fibre: 1.8–1.84
PECAN: 1.226 |
Carbon fibre: 19.7–26.4 GBP/kg
PECAN: Unknown |
4400–4800
66 |
[38,40] |
| GF-Elium |
250 |
Glass fibre: 2.55–2.6
Elium: 1.03 |
Glass fibre: 1.28–2.56 GBP/kg
Elium: 13.64 GBP/kg |
1900–2050
66 |
[37,40] |
| Bamboo-EP |
175–191 |
Bamboo: 0.6–1.1
EP: 1.11–1.4 |
Bamboo: 1.05–1.58GBP/kg
EP: 1.11–1.4 |
540–630
41.4–89.6 |
[40,41] |
| Hemp-EP |
170 |
Hemp: 1.47–1.51
EP: 1.11–1.4 |
Hemp: 0.52–1.57GBP/kg
EP: 1.11–1.4 |
550–890
41.4–89.6 |
[40,42] |
2.2. WTB Recycling Technology Overview
Material recyclability depends on the recycling technology applied in the recycling process [
25]. The recycling process is a series of steps that apply recycling technology [
43]. Currently, some recycling technologies have been studied to recover the composite material used in WTB. According to [
11,
20,
44], different recycling technologies exhibit varying levels of recyclate yield and quality preservation, which are generally used to measure the success of a recycling process. This effect is also captured by the economic evaluation of [
22,
24] and the end-of-life scenarios comparison study by [
23]. For example, the polymer matrix is burned to separate the fibres in the fluidised bed recycling of GF-EP and GF-UP. This process typically operates at temperatures ranging from 400 °C to 650 °C [
45]. According to [
20,
44,
46], under the high-temperature conditions of the recycling process, many studies report a surface degradation of the glass fibre after recycling, which may damage the mechanical performance of the recovered fibre, while the surface of CF is almost unaffected. Sections 4.3 and 5 will detail the changes in material recyclability related to the recycling technology.
Recycling strategies for WTB mainly focus on four routes [
4,
12]: High voltage fragmentation (HVF), mechanical recycling (ME), thermal recycling (TR), and solvolysis (SO), as summarised in . Mechanical recycling processes (e.g., shredding, crushing, milling) can efficiently process large volumes of composite materials by converting them into smaller pieces for various applications [
23,
24,
47]. Thermal recycling includes pyrolysis and fluidised bed processes, and microwave-assisted pyrolysis(MAP), which uses heat to decompose matrix materials and recover fibres and may combine with post-processing further to remove residual resin from the fibre surface [
12,
48]. Chemical recycling/solvolysis uses solvents under controlled conditions to dissolve matrix materials, recovering both fibre and matrix recyclates [
44]. There are three pathways for chemical recycling: supercritical fluid method, supercritical hydrolysis and solvent dissolution [
12]. HVF disintegrates solid material and separates the matrix and fibres by repetitive pulse electrical discharges within a dielectric liquid environment, typically water [
49].
2.3. Waste in the WTB Manufacturing Process
Effective waste management requires identifying and classifying waste [
50]. Before introducing the potential waste management methods in manufacturing, this part reviews and organises the main waste types in the manufacturing process. The types of material waste in the manufacturing process are related to the specific type of fibre and resin used as the input material [
51]. The material recyclability and form of waste will impact waste management during manufacturing [
52]. The types of material waste can generally be classified as loss in resin, loss in dry fibre, and loss of the cured composite and consumables [
26,
51,
53].
Liu and Barlow’s study estimated the waste from wind turbine blades until 2050, and the model included the manufacturing process. The four waste sources identified in the literature are dry fibre off-cuts, cured composite off-cuts, flow mesh with resin residue and polishing dust [
26]. The proportion of each source to total manufacturing waste is 21%, 27%, 43% and 9%, respectively [
26]. Besides, three waste scenarios regarding waste generation volume, low, central, and high, have been considered in Liu’s study, and different scenarios correspond to the different proportions of manufacturing waste to total blade waste [
26].
Rybicka et al.’s study uses material flow models to track the waste flow of four companies’ composite manufacturing businesses. There are two of them: using prepreg, then curing in an autoclave, and applying VARTM, respectively [
51]. In the prepreg and autoclave manufacturing process, the waste types are prepreg off-cuts, cured composite mistakes, and cutting and machining scrap for cured products [
51]. The percentage of different waste to total blade waste is 22.5%, 5%, and 5%, respectively, for a total of 32.5%. Besides, the investigation of their waste management is also included, and all waste generated by this company is landfilled [
51].
Upadhyayula et al. applied Life cycle assessment (LCA) on the GF blade, GF-hybrid blade and recycled CF-hybrid blade (RCF-hybrid blade), and waste factors are also considered in the LCA model [
53]. The types of waste are non-crimp VCF performed in RCF-hybrid blade and GF woven preform that is uncured dry fibre, the volume of which is 11% of the input material for both [
53]. Furthermore, this dry fibre waste is treated as post-industrial recycling (PIR) scrap and incinerated with energy recovery [
53]. Another type of waste is cured composite, which is the material offcuts in shaping the RCF EP prepregs, the volume of which is also 11% of the input material [
53].
3. Material Efficiency Improvement Opportunities in Manufacturing
3.1. WTB Manufacturing Energy and GWP
The WTB manufacturing energy consumption and GWP, including material-induced and process-induced [
47,
54]. The material used in WTB manufacturing accounts for most of the energy usage and GWP in WTB’s lifetime [
55], according to the life cycle assessment (LCA) conducted by [
29] for an optimised IEA-15MW baseline blades model. The energy usage-induced GWP is about 4.9% of the total GWP of manufacturing a single WTB blade; the remaining 95.1% is caused by material usage. The material GWP and EE are key factors that impact the overall environmental impact of WTB. Therefore, material selection will significantly impact the environmental footprint of WTB.
Within the fibres used in WTB manufacturing, CF has the highest environmental impact, with a GWP of 21.83 kg CO
2-eq/kg and EE of 350.2 MJ/kg, followed by GF, the GWP and EE of which are 2 kg CO
2-eq/kg and 31.15 MJ/kg, respectively. Natural fibres, including bamboo and hemp, have a GWP of 0.197 kg CO
2-eq/kg and 0.869 kg CO
2-eq/kg; EE is 20.25 MJ/kg and 10.8 MJ/kg, respectively, which is much lower than other fibre materials. The GWP and EE of the material are shown in
.
For matrix materials, EP and UP show relatively high GWP values of 6.19 and 4.54 kg CO
2-eq/kg, respectively, with corresponding EE values of 125.5 MJ/kg and 98.25 MJ/kg. For two new matrix materials, Elium and PECAN, Elium resin reports a GWP of 7.31 kg CO
2-eq/kg, but the EE data are unavailable [
56]. The GWP and EE of PECAN cannot be found to the best of our knowledge.
summarises the energy demand of the VARTM manufacturing process. The CO
2 emissions of the corresponding energy demand are converted based on the UK Grid Emissions Factors in 2024; the rate is 0.20705 kg CO
2-eq per kW [
57]. The total energy demand for the VARTM is 32,541 kWh, resulting in 6737 kg CO
2-eq emissions. The most significant contributors were HVAC, thermal post-curing, and resin infusion. These three stages accounted for most of the process-related energy consumption and environmental impact. Other processes had relatively lower contributions to energy use and CO
2 emissions.
.
Material GWP and EE.
| Material |
GWP (kg CO2-eq/kg) |
EE (MJ/kg) |
Source |
| Glass Fibre (GF) |
2 |
31.15 |
[40] |
| Epoxy (EP) |
6.19 |
125.5 |
[40] |
| Unsaturated Polyester (UP) |
4.54 |
98.25 |
[40] |
| Carbon Fibre (CF) |
21.83 |
350.2 |
[58] |
| PECAN |
— |
— |
— |
| Elium |
7.31 |
— |
[56] |
| Bamboo (Pole) |
0.197 |
20.25 |
[40] |
| Hemp |
0.869 |
10.8 |
[40] |
.
Manufacturing energy usage and corresponding GWP.
| Manufacturing Process and Utility |
Onsite Energy Usage (kWh) |
GWP (kg CO2-eq) |
| Root drill |
531 |
110 |
| Root cutting |
214 |
44 |
| Material cutting |
839 |
174 |
| Resin infusion |
4924 |
1020 |
| Flash trimming |
94 |
19 |
| Adhesive |
81 |
17 |
| Warehouse Transportation |
36 |
7 |
| Warehouse lifting |
323 |
67 |
| Blade surface sanding |
59 |
12 |
| Surface coating |
69 |
14 |
| Thermal post-curing |
4725 |
978 |
| HVAC |
20,646 |
4275 |
| Total |
32,541 |
6737 |
3.2. Manufacturing Process Waste Management
The waste source and volume are summarised according to the review of waste sources in WTB manufacturing. As shown in
, the four identified waste types for the primary material used are dry fibre off-cuts, cured composite waste including cured mistakes off-cuts and cured composite trim, reins waste that including cured resin loss, resin preparation loss, and flow mesh with resin residual, total waste is the proportion of manufacturing waste to the total waste in product life cycle. The study by [
26] on WTB waste provides a relatively clear identification of waste sources and volumes during manufacturing. The manufacturing stage waste accounts for 13–30% of the WTB lifecycle waste [
26]. In [
53], only dry fibre waste from offcuts in fabric cutting is considered in the VARTM process, so that the total waste may be underestimated. In [
51], the number for VARTM reaches as high as 47%, with resin and cured composite waste contributing equally to the total manufacturing waste. The high volume may be due to the company being a small research and development facility, rather than WTB manufacturing the prototype, which may require more material to satisfy the requirements and may vary from project to project [
51]. Furthermore, ref. [
51] does not identify the flow mesh with resin residual; it may be due to the fact that the flow mesh is identified as a consumable, which is not a primary material used in the product manufacturing. For preperg waste, it is only shown in the preperg & autoclave process. In [
53], because the input material for blade manufacturing is recycled CF in prepreg, the manufacturing process is assumed as prepreg & autoclave process. Hence, the material waste is mainly the offcuts of preperg and trim of cured composite product, and the waste volume is significantly lower than VARTM.
.
Manufacturing waste type and its percentage.
| Source |
Manufacturing Technology |
Dry Fibre/Prepreg Waste |
Resin Waste |
Cured Composite Waste |
Flow Mesh with Resin Residue |
Total Waste |
| [26](Low-waste scenario) |
VARTM |
2.52% |
1.08% |
3.24% |
5.16% |
13% |
| [26](Central waste scenario) |
VARTM |
3.57% |
1.53% |
4.59% |
7.31% |
17% |
| [26](High waste scenario) |
VARTM |
6.30% |
2.70% |
8.10% |
12.9% |
30% |
| [51] |
Prepreg&Autoclave |
22.50% |
/ |
5% |
/ |
27.50% |
| [51] |
VARTM |
3% |
22% |
22% |
/ |
47% |
| [53](GFB scenario) |
VARTM |
7% |
/ |
/ |
/ |
7% |
| [53](GFHB scenario) |
VARTM |
6% |
/ |
/ |
/ |
6% |
| [53](RCFHB scenario) |
Prepreg&Autoclave |
6% |
/ |
4% |
/ |
10% |
summarises the sources of waste generated in WTB manufacturing and the current ways of disposal. Dry fibre waste is mainly caused by the fabric cutting process, which is required to fit the shape requirements before loading into the automated tape laying machine. In [
51], some companies landfill them, but some regard them as post-manufacturing scrap and then incinerate them. Study [
53] assumes that the waste of dry fibre off-cuts is incinerated. The related study about recycling dry fibre is limited. Cured composing mainly sourced from mistakes in the curing process and the off-cuts from trimming after curing. In [
26], these wastes are disposed of in landfills. However, ref. [
51] finds that some companies collect and recycle them, but the specific recycling method remains unclear. For resin waste, it will be mixed with the hardener before injecting it into the fibre. As the company generally prepare excess resin to avoid the insufficient mix, it may cause a certain level of waste [
29]. Besides, the resin residuals left in the mould and flow mesh also contribute to the volume of waste [
26,
51]. The resin waste is generally landfilled after collection [
26,
51]. Another way to manage waste resin is incineration [
51,
53]. However, some studies have also revealed opportunities to reduce the impact of other post-production waste types. Study [
29] investigated the economic potential of utilising a sprayable silicone bag, a reusable vacuum bag/mesh flow, for the mesh flow waste in the WTB VARTM process. When the number of reuses reaches about 30, the reusable will be more cost-effective [
29]. Besides, ref. [
59] explored the recycling of GF waste and reinforced it with new thermosetting polymer composites. For WTB post-production resin waste, the related research is limited.
.
Waste source and waste disposal method.
| Material Type |
Waste Source |
Disposal Method |
| Dry Fibre |
Off-cuts from fabric cutting (VCF preform, woven preform, ATL, VARTM, etc.) |
Landfill [51]; incinerated [51,53]; recycling [59] |
| Cured Composite |
Off-cuts from trimming, machining, or curing mistakes |
Landfill [26,51]; Recycling [51] |
| Resin |
Excess resin from mixing, cured resin left in moulds, resin residue in flow mesh |
Landfill [26,51]; Incineration [51,53] |
| Flow mesh |
Disposed after resin transfer |
Landfill [26,51] Reuse [29] |
4. Recyclability Study
4.1. Material Recyclability Approach
According to [
60], standards such as ISO 22628 and IEC/TR 62635 assess recyclability through mass ratios. However, recent research has recognised that using product mass as the only factor will not ensure an efficient design [
25,
60,
61]. They extended it by incorporating additional factors, such as material quality and environmental impact [
60]. Ref. [
60] summarises the different types of recyclability calculations, based on the number of approaches applied and indicators considered in the calculation. Two categories of recyclability calculation methods are the single approach assessment method and the multi-approach assessment method, which indicate that recyclability is represented by either a single value or multiple values [
60]. The indicators can be classified into three categories: technical, environmental, and economic [
60]. This study applies a single approach assessment method based on technical indicators to evaluate material recyclability. This approach is chosen for three reasons. First, as [
60] suggested, simple and accessible assessment tools are essential so that designers are not required to be experts in end-of-life (EoL) strategies. Second, a single reference value facilitates comparison across multiple materials and recycling technologies, as many materials and recycling technologies are involved; therefore, multiple approaches will significantly increase the complexity and difficulty in explanation. Third, technical indicators are widely used and accepted, with approximately 76% of recyclability/recoverability assessments employing the technical indicator approach [
60]. In contrast, economic and environmental are less applied (about 30% and 46%), and already have established methods such as life cycle assessment (LCA) and cost-benefit analysis, which involve multiple variables, specific databases and software to evaluate [
60,
62].
The recyclability calculation equation proposed for this study is based on the Formulas (1)–(4) from literature [
22,
45,
61,
63], the Formulas (1) and (2) used to quantify the technical indicators including yield and tensile strength, Formulas (3) and (4) are used to combine and derive a new recyclability Equation (6), and Formula (5) records how (6) is derived from (3) and (4).
Firstly, two technical indicators that require consideration are mass preservation [
25,
64,
65] and the quality preservation of each recyclate [
25,
60]. The mass preservation of material is represented by the yield of recyclates, which is the mass of a recyclate divided by the mass of input waste into a process, as shown in Formula (1) [
63].
where $$m_{r_{i}}$$ is the mass of “recyclates i” after a certain recycling process, $$m_{i p u t}$$ is the mass of input material. The yield of material in a specific recycling technology is also used in [
23] to evaluate the efficiency of recycling technology.
For the quality preservation of WTB, the selected indicator is the tensile strength preservation of recyclates. The reason for choosing tensile strength is as follows. Firstly, the tensile strength of recyclates is a commonly tested quality indicator after recycling [
20,
44]. Secondly, tensile strength is an important factor in the WTB design [
11,
29,
66]. The shape optimisation is generally based on the tensile strength of the material in different directions [
29,
66]. Thirdly, tensile strength indicators are selected and used in some WTB recycling technologies evaluation research [
23,
45,
47]). In [
22,
23], the recycling technology efficiency is represented by quality and yield indicators, and the quality refers to the remaining tensile strength after the advanced recycling processes. In [
45], the quality indicators include tensile strength, tensile modulus, and fibre length, which are combined by multiplication for simplicity to represent quality preservation. Although the quality preservation term, which encompasses additional quality indicators, could potentially enhance the reliability of the recyclability calculation, it relies on an appropriate method for combining these indicators. Such multiplication may easily lead to a poor result when one of the quality indicators is in a lower value, as it implicitly assumes that each quality indicator contributes equally. This fails to reflect cases where certain properties, such as UTS, are more critical than others, like Young’s modulus. Therefore, the quality preservation term is consistent [
22]. So, the tensile strength as a percentage is used as a quality factor to estimate the economic value of recyclates, as shown in Formula (2).
The method for combining the above two indicators to derive recyclability is by multiplication, as noted by [
22,
61]. According to [
22], the estimation of the value/revenue of each recyclate is multiplied by the yield, tensile strength preservation, and virgin material content of the recyclate. The formula is as follows:
In this study, the definition of recyclability is consistent with that of [
61]. Villalba et al. proposed a recyclability evaluation based on the material value. Recyclability was defined as the ability of the recycled material to acquire its original properties, using the market price as an indicator to interpret the value of the material at different stages [
25,
61]. The recyclability is the market value of raw material in use divided by the market value of the material after recycling [
61].
Equation (4) shows the recyclability calculation based on the material value [
61], where $$R_{i}$$ is the recyclability value of “material I”, $$V_{r_{i}}$$ is the “recyclate i” market value after the recycling process, $$V_{i}$$ is the material market value of the original material used in a product.
If we move the $$V_{i}$$ of Formula (3) to left hand side, and combine it with (4), we get the recyclability calculated by multiplying the yield and tensile strength preservation.
When involving more recyclates “material $$ r_{l}$$” on a specific recycling technology “
recyc j” and “
material i” that is input in the recycling technology, the formula will be (6). And the general recyclability index of a material is captured by the average recyclability of this material on different recycling technologies, as shown in (7).
According to
Equation (1) and
Equation (2), the yield and tensile strength preservation are first calculated to acquire the yield and tensile strength for the literature that does not directly provide yield rate and tensile strength preservation [
36,
67,
68,
69,
70,
71,
72]. Then
Equation (6) and
Equation (7) can be used to calculate the recyclability. One assumption behind
Equation (7) is that material recyclability is assumed to be the average of all material recyclability in different recycling technologies. With this value, the overall effectiveness of the current recycling technology level for a certain type of material or a category that contains several material types can be assessed. The material recyclability in each recycling process will first be calculated using Formula (6). For all the calculated values, the average will be taken for each specific material or category to determine the recyclability of the material type or category using Formula (7). Although the material recyclability calculation order is from (6) to (7), the average material recyclability result from Formula (7) is introduced first, as it is more intuitive.
4.2. Material Recyclability Findings
The result of average material recyclability calculated by Formula (7) is shown in
, which shows the average recyclability value for each material introduced in the blade material part, and the red dot line is the average value. For materials with only one record, no error bars are displayed. For those with multiple records, error bars represent the variability in their recyclability value. For the early stage, commonly used traditional materials are GF-EP, GF-UP, and CF-EP.
Material Recyclability also shows the highest recyclability in early-stage materials, including steel and Aluminium. However, recyclability is only one dimension of material efficiency.
complements this analysis by presenting other key design factors—cost, density, tensile strength, and fatigue, calculated using the rule of mixtures based on
, and the red dot line is the average value. As shown in
, the cost, density, tensile strength, and fatigue are all inferior to those of GF-EP. Only steel’s fatigue strength is higher than that of GF-UP. To some extent, this explains why GFRP replaced metal in the 1970s, after it could be manufactured on a large scale, which is similar to the views of [
11,
32,
39,
73].
. Material Recyclability.
Furthermore, also shows that, except for GF-EP’s market value, which is higher than GF-UP, all other quality indicators of GF-EP are superior to those of GF-UP. It provides evidence that EP has now replaced UP and is commonly used in manufacturing large and extra-large wind turbine blades [
11,
31]. The average recyclability of GF-EP is also higher than that of GF-UP, with lower variability than GF-EP, as shown in an error bar.
Among the traditional composite materials, CF-EP, GF-EP, and GF-UP, the recyclability of CF-EP is the highest, with a value greater than 0.6. As shown in , the quality indicator is also significantly superior to that of other traditional and early-stage materials, but its market value is dramatically high, only slightly lower than that of steel. This result supports the view that although CF-EP has superior mechanical properties, for cost reasons, CF-RP is only widely used in spar caps, which are a key loading-bearing component of a blade [
30,
32].
Besides, for innovative materials, GF-Elium, GF-PECAN and CF-PECAN also show a high recyclability among composite materials, especially GF-Elium, which shows a recyclability of over 0.8. CF-PECAN shows a recyclability similar to aluminium, which is around 0.76. The recyclability of GF-PECAN is similar to the average recyclability of CF-EP, which is about 0.61.
. Other quality indicator and material value.
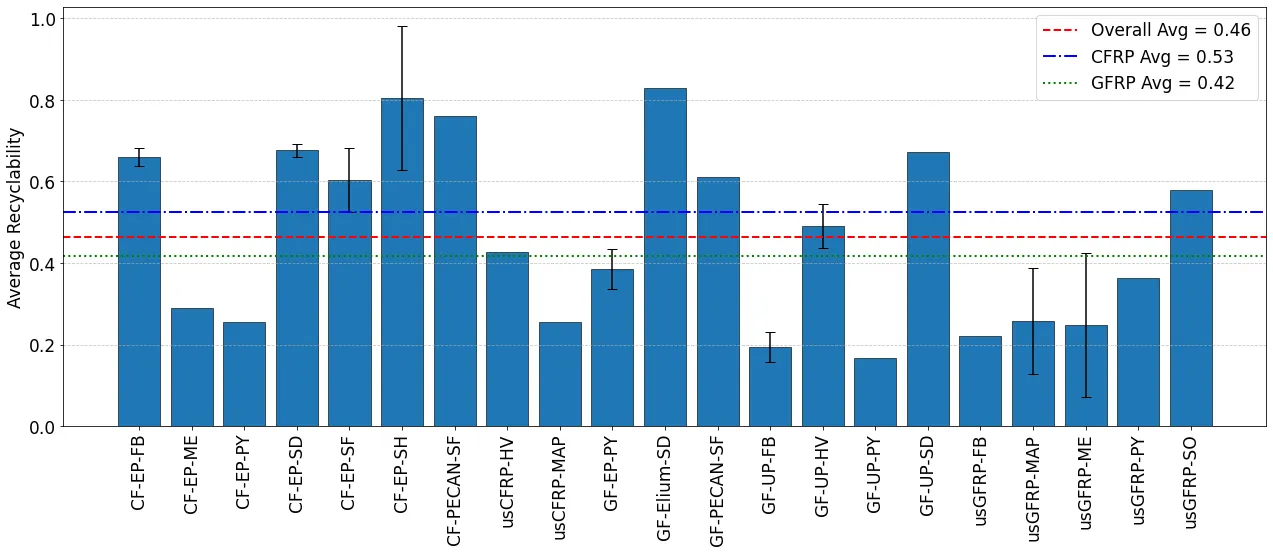
The material recyclability regarding different recycling technologies is calculated by Formula (6). The overall average of CFRP, GFRP, and all materials is calculated by Formula (7) and shown as blue, green, and red dashed lines in . As shown in , the results indicate significant differences between the recyclability of different recycling technologies for the same material and between different materials for the same recycling technology. It explains that the error bars in material recyclability represent the significant variation in some materials, such as CF-EP, as shown in . Besides, not all the literature data in the recyclability calculation specified the detailed material type. For some studies [
22,
23,
74,
75], the type of material is not specified; only the fibre type is informed, these materials are marked as unspecified CFRP and GFRP (usCFRP and usGFRP). This section will interpret the result of material recyclability in two categories, CFRP and GFRP.
. Average recyclability regarding material and recycling technology.
4.3.1. CFRP
For the CFRP, the average recyclability is 0.53, and the material being assessed the most is CF-EP. Among the four categories of recycling technology regarding the CF-EP, chemical recycling shows relatively high recyclability; all three types are more than 0.6. Particularly for supercritical hydrolysis [
23,
68], the number is the highest, which is 0.83; the high variability is mainly because the difference in yield recorded in study [
23] and [
68], one assumed that matrix is recyclable, the other just characterised the matrix recyclates rather than explain the potential in recycling the matrix.
The other three recycling categories of CF-EP are fluidised bed, pyrolysis, and mechanical recycling. Fluidised-bed recycling shows higher recyclability, 0.66, than mechanical recycling and pyrolysis, which are 0.45 and 0.26, respectively. The fluidised bed can recover most of the fibre material from the composite by removing the matrix, while the recyclates from mechanical recycling and pyrolysis are mainly low-quality small pieces of composite and solid residue, respectively [
23,
76,
77]. Two technologies were assessed for the unspecified CFRP material: high voltage fragmentation and microwave-assisted pyrolysis, with relatively low recyclability, which are 0.43 and 0.26, respectively. Furthermore, for the recyclability value of microwave-assisted pyrolysis of unspecified CFRP, the yield and tensile strength retention in the original literature were assumed values based on the microwave-assisted pyrolysis study in GFRP [
22]. For the innovative material recently developed, CF-PECAN, a supercritical hydrolysis method has been developed to recover its fibre material; the recyclability value is 0.76, higher than the average recyclability level of CFRP.
4.3.2. GFRP
The recyclability of material regarding different recycling technologies is significantly different. As shown in , the average recyclability of GFRP is 0.36, which is far smaller than that of CFRP material. The material being assessed the most is GF-UP. The assessed recycling technology of GF-UP is solvent dissolution(SD), high voltage fragmentation, pyrolysis, and fluidised bed. The recyclability of these materials is 0.67, 0.49, 0.17, and 0.19, respectively. The two thermal recycling technologies show a much lower recyclability on this material than that of the GF recovered from solvent dissolution and high voltage fragmentation. For the new materials, GF-Elium and GF-PECAN, the recyclability is 0.83 and 0.61, respectively. The solvent dissolvent method developed for GF-Elium not only recovers GF but also partially recovers the matrix, with less damage to the mechanical properties of GF [
37]. However, for GF-PECAN, the recycling method is the same as CF-PECAN, a supercritical hydrolysis method with high matrix degradation, which also reports a good-quality retention for GF. The assessed recycling technologies for the unspecified GFRP materials are mechanical recycling, microwave-assisted pyrolysis, pyrolysis, and unspecified solvolysis. Their recyclability is 0.25, 0.26, 0.36, and 0.58, respectively. Like GF-UP, the recyclability of mechanical recycling and the two thermal recycling methods is much lower than that of solvolysis.
5. Discussion
5.1. WTB Material Selection
The evolution of material from metal to composite material, and this change to a large extent, is because the design goal of wind turbine blades is mainly oriented towards increasing the load in their lifecycle with a common 20-year lifetime [
11,
32,
78]. In line with this design goal, the material selection also focuses on those with superior mechanical properties, such as high tensile strength, lower density, and high fatigue resistance [
11]. Composite materials are more suitable for large and complex assembly structure components due to their superior properties compared to metals, lower prices, and mould-forming manufacturing methods. As a result, they are more attractive for blade production. Within the composite material used, there are also differences. GF fibre is dominant in the blade material used for the traditional fibre material because of its cost-effective advantage. For CF fibre, despite its superior mechanical performance compared to GF, the cost of CF is also very high, so it is generally used in the key load-bearing part, the spar cap [
11,
29,
32]. For the matrix material, the EP gradually replaced UP, as GF-EP brought a significant increase in fatigue resistance compared to GF-UP, with a slight increase in cost.
Moreover, in terms of the recyclability of traditional materials, the CF-EP is much higher than the GF-EP and GF-UP, and there are more studies related to CF-EP. The reasons may be the following two aspects. On the one hand, CFRP shows a high tensile strength retention with various recycling technologies, whereas GFRP shows significant surface damage and quality reduction for both the thermal recycling method and the chemical recycling method under HTP conditions. On the other hand, practitioners and researchers also drive the cost factor to achieve a higher recyclability of CFRP. Because the cost of CF is several times higher than that of other materials, any low-cost source of CF may have huge potential profits [
29].
However, the traditional load-oriented wind turbine blade material selection has limited sustainability considerations. To some extent, this can be seen in commonly used composite materials such as GF-EP, whose recyclability is significantly lower than that of metal materials. As the wind turbine blade waste management problem becomes increasingly critical, sustainability gains more attention [
12,
26]; innovations are being made in blade materials to achieve sustainable objectives. There are explorations of the feasibility of using natural fibres as alternatives to traditional GF materials [
41,
42,
66]. Bamboo fibre and hemp fibre with EP as matrix verified their feasibility for small-size wind turbine blades due to their low load requirements, but the feasibility is highly limited for larger sizes [
32,
41,
42]. Pender’s study designed a blade using hemp fibre to partially replace GF, with EP as the matrix [
66]. Compared to the baseline GF and CF hybrid blades, this design resulted in a lighter blade with a lower environmental impact. For recyclability evaluation, possibly due to the limited use of hemp-EP and bamboo-EP in high-performance applications such as wind turbine blades, the studies on recycling these materials are very limited, making it challenging to quantify their recyclability. Nevertheless, natural materials such as bamboo and hemp fibre show promising potential for sustainable blade design. Because natural fibre material has a lower environmental impact and lower cost, with a wide range of sources, and is a renewable material type [
11,
32,
66], its potential in the wind turbine blade application is still worth exploring.
In terms of matrix materials, traditional matrix materials such as EP and UP are thermosets [
29]. Using thermoset materials leads to a recycling problem, as the crosslink structure after curing makes it difficult to remove or recover [
32]. Furthermore, the sources of thermoset matrix, like EP and UP, are synthesised, and their virgin materials are derived from non-renewable sources [
32]. In contrast, the current innovative matrix materials, Elium and PECAN, have improved recyclability and sustainable sourcing [
37,
38]. Currently, the recyclability of CF-PECAN is higher than that of traditional CF-EP material. Similarly, GF-PECAN’s recyclability is much higher than that of traditional GF-UP and GF-EP materials. To some extent, it could be attributed to the supercritical fluid recycling process designed to recover the fibre and degraded PECAN. For CF, increased tensile strength is observed after recycling [
38]. As a new material, only one recycling technology has been applied so far; there may be further potential for improving its recyclability. Furthermore, it is worth noting that, according to the formulation provided by [
38], approximately 45.3–48.8% of the virgin material used in PECAN is biomass material, which also demonstrates its potential as a more sustainable alternative to conventional thermosets. For the cost of PECAN, a simple cost estimation was applied based on the formula of PECAN and material price shown in Merck KGaA [
79], as shown in . The price is approximately 245£/kg, which is particularly high. Nevertheless, this data is a unit price in a small batch; it has the potential to be reduced by the economies of scale when trading on a large scale.
.
Cost of PECAN.
| Ingredient |
Required Amount (g) |
|
Price per g (£) |
Cost (£) |
| SPGE |
174.73 |
|
0.316 |
55.21468 |
| BDGE |
287.85 |
|
0.328 |
94.4148 |
| MHHPA |
547.42 |
|
0.16467 |
90.143651 |
| 2,4‑EMI |
10.1 |
|
0.845 |
8.5345 |
| Total |
1020.1 |
|
|
245.84914 |
Elium is a recyclable thermoplastic developed for wind turbine blades from the IACMI project [
37]. It shows a similar mechanical performance to the GF-EP material [
37]. The recyclability of GF-Elium is the highest among all the assessed composite materials. This is largely due to the solvent dissolution method developed for the GF-Elium using chloroform, which can recover both fibre and matrix in polymer form [
69]. Besides, solvent dissolution is operated in LTP conditions, which causes less damage to the GF. Furthermore, according to [
37], the techno-economic model indicates a 5% decrease in blade manufacturing costs compared to the baseline EP blade model, without considering the economics of scale. Additionally, the calculations on recycling wind blades based on Elium indicate a net economic benefit to recycling companies [
37]. The TRL of Elium is about 6/7, reported by [
37], indicating that it is approaching commercial-scale implementation but still requires further validation.
5.2. WTB Recycling Technology
Various recycling technologies have been applied to GFRP and CFRP to different extents. First, mechanical recycling has relatively lower recyclability compared to other recycling technologies in CFRP (0.452) and GFRP (0.3), which is slightly higher than the pyrolysis process. The low recyclability of mechanical recycling is mainly attributed to the low tensile strength retention in recyclates. Because the original structure of the composite is destroyed, the shredded composite materials offer limited effectiveness as reinforcements in new polymer composites [
80]. The recyclates are mainly small pieces, particles, and powders, generally applied as fillers in low-performance materials, such as SMC and DMC [
81]. In addition, mechanical recycling is generally a pre-processing step for other high-performance recycling methods. Chemical and thermal recycling methods are being developed in small-scale laboratory environments [
12]. As a result, large composite components, such as blades, must be crushed or cut into smaller pieces before recycling [
12]. Furthermore, compared to other recycling methods, mechanical recycling is one of the most mature recycling technologies, with a TRL of 9 [
4]. According to [
22], among the relatively mature recycling technologies, including pyrolysis, microwave-assisted pyrolysis, fluidised-bed, and mechanical recycling, mechanical recycling is the only profitable method for glass fibre material compared to the others.
The recyclability of HVF is moderate in both GFRP and CFRP recycling. However, in GFRP recycling, its recyclability is significantly higher than that of thermal and mechanical recycling methods, but lower than solvent dissolution. CFRP recycling is less recyclable than fluidised bed recycling. In both material categories, it is a sub-optimal choice from the perspective of recyclability. Unless high-voltage fragmentation has potential in terms of reduced energy consumption or improved economic viability, it may still remain a suboptimal alternative in WTB recycling.
CFRP’s recyclability (0.458) for thermal recycling is significantly higher than that of GFRP material (0.269). Among all thermal recycling technologies, pyrolysis is the most mature recycling method, with a TRL of 9, but the product is of low quality, and fibre cannot be recovered from this process. For pyrolysis, about 70% of recyclates are low-quality solid residuals generally used as filler in other materials such as SMC and DMC, and 30% are gas and oil, which are reused as fuel in the pyrolysis process [
44,
82]. The high-quality retention of pyrolysis can be attributed to the tensile strength retained being calculated based on the application of filler in SMC rather than in solid residual form [
21,
22]. For fluidised-bed and microwave-assisted pyrolysis, which is a moderately mature technology, fibre material can be recovered from composite waste by melting the matrix attached to the fibre’s surface. A significantly higher recyclability can be seen in a fluidised bed compared to pyrolysis, as it has both high yield and quality retention. However, the same recyclability value of the microwave-assisted pyrolysis of CF, as reported in the original literature [
22], implies that the yield and quality retention are assumed to be the same as those of pyrolysis. However, in a related study conducted by [
83], the recovery rate of fibre material is about 97% for microwave-assisted pyrolysis, which is significantly higher than the assumed yield from [
22]. Besides, the general mass ratio in composite material in WTB is around 7:3 [
84]. Therefore, the estimated yield is suggested to be 67.9%, and recyclability is expected to increase to 54.2%, which is significantly higher than the 26% recyclability achieved through pyrolysis. For GFRP, the poor retention of fibre tensile strength in thermal recycling leads to low recyclability. According to [
20], the exact reason for GF strength loss in high temperatures is currently unknown, but three important factors are sizing damage, surface degradation, and thermal contraction.
Furthermore, according to [
4], the TRL of microwave-assisted pyrolysis is about 4/5, while for fluidised bed recycling, it is 5/6. Currently, the University of Strathclyde is in the process of establishing the first WTB recycling pilot plant in the UK based on fluidised bed recycling [
85]. Such a project may increase the TRL of fluidised bed recycling.
For chemical recycling, the recyclability of both CFRP and GFRP materials is higher than the average level. Because most of the reference data used for the recyclability calculation in this study considered the potential of chemical recycling to recover matrix materials, it indicates an increase in yield while preserving fibre quality, but other recycling technologies, such as fluidised beds, can only achieve fibre recovery [
20,
69]. However, among all the recycling technologies, according to [
4,
20], chemical recycling is the most immature recycling technology, with only a TRL of 3/4 in the UK [
20]. Besides, LCA reports that the environmental impact and human health of chemical recycling are higher than those of thermal recycling and mechanical recycling [
20]. Current research has improved matrix recycling and energy usage reduction in chemical recycling, investigating the potential application of recyclates [
86]. This approach utilises the solvent dissolution method to recover GFRP material, achieving the reuse of the catalyst and low energy consumption by operating in a mild environment. Besides, it directly uses the recycled GF with decomposed matrix to produce new thermoplastic composites, providing a sustainable solution for GF recycling [
86].
5.3. WTB Manufacturing
The material used in manufacturing will impact the WTB GWP and energy usage, primarily due to the material’s EE, and partly due to the matrix type’s effect on energy usage during curing. Moreover, the source of waste type corresponds to the wind turbine blade material input(e.g., if input is GF-EP, the source of waste is cured GF-EP, dry GF, and EP material). Hence, the material recyclability characteristics also influence the theoretical recycling rate in manufacturing.
In large-scale wind turbine blade manufacturing, the material GWP and its contribution to more than 95% of the total wind turbine blade GWP and energy consumption. For the fibre material, CF GWP and EE are significantly higher than other materials; their GWP and EE are ten times that of GF, and their usage accounts for more than half of the GWP of WTB blades. For natural fibre materials such as bamboo fibre and hemp fibre. Their GWP potential and EE are particularly small. The application of natural fibre in WTB may show potential to reduce the environmental impact of blades. A recent study [
66] provides evidence for this point, showing that replacing part of glass fibre with hemp fibre in wind turbine blades achieved an 8.9% mass reduction and 13.2% material GWP reduction.
Regarding the traditional matrix material, the GWP of EP is higher than that of UP, so replacing EP with UP may lead to a higher GWP, even though there is a significant increase in fatigue resistance. For the innovative material, the LCA regarding the PECAN is limited, and the GWP and EE are unknown. Because about half of the PECAN raw material is bio-based, the GWP may be lower than that of the traditional material. For Elium, the EE of Elium manufacturing is unknown, and its GWP is slightly higher than that of EP. Additionally, ref. [
37] study shows that material selection affects in-process energy usage. Specifically, Elium-based blade manufacturing in VARTM exhibits a shorter curing time compared to EP-based blade manufacturing in VARTM, resulting in lower energy consumption and higher material efficiency. However, the recyclability of the composite made by Elium is higher than that of the EP composite, which may offset the environmental impact through the material recovery process; however, this requires further verification through Life Cycle Assessment (LCA).
For the waste in manufacturing, the total waste that contributes to manufacturing ranges from 13% to 30% of total blade manufacturing [
26]. The current disposal method for post-production materials is landfill or incineration, and cured composites are partially recycled [
26,
51]. Recycling may significantly reduce their environmental impact on waste management of these materials. According to [
87], LCA was applied to the post-production waste material of wind turbine blade manufacturing. It shows that the recycling of post-produced material will reduce the overall detrimental impact by around 30% throughout the lifecycle of certain types of material. In addition, a more precise mound can reduce curing mistakes, thereby decreasing waste generated during the trimming process [
29,
32].
The current disposal method is mainly landfill, which is the least preferred waste management option under the European Union’s (EU) Waste Framework Directive [
29]. Therefore, there is a significant opportunity to collect and recycle cured composite waste, thereby reducing the overall lifecycle impact of wind turbine blades by selecting input materials with high recyclability, as several recycling technologies are developed for recycling cured composite waste. Furthermore, some studies have also revealed opportunities to reduce the impact of other post-production waste types, such as mesh flow and dry fabric waste [
29,
59]. However, further studies are needed for the resin waste to reveal its potential for sustainable waste management.
5.4. WTB Waste Management in a Life Cycle Perspective
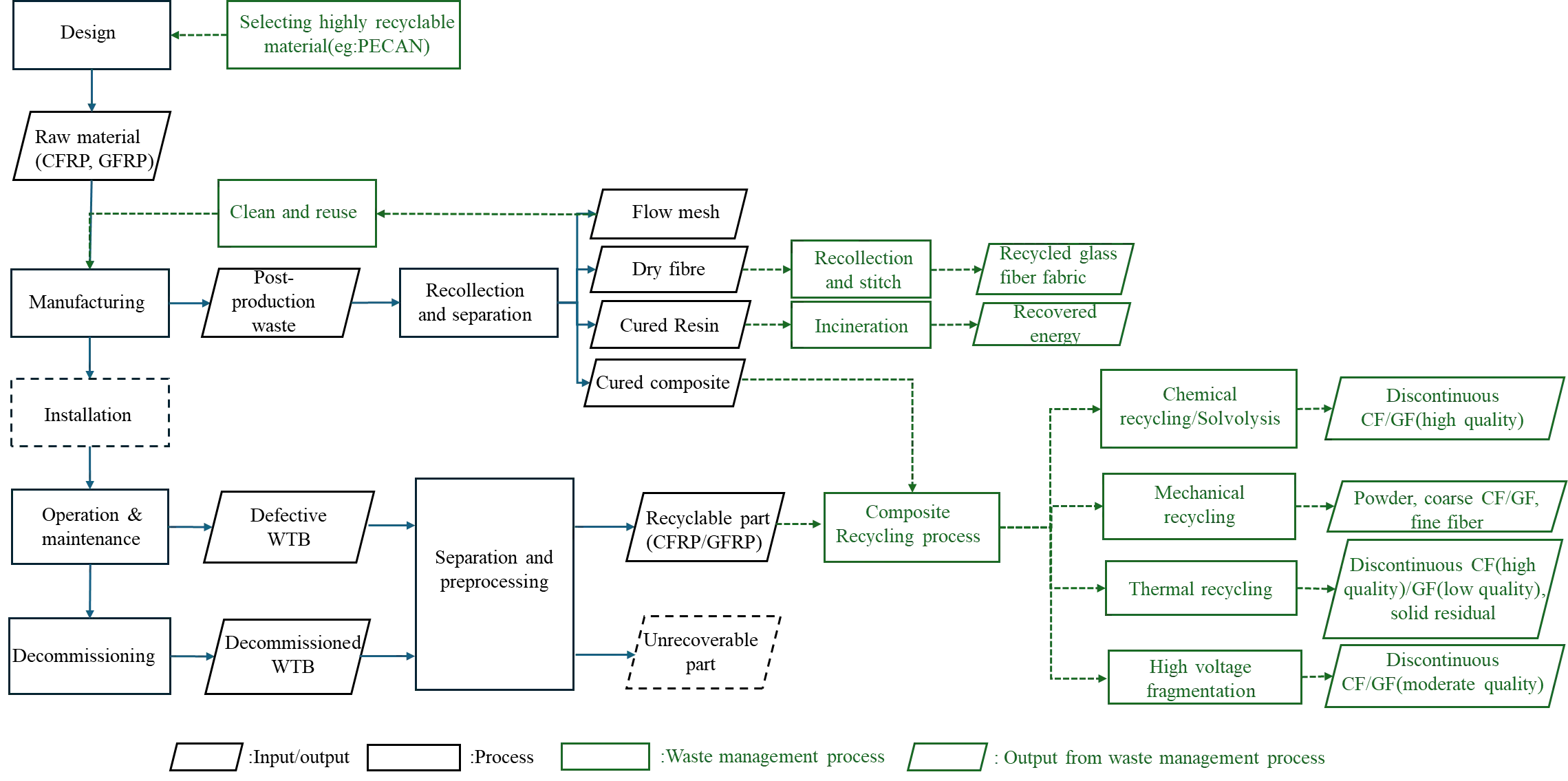
To provide a comprehensive understanding of waste generation and management across the full life cycle of wind turbine blades (WTBs), the key processes and their inputs/outputs are summarised from a life cycle perspective. As shown in , the process and its output related to waste management are highlighted in green. The installation stage and the unrecoverable part of the blade are not included in the scope of this study and are marked with a dashed line.
In the design stage, the selection of innovative sustainable materials such as Elium and PECAN, which show high recyclability, can improve the efficiency of the recycling process, reduce the processing difficulty and retain more quality. During the manufacturing stage, multiple types of waste are generated—including dry fibre, cured composites, and resin waste. The flow mesh, a major contributor to manufacturing waste, can be potentially substituted with a reusable type to reduce post-production waste . The resin can be diverted to incineration and energy recovery rather than landfilling.. After recollection, the dry fibre could be stitched together to produce recycled glass fibre fabric.The management of cured composite is the same as that of WTB composite material, from decommissioning to operation to maintenance. At the operation and decommissioning stage, the disassembled blade will be pre-processed (generally further downsized by cutting machines) and classified into recyclable and non-recyclable parts [
22]. The pre-processed recyclable part will be sent to the recycling process. As introduced before, there are four different recycling technology routes for composite recycling. Chemical recycling/Solvolysis retains most of the fibre with high tensile strength preservation and can potentially recover the resin, but the TRL is relatively lower than other recycling technologies [
20]. Mechanical recycling cannot separate the fibre and resin, but it is a highly mature recycling method and is considered a cost-effective waste management option currently [
22,
23]. The outputs of mechanical recycling are powder, coarse fibre, and fine fibre, according to the grinding level. For thermal recycling, the output generally includes solid residual and recovered fibre; the resin will be destroyed in this process [
20] . Generally, the recycled glass fibre from thermal recycling shows a low quality preservation, but the recycled carbon fibre from the fluidised bed recycling process exhibits a high quality preservation and fibre yield [
88] . The pyrolysis generally produces a small fraction of fibre, most of the output is solid residual. However, the TRL is the same as the mechanical recycling, which is nine, and is regarded as a highly mature recycling technology . High voltage fragmentation can recover most of the fibre for both CFRP and GFRP, and preserve moderate fibre quality, but the TRL is relatively lower and is not as cost-effective as mechanical recycling [
49].
. WTB waste management summarized from life cycle perspective.
6. Conclusions
This research quantified the recyclability of materials based on various studies on composite material recycling, focusing on the composite materials used in the WTB. The factors influencing material efficiency in the manufacturing process are discussed, and the implications of material recyclability and recycling technology are explained in context. A suggestion for further evaluation of recycling technology is that the material type requires a more detailed explanation when making assumptions about the recycling technology, as different or the same material with different recycling technologies generally have different recyclability.
For the new materials, natural fibre material can potentially reduce the WTB environmental impact and total mass of the blade.[
66] conducted a feasibility analysis on this point and provided related evidence. However, due to limited mechanical properties, such as tensile strength, the full replacement of GF is currently unlikely to be realistic unless natural fibre composites can be explored and developed to meet the load design requirements of large-scale wind turbines. The recyclable thermoplastics developed by the IACMI project are the most promising material for replacing EP resin [
37]. It shows a reduced manufacturing cost, similar tensile strength, and higher recyclability compared to EP-based composites. However, the investigation of Elium’s environmental impact is relatively limited. Ref. [
56]’s Research revealed its GWP, which is slightly higher than the GWP of EP from the Granta database. The other impact categories require a detailed LCA to verify. PECAN is a relatively new material synthesised [
38]. There are relatively few studies related to this material. Some WTB quality indicators, such as fatigue value, are unknown, but their tensile strength is similar to EP material. The recyclability of both CF-PECAN and GF-PECAN is higher than that of traditional CFRP and GFRP material used in the WTB. However, the strength of fatigue, an important design factor in WTB, remains unclear. To further explore its capability in wind turbine blade applications, it is worth applying mechanical fatigue tests to ensure tensile strength under cyclic loading and compare its performance with that of traditional materials. Apart from recyclability, another attractive part of PECAN for sustainable-oriented manufacturers is that it contains about 45.3–48.8% biomass material, which is regarded as a renewable source. The PECAN may have the potential to reduce the environmental impact of WTB.
For manufacturing waste management, currently, landfill is the primary disposal method for post-production waste in manufacturing, but there are opportunities to reduce dry fibre, cured composite, and mesh flow waste [
29,
59]. Ref. [
87] show an opportunity to further reduce about 30% of the overall environmental impact of WTB by appropriately collecting and recycling WTB post-production waste.
Regarding recycling technology, chemical recycling is the most promising category for recycling composites used in wind turbine blade recycling, as it has the potential to recover both fibre and matrix. Of the three types of chemical recycling, solvent dissolution shows high recyclability in both CFRP and GFRP, as it can operate in mild conditions. The supercritical fluid method and supercritical hydrolysis may damage the GF when recycling, as they require an HTP condition to reach the supercritical state, but show a high recyclability in CFRP recycling. Currently, the TRL for chemical recycling is relatively low, at 3/4 in the UK, requiring further pilot-scale facilities to verify the feasibility on a commercial or industrial scale. High voltage fragmentation is currently a suboptimal solution for GFRP and CFRP recycling unless it can reduce the cost and energy consumption compared to fluidised bed recycling and solvent dissolution. Mechanical recycling and pyrolysis are mature recycling technologies with a TRL of 9. Mechanical recycling is currently a suitable solution for processing large-scale WTB waste, even though the recyclates are of low quality [
22]. Ref. [
22] also indicates that mechanical recycling is the most profitable method among the mature recycling technologies. Fluidised bed recycling is a moderately mature technology with relatively high recyclability in CFRP recycling. Considering the technology readiness level, fluidised bed recycling is currently a more suitable choice for CFRP recycling compared to solvent dissolution, as the recyclability of both recycling technologies for CF-EP is very similar. Furthermore, the first fluidised-bed-based WTB recycling pilot plant at the University of Strathclyde may further reveal the feasibility of fluidised beds on a large scale [
85]. However, in the future, solvent dissolution may become more favourable due to its potential for resin recovery.
Currently, most material recycling methods are based on experimental environmental conditions; the fibre material must be cut and crushed into small pieces, and recyclability is estimated based on the short-length discontinuous fibre. In WTB manufacturing, the fibre usage is generally long continuous fibre material [
29]. According to [
89], there is a significant mechanical performance difference between short discontinuous and long continuous fibre. The fatigue level and material density are excluded from the recyclability estimation due to data availability issues and unclear relationships between the recyclate value, density, and fatigue level. Therefore, the recyclability estimation could be more comprehensive by incorporating additional quality factors into the estimation in an appropriate way.
Acknowledgments
The authors would like to thank the financial support of China Scholarship Council.
Author Contributions
J.L.: Conceptualization, Methodogy, Software, Validation, Formal analysis, Investigation, Data Curation, Writing—Original Draft, Writing—Review & Editing, Visualization, Funding acquisition. C.Z.: Conceptualization, Validation, Writing—Review & Editing, Supervision, Project administration, Funding acquisition. S.Z.: Conceptualization, Validation, Writing—Review & Editing, Supervision, Project administration. L.J.: Conceptualization, Validation, Writing—Review & Editing, Supervision, Project administration, Funding acquisition.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be made available on request.
Funding
This research was funded by the China Scholarship Council File No. [202308060213].
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
Hao S, Kuah AT, Rudd CD, Wong KH, Lai NY, Mao J, et al. A circular economy approach to green energy: Wind turbine, waste, and material recovery.
Sci. Total Environ. 2020,
702, 135054. doi:10.1016/j.scitotenv.2019.135054.
[Google Scholar]
-
2.
Lima da Cunha CE. EU Outlook on Wind Energy Research: A Case for Circularity. 2019. Available online: https://etipwind.eu/files/events/210504-Sustainability%20workshop/Presentations/Session%204/210504-ETIPWind-workshop-circularity-Carlos-Eduardo-Lima-EC.pdf (accessed on 11 December 2024).
-
3.
Kirchherr J, Reike D, Hekkert M. Conceptualizing the circular economy: An analysis of 114 definitions.
Resour. Conserv. Recycl. 2017,
127, 221–232. doi:10.1016/j.resconrec.2017.09.005.
[Google Scholar]
-
4.
WindEurope. Accelerating Wind Turbine Blade Circularity. Available online: https://windeurope.org/wp-content/uploads/files/about-wind/reports/WindEurope-Accelerating-wind-turbine-blade-circularity.pdf (accessed on 7 October 2020).
-
5.
Tyurkay A, Kirkelund GM, Lima ATM. State-of-the-art circular economy practices for end-of-life wind turbine blades for use in the construction industry.
Sustain. Prod. Consum. 2024,
47, 17–36. doi:10.1016/j.spc.2024.03.018.
[Google Scholar]
-
6.
Bennet L. SUSTAINABLE DECOMMISSIONING: WIND TURBINE BLADE RECYCLING. 2021. Available online: https://cms.ore.catapult.org.uk/wp-content/uploads/2021/03/CORE_Full_Blade_Report_web.pdf#page=26.08 (accessed on 26 December 2024).
-
7.
Jensen JP, Skelton K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy.
Renew. Sustain. Energy Rev. 2018,
97, 165–176. doi:10.1016/j.rser.2018.08.041.
[Google Scholar]
-
8.
Beauson J, Lilholt H, Brøndsted P. Recycling solid residues recovered from glass fibre-reinforced composites—A review applied to wind turbine blade materials.
J. Reinf. Plast. Compos. 2014,
33, 1542–1556. doi:10.1177/0731684414537131.
[Google Scholar]
-
9.
Beauson J, Madsen B, Toncelli C, Brøndsted P, Bech JI. Recycling of shredded composites from wind turbine blades in new thermoset polymer composites.
Compos. Part A Appl. Sci. Manuf. 2016,
90, 390–399. doi:10.1016/j.compositesa.2016.07.009.
[Google Scholar]
-
10.
Jensen JP. Evaluating the environmental impacts of recycling wind turbines.
Wind. Energy 2019,
22, 316–326. doi:10.1002/we.2287.
[Google Scholar]
-
11.
Mishnaevsky Jr L, Branner K, Petersen HN, Beauson J, McGugan M, Sørensen BF. Materials for Wind Turbine Blades: An Overview.
Materials 2017,
10, 1285. doi:10.3390/ma10111285.
[Google Scholar]
-
12.
Hu Y, Zhang Y, Li Y, Wang Y, Li G, Liu X. Wind turbine blade recycling: A review of the recovery and high-value utilization of decommissioned wind turbine blades.
Resour. Conserv. Recycl. 2024,
210, 107813. doi:10.1016/j.resconrec.2024.107813.
[Google Scholar]
-
13.
Woo SM, Whale J. A mini-review of end-of-life management of wind turbines: Current practices and closing the circular economy gap.
Waste Manag. Res. 2022,
40, 1730–1744. doi:10.1177/0734242X221105434.
[Google Scholar]
-
14.
Shahbazi S, Salloum M, Kurdve M, Wiktorsson M. Material Efficiency Measurement: Empirical Investigation of Manufacturing Industry.
Procedia Manuf. 2017,
8, 112–120. doi:10.1016/j.promfg.2017.02.014.
[Google Scholar]
-
15.
Allwood JM, et al. Material efficiency: A white paper.
Resour. Conserv. Recycl. 2011,
55, 362–381. doi:10.1016/j.resconrec.2010.11.002.
[Google Scholar]
-
16.
Ellen MacArthur Foundation. Towards the Circular Economy Vol. 1: An Economic and Business Rationale for an Accelerated Transition. 2013. Available online: https://www.ellenmacarthurfoundation.org/towards-the-circular-economy-vol-1-an-economic-and-business-rationale-for-an (accessed on 21 November 2023).
-
17.
Corona B, Shen L, Reike D, Carreón JR, Worrell E. Towards sustainable development through the circular economy—A review and critical assessment on current circularity metrics.
Resour. Conserv. Recycl. 2019,
151, 104498. doi:10.1016/j.resconrec.2019.104498.
[Google Scholar]
-
18.
Schischke K, Berwald A, Dimitrova G, Rückschloss J, Nissen NF, Schneider-Ramelow M. Durability, reparability and recyclability: Applying material efficiency standards EN 4555x to mobile phones and tablet computers.
Procedia CIRP 2022,
105, 619–624. doi:10.1016/j.procir.2022.02.103.
[Google Scholar]
-
19.
International Energy Agency. Energy Technology Perspectives 2008: Scenarios & Strategies to 2050; OECD/IEA: Paris, France, 2008. Available online: https://www.iea.org/reports/energy-technology-perspectives-2008 (accessed on 1 April 2025).
-
20.
Branfoot C, Folkvord H, Keith M, Leeke GA. Recovery of chemical recyclates from fibre-reinforced composites: A review of progress.
Polym. Degrad. Stab. 2023,
215, 110447. doi:10.1016/j.polymdegradstab.2023.110447.
[Google Scholar]
-
21.
Yang W, Kim K-H, Lee J. Upcycling of decommissioned wind turbine blades through pyrolysis.
J. Clean. Prod. 2022,
376, 134292. doi:10.1016/j.jclepro.2022.134292.
[Google Scholar]
-
22.
Liu P, Meng F, Barlow CY. Wind turbine blade end-of-life options: An economic comparison.
Resour. Conserv. Recycl. 2022,
180, 106202. doi:10.1016/j.resconrec.2022.106202.
[Google Scholar]
-
23.
Sommer V, Becker T, Walther G. Steering Sustainable End-of-Life Treatment of Glass and Carbon Fiber Reinforced Plastics Waste from Rotor Blades of Wind Power Plants.
Resour. Conserv. Recycl. 2022,
181, 106077. doi:10.1016/j.resconrec.2021.106077.
[Google Scholar]
-
24.
Wei Y, Hadigheh SA. Cost benefit and life cycle analysis of CFRP and GFRP waste treatment methods.
Constr. Build. Mater. 2022,
348, 128654. doi:10.1016/j.conbuildmat.2022.128654.
[Google Scholar]
-
25.
Maris E, Froelich D. Critical Analysis of Existing Recyclability Assessment Methods for New Products in Order to Define a Reference Method. In REWAS 2013: Enabling Materials Resource Sustainability; Kvithyld A, Meskers C, Krumdick G., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 202–216. doi:10.1007/978-3-319-48763-2_22.
-
26.
Liu P, Barlow CY. Wind turbine blade waste in 2050.
Waste Manag. 2017,
62, 229–240. doi:10.1016/j.wasman.2017.02.007.
[Google Scholar]
-
27.
Skjolde S, Vinningland I. Circular Economy in the Offshore Wind Industry: Understanding the Predominant Focus on End-of-Life Strategies. Master Thesis. NTNU. 2023. Available online: https://ntnuopen.ntnu.no/ntnu-xmlui/handle/11250/3102812 (accessed on 28 November 2023).
-
28.
Brøndsted P, Lilholt H, Lystrup A. COMPOSITE MATERIALS FOR WIND POWER TURBINE BLADES.
Annu. Rev. Mater. Res. 2005,
35, 505–538. doi:10.1146/annurev.matsci.35.100303.110641.
[Google Scholar]
-
29.
Oliver N-P. Cornwall FLOW Accelerator: Wind Turbine Blades Design and Manufacturing, Current State-of-the-Art Literature Review. 2022. Available online: https://ore.catapult.org.uk/ (accessed on 16 July 2024).
-
30.
Griffin DA. Current Research and Development Efforts for Large Wind Turbine Blades. In International SAMPE Symposium and Exhibition; SAMPE 1999: Diamond Bar, CA, USA, 2003; pp. 2639–2652.
-
31.
Attaf B. Recent Advances in Composite Materials for Wind Turbine Blades; The World Academic Publishing Co., Ltd.: Singapore, 2013.
-
32.
Manwell JF, McGowan JG, Rogers AL. Wind Energy Explained: Theory, Design and Application; John Wiley & Sons: Hoboken, NJ, USA, 2010.
-
33.
Ancona D, McVeigh J. Wind Turbine-Materials and Manufacturing Fact Sheet. Princeton Energy Resources International, LLC, 19. 2001. Available online: http://www.perihq.com/documents/WindTurbine-MaterialsandManufacturing_FactSheet.pdf (accessed on 21 October 2024).
-
34.
Firoozi AA, Firoozi AA, Hejazi F. Innovations in Wind Turbine Blade Engineering: Exploring Materials, Sustainability, and Market Dynamics.
Sustainability 2024,
16, 8564. doi:10.3390/su16198564.
[Google Scholar]
-
35.
Rajeshkumar G, Seshadri SA, Keerthi TKG. Recycling and Biodegradation Studies of Epoxy/Natural Fiber Composites. In Handbook of Epoxy/Fiber Composites; Mavinkere Rangappa S, Parameswaranpillai J, Siengchin S, Thomas S, Eds.; Springer Nature: Singapore, 2022; pp. 837–850. doi:10.1007/978-981-19-3603-6_49.
-
36.
Zhao X, et al. Recycling of natural fiber composites: Challenges and opportunities.
Resour. Conserv. Recycl. 2022,
177, 105962. doi:10.1016/j.resconrec.2021.105962.
[Google Scholar]
-
37.
Snowberg D, Berry D, Swan D, Mingfu Z, Nolet S, Adams D, et al. IACMI Project 4.2: Thermoplastic Composite Development for Wind Turbine Blades; Institute for Advanced Composites Manufacturing Innovation (IACMI): Knoxville, TN, USA, 2021. doi:10.2172/1834393.
-
38.
Clarke RW, Rognerud EG, Puente-Urbina A, Barnes D, Murdy P, McGraw ML, et al. Manufacture and testing of biomass-derivable thermosets for wind blade recycling.
Science 2024,
385, 854–860. doi:10.1126/science.adp5395.
[Google Scholar]
-
39.
Brondsted P, Nijssen RPL. Advances in Wind Turbine Blade Design and Materials; Elsevier Science & Technology: San Diego, UK, 2013. Available online: http://ebookcentral.proquest.com/lib/plymouth/detail.action?docID=1574945 (accessed on 28 August 2024).
-
40.
Ansys Granta Materials Data. 2024. Available online: https://www.ansys.com/resource-center/brochure/granta-data-products-overview (accessed on 5 December 2024).
-
41.
Holmes JW, Brøndsted P, Sørensen BF, Jiang Z, Sun Z, Chen X. Development of a Bamboo-Based Composite as a Sustainable Green Material for Wind Turbine Blades.
Wind. Eng. 2009,
33, 197–210. doi:10.1260/030952409789141053.
[Google Scholar]
-
42.
Shah D, Schubel P, Clifford M, Licence P. Fatigue characterisation of natural fibre composites for small-scale wind turbine blade applications. ECCM 2012—Composites at Venice. In Proceedings of the 15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012.
-
43.
Alam T, Golmohammadzadeh R, Faraji F, Shahabuddin M. E-Waste Recycling Technologies: An Overview, Challenges and Future Perspectives. In Paradigm Shift in E-Waste Management; CRC Press: Boca Raton, FL, USA, 2022.
-
44.
Oliveux G, Dandy LO, Leeke GA. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties.
Prog. Mater. Sci. 2015,
72, 61–99. doi:10.1016/j.pmatsci.2015.01.004.
[Google Scholar]
-
45.
Fonte R, Xydis G. Wind turbine blade recycling: An evaluation of the European market potential for recycled composite materials.
J. Environ. Manag. 2021,
287, 112269. doi:10.1016/j.jenvman.2021.112269.
[Google Scholar]
-
46.
Pickering SJ, Kelly RM, Kennerley JR, Rudd CD, Fenwick NJ. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites.
Compos. Sci. Technol. 2000,
60, 509–523. doi:10.1016/S0266-3538(99)00154-2.
[Google Scholar]
-
47.
Liu P, Meng F, Barlow CY. Wind turbine blade end-of-life options: An eco-audit comparison.
J. Clean. Prod. 2019,
212, 1268–1281. doi:10.1016/j.jclepro.2018.12.043.
[Google Scholar]
-
48.
Beauson J, Laurent A, Rudolph DP, Jensen JP. The complex end-of-life of wind turbine blades: A review of the European context.
Renew. Sustain. Energy Rev. 2022,
155, 111847. doi:10.1016/j.rser.2021.111847.
[Google Scholar]
-
49.
Mativenga PT, Shuaib NA, Howarth J, Pestalozzi F, Woidasky J. High voltage fragmentation and mechanical recycling of glass fibre thermoset composite.
CIRP Ann. 2016,
65, 45–48. doi:10.1016/j.cirp.2016.04.107.
[Google Scholar]
-
50.
Shah A, Patel V, Usha G. Employing Machine Learning to Identify Waste Characteristics. In Proceedings of the 2023 International Conference on Intelligent Data Communication Technologies and Internet of Things (IDCIoT), Bengaluru, India, 5–7 January 2023; pp. 351–356. doi: 10.1109/IDCIoT56793.2023.10053527.
-
51.
Rybicka J, Tiwari A, Campo P, Howarth J. Capturing composites manufacturing waste flows through process mapping.
J. Clean. Prod. 2015,
91, 251–261. doi:10.1016/j.jclepro.2014.12.033.
[Google Scholar]
-
52.
Nokele AK, Sebola-Samanyanga J. Waste Minimisation through Sustainable Manufacturing. In Proceedings of the International Conference on Industrial Engineering and Operations Management Nsukka, Nigeria, 5–7 April 2022. doi:10.46254/af03.20220181.
-
53.
Upadhyayula VKK, Gadhamshetty V, Athanassiadis D, Tysklind M, Meng F, Pan Q, et al. Wind Turbine Blades Using Recycled Carbon Fibers: An Environmental Assessment.
Environ. Sci. Technol. 2022,
56, 1267–1277. doi:10.1021/acs.est.1c05462.
[Google Scholar]
-
54.
Goetsch H. ESTIMATING MANUFACTURING ENERGY CONSUMPTION AND EMISSIONS. 27 July. 2023. Available online: https://www.energy.gov/sites/default/files/2023-07/2023-04-14%20-%20Manufacturing%20Energy%20and%20Emissions%20PDF_0.pdf (accessed on 12 May 2025).
-
55.
Liu P, Barlow CY. The environmental impact of wind turbine blades.
IOP Conf. Ser. Mater. Sci. Eng. 2016,
139, 012032. doi:10.1088/1757-899X/139/1/012032.
[Google Scholar]
-
56.
Rosa ADL, Valente C, Aradoaei M. Environmental, Economic, and Social Life Cycle Assessment in the Polymer Composites Sector. In Proceedings of the 2024 IEEE International Conference And Exposition On Electric And Power Engineering (EPEi), Iasi, Romania, 17–19 October 2024; pp. 29–36. doi:10.1109/EPEi63510.2024.10758166.
-
57.
Lorna. New 2024 UK Grid Emissions Factors, ITPEnergised. 2024. Available online: https://www.itpenergised.com/new-2024-uk-grid-emissions-factors/ (accessed on 6 December 2024).
-
58.
Moutik B, Summerscales J, Graham-Jones J, Pemberton R. Quality assessment of life cycle inventory data for fibre-reinforced polymer composite materials.
Sustain. Prod. Consum. 2024,
49, 474–491. doi:10.1016/j.spc.2024.07.005.
[Google Scholar]
-
59.
Fernandes AP, Prado KS, Castanho MN, Paiva JM. Preparation and Characterization of Polymeric Composites Assembled from Fiberglass Fabric Waste from the Wind Blades Manufacturing Process.
Fibers Polym. 2022,
23, 3606–3614. doi:10.1007/s12221-022-4425-4.
[Google Scholar]
-
60.
Leal JM, Pompidou S, Charbuillet C, Perry N. Product Recoverability: A Review of Assessment Methods.
Procedia CIRP 2018,
69, 710–715. doi:10.1016/j.procir.2017.11.061.
[Google Scholar]
-
61.
Villalba G, et al. A proposal for quantifying the recyclability of materials.
Resour. Conserv. Recycl. 2002,
37, 39–53. doi:10.1016/S0921-3449(02)00056-3.
[Google Scholar]
-
62.
Ashby M, Coulter P, Ball N, Bream C. Granta EduPack Eco Audit Tool: A White Paper; ANSYS Inc.: Canonsburg, PA, USA, 2021.
-
63.
Umeda Y, Fukushige S, Mizuno T, Matsuyama Y. Generating design alternatives for increasing recyclability of products.
CIRP Ann. 2013,
62, 135–138. doi:10.1016/j.cirp.2013.03.060.
[Google Scholar]
-
64.
Oyasato N, Kobayashi H, Haruki K. Development of recyclability evaluation tool. In Proceedings of the Second International Symposium on Environmentally Conscious Design and Inverse Manufacturing, Tokyo, Japan, 11–15 December 2001; pp. 303–308. doi:10.1109/ECODIM.2001.992370.
-
65.
BSI. EN 45555:2019—General Methods for Assessing the Recyclability and Recoverability of Energy-Related Products. 2019. Available online: https://standards.iteh.ai/catalog/standards/cen/a6432062-6e44-4011-9720-fcbc99e61feb/en-45555-2019 (accessed on 6 January 2025).
-
66.
Pender K, Bacharoudis K, Romoli F, Greaves P, Fuller J. Feasibility of Natural Fibre Usage for Wind Turbine Blade Components: A Structural and Environmental Assessment.
Sustainability 2024,
16, 5533. doi:10.3390/su16135533.
[Google Scholar]
-
67.
Wang Y, Cui X, Ge H, Yang Y, Wang Y, Zhang C, et al. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon–Nitrogen Bond.
ACS Sustain. Chem. Eng. 2015,
3, 3332–3337. doi:10.1021/acssuschemeng.5b00949.
[Google Scholar]
-
68.
Henry L, Schneller A, Doerfler J, Mueller WM, Aymonier C, Horn S. Semi-continuous flow recycling method for carbon fibre reinforced thermoset polymers by near- and supercritical solvolysis.
Polym. Degrad. Stab. 2016,
133, 264–274. doi:10.1016/j.polymdegradstab.2016.09.002.
[Google Scholar]
-
69.
Cousins DS, Suzuki Y, Murray RE, Samaniuk JR, Stebner AP. Recycling glass fiber thermoplastic composites from wind turbine blades.
J. Clean. Prod. 2019,
209, 1252–1263. doi:10.1016/j.jclepro.2018.10.286.
[Google Scholar]
-
70.
Zabihi O, Ahmadi M, Liu C, Mahmoodi R, Li Q, Naebe M. Development of a low cost and green microwave assisted approach towards the circular carbon fibre composites.
Compos. Part B Eng. 2020,
184, 107750. doi:10.1016/j.compositesb.2020.107750.
[Google Scholar]
-
71.
Ballout W, Sallem-Idrissi N, Sclavons M, Doneux C, Bailly C, Pardoen T, et al. High performance recycled CFRP composites based on reused carbon fabrics through sustainable mild solvolysis route.
Sci. Rep. 2022,
12, 5928. doi:10.1038/s41598-022-09932-0.
[Google Scholar]
-
72.
Windmark C, Lattanzi L, Månberger A, Jarfors AE. Investigation on Resource-Efficient Aluminium Recycling—A State of the Art Review. In SPS2022; IOS Press: Amsterdam, The Netherlands, 2022; pp. 15–27. doi:10.3233/ATDE220122.
-
73.
Bhadoria S, Maurya A. Mterials for Wind Turbine Blades, Loading and Manufacturing Methods.
Int. J. Eng. Res. Technol. 2020,
8, 2278–0181. doi:10.17577/IJERTCONV8IS10055.
[Google Scholar]
-
74.
Howarth J, Mareddy SSR, Mativenga PT. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite.
J. Clean. Prod. 2014,
81, 46–50. doi:10.1016/j.jclepro.2014.06.023.
[Google Scholar]
-
75.
Åkesson D, Foltynowicz Z, Christéen J, Skrifvars M. Microwave pyrolysis as a method of recycling glass fibre from used blades of wind turbines.
J. Reinf. Plast. Compos. 2012,
31, 1136–1142. doi:10.1177/0731684412453512.
[Google Scholar]
-
76.
Meng F, McKechnie J, Turner TA, Pickering SJ. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres.
Compos. Part A Appl. Sci. Manuf. 2017,
100, 206–214. doi:10.1016/j.compositesa.2017.05.008.
[Google Scholar]
-
77.
Meng F, Olivetti EA, Zhao Y, Chang JC, Pickering SJ, McKechnie J. Comparing Life Cycle Energy and Global Warming Potential of Carbon Fiber Composite Recycling Technologies and Waste Management Options.
ACS Sustain. Chem. Eng. 2018,
6, 9854–9865. doi:10.1021/acssuschemeng.8b01026.
[Google Scholar]
-
78.
Babu KS, Raju NS, Reddy MS, Rao DN. THE MATERIAL SELECTION FOR TYPICAL WIND TURBINE BLADES USING A MADM APPROACH& ANALYSIS OF BLADES. Available online: https://www.semanticscholar.org/paper/THE-MATERIAL-SELECTION-FOR-TYPICAL-WIND-TURBINE-A-Babu-Raju/1a97767665245a9cec4302a9e5f660f3bd15a06b (accessed on 14 October 2024).
-
79.
Merck. Merck—The Vibrant Science & Technology Company. 2025. Available online: https://www.merckgroup.com:443/en.html (accessed on 5 May 2025).
-
80.
Shen Y, Apraku SE, Zhu Y. Recycling and recovery of fiber-reinforced polymer composites for end-of-life wind turbine blade management.
Green Chem. 2023,
25, 9644–9658. doi:10.1039/d3gc03479h.
[Google Scholar]
-
81.
Xu Y, Wang F, Liang D, Lv G, Chen C. A comprehensive review of waste wind turbine blades in China: Current status and resource utilization.
J. Environ. Chem. Eng. 2024,
12, 113077. doi:10.1016/j.jece.2024.113077.
[Google Scholar]
-
82.
Pickering SJ. Recycling technologies for thermoset composite materials—Current status.
Compos. Part A Appl. Sci. Manuf. 2006,
37, 1206–1215. doi:10.1016/j.compositesa.2005.05.030.
[Google Scholar]
-
83.
Ren Y, Xu L, Shang X, Shen Z, Fu R, Li W, et al. Evaluation of Mechanical Properties and Pyrolysis Products of Carbon Fibers Recycled by Microwave Pyrolysis.
ACS Omega 2022,
7, 13529–13537. doi:10.1021/acsomega.1c06652.
[Google Scholar]
-
84.
Gao W, Liu J, Luan M, Ou T, Qian J. Epoxy Resin Composition for Wind Turbine Blade and Composite Material. 2021. Available online: https://patents.google.com/patent/CN105670223B/en (accessed on 9 April 2025).
-
85.
Pender K, Yang L. Glass fibre composites recycling using the fluidised bed: A study into the economic viability in the UK.
Clean Technol. Recycl. 2023,
3, 221–240.
[Google Scholar]
-
86.
Hao C, Zhao B, Guo X, Zhang S, Fei M, Shao L, et al. Mild chemical recycling of waste wind turbine blade for direct reuse in production of thermoplastic composites with enhanced performance.
Resour. Conserv. Recycl. 2025,
215, 108159. doi:10.1016/j.resconrec.2025.108159.
[Google Scholar]
-
87.
Piotrowska K, Piasecka I. Specification of Environmental Consequences of the Life Cycle of Selected Post-Production Waste of Wind Power Plants Blades.
Materials 2021,
14, 4975. doi:10.3390/ma14174975.
[Google Scholar]
-
88.
Pender K, Yang L. Glass Fibre Composites Recycling Using the Fluidised Bed: A Comparative Study into the Carbon Footprint in the UK.
Sustainability 2024,
16, 1016. doi:10.3390/su16031016.
[Google Scholar]
-
89.
Lewis C, Yavuz BO, Longana ML, Belnoue JP, Ramakrishnan KR, Ward C, et al. A Review on the Modelling of Aligned Discontinuous Fibre Composites.
J. Compos. Sci. 2024,
8, 318.
[Google Scholar]
 Chenyu Zhao
1
Chenyu Zhao
1