Mechanical Properties of Developed Corncob-Urea Particles Hybrid Reinforced Polyester-Based Composites

Mechanical Properties of Developed Corncob-Urea Particles Hybrid Reinforced Polyester-Based Composites
Abigail Bolanle Olayemi 1,2,* Isiaka Oluwole Oladele 3,* Abayomi Olagundoye Adetuyi 1 Michael Babatunde Adebanjo 4
Received: 01 January 2026 Revised: 29 January 2026 Accepted: 16 March 2026 Published: 30 March 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
1. Introduction
In recent years, polymer composites have gained attention across various industries. Advancements in composite reinforcement are progressing rapidly, with innovations such as hybrid fibers, nano-cellulose, and eco-friendly materials enhancing the performance of polymer composites [1,2,3]. Hybridization of polymers enables the strategic design of a composite that achieves a balanced combination of mechanical strength, reduced weight, durability, and functionality by leveraging the benefits of different reinforcements while minimizing their limitations [4]. The inclusion of filler additives or particulates into the polymer matrix can be tailored to improve specific properties, including mechanical strength, thermal conductivity, electrical resistivity, and wear resistance. Careful selection of these fillers enables the engineering of polymer composites to meet targeted performance requirements. Current research increasingly focuses on waste-derived materials as sustainable alternatives to fossil-based resources. Environmentally friendly nanofillers are being investigated for the fabrication of innovative, sustainable polymer composites. Agricultural waste and co-products are widely utilized due to their abundant availability, low-to-zero cost, and satisfactory performance [5]. Commonly investigated bio-based waste fillers include eggshell powder [6], wheat straw [7], rice husk [8], sawdust [9], sugarcane bagasse [10], oat straw [11], coconut shell [12], and corn husk [13], among others. The cob residue from corn is becoming an attractive feedstock due to its accessibility, biodegradability, and renewability. Also, it is non-toxic, supports efficient processing, and is readily available at little to no cost [14]. Studies indicate that corncob exhibits a slow, progressive combustion process, maintains thermal stability up to 200 °C, and enhances both the thermal and mechanical properties of its polymer matrix [15,16,17].
Polyester is one of the commonly used polymers, valued for its excellent chemical resistance and ease of processing. It is applied in industries such as packaging, coatings, electronics, tissue engineering, automotive, and construction [18,19]. Polyester has low thermal stability and high flammability, which limits its performance in high-temperature applications. To improve its flame-retardant properties, the incorporation of nanoparticles has been explored [18]. Fillers can improve the polymer’s heat tolerance, making it suitable for engineering applications requiring fire-retardant properties. Hamdy [20] reinforced recycled polyester with Mg(OH)2 nanoparticles, successfully enhancing its flame resistance by reducing flame propagation and combustion heat while also improving its mechanical properties. Similarly, Femiana [21] used iron powder filler as a filler to enhance the flammability resistance and mechanical properties of the polymer matrix; however, this modification also increased composite density. Ribeiro et al. [22] developed nano and micro based polyester composites reinforced with SiO2 and Al2O3, achieving improved fire-retardant performance. However, their study revealed a decrease in the mechanical properties of the polymer matrix due to poor adhesion between the polymer and the filler [22].
Previous studies have investigated the incorporation of corncob and urea in polymer matrices. Corncob fillers have been studied with polypropylene [14], PHB-PLA [23], Epoxy [24], Polyamide [25], and Polyester matrices [26], demonstrating their influence on improved water absorption and solvent sorption, mechanical performance, thermal stability, and potential flame-retardant properties. Similarly, Urea functions as a plasticizer, potentially enhancing flexibility, improving moldability, and reducing surface friction during composite processing [27]. Urea-based additives have been widely investigated in polymeric materials, such as poly (vinyl alcohol) composites [28] and polypropylene [29], where improvements in interfacial bonding, mechanical strength, and thermal properties have been reported. Despite these efforts, a systematic investigation of a hybrid reinforcement system combining corncob and urea within a polyester matrix has not been reported. The present study addresses this gap by investigating the synergistic effects of corncob–urea hybrid reinforcement on the mechanical and physical properties of polyester composites, thereby offering new insight into sustainable hybrid composite design. Also, studies on the incorporation of waste materials with low burning rate that could culminate to flame-retardant properties into polyester resin are limited. Corncob particles were expected to reduce burning rate of the polyester composite. In addition, this study also evaluates the density of the polyester composites.
2. Materials and Method
2.1. Materials
Corncob was obtained from a farm in Akure, Ondo State, Nigeria. Sodium hydroxide and urea of analytical grade were purchased from Pascal Scientific Chemicals (Akure, Ondo State, Nigeria), while the unsaturated polyester resin, accelerator, and catalysts were procured from Ibadan, Oyo State, Nigeria.
2.2. Preparation and Treatment of Corncob
The corncobs obtained were treated to remove unwanted materials, washed thoroughly with distilled water to remove impurities, dried at room temperature, and pulverized in a grinding mill. The pulverized corncob was treated with 5% NaOH in a shaker water bath for two hours at 45 °C. To achieve neutrality, the treated corncob was rinsed with tap water and then distilled water. It was then oven-dried at 105 °C for 2 h to remove moisture. The dried and treated corncob was blended and sieved through a 150 µm mesh to obtain a fine powder (as shown in Figure 1).
2.3. Development of Composite Samples
The composites were developed using the hand lay-up technique, in which corncob and urea were incorporated into the polyester resin at varying weight proportions, as shown in Table 1. Catalyst and accelerator were added to aid composite curing. They were manually mixed with a stirrer to form a uniform dispersion of the constituents in the composites. The homogeneous mixtures were poured into designated moulds tailored for each property under investigation, as specified in the ASTM standards, and allowed to cure before removal from the moulds. Thereafter, the samples were post-cured at ambient temperature. The fabricated specimens are shown in Figure 2.
Table 1. Formulation for the developed composites (per volume fraction).
|
Polyester (%) |
Corn Cob (%) |
Urea (%) |
|---|---|---|
|
100 |
- |
- |
|
88 |
- |
12 |
|
85 |
- |
15 |
|
82 |
- |
18 |
|
85 |
3 |
12 |
|
82 |
3 |
15 |
|
79 |
3 |
18 |
|
79 |
9 |
12 |
|
76 |
9 |
15 |
|
73 |
9 |
18 |
|
73 |
15 |
12 |
|
70 |
15 |
15 |
|
67 |
15 |
18 |
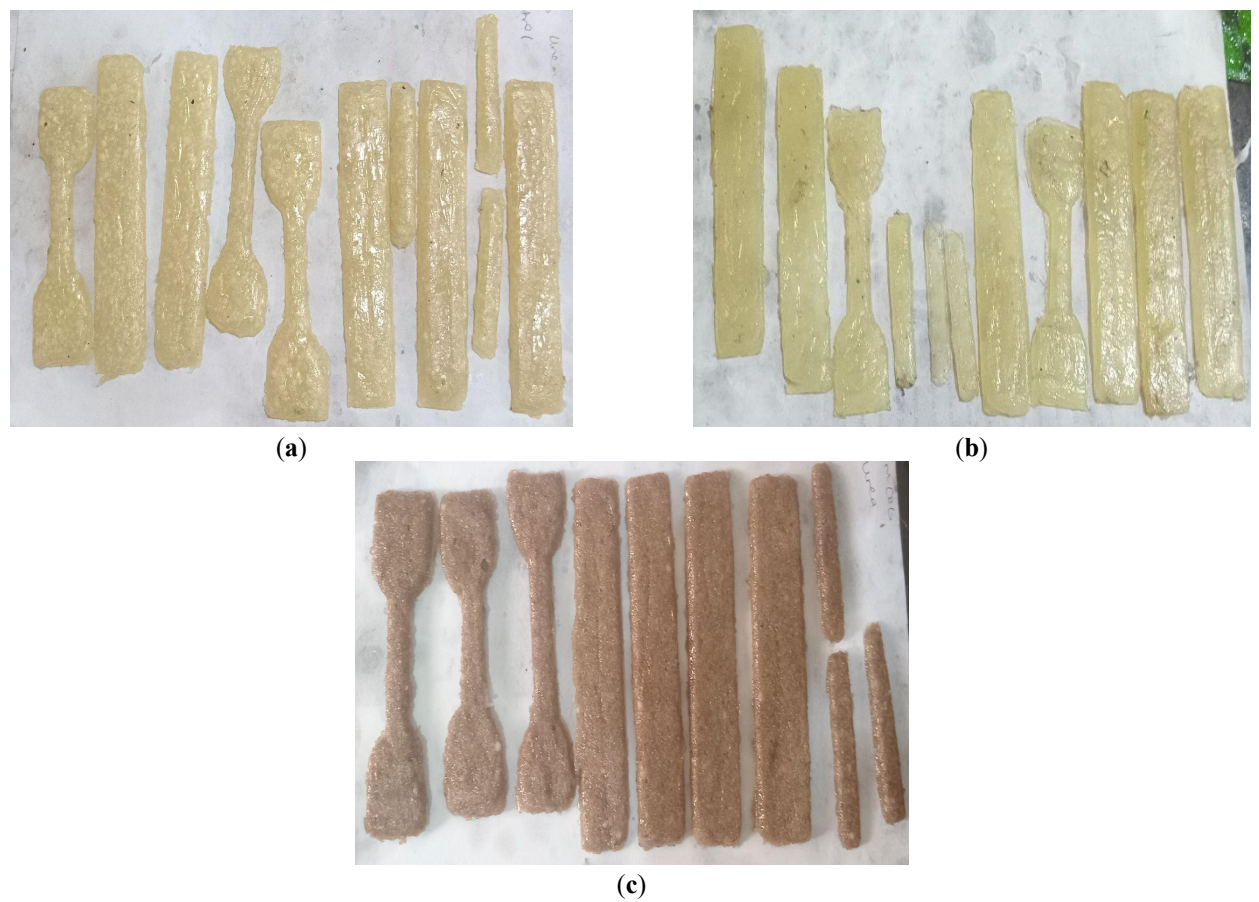
Figure 2. Fabricated specimens composed of (a) polyester with urea; (b) 100% polyester; (c) 15% corncob and 15% polyester composite.
2.4. Evaluation and Characterization of Corncob and the Developed Composites
2.4.1. XRD Spectrum
X-ray Diffraction (XRD) analysis of the treated and untreated corncob particles was carried out to determine the phases present in the particulate by measuring over 2θ = 0–70° using a Bruker D2 Phaser® diffractometer (Bruker Corporation, Billerica, MA, USA) with a copper Kα radiation source. The machine operated at 25 °C with generator settings of 30 kV and 20 mA, and the patterns were analyzed using PANalytical X’pert Highscore software (v3.0e). It aids in calculating the crystallinity index of treated and untreated corncob. The CrI is a critical parameter for quantifying the relative amount of crystalline material in corncob samples and provides insight into the degree of order within the cellulose structure. The comparison between the CrI of treated and untreated corncob particles reveals the impact of treatment on the cellulose crystallinity, which can influence the material’s mechanical properties and potential applications. The crystallinity index for both treated and untreated corncob particles was calculated using Equation (1).
2.4.2. Fourier-Transform Infrared Spectrophotometer (FTIR)
The Perkin Elmer TGA 4000 Fourier-Transform Infrared (FTIR) spectrophotometer (PerkinElmer, Waltham, MA, USA) was used to assess the functional groups found in the treated and untreated corncob particles. The spectra range of 4000–400 cm−1 wavelength was used for the analysis, which shed light on the chemical bonds and molecular vibrations found in the samples. The FTIR spectra were obtained at a resolution of 4 cm−1, allowing the identification of key functional groups, including hydroxyl (O–H), carbonyl (C=O), and alkyl (C–H). This analysis is essential for understanding the chemical modifications induced by the treatment process, particularly regarding the content of cellulose, hemicellulose, and lignin. By comparing the FTIR spectra of treated and untreated corncob particles, it is possible to identify any structural alterations, component removal, or degradation that may have an impact on the material’s characteristics and possible uses.
2.4.3. Burning Test
As specified by ASTM D635, the horizontal burning (HB) test was used to evaluate flame retardancy. It provides only a qualitative classification. The material was used in a horizontal position within a specified time following the ignition source, according to the linear burning rate. When the material was removed, the HB-class material burned at a maximum rate of 75 mm/min [30]. Each specimen’s linear burning rate was determined using Equation (2).
where V is the linear burning rate in milliseconds per minute, L is the damaged length in millimeters, and t is the time in seconds.
2.4.4. Density Test
One of the most crucial factors influencing the weight of the freshly created composite is its density. The density of the matrix and reinforcement materials contributes to the overall density of composite materials. Consequently, Archimedes’ principle was used in the current study to determine the density of the manufactured composites. The composite samples were fabricated in accordance with ASTM D-792 for the density test [31].
2.4.5. Hardness Test
In accordance with ASTM D2240, the specimen’s hardness was measured using a conventional Shore D hardness tester, Model 3105 (Zwickroell, Ulm, Germany). The digital scale was used to record the reading after samples of each weight fraction were placed on a fixed lower plate and indented using a lowered indenting tip. Every sample was randomly indented at five distinct points to guarantee the accuracy of the outcome [32].
2.4.6. Impact Test
The impact test was used to determine whether the composites would crack in a brittle or ductile manner and to evaluate the energy absorption capacity of the notched specimen prior to failure. In accordance with ASTM D256-10, the notched IZOD impact test was performed using an IZOD Impact Testing Machine, Model H10-3, No 3915 (Testing Machines Inc., New Castle, DE, USA). The samples used had dimensions of 64 × 11 × 3 mm. Every sample used had a center notch, and it was positioned horizontally on the impact tester with the two supporting lines spaced 60 mm apart. After positioning and clamping the apparatus, the pendulum was set to fall freely onto the test samples from a specified height, after which the readings were obtained. For each composite sample, triplicate tests were performed using a pendulum swing to break the sample, with the notched samples positioned in a cantilever arrangement to obtain reliable data. Each composite’s average data were then determined [33].
2.4.7. Tensile Test
According to ASTM D3038M-08 specifications, tensile tests were conducted using an Instron Mechanical Universal Testing Machine (Instron, Norwood, MA, USA), Series 3369, with a load cell capacity of 50 kN. ASTM D412 was used to prepare the test samples. Tensile tests were performed at a displacement rate of 10 mm/s. Dumbbell-shaped specimens measuring 90 × 10 × 5 mm were used. Each weight fraction was analyzed in triplicate, and the averages were used as representative values to ensure the precision and reliability of the tensile test results.
2.4.8. Flexural Test
According to ASTM D790 [34], a three-point bending test was used to evaluate the samples’ flexural strength. The tests were performed using an Instron Series 3369 universal testing machine (Instron, Norwood, MA, USA). The specimen’s dimensions were 3 mm for thickness, 15 mm for width, and 120 mm for length. A displacement control rate of 10 mm·min−1 was used for the tests. A distance of 65 mm was covered at a test speed of 5 mm·min−1. Each composition was tested on three samples, and the representative value was calculated as the average of the outcomes.
2.4.9. Energy Dispersive X-ray Spectroscopy (EDS) and Scanning Electron Microscopy (SEM)
The elemental composition of the developed composites was analyzed using a Phenom ProX scanning electron microscope (SEM) integrated with Energy Dispersive X-ray Spectroscopy (EDS) (Thermo Fisher Scientific, Waltham, MA, USA). The SEM was operated at an accelerating voltage of 15 kV, providing high-resolution images of the sample surface, which enabled detailed observation of the composites’ morphology. Prior to SEM analysis, the samples were coated with a thin layer of gold to minimize charging effects and improve image quality. The EDS system was employed to identify and quantify the elemental composition of the developed composite.
3. Results and Discussion
3.1. XRD of Treated and Untreated Corncob Particles
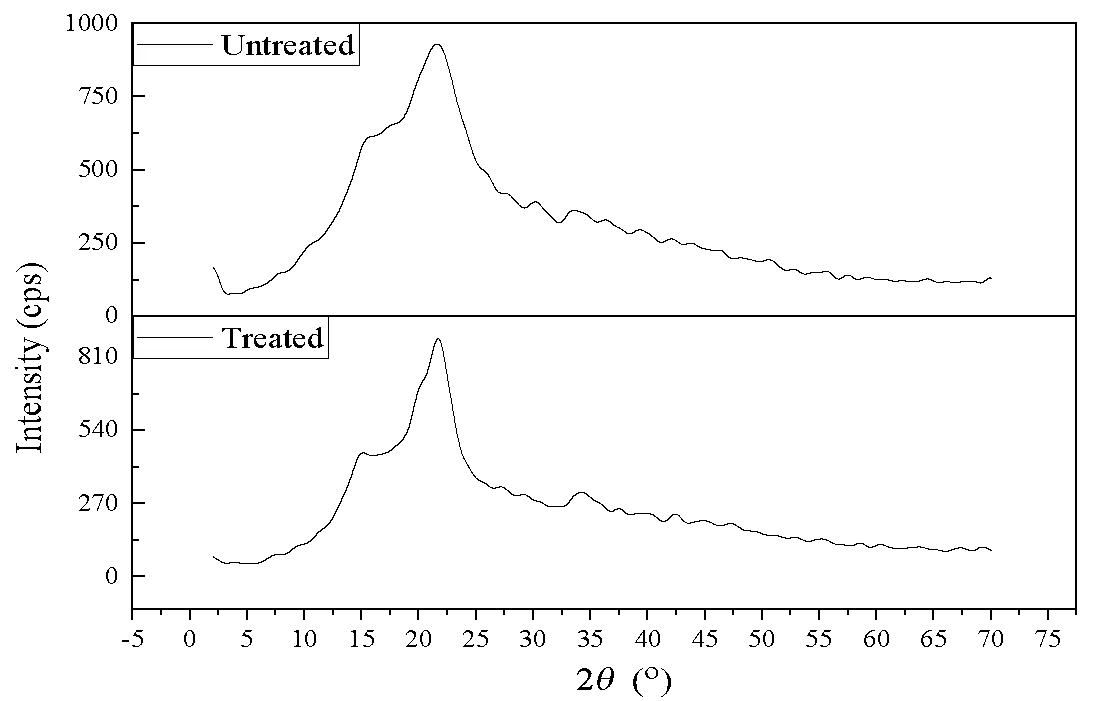
Figure 3 displays the XRD patterns of both untreated and treated corncob particles. The crystallinity index (CrI) was calculated using Equation (1), yielding values of 38% for untreated corncob particles to 41% for the treated particles. While this change suggests a modest enhancement in structure order, the magnitude of the increase is relatively small, reflecting partial removal or modification of amorphous constitutes such as hemicellulose and lignin. The removal or alteration of certain organic compounds during the treatment process may have likely contributed to the slight increase in crystallinity, as amorphous regions were reduced slightly, and crystalline phases were retained or slightly enhanced.
3.2. FTIR of Treated and Untreated Corncob Particles
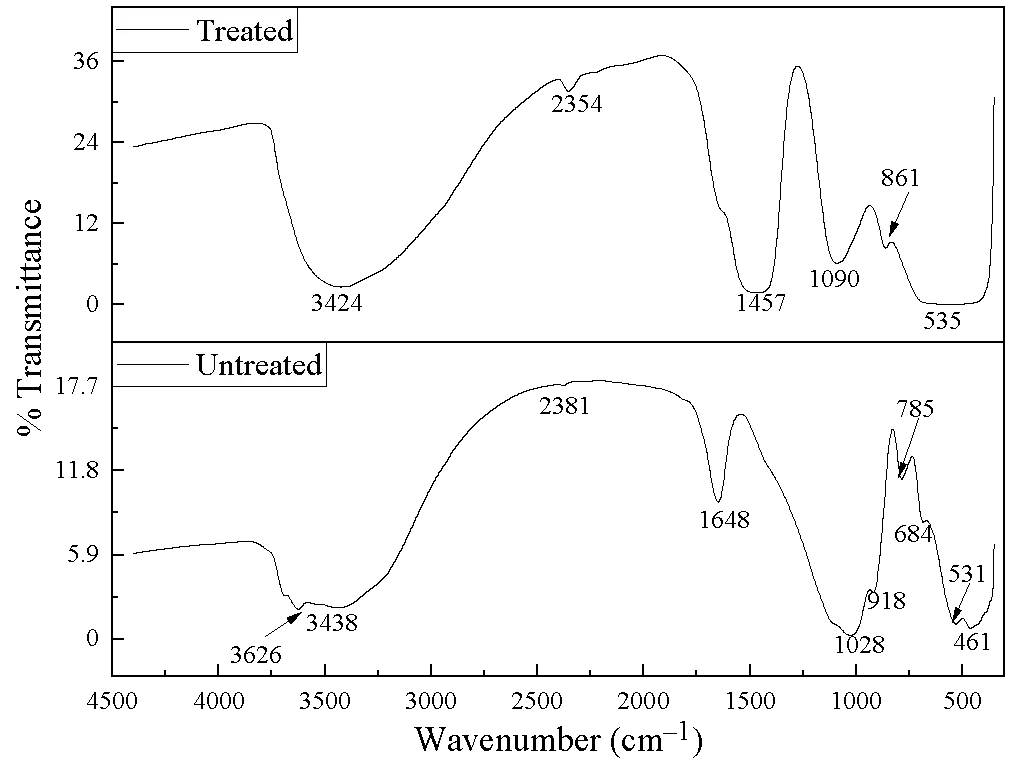
Figure 4 presents the FTIR spectra of both treated and untreated corncob particles, showing distinct absorption bands that indicate the presence of various functional groups. For the untreated corncob, the absorption bands observed at 3626 cm−1 and 3438 cm−1 correspond to O–H stretching vibrations, indicative of hydroxyl groups, which are typically associated with cellulose, hemicellulose, and moisture content in natural fibers. The band at 1649 cm−1 is attributed to C=C stretching vibrations, the presence of aromatic rings, likely derived from lignin components. The absorption band at 1028 cm−1 corresponds to C–O stretching vibrations characteristic of ester and phenol groups, further indicating the presence of lignin and hemicellulose. Additionally, the absorption peaks at 785 cm−1 and 684 cm−1 represent out-of-plane bending vibrations of aromatic rings, which are also linked to the lignin structure [35,36]. In the case of the treated corncob particles, notable shifts in the absorption bands suggest chemical modifications resulting from the treatment process. The broad band at 3424 cm−1, representing the O–H stretch, indicates the presence of hydroxyl groups, although the slight shift and reduced intensity compared to the untreated corncob may suggest partial removal or alteration of some of these groups, possibly due to the breakdown of hemicellulose and lignin. The absorption band at 1457 cm−1 corresponds to CH bending vibrations, indicating structural changes in the cellulose framework that could be linked to the removal of amorphous components such as hemicellulose. The band at 1090 cm−1, representing C–O stretching of esters and phenols, confirms the retention of some cellulose and lignin components after treatment. These FTIR results suggest that the treatment process has led to the partial removal or modification of lignin and hemicellulose, contributing to the observed shifts in absorption bands. This chemical alteration is consistent with the increase in crystallinity index observed in the XRD analysis, as the reduction of amorphous lignin and hemicellulose typically enhances the crystallinity of cellulose. The presence of hydroxyl and ester groups in both treated and untreated samples confirms the natural polymeric structure of corncob, which is essential for understanding its behavior in composite applications.
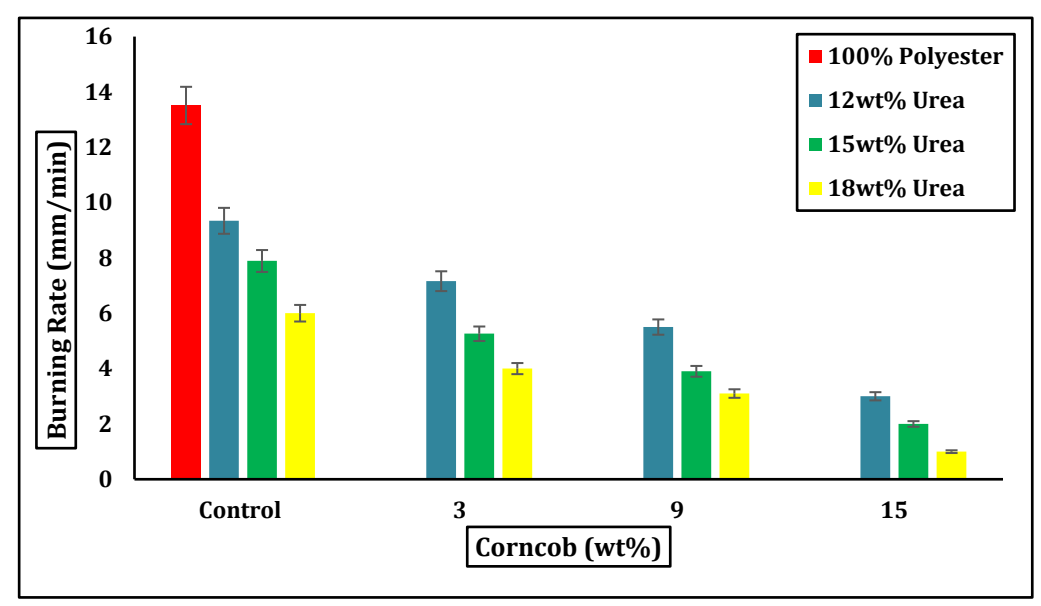
3.3. Burning Rate
The burning rate (mm/min) of the different composites is shown in Figure 5. The composite with 100 wt% polyester gave the highest burning rate of 13.51 mm/min, indicating its greater susceptibility to flame propagation, and a lack of inherent flame resistance. The flame propagation of composites decreased significantly with increasing corncob and urea fillings; all the composites showed enhanced fire-retarding performance compared with 100 wt% polyester, indicating that a hybrid combination of urea and corncob reduces flame propagation. The 15 wt% corncob had the best resistance to flame propagation, which suggests that the combination of corncob filler and urea significantly enhanced the reduction in flame propagation of the composite. Yuan et al. [37] reported an excellent performance of nitrogen-based flame retardant, of which urea is part. They also reported other benefits, including low toxicity, low cost, smoke suppression, and excellent thermal stability to light. When exposed to heat, urea generates ammonia and other gases, which lowers the amount of molecules in the gas phase of combustible gases. Simultaneously, the nitrogen-based flame retardant thermal decomposition process will also take in directly some of the heat. In the condensed phase, the NH3 and HCNO produced by urea decomposition will enhance the formation of a char layer, which gives rise to an improved flame retardancy effect [38]. Rybinski et al. [39] reported that even the presence of 10% lignin improves the resistance of natural fibres to fire. They also reported that, in the presence of an additive flame retardant, as the amount of biofillers increases, the resistance of composites to fire increases.
The horizontal burning test (ASTM D635) helps to compare the flame propagation behaviour of polyester based composite with the incorporation of urea and corncob; however, it does not give enough details as regards the heat release, char yield, and smoke released.
3.4. Density
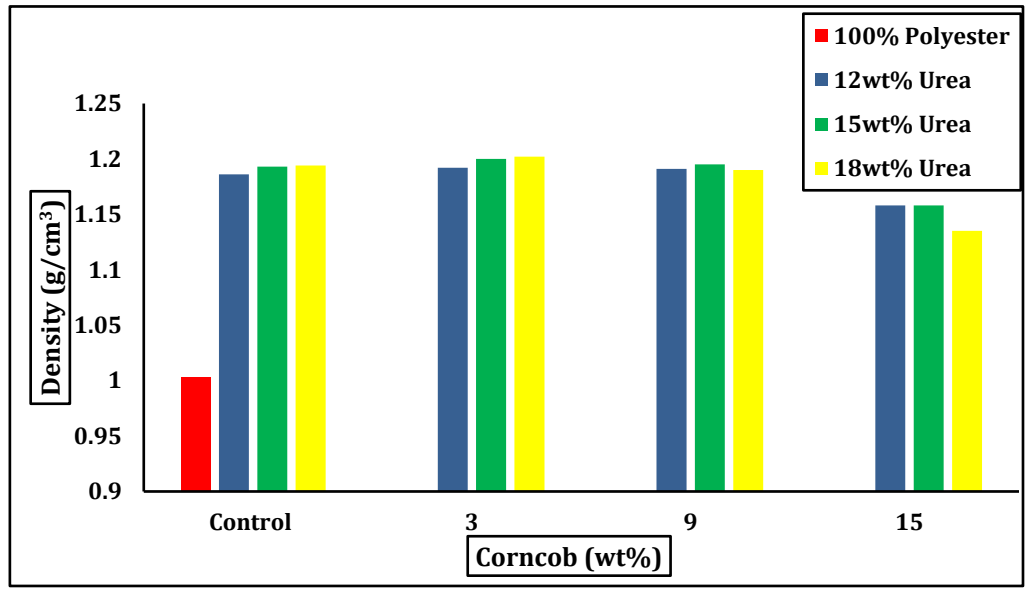
Figure 6 shows the density of the developed composites and the control. The result shows that the composite with pure polyester had the lowest density. The composites with 3 wt% corncob and 18 wt% urea gave the highest density (1.202 g/cm3). A downward trend is observed from 3–15 wt% of corncob. However, density decreases with increasing corncob concentration. Orhan and Aydogmus [40] also observed a similar trend with density decreasing as corncob content increases. A comparable trend was observed in Figure 7 for the composite’s hardness, indicating a direct relationship between density and hardness. Oladele et al. [3] also support the assertion that higher density contributes to increased material hardness.
3.5. Hardness
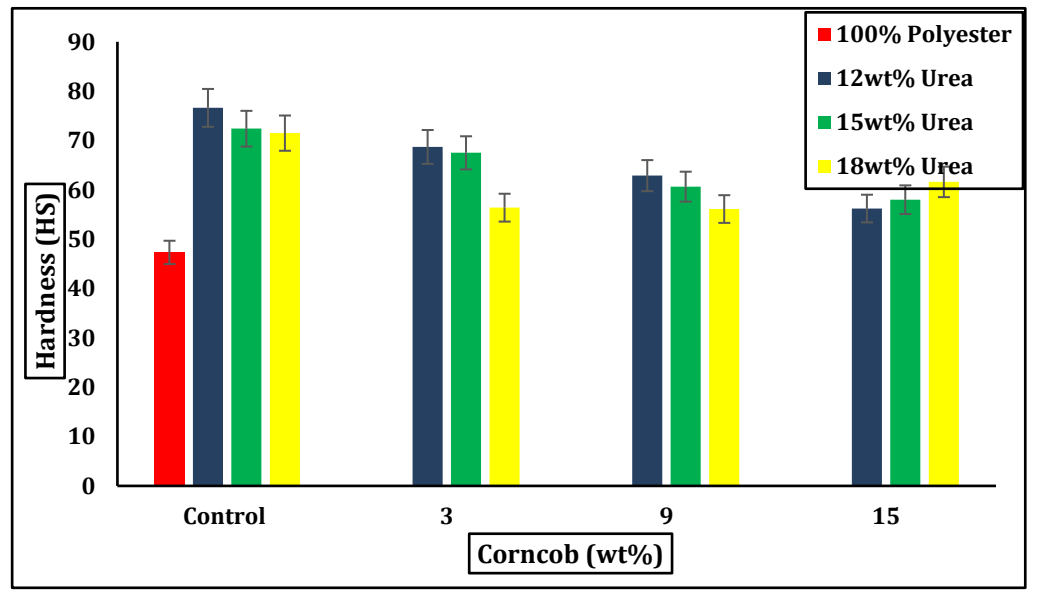
The hardness results for the developed composites and the control are shown in Figure 7. All the composites had higher hardness values than the 100% polyester sample. The control with only urea gave an improved hardness value. Composite with 12% urea had the highest hardness value of 76.625 N/m2, an increase of 61.90%. The composites with 3 wt% and 9 wt% corncob exhibit a drop in hardness as the concentration of urea increases. Conversely, with 15 wt% corncob, the hardness increases with increasing urea concentration. The increase in hardness is due to particle reinforcement, which fills gaps and reduces voids formed during the molding. They enhance dispersion within the matrix and improve compaction between the composite constituents, thereby reducing polymeric particle mobility and improving hardness. The nature of the reinforcing material’s particles plays a role in the reinforcing process. Specifically, when particles have high strength and hardness, they enhance the composite material’s toughness. Mohammed and Salih [41] observed an increase in hardness value with the addition of corncob particles measuring 53 µm and 710 µm to unsaturated polyester resin.
3.6. Impact Strength
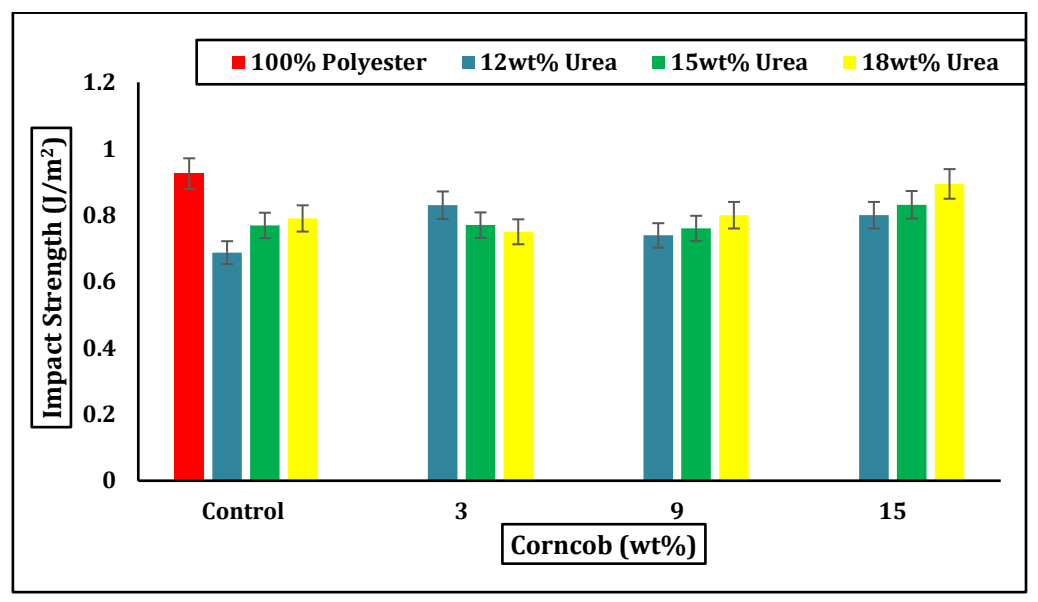
The impact strength for the developed composites and the control is shown in Figure 8. It was observed that the composite with 100% polyester, with an impact strength of 0.925 J/mm2, has the highest impact strength, indicating that the fillers reduce the energy absorbed when they break. This is due to the formation of agglomerates as observed by Rautaray et al. [42]. The composite with 15% corncob and 18% urea exhibited an impact strength of 0.864 J/mm2, 6.59% decrease. The decrease in impact strength may be attributed to non-uniform dispersion and agglomerated particles, which create stress concentration points and facilitate crack initiation [43]. Oladele et al. [44] observed that the addition of 20 wt% of corncob ash reduced impact strength. Similarly, Ali et al. [45] reported a decline in impact strength when corncob nanofibers were incorporated into low-density polyethylene. Furthermore, Ali et al. [46] found that the addition of corn cob and jute fibre to unsaturated polyester resin also led to a decrease in impact strength. In conclusion, while adding urea and corncob fillers enhances certain mechanical properties, such as hardness, it tends to reduce the composites’ impact resistance. The decline is primarily due to the lower toughness of natural fillers relative to the polyester matrix, agglomerate formation, and non-uniform filler dispersion. To mitigate the reduction in impact strength and enhance the composite’s suitability for applications requiring resistance to sudden forces, optimizing filler content and dispersion is essential.
3.7. Tensile Properties
Figure 9 shows the variation of tensile strength of the control and composite samples at different concentrations. The results showed that the sample with 100 wt% polyester had the highest tensile strength of 23.70 MPa. The incorporation of fillers reduced tensile strength, primarily due to poor adhesion between the fibres and the matrix. The presence of voids and gaps within the fibre structure further contributed to the decline in tensile strength [47]. Particle agglomeration may create a stress concentration point, resulting in weak interfacial adhesion and inefficient stress transfer between the matrix and the reinforcing phase.
Sari et al. [48] similarly reported a decrease in tensile strength when coconut shell powder and corn husk fibre were added to unsaturated polyester. Likewise, Ali et al. [46] observed a decrease in tensile strength with the addition of corncob and jute fibre to unsaturated polyester resin.
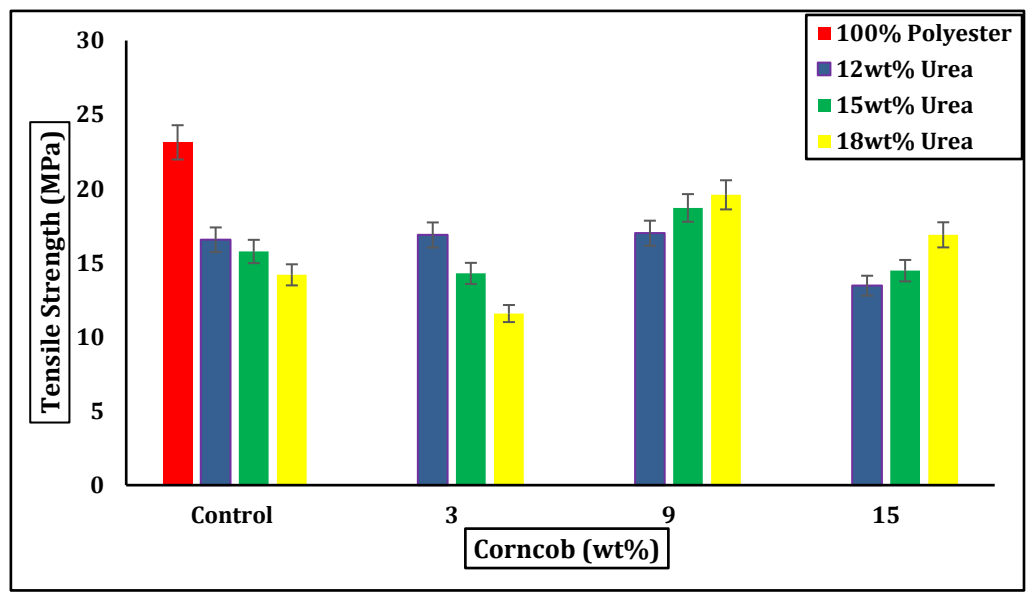
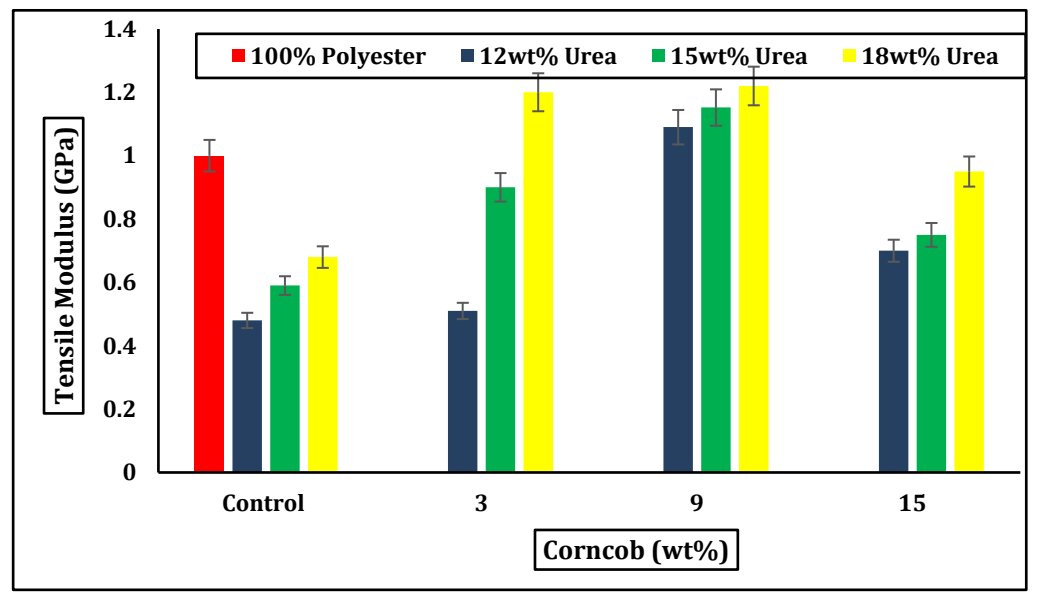
Figure 10 shows the tensile modulus of the developed composites, which measures the stiffness of the composite samples under tensile loads. The results indicate that some of the composite samples exhibited higher tensile moduli than the control, while those without corncob had lower tensile modulus than the control. The highest tensile modulus was recorded for the sample containing 9% corncob and 18% urea, at 1.2 GPa, an increase of 21.2% compared to the 100% polyester, which had a value of 1.0 GPa. The improvement in tensile modulus with the addition of corncob particles can be attributed to a restriction in the mobility of the polymer chain, which increases elastic stiffness. Ali et al. [45] also observed an improvement in tensile modulus with the addition of fillers.
3.8. Flexural Properties
Figure 11 presents the maximum flexural strength of the control and composite samples at various weight percentages. Among all composites, the composite with 3 wt% corncob exhibited the highest flexural strength, with the composite containing 3 wt% corncob and 18 wt% urea having the highest flexural strength of 39 MPa with an improvement of 43.7% compared to the pure polyester, which is likely due to its homogenous dispersion within the matrix. The increase in flexural strength with the initial addition of corncob may be attributed to the alkaline treatment of corncob as reported by Balogun et al. [43]. This finding aligns with Oladele et al. [49], who also observed that corncob enhances flexural strength. Sari et al. [48] reported an increase in flexural strength with the addition of corn husk fibre and coconut shell powder to unsaturated polyester. The composite containing 15 wt% corncob with urea exhibited the lowest flexural strength. This is due to inefficient load transfer from the matrix to the reinforcements, resulting in poor interfacial adhesion. Additionally, an improper constituent mix ratio may have contributed to a weak interface, further reducing flexural strength [43]. In conclusion, the initial addition of corncob improves flexural strength, while urea increases stiffness and bending resistance. However, optimizing the composite’s flexural properties requires precise control over the reinforcement ratio and dispersion to ensure effective load transfer and interface bonding.
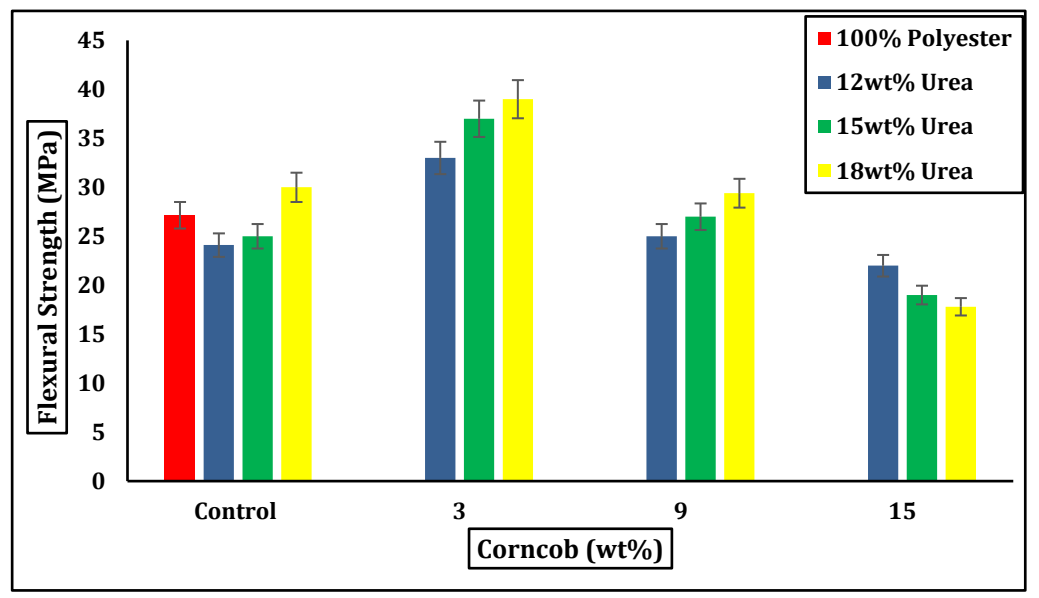
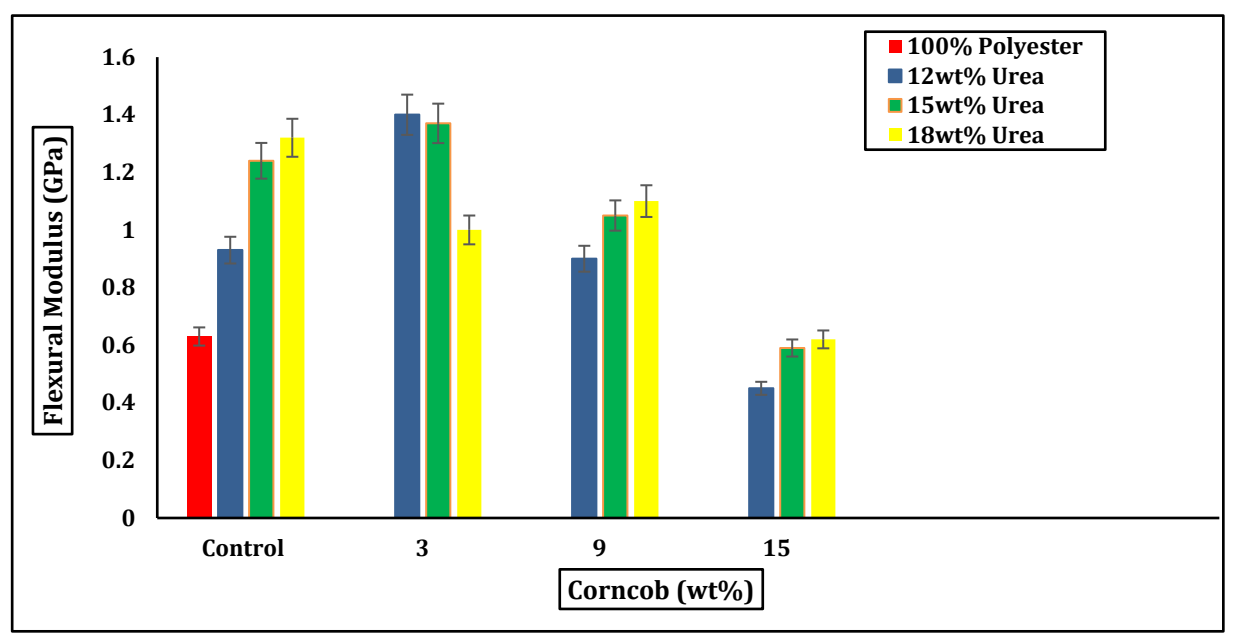
Figure 12 shows the flexural modulus of the developed composites and the control sample, which represents the materials’ stiffness. The results indicate that most of the developed composites exhibited higher flexural modulus than the 100% polyester, which is also in line with what was observed by [15].
3.9. SEM Morphology of Composites
Figure 13 presents SEM images of polyester samples with and without fillers. The SEM image of the pure polyester sample in Figure 13a shows a smooth and uniform surface morphology, characteristic of polymeric matrices without reinforcing fillers. The absence of voids, stress concentrations, or internal defects contributes to its mechanical properties. This uniform surface structure likely explains why pure polyester has higher tensile strength and impact resistance compared to reinforced composites. Without reinforcement-matrix interfaces that could act as weak points, pure polyester performs better in terms of tensile strength and impact resistance because it can distribute stress evenly and withstand external forces. The smooth, uniform matrix structure eliminates pull-out or debonding issues typical of reinforced composites, thereby improving energy absorption during impacts.
Figure 13b shows the SEM image of the polyester composite reinforced with 12 wt% urea, demonstrating a uniform distribution of particles within the polyester matrix. By limiting the mobility of the polymer chains and enhancing load transfer between the urea and the polyester, these urea particles increase the composite’s hardness. The presence of white specks, likely representing agglomerated urea particles or voids, affects the tensile and impact strength. This composite exhibits the highest hardness of the urea-reinforced samples, while maintaining good modulus and flexural strength. However, the improvement in hardness comes at the expense of tensile strength, as stress concentrations introduced by the fillers may slightly weaken tensile properties.
The SEM image of the hybrid composite reinforced with 3 wt% corncob and 12 wt% urea, shown in Figure 13c, reveals a more complex and rougher surface morphology. This roughness is characterized by visible particle agglomerations and an uneven distribution of reinforcements. The agglomerated particles, appearing as white or bright areas in the image, contribute to improved mechanical properties, including higher tensile strength, flexural modulus, hardness, and flexural strength. The increased surface roughness suggests stronger interfacial bonding between the reinforcements and the polyester matrix, enabling effective stress transfer. However, uneven particle distribution may lead to localized weak points that act as stress concentrators under loading, potentially accounting for the slightly reduced impact resistance. The SEM analysis highlights the influence of reinforcement type and distribution on the mechanical properties of polyester composites. The homogeneous matrix of pure polyester provides exceptional tensile strength and impact resistance, along with a smooth, flawless surface. On the other hand, incorporating corncob and urea enhances stiffness, flexural strength, and hardness. However, the introduction of fillers also introduces potential weak points that may slightly reduce impact resistance. The key to maximizing these composites’ mechanical performance is balancing matrix integrity, interfacial bonding, and reinforcement dispersion.
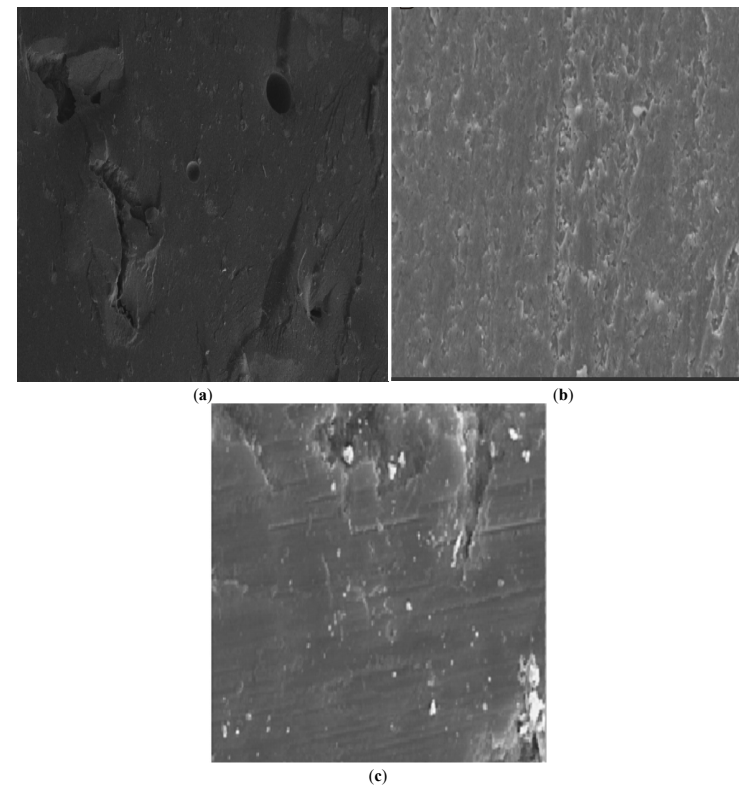
Figure 13. SEM images of developed composites. (a) Pure polyester; (b) 12% Urea; (c) 12% urea and 3% Corncob.
3.10. EDX of Composites
The results of the Energy Dispersive X-ray (EDX) analysis provide valuable insight into the elemental composition of the reinforced polyester composite and its correlation with the observed mechanical properties and flame retardancy, as seen in Table 2. The major elements detected include oxygen (40.22%), carbon (23.40%), and silicon (20.00%), along with smaller amounts of potassium (5.30%), sulphur (1.35%), calcium (4.50%), and iron (5.23%). These elements directly influence the composite’s tensile strength, flexural properties, hardness, and impact resistance.
The EDX analysis reveals a composition rich in elements that not only enhances the composite’s mechanical properties but also improve its flame retardancy. The high concentrations of carbon and silicon contribute to increased hardness, tensile strength, and flexural stiffness, though they slightly compromise impact resistance. Additionally, these elements contribute to fire resistance, with carbon and silicon aiding the formation of protective barriers that slow combustion.
Table 2. Composition based on EDX analysis of 12% urea with 3% corncob.
|
Element |
Composition (wt%) |
|---|---|
|
Oxygen (O) |
40.22 |
|
Carbon (C) |
23.40 |
|
Potassium (K) |
5.30 |
|
Sulphur (S) |
1.35 |
|
Calcium (Ca) |
4.50 |
|
Silicon (Si) |
20.00 |
|
Iron (Fe) |
5.23 |
4. Conclusions
This study showed that incorporating corncob and urea particles into the polyester matrix significantly improves the mechanical properties and the burning rate resistance of the composites, except for tensile and impact strengths. The results revealed that urea and corncob enhance key performance parameters, including tensile modulus, flexural strength, and modulus, as well as hardness. Among the composite samples, 12 wt% urea and 3 wt% corncob exhibited the best combination of mechanical properties. Burning rate also revealed a significant improvement in fire resistance caused by the addition of corncob and urea. The results demonstrated that the composite with 15 wt% corncob and 18 wt% urea exhibited the lowest burning rate, demonstrating excellent resistance to flame propagation. However, this study was performed without a direct comparison with conventional flame retardants; hence, extensive evaluation using additional fire-testing methods, such as LOI, TGA, and cone calorimetry, to ascertain flame retardancy, and exploring surface treatments to improve interfacial bonding between the fillers and the matrix for even better mechanical performance.is required to assess the flame-retardant potential of corncob-based additives in polymer composites. Also, more research should be carried out to ascertain specific constituents’ compositions that can attain optimum performance with respect to mechanical, physical and flame retardant.
Acknowledgments
Special thanks to the Department of Metallurgical and Materials Engineering, and Chemistry Department at the Federal University of Technology Akure for providing access to laboratories, which facilitated the execution of several methodologies in this study.
Author Contributions
Conceptualization, A.B.O. and I.O.O.; Methodology, A.B.O., A.O.A. and I.O.O.; Validation, A.O.A., I.O.O. and A.B.O.; Formal Analysis, A.O.A. and A.B.O.; Investigation, A.B.O.; Resources, A.O.A. and I.O.O.; Data Curation, A.O.A., I.O.O. and A.B.O.; Writing—Original Draft Preparation, A.B.O.; Writing—Review & Editing, A.O.A., I.O.O. and M.B.A.; Visualization, A.B.O., A.O.A. and I.O.O.; Supervision, A.O.A. and I.O.O.; Project Administration, I.O.O.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The authors confirm that the data supporting the findings of this study are available within the article.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare that they have no known financial interests or personal relationships that could have influenced the work reported in this paper.
References
- Seydibeyoğlu MÖ, Dogru A, Wang J, Rencheck M, Han Y, Wang L, et al. Review on Hybrid Reinforced Polymer Matrix Composites with Nanocellulose, Nanomaterials, and Other Fibers. Polymers 2023, 15, 984. DOI:10.3390/polym15040984 [Google Scholar]
- Oladele IO, Omotosho TF, Adediran AA, Beatriz Morales-Cepeda A. Polymer-Based Composites: An Indispensable Material for Present and Future Applications. Int. J. Polym. Sci. 2020, 2020, 8834518. DOI:10.1155/2020/8834518 [Google Scholar]
- Oluwole Oladele I, Olumide Falana S, Nnabuike Onuh L, Olanrenwaju OF, Oluwagbenga Adelani S, Ebube Nnodu P, et al. Mechanical and Wear Properties of Developed Cellulosic Fiber-Particles Hybrid Reinforced Epoxy- Based Composites for Automotive Application. Tribol. Ind. 2024, 46, 283–297. DOI:10.24874/ti.1537.08.23.11 [Google Scholar]
- Mohapatra DK, Deo CR, Mishra P, Mishra C. Investigation of Mechanical Attributes and Dynamic Mechanical Analysis of Hybrid Polyester Composites for Automotive Applications. Fibers Polym. 2024, 25, 1893–1911. DOI:10.1007/s12221-024-00550-3 [Google Scholar]
- Chang BP, Gupta A, Muthuraj R, Mekonnen TH. Bioresourced fillers for rubber composite sustainability: Current development and future opportunities. Green Chem. 2021, 23, 5337–5378. DOI:10.1039/D1GC01115D [Google Scholar]
- Oladele IO, Agbabiaka OG, Adediran AA, Akinwekomi AD, Balogun AO. Structural performance of poultry eggshell derived hydroxyapatite based high density polyethylene bio-composites. Heliyon 2019, 5, e02552. DOI:10.1016/j.heliyon.2019.e02552 [Google Scholar]
- Haque ME, Khan MW, Rani M. Studies on morphological, physico-chemical and mechanical properties of wheat straw reinforced polyester resin composite. Polym. Bull. 2021, 79, 2933–2952. DOI:10.1007/s00289-021-03630-z [Google Scholar]
- Yap SY, Sreekantan S, Hassan M, Sudesh K, Ong MT. Characterization and Biodegradability of Rice Husk-Filled Polymer Composites. Polymers 2020, 13, 104. DOI:10.3390/polym13010104 [Google Scholar]
- Newton Balakrishnan ME, Muralkar P, Ranjana Ponraj M, Nadiger S, Dhandayutham S, Justus S, et al. Recycling of saw dust as a filler reinforced cotton seed oil resin amalgamated polystyrene composite material for sustainable waste management applications. Mat. Today Proc. 2022, 58, 783–788. DOI:10.1016/j.matpr.2022.03.331 [Google Scholar]
- Madhu S, Devarajan Y, Natrayan L. Effective utilization of waste sugarcane bagasse filler-reinforced glass fibre epoxy composites on its mechanical properties—Waste to sustainable production. Biomass Conv. Bioref. 2023, 13, 15111–15118. DOI:10.1007/s13399-023-03792-y [Google Scholar]
- Masłowski M, Miedzianowska J, Strzelec K. Properties of Natural Rubber Biocomposities Filled with Alkaline Modified Oat Straw. J. Renew. Mat. 2018, 6, 746–754. DOI:10.32604/JRM.2018.00121 [Google Scholar]
- Bichang'a DO, Oladele IO, Alabi OO, Aramide FO, Oluseye O, Borisade SG, et al. Comparative property investigation of raw and treated coconut shell biomass for potential polymer composite application. Heliyon 2024, 10, e40704. DOI:10.1016/j.heliyon.2024.e40704 [Google Scholar]
- Ibrahim MIJ, Sapuan SM, Zainudin ES, Zuhri MYM. Potential of using multiscale corn husk fiber as reinforcing filler in cornstarch-based biocomposites. Int. J. Biol. Macromol. 2019, 139, 596–604. DOI:10.1016/j.ijbiomac.2019.08.015 [Google Scholar]
- Gairola S, Naik TP, Sinha S, Singh I. Corncob waste as a potential filler in biocomposites: A decision towards sustainability. Comp. Part C Open Access 2022, 9, 100317. DOI:10.1016/j.jcomc.2022.100317 [Google Scholar]
- Ramos RRF, Siqueira DD, Wellen RMR, Leite IF, Glenn GM, Medeiros ES. Development of Green Composites Based on Polypropylene and Corncob Agricultural Residue. J. Polym. Environ. 2019, 27, 1677–1685. DOI:10.1007/s10924-019-01462-7 [Google Scholar]
- Moreno JRS, Ferreira EA, Gotardo RAM. Evaluation of the Mechanical and Insulation Properties of A Polymeric Composite with Corn Cob Loads Triturated. Rev. Mex. Ing. Quim. 2018, 17, 753–767. DOI:10.24275/10.24275/uam/izt/dcbi/revmexingquim/2018v17n2/Moreno [Google Scholar]
- Pinto J, Cruz D, Paiva A, Pereira S, Tavares P, Fernandes L, et al. Characterization of corn cob as a possible raw building material. Constr. Build. Mat. 2012, 34, 28–33. DOI:10.1016/j.conbuildmat.2012.02.014 [Google Scholar]
- Naguib HM. Recycled polyester filled with eggshells waste-based nano CaCO3: Thermo-mechanical and flame-retardant features. New J. Chem. 2023, 47, 4999–5010. DOI:10.1039/D3NJ00538K [Google Scholar]
- Mahmoud Zaghloul MY, Yousry Zaghloul MM, Yousry Zaghloul MM. Developments in polyester composite materials—An in-depth review on natural fibres and nano fillers. Comp. Struct. 2021, 278, 114698. DOI:10.1016/j.compstruct.2021.114698 [Google Scholar]
- Naguib HM. Environmental-friendly recycled Polyester/Mg(OH)2 nanocomposite: Fire-retardancy and thermal stability. Polym. Test. 2018, 72, 308–314. DOI:10.1016/j.polymertesting.2018.10.026 [Google Scholar]
- Gapsari F, Purnowidodo A, Setyarini PH, Suteja S, Abidin Z, Rangappa SM, et al. Flammability and mechanical properties of Timoho fiber-reinforced polyester composite combined with iron powder filler. J. Mat. Res. Technol. 2022, 21, 212–219. DOI:10.1016/j.jmrt.2022.09.025 [Google Scholar]
- Ribeiro MCS, Sousa SPB, Nóvoa PRO. An Investigation on Fire and Flexural Mechanical Behaviors of Nano and Micro Polyester Composites Filled with SiO2 and Al2O3 Particles. Mat. Today Proc. 2015, 2, 8–19. DOI:10.1016/j.matpr.2015.04.002 [Google Scholar]
- Ohaeri O, Cree D. Development and Characterization of PHB-PLA/Corncob Composite for Fused Filament Fabrication. J. Comp. Sci. 2022, 6, 249. DOI:10.3390/jcs6090249 [Google Scholar]
- Fouly A, Abdo H, Seikh A, Alluhydan K, Alkhammash H, Alnaser I, et al. Evaluation of Mechanical and Tribological Properties of Corn Cob-Reinforced Epoxy-Based Composites—Theoretical and Experimental Study. Polymers 2021, 13, 4407. DOI:10.3390/polym13244407 [Google Scholar]
- Watt E, Abdelwahab MA, Mohanty AK, Misra M. Biocomposites from biobased polyamide 4,10 and waste corn cob based biocarbon. Compos. Part A Appl. Sci. Manuf. 2021, 145, 106340. DOI:10.1016/j.compositesa.2021.106340 [Google Scholar]
- Olayemi AB, Oladele IO, Adetuyi AO, Falana SO. Production and Characterization of Corncob-Borax Particulate Reinforced Polyester Composites for Flame Retardant Applications. Res. Square 2024, preprint. DOI:10.21203/rs.3.rs-5206527/v1 [Google Scholar]
- Sakakibara K, Moriki Y, Tsujii Y. Preparation of High-Performance Polyethylene Composite Materials Reinforced with Cellulose Nanofiber: Simultaneous Nanofibrillation of Wood Pulp Fibers during Melt-Compounding Using Urea and Diblock Copolymer Dispersant. ACS Appl. Polym. Mat. 2018, 1, 178–187. DOI:10.1021/acsapm.8b00071 [Google Scholar]
- Sultana S, Islam Z, Sarker MKU, Eti SA, Ray SK, Haque MM, et al. Development and evaluation of urea formaldehyde resin-modified poly(vinyl alcohol)-based biocomposites reinforced with Corchorus olitorius cellulose microfiber. Smart Mat. Manuf. 2025, 3, 100074. DOI:10.1016/j.smmf.2025.100074 [Google Scholar]
- Haque MM, Islam MN. A study on the mechanical properties of urea-treated coir reinforced polypropylene composites. J. Thermoplastic Comp. Mat. 2011, 26, 139–155. DOI:10.1177/0892705711419698 [Google Scholar]
- Pina-Vidal C, Berned-Samatán V, Piera E, Caballero MA, Téllez C. Improvement of the flame retardancy of polyamide 6 by the incorporation of UiO-66 and UiO-66/melamine. J. Ind. Eng. Chem. 2025, 145, 286–302. DOI:10.1016/j.jiec.2024.10.026 [Google Scholar]
- de Oliveira Brito MT, do Nascimento Neto PF, Marinho França RJ, Tinô SRL, Fontes RS, Batista ACDMC. Influence on mechanical properties with the addition of limestone powder in polyester/fiberglass composite. J. Comp. Mat. 2023, 57, 1989–1998. DOI:10.1177/00219983231167215 [Google Scholar]
- Sales FCP, Ariati RM, Noronha VT, Ribeiro JE. Mechanical Characterization of PDMS with Different Mixing Ratios. Proc. Struct. Integr. 2022, 37, 383–388. DOI:10.1016/j.prostr.2022.01.099 [Google Scholar]
- Velasco DCR, Linhares JAT, Simonassi NT, Vieira CMF, Azevedo ARG, Marvila MT, et al. Influence of the Incorporation of Particulates from the Pineapple Crown on the Impact Strength of Epoxy Systems. In The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2023; pp. 1252–1257. DOI:10.1007/978-3-031-22524-6_120 [Google Scholar]
- ASTM D790-17; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM: West Conshohocken, PA, USA, 2026. DOI:10.1520/D0790-17 [Google Scholar]
- Adebayo MA, Areo FI. Removal of phenol and 4-nitrophenol from wastewater using a composite prepared from clay and Cocos nucifera shell: Kinetic, equilibrium and thermodynamic studies. Resour. Environ. Sustain. 2021, 3, 100020. DOI:10.1016/j.resenv.2021.100020 [Google Scholar]
- Jabar JM, Odusote YA, Alabi KA, Ahmed IB. Kinetics and mechanisms of congo-red dye removal from aqueous solution using activated Moringa oleifera seed coat as adsorbent. Appl. Water Sci. 2020, 10, 136. DOI:10.1007/s13201-020-01221-3 [Google Scholar]
- Yuan Q, Wang S, He L, Xu S. Advances in the Study of Flame-Retardant Cellulose and Its Application in Polymers: A Review. Polymers 2025, 17, 1249. DOI:10.3390/polym17091249 [Google Scholar]
- Qin S, Liu Y, Shi X, Shen X, Chu D, Liu S. Phytic acid-based NP fire retardant and its effect on combustion property of poplar wood. BioResources 2024, 19, 955–972. DOI:10.15376/biores.19.1.955-972 [Google Scholar]
- Rybinski P, Syrek B, Maslowski M, Miedzianowska J, Strezelec K, Zukowski W, et al. Influence of Lignocellulose Fillers on Properties of Natural Rubber Composites. J. Polym. Environ. 2018, 26, 2489–2501. DOI:10.1007/s10924-017-1144-9 [Google Scholar]
- Orhan R, Aydoğmuş E. Production and Characterization of Waste Corncob Reinforced Polyester Composite. Eur. J. Sci. Technol. 2022, 42, 176–179. DOI:10.31590/ejosat.1183062. [Google Scholar]
- Mohammed O, Salih W. The Effect of Grain Size of Reinforcing Material (Corn Cob) on Some Mechanical Properties of the Composite Material. J. Univer. Anbar Pure Sci. 2023, 17, 203–209. DOI:10.37652/juaps.2023.181565 [Google Scholar]
- Rautaray S, Senapati P, Sutar H, Murmu R. The mechanical and thermal behaviour of unsaturated polyester matrix (UPM) composite filled with pistachio shell particles (PSP). Mat. Today Proc. 2023, 74, 581–586. DOI:10.1016/j.matpr.2022.09.460 [Google Scholar]
- Balogun OA, Daramola OO, Adediran AA, Akinwande AA, Bello OS. Investigation of Jute/Tetracarpidium conophorum reinforced polypropylene composites for automobile application: Mechanical, wear and flow properties. Alex. Eng. J. 2023, 65, 327–341. DOI:10.1016/j.aej.2022.10.026 [Google Scholar]
- Oladele IO, Olayinka MO, Adelani SO, Borode JO. Development of coconut fiber-corn cub ash hybrid reinforced polyvinyl chloride composites for shoe sole application. J. Nat. Fibers 2022, 19, 11763–11776. DOI:10.1080/15440478.2022.2044426. [Google Scholar]
- Ali JB, Musa AB, Danladi A, Nyakuma BB, Usman J, Mamza PAP, et al. Examining the Mechanical Characteristics of Sammaz-14 variety Maize Cob Nanofiber Reinforced in LDPE/LD-g-MAH/Org-MMT Nanocomposites. Caliphate J. Sci. Technol. 2024, 6, 61–69. DOI:10.4314/cajost.v6i1.8 [Google Scholar]
- Ali JB, Musa AB, Danladi A, Bukhari MM, Nyakuma BB. Physico-mechanical Properties of Unsaturated Polyester Resin Reinforced Maize Cob and Jute Fiber Composites. J. Nat. Fibers 2020, 19, 3195–3207. DOI:10.1080/15440478.2020.1841062 [Google Scholar]
- Madueke CI, Umunakwe R, Mbah OM. A review on the factors affecting the properties of natural fibre polymer composites. Niger. J. Technol. 2022, 41, 55–64. DOI:10.4314/njt.v41i1.9 [Google Scholar]
- Sari NH, Suteja S, Fudholi A, Zamzuriadi A, Sulistyowati ED, Pandiatmi P, et al. Morphology and mechanical properties of coconut shell powder-filled untreated cornhusk fibre-unsaturated polyester composites. Polymer 2021, 222, 123657. DOI:10.1016/j.polymer.2021.123657 [Google Scholar]
- Oladele IO, Isola BA, Falodun S, Ogbu E. Comparative investigation of the influence of mercerization treatment on white and yellow maize corncobs reinforced epoxy composites. Acta Tech. Corv. Bull. Eng. 2017, 3, 61–66. Available online: https://search.ebscohost.com/login.aspx?direct=true&profile=ehost&scope=site&authtype=crawler&jrnl=20673809&AN=124880166&h=Rlk8myNsblxJQeRC%2FD%2FVPNcr92%2FbkoZH47FJBLU%2FocqV3KuRT9oY78FQp4TvX6Yj%2FppFYGXfhHrXCCm1jpDcrg%3D%3D&crl=c (accessed on 11 November 2025).