A Critical Review on Recent Advances and Sustainability Challenges in EDM of Advanced Materials

A Critical Review on Recent Advances and Sustainability Challenges in EDM of Advanced Materials
Received: 18 December 2025 Revised: 20 January 2026 Accepted: 03 February 2026 Published: 24 February 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
Graphical Abstract
1. Introduction
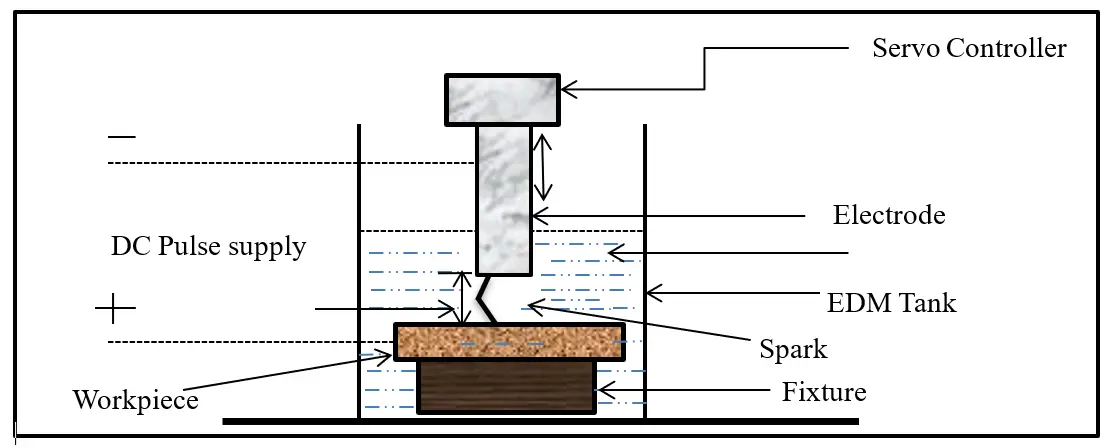
Electrical discharge machining (EDM) has established itself as a critical non-conventional machining process for producing complex geometries in hard-to-machine and advanced materials such as titanium alloys, nickel-based superalloys, and biomedical alloys [1,2,3,4,5]. Materials commonly machined using EDM are steel, titanium, tungsten, super alloys, composites, and ceramics [6,7,8]. EDM is commonly used in the mould and die industry and in machining various parts used in the automotive, aerospace, electrical, and other major industries [9,10,11]. Figure 1 present the schematic diagram of the EDM showing its parts and accessories. In this method, a series of recurrent electrical discharges occurs between a conductive electrode and a conductive workpiece immersed inside a dielectric fluid, and the melting and vaporization remove the material in the form of debris [12,13]. Since the material removal depends on the intensity of the generated spark, the effectiveness of EDM depends on the electrical conductivity of both the workpiece and the electrode. Die sinking EDM is the most common type of EDM used in industrial application [14,15].
In Die sinking EDM, the shape of the electrode defines the shape of the cavity produced. EDM electrodes are manufactured from solid conductive materials like brass, copper, tungsten, and also from non-metals, mainly graphite [2,13]. Generated spark not only removes the material from the workpiece, but also causes wear of the electrode, which also happened, and hence, electrode wear affects its shape and the accuracy. Existing micro-EDM review studies primarily focus on discharge mechanisms, tool wear, dimensional accuracy, and surface integrity at the micro-scale, whereas green EDM reviews predominantly emphasize alternative dielectric fluids, emission reduction, and energy-saving strategies [16,17]. While these contributions are valuable, the literature remains fragmented, with limited efforts to critically synthesize process physics, sustainability bottlenecks, and emerging intelligent optimization approaches within a unified framework. Moreover, recent hotspot research increasingly underscores the need for data-driven control, hybrid assistance, and real-time monitoring to transition EDM toward smart, sustainable manufacturing systems [18,19,20].
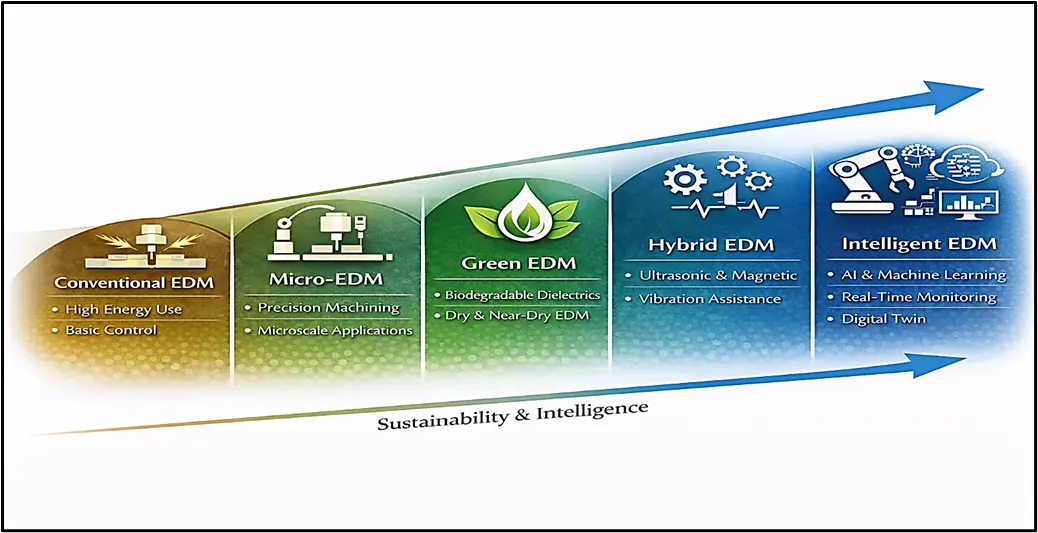
In the sustainable machining research, coolant distribution and thermal management play a pivotal role in determining machining efficiency, surface integrity, and environmental impact. Advanced cooling strategies, such as cryogenic cooling and minimum quantity lubrication (MQL), in conventional machining demonstrated that controlled fluid delivery, enhanced heat extraction, and emission minimization can significantly improve process sustainability [21,22,23]. Although EDM fundamentally differs in its material removal mechanism, the underlying principles governing dielectric fluid distribution, debris evacuation, heat dissipation, and emission control are conceptually analogous. Recent studies indicate that optimizing dielectric flow characteristics, adopting biodegradable or gaseous dielectrics, and controlling inter-electrode flushing conditions in EDM can achieve outcomes similar to cryogenic and MQL-based machining, thereby reinforcing the relevance of cross-process sustainability frameworks. In this context, the present review aims to bridge these gaps by providing a critical and integrated synthesis of recent high-impact research (2020–2023) on micro-EDM and sustainable EDM. The manuscript systematically examines and synthesizes the evolution of processes, sustainability bottlenecks, and emerging intelligent strategies, including hybrid-assisted machining, biodegradable dielectric systems, and data-driven optimization techniques. Unlike existing reviews, this work emphasizes the inter-relationship between discharge physics, environmental performance, and intelligent control, and proposes a structured roadmap for future EDM development. To support this perspective, a milestone-based framework illustrating the evolution of EDM from conventional machining toward green and intelligent manufacturing paradigms is presented in Figure 2. Figure 2 shows that the evolution of EDM has progressed from conventional EDM, characterized by high energy consumption and limited process control, to micro-EDM, enabling high-precision machining of advanced materials. Growing environmental concerns subsequently drove the development of green EDM, emphasizing biodegradable dielectrics, dry and near-dry machining, and reduced emissions. More recently, hybrid-assisted EDM incorporating ultrasonic, magnetic, and vibration-based techniques has been introduced to enhance discharge stability, debris evacuation, and machining efficiency. The current frontier of EDM research focuses on intelligent EDM, where sensor-based monitoring, artificial intelligence, machine learning, and digital-twin technologies enable adaptive process control and data-driven optimization [24,25,26]. This evolutionary trajectory highlights EDM’s transition toward sustainable, intelligent manufacturing paradigms.
The remaining of the paper is as follows. Section 2 is the state of the art, explaining important related research. Section 3 demonstrated the important summaries of the research explained in Section 2. Section 3 is followed by Conclusions (Section 4). Section 5 states the important limitations of the research, and finally, Section 6 depicts the future scope of the research.
2. State of the Art
Recent high-impact reviews have underscored the growing importance of sustainable and intelligent electrical discharge machining (EDM) in advanced manufacturing; however, existing studies predominantly address either micro-scale EDM or green dielectric substitution in isolation. A comprehensive synthesis that concurrently integrates the discharge physics, sustainability bottlenecks, energy efficiency, surface integrity, and intelligent control across both micro-EDM and green EDM remains limited. To address this gap, Section 2 presents a critical and structured review of recent advancements in EDM, focusing on the evolution of micro-EDM (Section 2.1) and sustainability-driven EDM practices (Section 2.2). Rather than presenting a chronological survey, the discussion is organized around key technical challenges, including discharge stability, tool wear, debris evacuation, surface integrity, energy consumption, and environmental impact, enabling a systematic evaluation of emerging hybrid, green, and intelligent strategies that overcome the fundamental limitations of conventional EDM.
2.1. Micro EDM
Micro-electrical discharge machining (µ-EDM) has evolved into a core micro-manufacturing technology for producing high-aspect-ratio and high-precision micro-features in advanced and difficult-to-machine materials such as Ti-6Al-4V, Inconel alloys, and medical-grade Nitinol, where conventional and even other non-traditional processes fail to deliver acceptable accuracy or surface integrity [16,17,27]. Owing to the extremely small discharge gap, low discharge energy, and confined inter-electrode environment, µ-EDM is governed by the complex plasma–thermal–hydrodynamic interactions that directly influence machining stability, tool wear, surface integrity, and energy efficiency. Consequently, recent research has increasingly focused on understanding and controlling these mechanisms rather than merely demonstrating process feasibility. A bibliometric analysis of publications indexed in Scopus from 2020–2023 (Figure 3a,b) reveals a sharp growth in µ-EDM research, with dominant contributions spanning process optimization, hybrid assistance, surface modification, and intelligent modeling. The most highly cited studies during this period are summarized in Table 1, indicating a shift from parameter-centric experimentation toward physics-based interpretation, sustainability, and data-driven control. The article by Pragadish et al. in 2023 [28] was the most cited paper. Only one article receives more than 100 citations. Four other articles received more than 50 citations. Other articles have citations near 40. The table also showed the citation rate per year and the summary of the research carried out by the related researchers.
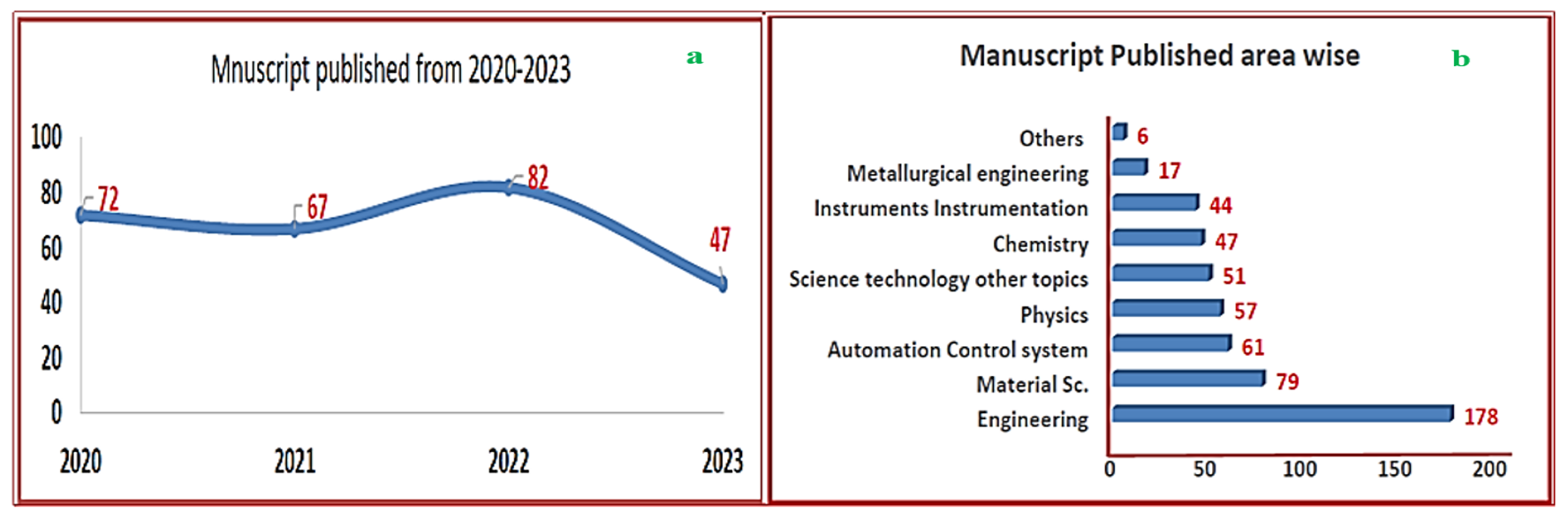
Figure 3. (a) Manuscript on µ-EDM published from 2020–2023; (b) Manuscript Published on µ-EDM by area wise from 2020–2023 (Source: Scopus).
Table 1. Articles with the maximum number of citations (Source: Web of Science).
|
Rank |
Authors |
Title of Research |
Citations |
Citation per Year |
Year of Publication |
|---|---|---|---|---|---|
|
1 |
Pragadish et al. [28] |
Optimization of cardanol oil dielectric-activated EDM process parameters in machining of silicon steel |
163 |
41 |
2023 |
|
2 |
Kumar et al. [29] |
Recent trends, opportunities and other aspects of micro-EDM for advanced manufacturing: a comprehensive review |
71 |
14.5 |
2020 |
|
3 |
Li et al. [30] |
A novel micro-EDM method to improve micro-hole machining performances using ultrasonic circular vibration (UCV) electrode |
57 |
11.4 |
2020 |
|
4 |
Quarto et al. [31] |
Micro-EDM optimization through particle swarm algorithm and artificial neural network |
52 |
17.3 |
2022 |
|
5 |
Singh et al. [32] |
EDM of high aspect ratio micro-holes on Ti-6Al-4V alloy by synchronizing energy interactions |
51 |
10.2 |
2020 |
|
6 |
Dilip et al. [33] |
Characterization and Parametric Optimization of Micro-hole Surfaces in Micro-EDM Drilling on Inconel 718 Superalloy Using Genetic Algorithm |
47 |
9.4 |
2020 |
|
7 |
Mwangi et al. [34] |
Characterization of the arcing phenomenon in micro-EDM and its effect on key mechanical properties of medical-grade Nitinol |
47 |
9.4 |
2020 |
|
8 |
Li et al. [35] |
Elucidation of the mechanism of the deteriorating inter-electrode environment in micro-EDM drilling |
40 |
10 |
2021 |
|
9 |
Zhu et al. [36] |
Processing characteristics of micro-EDM for surface modification of TiNi shape memory alloys using a TiC powder dielectric |
40 |
8 |
2020 |
|
10 |
Kiran et al. [37] |
Surface modification through sustainable micro-EDM process using powder mixed bio-dielectrics |
38 |
12.67 |
2022 |
Micro-electrical discharge machining (µ-EDM) emerged as a key micromanufacturing technology for fabricating high-aspect-ratio and complex micro-features in advanced and difficult-to-machine materials where conventional machining methods are ineffective [16,17,27]. The process operates under extremely small discharge gaps and low discharge energies, resulting in a confined inter-electrode environment dominated by coupled electro-thermal, plasma, and hydrodynamic phenomena. These interactions strongly influence discharge stability, tool wear, surface integrity, dimensional accuracy, and energy consumption, making process control significantly more challenging than in conventional EDM.
Bibliometric analysis of Scopus-indexed publications from 2020–2023 (Figure 3a,b) shows a substantial growth in µ-EDM research, with dominant contributions focused on process optimization, hybrid assistance, surface modification, sustainability, and intelligent modelling. The most highly cited studies during this period are summarized in Table 1, revealing a clear shift from feasibility-oriented investigations toward mechanism-driven, stability-focused, and control-oriented research. A comprehensive consolidation of µ-EDM research up to 2019 was provided by Kumar et al. [29], who identified automation, hybridization, and intelligent optimization as essential enablers for future progress. Building on this foundation, subsequent studies emphasized discharge synchronization and energy regulation. Singh et al. [32] demonstrated that coordinated control of current, pulse-on time, and pulse-off time enables stable drilling of high-aspect-ratio micro-holes in Ti-6Al-4V, revealing zone-wise machining behavior governed by evolving discharge dynamics. Dilip et al. [33] investigated µ-EDM drilling of Inconel 718 and showed that voltage is the most influential parameter affecting inner side-wall roughness, material removal rate (MRR), taper, and overcut. Using response surface methodology combined with a genetic algorithm, they achieved a minimum inner side-wall roughness of 1.36 µm with experimental errors below 10%.
Discharge instability and arcing were identified as critical failure modes in µ-EDM. Mwangi et al. [34] demonstrated that arcing is the primary cause of severe thermal damage in medical-grade Nitinol, leading to residual strain accumulation, reduced ductility, degradation of superelastic behavior, and dimensional inaccuracies. Related investigations further confirmed that uncontrolled arcing adversely affects phase transformation characteristics and functional performance, thereby limiting machining precision in biomedical alloys. These findings collectively underscore the importance of maintaining a stable inter-electrode environment for reliable µ-EDM. As machining depth increases, deterioration of the inter-electrode environment becomes a fundamental limitation in the µ-EDM. Li et al. [35] systematically elucidated that tool wear, gas bubble dynamics, and debris agglomeration jointly weaken dielectric flushing efficiency, resulting in unstable discharges, reduced machining efficiency, and loss of hole accuracy with increasing depth.
A study by Zhu et al. [36] revealed that TiC powder-assisted µ-EDM of TiNi shape memory alloys enhances surface integrity, with an optimal powder concentration of 5 g/L maximizing MRR while minimizing surface roughness. The formation of metallurgically bonded TiC- and oxide-rich recast layers significantly improved surface hardness, indicating strong potential for biomedical and functional applications. Kiran et al. [37] performed surface modification through micro-EDM process using powder mixed bio-dielectrics. Variation in micro-hardness and coated thickness layer was analysed.
An investigation on EDM drilling of blind holes with injection flushing and stepped electrode was also studied [38]. It was observed that regardless of the type of electrode, the application of injection flushing resulted in the increase in the maximum effective machining depth. Detailed analysis of bubble flushing behavior showed that conductive debris significantly disrupts bubble motion and dielectric renewal, whereas non-conductive debris has minimal influence, providing quantitative insight into the limitations of deep micro-hole machining [39].
To mitigate these challenges, hybrid-assisted µ-EDM techniques have gained significant attention. Li et al. [30] introduced an ultrasonic circular vibration (UCV) electrode, which enhanced debris evacuation and dimensional consistency by promoting periodic tool retreat and preventing debris adhesion along micro-hole walls. Subsequent studies confirmed that ultrasonic vibration stabilizes discharge energy, reduces temperature gradients, suppresses abnormal discharges, and improves surface roughness and residual stress compared to conventional rotating electrodes [40,41]. Magnetic field-assisted µ-EDM further enhanced MRR and discharge stability in aluminum matrix composites by improving debris transport and plasma channel stability [42]. From a comparative perspective, ultrasonic vibration–assisted EDM is particularly effective for brittle and low-thermal-conductivity materials, such as ceramics and hard alloys, where mechanical vibration assistance offers a simpler, cost-effective means to enhance flushing efficiency and discharge renewal, but provides limited control over plasma behavior compared to ultrasonic or magnetic approaches.
Parallel to hybrid assistance, intelligent modeling and optimization approaches have been increasingly adopted to address the stochastic nature of µ-EDM. Comparative studies showed that ANN–PSO-based models outperform FEM simulations in predicting MRR and dimensional deviation while maintaining reliable estimates of machining time [43]. Quarto et al. [31] further demonstrated that two-stage ANN–PSO optimization frameworks yield robust, repeatable predictions under constrained industrial conditions. Adaptive control strategies have also been explored in µ-EDM milling; Bellotti et al. [44] developed an online tool-wear compensation framework that integrates discharge monitoring and displacement control, enabling accurate machining without direct tool-wear measurement.
Sustainability-oriented µ-EDM research has significantly expanded in recent years. Powder-mixed bio-dielectrics using vegetable oils and solid lubricant additives such as MoS2, WS2, TiC, and zinc powders have been shown to enhance surface hardness, reduce recast layer thickness, improve wettability, and enable controlled surface modification through material transfer mechanisms [36,37,45,46]. A comprehensive review by Prihanda et al. [47] showed that powder-mixed µ-EDM significantly improves MRR and surface quality, with powder concentration, particle size, conductivity, and morphology identified as the most influential factors, while also highlighting challenges related to methodological consistency and industrial scalability. Beyond surface integrity, micro-EDM has been effectively employed for functional surface engineering; Bangash et al. [48] demonstrated that micro-EDM-generated micro-slots in Ti-6Al-4V significantly enhance adhesive bonding strength, with joint performance strongly dependent on slot geometry, orientation, and mechanical interlocking effects. Biodegradable dielectrics such as castor oil demonstrated superior surface quality and competitive machining performance compared to conventional hydrocarbon-based fluids, reinforcing the feasibility of sustainable µ-EDM practices [49]. Additionally, TiN-coated tungsten carbide and nickel-coated micro-electrodes significantly reduced tool wear and overcut while increasing achievable machining depth, highlighting the importance of electrode surface engineering for sustainable µ-EDM [28,50].
Recent advances have strengthened the fundamental understanding and monitoring of µ-EDM processes. FEM-based multiphysics models, validated using high-speed imaging, accurately predicted plasma channel evolution, heat flux distribution, and crater formation [51]. On-machine surface measurement systems integrating chromatic confocal sensors with µ-EDM enabled sub-micron accuracy and reduced inspection time by 64%, supporting closed-loop manufacturing concepts [52]. Novel servo control mechanisms based on electromagnetic levitation significantly improved gap stability, suppressed arcing, and reduced specific energy consumption, offering low-cost and energy-efficient alternatives to conventional pulsed power systems [53,54].
Additionally, the integration of smart, intelligent systems into EDM and micro-EDM has significantly improved process stability, precision, and efficiency. These systems leverage real-time sensing, machine learning, and adaptive control to dynamically regulate the inter-electrode gap, ensuring stable discharges and consistent material removal rates. Techniques such as artificial neural networks (ANN), particle swarm optimization (PSO), fuzzy logic, and reinforcement learning are increasingly employed to predict and optimize key process parameters, including MRR, tool wear rate, surface roughness, and energy consumption. Sensor-based monitoring of current, voltage, acoustic emissions, and vibrations provides early detection of arcing, short circuits, and bubble-induced instabilities, enhancing the reliability of micro-EDM, especially in deep-hole or high-aspect-ratio machining. Integration with digital twin and IoT-enabled frameworks allows virtual process simulation, real-time feedback, and data-driven decision-making, reducing trial-and-error experimentation and promoting energy-efficient operations. Collectively, these intelligent strategies not only improve machining performance but also support sustainable practices and hybrid-assisted approaches, enabling high-accuracy micro-feature fabrication in advanced materials such as Ti-6Al-4V and Inconel alloys [55,56,57,58,59,60,61,62].
From an industrial implementation perspective, although intelligent EDM technologies such as sensor-based monitoring, AI optimization, and digital twins demonstrate significant potential, their industrial-scale deployment remains uneven. Sensor-driven adaptive control has achieved a relatively high level of technology readiness and is increasingly embedded in advanced commercial EDM systems. In contrast, AI-based optimization and digital twin frameworks are largely confined to laboratory- and pilot-scale demonstrations due to challenges with sensor survivability in plasma-rich environments, data reliability, computational demands, and compatibility with existing machine controllers. Consequently, near-term industrial adoption is most viable in high-value manufacturing sectors—such as aerospace, biomedical, and precision tooling—where enhanced process stability, surface integrity, and sustainability outweigh the associated implementation costs.
Overall, contemporary µ-EDM research demonstrates that process feasibility is no longer the primary limitation. Instead, the lack of integrated strategies that simultaneously address discharge stability, energy efficiency, surface integrity, and environmental impact remains the central challenge. Future advancements in µ-EDM are expected to rely on the convergence of hybrid assistance, real-time sensing, intelligent modeling, and adaptive control to dynamically regulate the inter-electrode environment, thereby enabling consistent, energy-efficient, and sustainable micro-scale machining.
2.2. Sustainable EDM
Growing environmental and regulatory concerns have driven significant research into developing sustainable EDM processes. This subsection examines recent studies on environmentally benign dielectric fluids, dry and near-dry EDM techniques, and energy-efficient machining strategies. The discussion emphasizes the relationship between dielectric properties, emission characteristics, machining performance, and occupational safety, providing a critical assessment of the trade-offs involved in adopting green EDM technologies. Figure 4a presents the manuscripts published on sustainable EDM (citation wise) from 2020–2023, searched using keywords “EDM” and “green or sustainable”, and Figure 4b shows the categorized the manuscripts published by area wise publication from 2020–2023. Figure 5 depicts that India leads the related publication list on green or sustainable EDM publication list among the top 9 contributing countries. It is followed by China and the U.K.
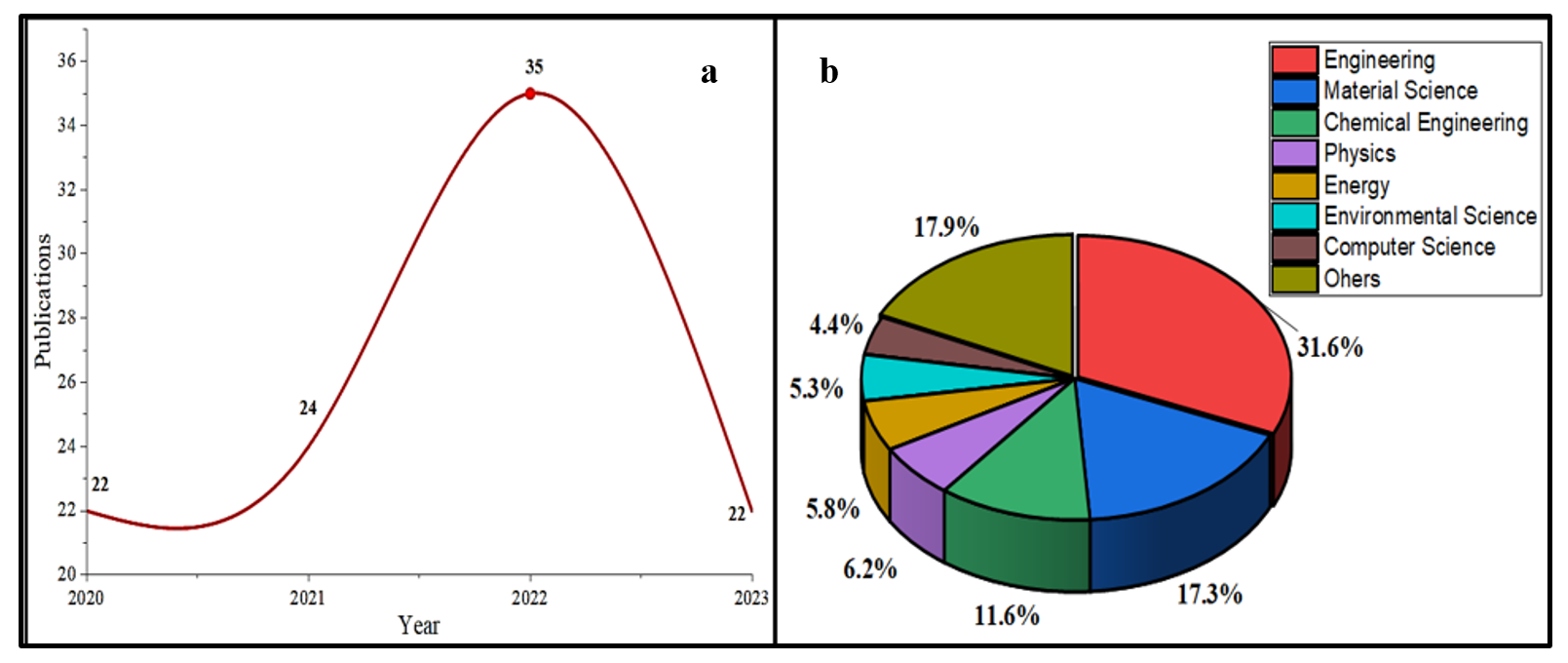
Figure 4. (a) Manuscript on Micro-EDM published from 2020–2023; (b) Manuscript Published by area wise from 2020–2023 (Source: Scopus).
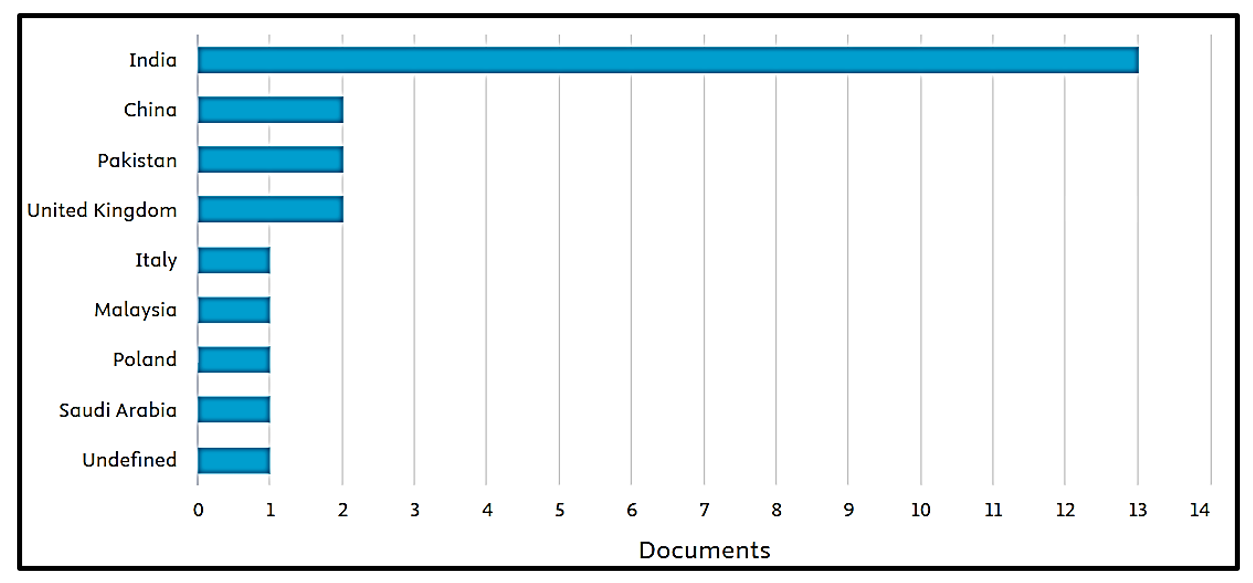
Figure 5. Green or Sustainable articles published country wise during 2020–2023 (Source: Web of Science).
Table 2 presents the ten highly cited research articles related to sustainable manufacturing. It was observed by the paper titled “Evaluation of technical feasibility and environmental impact of Calophyllum Inophyllum (Polanga) oil-based bio-dielectric fluid for green EDM” by Mishra and Routara [63] received the maximum citation of 67, with the citations per year rate of 13.4. It is important to note that out of the total articles published during 2020–2023, only 2 articles received more than 50 citations. It is also interesting to note that the maximum related articles are published after 2021 onwards. The articles by Baroi et al. [64] and Ishfaq et al. received the second and third highest citations.
Table 2. Articles with the maximum number of citations (Source: Web of Science).
|
Rank |
Authors |
Title of Research |
Citations |
Citation per Year |
Year of Publication |
|---|---|---|---|---|---|
|
1 |
Mishra and Routara [63] |
Evaluation of the technical feasibility and environmental impact of Calophyllum Inophyllum (Polanga) oil-based bio-dielectric fluid for green EDM |
67 |
13.4 |
2020 |
|
2 |
Baroi et al. [64] |
A review on the sustainability, health, and safety issues of electrical discharge machining |
54 |
18 |
2022 |
|
3 |
Ishfaq et al. [65] |
A comprehensive analysis of the effect of graphene-based dielectric for sustainable electric discharge machining of Ti-6Al-4V |
48 |
12 |
2021 |
|
4 |
Shastri and Mohanty [66] |
Sustainable Electrical Discharge Machining of Nimonic C263 Superalloy |
41 |
10.25 |
2021 |
|
5 |
Arif et al. [67] |
Green and sustainable electric discharge machining: A review |
27 |
9 |
2022 |
|
6 |
Chakraborty et al. [68] |
Feasibility of Jatropha and Rice bran vegetable oils as sustainable EDM dielectrics |
21 |
10.5 |
2023 |
|
7 |
Das et al. [69] |
Parametric analysis of a green electrical discharge machining process using DEMATEL and SIR methods |
21 |
4.2 |
2020 |
|
8 |
Ming et al. [70] |
Green manufacturing: a comparative study of renewable dielectrics in the EDM process |
20 |
6.67 |
2022 |
|
9 |
Ishfaq et al. [71] |
Sustainable EDM of Inconel 600 in Cu-mixed biodegradable dielectrics: Modelling and optimizing the process by an artificial neural network for supporting net-zero from industry |
18 |
9 |
2023 |
|
10 |
Alrubaye and Fantoni et al. [72] |
Toward green electrical discharge machining (EDM): state of the art and outlook |
18 |
9 |
2023 |
Sustainable and green electrical discharge machining (EDM) has emerged as a critical research area due to increasing environmental regulations, occupational safety concerns, and the need for energy-efficient manufacturing. Conventional EDM fluids, typically hydrocarbon-based, generate toxic fumes, carbonaceous debris, and hazardous waste, necessitating the development of alternative eco-friendly dielectrics, optimized flushing strategies, and energy-efficient machining techniques [73,74,75,76,77,78]. This subsection reviews recent studies on green EDM, emphasizing dielectric innovation, energy efficiency, emission reduction, process optimization, and intelligent control strategies in different sections.
2.2.1. Bio-Based Dielectrics as Sustainable Alternatives to Conventional EDM Fluids
Early developments in sustainable EDM research were primarily directed toward replacing conventional hydrocarbon-based dielectrics with biodegradable, renewable alternatives to reduce the environmental burden. Vegetable and bio-derived oils were extensively evaluated as substitutes due to their inherent biodegradability and favorable physicochemical properties. Mishra and Routara [63] demonstrated that Polanga oil-based dielectric improved material removal rate (MRR), surface finish, hardness, and microstructural quality while reducing aerosol emissions by 17.33% compared to conventional EDM fluids. Similarly, Das et al. [79] reported that neem oil achieved 22% higher MRR and 17% lower surface roughness than kerosene during EDM of Ti-6Al-4V, confirming its suitability for sustainable machining. Experimental studies on die-sinking EDM further validated these findings; jatropha oil–based dielectrics exhibited superior MRR and improved surface integrity compared to kerosene, although optimal flushing velocity was identified as critical to avoid thermal defects and unstable discharges [80]. Together, these studies established vegetable-based dielectrics as technically viable and environmentally benign alternatives for sustainable EDM.
2.2.2. Health, Safety, and Environmental Concerns in Conventional EDM
The broader implications of replacing hydrocarbon dielectrics were further emphasized by Baroi et al. [64], who highlighted the occupational health and safety risks associated with toxic fumes, aerosol emissions, and non-degradable sludge generated during EDM. These findings reinforced the industrial need to adopt eco-friendly dielectric systems to ensure safer working environments and compliance with increasingly stringent environmental regulations.
2.2.3. Dry, Near-Dry, and Alternative Working Media in Green EDM
Beyond liquid bio-dielectrics, sustainability-driven research progressed toward reducing or eliminating dielectric usage altogether through alternative working media. Wu et al. [81] demonstrated that EDM milling using deionized water and air as working fluids improved machining efficiency, reduced electrode wear, and enhanced energy utilization during machining of 17-4 PH steel. Boopathi [82] systematically explored dry and near-dry EDM, showing that gas and gas–mist-based systems could replace liquid dielectrics while maintaining acceptable machining performance and significantly lowering environmental impact. Srinivas et al. [83] further optimized near-dry EDM of duplex stainless steel (2205) under minimum quantity lubrication (MQL) using Taguchi design, ANN, and grey relational analysis, achieving an MRR of 6.1287 mm3/min and an electrode wear rate of 0.0698 mm3/min.
2.2.4. Energy Efficiency and Surface Integrity in Sustainable EDM
As dielectric strategies evolved, increasing attention was paid to the relationship between energy consumption, surface integrity, and machining efficiency. Ming et al. [70] evaluated edible vegetable oils, including sunflower, rapeseed, and peanut oils, and reported that rapeseed oil yielded 25–28.9% higher MRR, along with superior surface quality due to enhanced debris evacuation. Energy-aware investigations by Nieslony et al. [84] established direct correlations between discharge energy input and surface topography during EDM of hot-work die steel, emphasizing the importance of energy-efficient parameter selection. Additional studies confirmed that renewable dielectrics such as sunflower oil, jatropha biodiesel, rice bran biodiesel, coconut oil, and modified palm oil delivered comparable or superior MRR and surface integrity relative to kerosene, while significantly reducing emissions and improving biodegradability [68,85,86,87,88]. Notably, coconut oil improved MRR by 60%, reduced tool wear by 25%, and enhanced surface roughness by 30% during EDM of Hastelloy [87].
2.2.5. Plasma–Thermochemical Mechanisms of Material Destruction in Sustainable EDM
Recent studies have advanced the theoretical understanding of EDM by explicitly linking material destruction mechanisms to plasma chemistry and thermodynamic driving forces. A notable investigation on WEDM of aerospace alloys X10CrNiTi18-10 stainless steel and 2024 duralumin using a brass wire electrode in deionized water demonstrated that material erosion is governed not only by melting–vaporization phenomena but also by plasma-induced chemical reactions within the discharge channel [89]. XPS analysis revealed the formation of complex reaction products, including Zn, CuO, ZnO, iron and chromium oxides, alumina, and carbide phases, confirming intense plasma–electrode–dielectric–workpiece interactions. Importantly, thermochemical parameters for Zn·(OH)2, ZnO, and NiO formation were calculated for the first time, and Hess’s law-based analysis confirmed the energetic feasibility of Ni–Zn interactions leading to Ni5Zn21 intermetallic formation in erosion debris. These findings establish that electrical erosion in WEDM is a coupled plasma–thermal–chemical process governed by thermodynamically favorable reaction pathways rather than purely thermal mechanisms. Okunkova et al. [90] developed a hydrocarbon-free approach for insulating Al2O3 ceramics using a water-based dielectric. Electrical conductivity in the discharge zone is enabled by a Ni–Cr plasma-vapor-deposited coating combined with an SnO powder-mixed medium, allowing stable plasma formation without the need for carbon or copper-group assisting measures. Material removal is governed by a plasma-thermochemical erosion mechanism rather than conventional melting. Optimal conditions yield a maximum MRR with a stable inter-electrode gap. Thermochemical analysis of erosion debris confirms chemically driven interactions among the ceramic, coating, electrode, and dielectric species, establishing a new sustainable pathway for precision machining of aluminum-based insulating ceramics.
2.2.6. Nano-Additives, Powder-Mixed EDM, and Performance Enhancement
To further enhance machining performance within sustainable frameworks, researchers introduced nano-additives and powder-mixed dielectrics. Ishfaq et al. [65] demonstrated that graphene nanoparticle–enhanced MRR by 64.5% and reduced tool wear rate by approximately 1.5 times during EDM of Ti-6Al-4V, with brass electrodes under negative polarity exhibiting optimal performance. Shastri and Mohanty [66] reported that discharge current, electrode material, and voltage were the most significant parameters influencing MRR and surface roughness during sustainable EDM of Nimonic C263. Ishfaq et al. [71] further showed that nano-copper powder–assisted biodegradable dielectrics could be tailored to simultaneously optimize MRR, surface finish, and energy consumption, with coconut oil, sunflower oil, and olive oil excelling in different sustainability metrics.
2.2.7. Optimization and Energy-Aware Intelligent EDM Strategies
Multi-objective optimization techniques played a critical role in improving sustainability and efficiency. Approaches based on SIR, GRA, COPRAS, ANN, ANFIS, and Taguchi methods consistently reduced energy consumption, aerosol emissions, dielectric usage, and tool wear while maintaining machining performance [69,71,91,92,93]. These studies highlighted the importance of intelligent parameter selection in achieving environmentally benign yet productive EDM operations.
2.2.8. Smart, Adaptive, and Industry 4.0-Enabled EDM Systems
As sustainability converged with intelligent manufacturing, research increasingly focused on smart and adaptive EDM systems. Comprehensive reviews by Arif et al. [67], Alburaye and Fantoni [72], Das and Barma et al. [94], Gupta et al. [95], Bhardwaj et al. [96], and Khan et al. [97] identified eco-friendly dielectrics, biodiesel-based fluids, hybrid assistance, and intelligent control as the key technological drivers for sustainable EDM, while highlighting scalability challenges. More recently, Xu et al. [98] developed an ultrasonic vibration–assisted EDM system incorporating FPGA-based pulse monitoring, real-time gap sensing, and neural-network-based adaptive control, resulting in improved discharge stability, enhanced energy utilization, and greener machining performance, aligning EDM with Industry 4.0 principles.
2.2.9. Intelligent Approach in Sustainable EDM
Intelligent approaches in sustainable Electrical Discharge Machining (EDM) integrate advanced modeling, data-driven optimization, and real-time monitoring to enhance process efficiency while minimizing environmental impact. Techniques such as machine learning, evolutionary algorithms, and digital twins enable adaptive control of EDM parameters to reduce energy consumption, tool wear, and dielectric usage [99,100,101,102]. By coupling these intelligent systems with green EDM strategies, manufacturers can achieve improved machining performance alongside compliance with sustainability and Industry 4.0 objectives. Vishwanath et al. [103] applied an intelligent Taguchi–fuzzy–TOPSIS system to optimize sustainable EDM of AISI 2507 super duplex steel using Pongamia green dielectric. Key process parameters were systematically analyzed to enhance material removal rate while minimizing electrode wear and surface roughness [104]. The intelligent multi-response optimization efficiently identified optimal settings, demonstrating improved machining performance with environmentally friendly dielectric and validated surface integrity through SEM analysis. A demonstration on the use of intelligent multi-objective optimization in sustainable wire-EDM to enhance energy efficiency and reduce environmental impact [105]. Key parameters were systematically optimized to minimize machining time, energy consumption, and CO2 emissions while maintaining surface quality and MRR. The approach enabled significant reductions in electricity cost and carbon footprint for different plate thicknesses, illustrating how data-driven optimization can make wire-EDM both productive and environmentally sustainable. Other studies are also made during this duration [106,107,108,109,110]. Especially, machining of silicon, which is semiconductive, is discussed [108].
Collectively, these studies showed that EDM and micro-EDM can be transformed into intelligent and sustainable manufacturing processes without sacrificing performance. The use of biodegradable vegetable-based dielectrics consistently reduced environmental and health impacts while maintaining or improving material removal rate, surface integrity, and tool wear. Additional gains were achieved through nano-additives, powder-mixed dielectrics, and dry or near-dry EDM strategies, which enhanced discharge efficiency and reduced energy and dielectric consumption. Energy-aware optimization and intelligent modeling enabled simultaneous control of productivity, surface quality, and sustainability, while recent adaptive and data-driven EDM systems aligned the process with Industry 4.0, supporting greener, smarter, and more efficient machining.
3. Discussion and Summary of Research
The literature synthesized in this review spans major EDM research regions, including Asia, Europe, and North America, encompassing diverse experimental methodologies, material systems, and application priorities. Although publication density varies geographically—particularly in emerging domains such as micro-EDM, green EDM, and hybrid-assisted EDM—the reviewed studies exhibit strong convergence in their interpretation of discharge physics, material removal mechanisms, and sustainability-driven process strategies. This cross-regional consistency supports the generality of the identified research trends and mitigates the risk of region-specific bias in the conclusions drawn.
The reviewed literature indicates that recent advancements in electrical discharge machining have evolved through the coupled development of micro-scale process control and sustainability-oriented process modifications. Although micro-EDM and green EDM were traditionally investigated as independent research themes, collective findings demonstrate that both domains are governed by common discharge phenomena, including plasma channel instability, deterioration of the inter-electrode environment, debris agglomeration, and inefficient energy dissipation [20,21,22,23,24,25,26,28,32,34]. Consequently, recent developments in EDM theory increasingly rely on multiphysics plasma–thermal–chemical interaction models, in which material thermophysical properties, temperature-dependent electrical conductivity, dielectric decomposition, and powder-assisted plasma chemistry collectively regulate energy transfer and material destruction within the inter-electrode gap. Rather than reiterating individual findings, the following discussion synthesizes converging trends, explains discrepancies among reported results, and interprets their implications for EDM process physics, sustainability, and industrial applicability.
In micro-EDM, reductions in discharge energy and the machining gap intensified plasma confinement and debris–bubble interactions, leading to unstable discharge behavior, accelerated tool wear, and degraded surface integrity during deep micro-hole drilling and micro-milling operations [20,24,25,35,36,37,38,39,40,41]. Experimental and numerical investigations confirmed that deteriorating inter-electrode environments, weakened flushing efficiency, and non-uniform discharge distribution were dominant factors limiting machining accuracy and achievable aspect ratios [22,25,29,36,40]. Hybrid assistance strategies, including ultrasonic vibration, magnetic field assistance, tool oscillation, and adaptive gap control, were shown to significantly improve debris evacuation, stabilize discharge behavior, and enhance machining consistency [30,31,32,33,34,42,43,44,45,46,47,48]. From a comparative perspective, ultrasonic vibration–assisted EDM is particularly effective for brittle and low-thermal-conductivity materials, such as ceramics and hard alloys, where high-frequency tool or workpiece oscillation enhances debris evacuation and stabilizes discharge conditions; however, its effectiveness diminishes for large-scale cavities due to limited vibration transmission. Magnetic field–assisted EDM primarily benefits ferromagnetic and electrically conductive materials by promoting plasma channel stabilization and controlled debris motion, although its applicability is constrained for non-magnetic materials and requires additional electromagnetic hardware. Mechanical vibration assistance offers a simpler, cost-effective means to improve flushing efficiency and discharge renewal, but provides limited control over plasma behavior compared to ultrasonic or magnetic approaches. Consequently, ultrasonic assistance is most suitable for micro-scale and precision applications, magnetic assistance for conductive metallic systems requiring plasma stability, and mechanical vibration for low-cost productivity improvement in conventional EDM. This comparative framework clarifies the operational boundaries and selection criteria for hybrid-assisted EDM technologies.
Parallel challenges were reported in sustainable and green EDM, where the substitution of conventional hydrocarbon-based dielectrics with biodegradable oils, water-based fluids, gas, or gas–mist media altered plasma characteristics and flushing dynamics [49,50,51,52,53,54,55,56,57,58,66,67,68,69,70,71,72,73,74]. Studies employing bio-dielectrics such as vegetable oils, ester-based fluids, and eco-friendly dielectrics mixed with powders demonstrated reductions in toxic emissions, aerosol concentrations, and environmental impact while maintaining comparable or improved material removal rates and surface quality [52,53,54,55,56,57,69,70,71,72,73,74,75,76]. However, several investigations also reported increased sensitivity to flushing conditions, thermal defects, and recast layer variability, particularly under high-energy or deep machining conditions, indicating that dielectric replacement alone was insufficient to ensure stable and sustainable EDM performance [60,61,62,63,77,78,79,80,81].
Across both micro-EDM and green EDM, modeling and optimization studies revealed strong nonlinear coupling among process parameters and performance responses. Data-driven approaches such as ANN, ANN–PSO, ANFIS, grey relational analysis, and hybrid metaheuristic algorithms were successfully employed to predict material removal rate, surface roughness, tool wear, dimensional accuracy, and energy efficiency [64,75,82,83,84,85,86,87,88]. Physics-based FEM and plasma modeling further elucidated plasma channel formation, heat flux distribution, and crater evolution, providing mechanistic insights into discharge–material interactions [59,83,84,85,86]. Despite these advances, most predictive frameworks were implemented offline and lacked integration with real-time sensing and adaptive control, limiting their effectiveness under dynamically evolving machining environments.
Surface integrity and energy efficiency analyses consistently established a strong correlation between discharge energy, power consumption, and surface morphology across both domains [78,89,90,91,92,93,94,95]. Excessive or unstable energy input resulted in thicker recast layers, microcracks, residual stresses, and degraded functional performance, whereas optimized pulse control, hybrid assistance, and energy-aware strategies improved surface quality while reducing environmental burden [72,84,93]. These findings positioned energy efficiency as a unifying metric linking machining performance, surface integrity, and sustainability in EDM.
Overall, the comprehensive evidence indicated that future progress in EDM required the convergence of micro-scale process understanding, sustainable dielectric systems, and intelligent control methodologies. Rather than incremental improvements within isolated domains, the literature consistently emphasized the need for integrated frameworks combining hybrid assistance, environmentally benign working media, energy-efficient strategies, and data-driven adaptive control to transition EDM toward sustainable and intelligent manufacturing systems.
4. Conclusions
This review critically examined the recent evolution of electrical discharge machining (EDM) with particular emphasis on micro-scale machining, sustainability-driven process innovations, hybrid-assisted strategies, and emerging intelligent manufacturing concepts. Positioned within the broader framework of intelligent and sustainable manufacturing, the analysis confirms that although EDM remains indispensable for machining advanced and hard-to-machine materials, its conventional implementations continue to be constrained by high energy consumption, unstable discharge behavior, dielectric degradation, environmental emissions, and limited adaptability to data-driven manufacturing paradigms. The reviewed literature demonstrates that contemporary research has systematically addressed these limitations through process miniaturization, green dielectric substitution, hybrid assistance, and intelligent optimization, supported by a deeper theoretical understanding of discharge phenomena.
Micro-EDM studies consistently reveal that scale reduction intensifies challenges related to plasma confinement, debris agglomeration, tool wear, and deterioration of the inter-electrode environment, which collectively govern achievable aspect ratios, dimensional accuracy, and surface integrity. Recent advances show that hybrid assistance techniques—including ultrasonic vibration, magnetic field application, adaptive gap control, and controlled tool motion—significantly enhance discharge stability and debris evacuation when applied within appropriate material and scale boundaries. Concurrently, multiphysics modelling and simulation efforts have shifted EDM theory beyond purely thermal erosion toward coupled plasma–thermal–chemical frameworks, enabling improved interpretation of material removal mechanisms, recast layer formation, and erosion debris chemistry. However, their integration into real-time control remains limited.
From a sustainability perspective, the reviewed studies confirm that hydrocarbon-based dielectrics are a major contributor to environmental and occupational hazards, motivating extensive exploration of biodegradable, water-based, dry, and powder-assisted green dielectric systems. While these approaches demonstrably reduce toxic emissions and energy consumption, the literature also highlights that dielectric substitution alone is insufficient to ensure sustainable machining. Process stability, surface integrity, and energy efficiency remain strongly dependent on discharge energy regulation, flushing effectiveness, and thermochemical stability within the inter-electrode gap, underscoring the need for coordinated process and energy control strategies.
A key outcome of this review is the identification of strong interdependencies between micro-EDM and green EDM, both of which are governed by common discharge physics, energy transfer mechanisms, and plasma–material–dielectric interactions. Across these domains, energy efficiency emerges as a unifying performance metric linking material removal rate, tool wear, surface integrity, and environmental impact. Intelligent optimization approaches—including machine learning models, hybrid metaheuristic algorithms, and physics-informed frameworks—exhibit significant potential for managing these coupled interactions. However, the lack of robust integration between sensing, modeling, and adaptive control remains a critical barrier to the industrial realization of intelligent EDM.
Overall, the synthesized literature indicates that the future of EDM lies not in isolated advancements in micro-machining, sustainability, or intelligence, but in their convergence into application-specific, theory-informed, and energy-aware manufacturing systems. This review establishes that the integration of hybrid assistance techniques, sustainable dielectric environments, multiphysics-based understanding, real-time monitoring, and data-driven control strategies is essential to transforming EDM from a resource-intensive process into a smart, sustainable, and industrially viable manufacturing technology. Future industrial implementation will depend on scalable sensing architectures, reliable data acquisition under plasma conditions, and seamless integration with commercial CNC–EDM platforms in alignment with Industry 4.0 objectives.
5. Limitations
Despite providing a comprehensive synthesis of micro-EDM and sustainable EDM research, this review was subject to certain limitations. The analysis relied primarily on published experimental and modeling studies, which inherently reflected variations in machine configurations, electrode materials, dielectric compositions, and performance evaluation criteria. As a result, direct quantitative comparison across studies was constrained, particularly for energy efficiency, emission characteristics, and surface integrity metrics, which were not standardized across the literature. Another limitation arose from the predominantly offline nature of the modeling and optimization approaches reported in the reviewed works. Although advanced techniques such as ANNs, hybrid metaheuristics, and FEM-based plasma modeling have been extensively documented, their practical implementation in real-time, closed-loop EDM systems remains limited. Consequently, the review could not fully assess the industrial scalability or real-time adaptability of these intelligent strategies under dynamic machining conditions.
The scope of sustainable EDM research reviewed in this work focused mainly on dielectric substitution, hybrid assistance, and energy optimization. Broader system-level sustainability aspects, such as life-cycle assessment, economic feasibility, long-term dielectric degradation, and recyclability of by-products, were addressed only sparsely in the available literature. This restricted a holistic evaluation of EDM sustainability beyond process-level improvements. Finally, while this review emphasized recent and high-impact studies, emerging developments in digital twins, in-situ sensing, and cyber–physical EDM systems were still in early stages of research and lacked sufficient experimental validation. As a result, the discussion of intelligent EDM frameworks was necessarily prospective, highlighting conceptual potential rather than fully realized industrial implementations.
6. Future Scope
Future EDM research should be structured around application-specific performance demands, material thermophysical properties, and sustainability considerations rather than generalized process optimization. In micro- and precision manufacturing, priority should be given to controlling confined plasma dynamics and debris–bubble interactions, and to implementing robust, real-time, adaptive gap control through sensor fusion. For hard-to-machine alloys, future studies should emphasize coupled plasma–thermal–chemical modeling to predict material removal behavior, recast layer evolution, and surface integrity. In the case of insulating and ce ramic materials, research should focus on conductive-layer approaches, powder-assisted plasma chemistry, and thermochemical stability under non-hydrocarbon dielectric systems. Moreover, hybrid-assisted EDM requires comparative, boundary-defined investigations to guide technology selection, while industrial deployment of intelligent EDM depends on scalable sensing, physics-informed AI frameworks, and seamless integration with commercial machine controllers to ensure robust and sustainable operation.
Statement of the Use of Generative AI and AI-Assisted Technologies in the Writing Process
During the preparation of this manuscript, the authors used the Grammarly and Quillbot in order to avoid the redundancy and grammatical mistakes. After using this tool/service, the author(s) reviewed and edited the content as needed and take(s) full responsibility for the content of the published article.
Author Contributions
Conceptualization: M.Z.A. and A.E.; Methodology: A.E. and M.S.; Investigation: A.E.; Witing—Original Draft: A.E.; Reviewing and Editing: M.Z.A. and M.S.; Visualization: A.E. and M.S.; Supervision: A.E. and M.Z.A.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper
References
- Rajesh M, Sri MNS, Jeyakrishnan S, Anusha P, Manikanta JE, Sateesh N, et al. Optimization parameters for electro discharge machining on Nimonic 80A alloy using grey relational analysis. Int. J. Interact. Des. Manuf. 2024, 18, 1429–1442. DOI:10.1007/s12008-023-01616-x [Google Scholar]
- Equbal A, Equbal MI, Sood AK. An investigation on the feasibility of fused deposition modelling process in EDM electrode manufacturing. CIRP J. Manuf. Sci. Technol. 2019, 26, 10–25. DOI:10.1016/j.cirpj.2019.07.001 [Google Scholar]
- Equbal A, Equbal MI, Badruddin IA, Algahtani A. A critical insight into the use of FDM for production of EDM electrode. Alex. Eng. J. 2022, 61, 4057–4066. DOI:10.1016/j.aej.2021.09.033 [Google Scholar]
- Abbas NM, Solomon DG, Bahari MF. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. DOI:10.1016/j.ijmachtools.2006.08.026 [Google Scholar]
- Kumar S, Singh R, Singh TP, Sethi BL. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. DOI:10.1016/j.jmatprotec.2008.09.032 [Google Scholar]
- Equbal A, Sood AK. Electrical discharge machining: An overview on various areas of research. J. Manuf. Ind. Eng. 2014, 13, 1–6. DOI:10.12776/mie.v13i1-2.339 [Google Scholar]
- Equbal A, Equbal A, Khan ZA, Badruddin IA, Bashir MBA, Alrobei H. Investigating the dimensional accuracy of the cavity produced by ABS P400 polymer-based novel EDM electrode. Polymers 2021, 13, 4109. DOI:10.3390/polym13234109 [Google Scholar]
- Sood AK, Equbal A. Feasibility of FDM-electroplating process for EDM electrode fabrication. Mater. Today Proc. 2020, 28, 1154–1157. DOI:10.1016/j.matpr.2020.01.099 [Google Scholar]
- Gugulothu B, Bharadwaja K, Vijayakumar S, Rao TVJ, Sri MNS, Anusha P, et al. Modeling and parametric optimization of electrical discharge machining on casted composite using central composite design. Int. J. Interact. Des. Manuf. 2024, 18, 2793–2803. DOI:10.1007/s12008-023-01323-7 [Google Scholar]
- Davim JP. Statistical and Computational Techniques in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2012; pp. 144–185. DOI:10.1007/978-3-642-25859-6 [Google Scholar]
- Sen B, Dasgupta A, Bhowmik A. Optimizing wire-cut EDM parameters through evolutionary algorithm for cost efficiency improvement. Int. J. Interact. Des. Manuf. 2025, 19, 2049–2060. DOI:10.1007/s12008-024-02001-y [Google Scholar]
- Gounder SP, Tamil S, Vartharajan S, Venkatesan R. Study of microEDM parameters of Stainless Steel 316L: Material Removal Rate Optimization using Genetic Algorithm. Int. J. Eng. Technol. 2014, 6, 1065–1071. [Google Scholar]
- Equbal A, Ahmad S, Badruddin IA, Khan ZA, Kamangar S, Javed S. Evaluating machining performance of ABS-based EDM electrodes fabricated by FDM with metallization. Proc. Inst. Mech. Eng. Part B 2023, 238, 164–174. DOI:10.1177/09544054221151093 [Google Scholar]
- Jain A, Yadav AK, Shrivastava Y. Modelling and optimization of quality characteristics in EDM drilling of titanium alloy sheet. Mater. Today Proc. 2020, 21, 1680–1684. DOI:10.1016/j.matpr.2019.12.010 [Google Scholar]
- Khanna R, Kumar A, Garg MP, Singh A, Sharma N. Multi-performance optimization for Al 7075 in EDM drilling using Taguchi–GRA. J. Ind. Eng. Int. 2015, 11, 459–472. DOI:10.1007/s40092-015-0112-z [Google Scholar]
- Liew PJ, Yan J, Kuriyagawa T. Fabrication of deep micro-holes in reaction-bonded SiC by ultrasonic cavitation assisted micro-EDM. Int. J. Mach. Tools Manuf. 2014, 76, 13–20. DOI:10.1016/j.ijmachtools.2013.09.010 [Google Scholar]
- Prakash V, Kumar P, Singh P, Hussain M, Das A, Chattopadhyaya S. Micro-electrical discharge machining of difficult-to-machine materials: A review. Proc. Inst. Mech. Eng. Part B 2017, 233, 339–370. DOI:10.1177/0954405417718591 [Google Scholar]
- Ozkavak HV, Sofu MM, Duman B, Bacak S. Estimating surface roughness for EDM parameters on Inconel 718 using GEP and ANN. CIRP J. Manuf. Sci. Technol. 2021, 33, 306–314. DOI:10.1016/j.cirpj.2021.04.007 [Google Scholar]
- Bellotti M, Wu M, Qian J, Reynaerts D. Tool wear and material removal predictions in micro-EDM drilling using data-driven approaches. Appl. Sci. 2020, 10, 6357. DOI:10.3390/app10186357 [Google Scholar]
- Majumder H, Maity KP. Predictive analysis of WEDM responses of Ti Grade 6 using GRNN and MRA. Silicon 2018, 10, 1763–1776. DOI:10.1007/s12633-017-9667-1 [Google Scholar]
- Saraf G, Imam S, Nirala CK. Machinability analysis of additively manufactured Ti6Al4V using micro-pillar textured tool. Wear 2024, 556–557, 205514. DOI:10.1016/j.wear.2024.205514 [Google Scholar]
- Xu W, Li C, Zhang Y, Ali HM, Sharma S, Li R, et al. Electrostatic atomization minimum quantity lubrication machining: From mechanism to application. Int. J. Extrem. Manuf. 2022, 4, 042003. DOI:10.1088/2631-7990/ac9652 [Google Scholar]
- Sivarupan T, Bermingham M, Ng CH, Sun S, Dargusch M. A review of the use of cryogenic coolant during machining titanium alloys. Sust. Mater. and Tech. 2024, 40, e00946. DOI:10.1016/j.susmat.2024.e00946 [Google Scholar]
- Natarajan M, Pasupuleti T, Giri J, Al-Lohedan HA, Katta LN, Mohammad F, et al. Optimization of wire spark erosion machining of Grade 9 titanium alloy using hybrid learning algorithm. AIP Adv. 2024, 14, 015319. DOI:10.1063/5.0177658 [Google Scholar]
- Ulas M, Aydur O, Gurgenc T, Ozel C. Surface roughness prediction in WEDM of aluminium alloy using machine learning. J. Mater. Res. Technol. 2020, 9, 12512–12524. DOI:10.1016/j.jmrt.2020.08.098 [Google Scholar]
- Packianather MS, Alexopoulos T, Squire S. The Application of the Bees Algorithm in a Digital Twin for Optimising the Wire Electrical Discharge Machining (WEDM) Process Parameters; Springer: Cham, Switzerland, 2023; pp. 43–61. DOI:10.1007/978-3-031-14537-7_3 [Google Scholar]
- Pain P, Bose GK, Bose D. Parametric analysis and optimization of aluminium and SS 204 using micro-EDM. Int. J. Interact. Des. Manuf. 2023, 17, 3025–3042. DOI:10.1007/s12008-023-01350-4 [Google Scholar]
- Pragadish N, Kaliappan S, Subramanian M, Natrayan L, Prakash KS, Subbiah R, et al. Optimization of cardanol oil dielectric activated EDM parameters for silicon steel. Biomass Convers. Biorefin. 2023, 13, 14087–14096. DOI:10.1007/s13399-021-02268-1 [Google Scholar]
- Kumar D, Singh NK, Bajpai V. Recent trends and opportunities in micro-EDM for advanced manufacturing. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 222. DOI:10.1007/s40430-020-02296-4 [Google Scholar]
- Li Z, Tang J, Bai J. Ultrasonic circular vibration assisted micro-EDM for improved micro-hole machining. Int. J. Mech. Sci. 2020, 175, 105574. DOI:10.1016/j.ijmecsci.2020.105574 [Google Scholar]
- Quarto M, D’Urso G, Giardini C. Micro-EDM optimization using particle swarm algorithm and artificial neural network. Precis. Eng. 2022, 73, 63–70. DOI:10.1016/j.precisioneng.2021.08.018 [Google Scholar]
- Singh R, Dvivedi A, Kumar P. EDM of high aspect ratio micro-holes on Ti–6Al–4V by synchronized energy interactions. Mater. Manuf. Process. 2020, 35, 1188–1203. DOI:10.1080/10426914.2020.1762207 [Google Scholar]
- Dilip DG, Panda S, Mathew J. Parametric optimization of micro-hole surfaces in micro-EDM drilling of Inconel 718 using GA. Arab. J. Sci. Eng. 2020, 45, 5057–5074. DOI:10.1007/s13369-019-04325-4 [Google Scholar]
- Mwangi JW, Bui VD, Thüsing K, Hahn S, Wagner MFX, Schubert A. Arcing phenomenon in micro-EDM and its effect on mechanical properties of Nitinol. J. Mater. Process. Technol. 2020, 275, 116334. DOI:10.1016/j.jmatprotec.2019.116334 [Google Scholar]
- Li G, Natsu W, Yu Z. Deterioration mechanism of interelectrode environment in micro-EDM drilling. Int. J. Mach. Tools Manuf. 2021, 167, 103747. DOI:10.1016/j.ijmachtools.2021.103747 [Google Scholar]
- Zhu Z, Guo D, Xu J, Lin J, Lei J, Xu B, et al. Micro-EDM surface modification of TiNi using TiC powder dielectric. Micromachines 2020, 11, 1018. DOI:10.3390/mi11111018 [Google Scholar]
- Kiran P, Mohanty S, Das AK. Sustainable surface modification through powder mixed micro-EDM using bio-dielectrics. Mater. Manuf. Process. 2022, 37, 640–665. DOI:10.1080/10426914.2021.1967976 [Google Scholar]
- Mao X, Wu G, Tran M, Yi S, Ding S. Electrical discharge drilling of blind holes with injection flushing dielectric and stepped electrodes. Int. J. Adv. Manuf. Technol. 2024, 132, 495–511. DOI:10.1007/s00170-024-13396-z [Google Scholar]
- Li Z, Tang J, Li Y, Bai J. Surface integrity in micro-EDM with two-dimensional ultrasonic circular vibration electrode. J. Manuf. Process. 2022, 76, 828–840. DOI:10.1016/j.jmapro.2022.03.004 [Google Scholar]
- Xing Q, Yao Z, Zhang Q. Effect of processing parameters on ultrasonic vibration-assisted micro-EDM performance. Int. J. Adv. Manuf. Technol. 2021, 112, 71–86. DOI:10.1007/s00170-020-06357-9 [Google Scholar]
- Choubey M, Maity KP, Sharma A. Finite element modelling of MRR in micro-EDM with and without ultrasonic vibration. Grey Syst. Theory Appl. 2020, 10, 311–319. DOI:10.1108/GS-11-2019-0047 [Google Scholar]
- Kumar D, Sisodiya MS, Mandal DK, Bajpai V. Maglev micro-EDM feasibility and performance on Inconel 625. CIRP J. Manuf. Sci. Technol. 2023, 40, 155–166. DOI:10.1016/j.cirpj.2022.11.012 [Google Scholar]
- Quarto M, D’Urso G, Giardini C, Maccarini G, Carminati M. FEM versus ANN–PSO forecasting of micro-EDM drilling performance. Micromachines 2021, 12, 667. DOI:10.3390/mi12060667 [Google Scholar]
- Bellotti M, De Eguilior Caballero JR, Qian J, Reynaerts D. Partial tool engagement effects and adaptive wear compensation in micro-EDM milling. J. Mater. Process. Technol. 2021, 288, 116852. DOI:10.1016/j.jmatprotec.2020.116852 [Google Scholar]
- Davis R, Singh A, Debnath K, Sabino RM, Popat K, Soares P, et al. Enhanced micro-EDM surface modification of biomedical Ti–6Al–4V alloy. J. Manuf. Sci. Eng. 2022, 144, 071002. DOI:10.1115/1.4053110 [Google Scholar]
- Mohanty S, Das AK, Dixit AR. Surface integrity and residual stress analysis of μEDM coated Ti-alloy miniature components. Mater. Manuf. Process. 2021, 36, 48–58. DOI:10.1080/10426914.2020.1813894 [Google Scholar]
- Prihandana GS, Mahardika M, Sriani T. Micromachining in powder-mixed micro electrical discharge machining. Appl. Sci. 2020, 10, 3795. DOI:10.3390/app10113795 [Google Scholar]
- Bangash MK, Casalegno V, Das AK, De la Pierre des Ambrois S, Ferraris M. Surface machining of Ti6Al4V by means of micro-electrical discharging to improve adhesive joining. J. Mater. Process. Technol. 2020, 286, 116813. DOI:10.1016/j.jmatprotec.2020.116813 [Google Scholar]
- Singh R, Yadav VK, Dvivedi A, Kumar P. Evaluating the feasibility of using biodegradable castor oil as a dielectric medium during micro-electrical discharge machining of Inconel 718. J. Mater. Eng. Perform. 2023, 32, 6465–6477. DOI:10.1007/s11665-022-07562-1 [Google Scholar]
- Shirguppikar SS, Patil MS. Experimental investigation on micro-electro discharge machining process using tungsten carbide and titanium nitride-coated micro-tool electrode for machining of Ti–6Al–4V. Adv. Mater. Process. Technol. 2020, 6, 187–204. DOI:10.1080/2374068X.2020.1833399 [Google Scholar]
- Raza S, Kishore H, Nirala CK, Rajurkar KP. Multiphysics modelling and high-speed imaging-based validation of discharge plasma in micro-EDM. CIRP J. Manuf. Sci. Technol. 2023, 43, 15–29. DOI:10.1016/j.cirpj.2023.02.006 [Google Scholar]
- Ye L, Qian J, Haitjema H, Reynaerts D. On-machine chromatic confocal measurement for micro-EDM drilling and milling. Precis. Eng. 2022, 76, 110–123. DOI:10.1016/j.precisioneng.2022.03.011 [Google Scholar]
- Almeida ST, Mo JPT, Bil C, Ding S, Wang X. Servo control strategies for vibration-control in robotic wire EDM machining. Arch. Comput. Methods Eng. 2022, 29, 113–127. DOI:10.1007/s11831-021-09570-1 [Google Scholar]
- Sisodiya MS, Shukla S, Bajpai V. Feasibility analysis of novel Maglev EDM by comparing with conventional micro EDM. Sci. Rep. 2022, 12, 2613. DOI:10.1038/s41598-022-06662-1 [Google Scholar]
- Xu C, Xu F, Sun F, Zhang X, Jin J, Luan B, et al. Research on an intelligent control method of a magnetic actuator for micro electrical discharge machining. Actuators 2022, 11, 371. DOI:10.3390/act11120371 [Google Scholar]
- Mu X, Zhou M, Zhang J, Lu N, Ye Q. Intelligent electrical discharge machining of molybdenum–titanium–zirconium alloy by an extended adaptive control system. J. Manuf. Process. 2022, 77, 207–218. DOI:10.1016/j.jmapro.2022.03.003 [Google Scholar]
- Tseng K-H, Chung M-Y, Chiu J-L. Implementation of micro-EDM monitoring system to fabricate antimicrobial nanosilver colloid. Micromachines 2022, 13, 790. DOI:10.3390/mi13050790 [Google Scholar]
- Ganesh N, Ghadai RK, Bhoi AK, Kalita K, Gao X-Z. An intelligent predictive model-based multi-response optimization of EDM process. Comput. Model. Eng. Sci. 2020, 124, 459–476. DOI:10.32604/cmes.2020.09645 [Google Scholar]
- Chen Y, Hu S, Li A, Cao Y, Zhao Y, Ming W. Parameters optimization of electrical discharge machining process using swarm intelligence: A review. Metals 2023, 13, 839. DOI:10.3390/met13050839 [Google Scholar]
- Tseng K-H, Chen K-H, Chang C-Y, Cahyadi Y, Chung M-Y. Implementation of a micro-electrical discharge machining system to fabricate TiO2 nanocolloid. Mechatronics 2021, 79, 102649. DOI:10.1016/j.mechatronics.2021.102649 [Google Scholar]
- Chen R, Hu B, Zhang Y, Liu G, Dai Y, Shen J. Research on micro-EDM discharge state detection technology based on inter-electrode impedance variation characteristics. Int. J. Adv. Manuf. Technol. 2022, 120, 8345–8361. DOI:10.1007/s00170-022-09216-x [Google Scholar]
- Ji M, Muthuramalingam T, Saravanakumar D, Karmiris-Obratański P, Karkalos NE, Zhang W. Predicting depth of cut in vibration-assisted EDM cutting on titanium alloy using adaptive neuro fuzzy inference system. Measurement 2023, 219, 113245. DOI:10.1016/j.measurement.2023.113245 [Google Scholar]
- Mishra BP, Routara BC. Evaluation of technical feasibility and environmental impact of Calophyllum inophyllum (Polanga) oil-based bio-dielectric fluid for green EDM. Measurement 2020, 159, 107744. DOI:10.1016/j.measurement.2020.107744 [Google Scholar]
- Baroi BK, Jagadish, Patowari PK. A review on sustainability, health, and safety issues of electrical discharge machining. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 59. DOI:10.1007/s40430-021-03351-4 [Google Scholar]
- Ishfaq K, Asad M, Anwar S, Pruncu CI, Saleh M, Ahmad S. A comprehensive analysis of the effect of graphene-based dielectric for sustainable electric discharge machining of Ti–6Al–4V. Materials 2021, 14, 23. DOI:10.3390/ma14010023 [Google Scholar]
- Shastri RK, Mohanty CP. Sustainable electrical discharge machining of Nimonic C263 superalloy. Arab. J. Sci. Eng. 2021, 46, 7273–7293. DOI:10.1007/s13369-020-05211-0 [Google Scholar]
- Arif U, Khan IA, Hasan F. Green and sustainable electric discharge machining: A review. Adv. Mater. Process. Technol. 2023, 9, 970–1044. DOI:10.1080/2374068X.2022.2108599 [Google Scholar]
- Chakraborty T, Sahu DR, Mandal A, Acherjee B. Feasibility of Jatropha and rice bran vegetable oils as sustainable EDM dielectrics. Mater. Manuf. Process. 2023, 38, 50–63. DOI:10.1080/10426914.2022.2089891 [Google Scholar]
- Das PP, Chakraborty S. Parametric analysis of a green electrical discharge machining process using DEMATEL and SIR methods. OPSEARCH 2020, 57, 513–540. DOI:10.1007/s12597-019-00410-2 [Google Scholar]
- Ming W, Cao C, Xie Z, Liu X, Xu Y, Jiang Z, et al. Green manufacturing: A comparative study of renewable dielectrics in the EDM process. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 580. DOI:10.1007/s40430-022-03867-3 [Google Scholar]
- Ishfaq K, Sana M, Ashraf WM, Dua V. Sustainable EDM of Inconel 600 in Cu-mixed biodegradable dielectrics: Modelling and optimizing the process by artificial neural network for supporting net-zero from industry. J. Clean. Prod. 2023, 421, 138388. DOI:10.1016/j.jclepro.2023.138388 [Google Scholar]
- Alrubaye IDK, Fantoni G. Toward green electrical discharge machining (EDM): State of art and outlook. Mach. Sci. Technol. 2023, 27, 63–105. DOI:10.1080/10910344.2023.2194961 [Google Scholar]
- Mouralova K, Polzer A, Benes L, Zahradnicek R, Prokes T, Fiala Z, et al. Machining of B1914 nickel-based superalloy using wire electrical discharge machining. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021, 235, 2141–2153. DOI:10.1177/09544089211031746 [Google Scholar]
- Sharma P, Chakradhar D, Narendranath S. Evaluation of WEDM performance characteristics of Inconel 706 for turbine disk application. Mater. Des. 2015, 88, 558–566. DOI:10.1016/j.matdes.2015.09.036 [Google Scholar]
- Balraj US. Mathematical modeling and multi-criteria optimization of rotary electrical discharge machining process. J. Phys. Conf. Ser. 2015, 662, 012023. DOI:10.1088/1742-6596/662/1/012023 [Google Scholar]
- Abedi E, Daneshmand S, Karimi I, Lotfi Neyestanak AA. Analysis of the influence of electrical discharge machining parameters on surface roughness of CK45. J. Electrochem. Sci. Technol. 2015, 6, 131–138. DOI:10.5229/JECST.2015.6.4.131 [Google Scholar]
- Nair S, Dutta A, Narayanan R, Giridharan A. Investigation on EDM machining of Ti6Al4V with negative polarity brass electrode. Mater. Manuf. Process. 2019, 34, 1824–1831. DOI:10.1080/10426914.2019.1675891 [Google Scholar]
- Shi K, Zhang H, Gu Y, Liang Z, Zhou H, Liu H, et al. Electric spark deposition of antibacterial silver coating on microstructured titanium surfaces with a novel flexible brush electrode. ACS Omega 2022, 7, 47108–47119. DOI:10.1021/acsomega.2c06253 [Google Scholar]
- Das S, Paul S, Doloi B. Feasibility investigation of neem oil as a dielectric for electrical discharge machining. Int. J. Adv. Manuf. Technol. 2020, 106, 1179–1189. DOI:10.1007/s00170-019-04736-5 [Google Scholar]
- Das S, Paul S, Doloi B. A sustainable die-sinking electrical discharge machining of Ti6Al4V using Jatropha bio-dielectric. In Advances in Modern Machining Processes; Shunmugam MS, Doloi B, Ramesh R, Prasanth AS, Eds.; Springer: Singapore, 2023. DOI:10.1007/978-981-19-7150-1_1 [Google Scholar]
- Wu X, Liu Y, Zhang X, Dong H, Zheng C, Zhang F, et al. Sustainable and high-efficiency green electrical discharge machining milling method. J. Clean. Prod. 2020, 274, 123040. DOI:10.1016/j.jclepro.2020.123040 [Google Scholar]
- Boopathi S. An extensive review on sustainable developments of dry and near-dry electrical discharge machining processes. J. Manuf. Sci. Eng. 2022, 144, 050801. DOI:10.1115/1.4052527 [Google Scholar]
- Srinivas VV, Ramanujam R, Rajyalakshmi G. Application of MQL for developing sustainable EDM and process parameter optimisation using ANN and GRA method. Int. J. Bus. Excell. 2020, 22, 431–450. DOI:10.1504/IJBEX.2020.111476 [Google Scholar]
- Nieslony P, Wojciechowski S, Gupta MK, Chudy R, Krolczyk JB, Maruda R, et al. Relationship between energy consumption and surface integrity aspects in electrical discharge machining of hot work die steel. Sustain. Mater. Technol. 2023, 36, e00623. DOI:10.1016/j.susmat.2023.e00623 [Google Scholar]
- Yadav A, Singh Y, Singh S, Negi P. Sustainability of vegetable oil based bio-diesel as dielectric fluid during EDM process—A review. Mater. Today Proc. 2021, 46, 11155–11158. DOI:10.1016/j.matpr.2021.01.967 [Google Scholar]
- Ming W, Xie Z, Cao C, Liu M, Zhang F, Yang Y, et al. Research on EDM performance of renewable dielectrics under different electrodes for machining SKD11. Crystals 2022, 12, 291. DOI:10.3390/cryst12020291 [Google Scholar]
- Ramasubbu N, Ramabalan S. Experimental feasibility study of coconut oil for sustainable electrical discharge machining on Hastelloy B2. Sādhanā 2023, 48, 137. DOI:10.1007/s12046-023-02211-2 [Google Scholar]
- Supawi A, Ahmad S, Talib N, Lee WK, Ho FH, Mohd Joharudin NF. Electrode wear rate on electrical discharge machining of titanium alloys (Ti–6Al–4V) at different peak current and pulse duration by using modified RBD palm oil as dielectric fluids. Int. J. Integr. Eng. 2022, 14, 1–8. DOI:10.30880/ijie.2022.14.08.001 [Google Scholar]
- Grigoriev SN, Volosova MA, Okunkova AA, Fedorov SV, Hamdy K, Podrabinnik PA. Elemental and thermochemical analyses of materials after electrical discharge machining in water: Focus on Ni and Zn. Materials 2021, 14, 3189. DOI:10.3390/ma14123189 [Google Scholar]
- Okunkova AA, Volosova MA, Kropotkina EY, Hamdy K, Grigoriev SN. Electrical discharge machining of alumina using Ni–Cr coating and SnO powder-mixed dielectric medium. Metals 2022, 12, 1749. DOI:10.3390/met12101749 [Google Scholar]
- Ming W, Shen F, Zhang G, Liu G, Du J, Chen Z. Green machining: A framework for optimization of cutting parameters to minimize energy consumption and exhaust emissions during electrical discharge machining of Al 6061 and SKD11. J. Clean. Prod. 2021, 285, 124889. DOI:10.1016/j.jclepro.2020.124889 [Google Scholar]
- Gugulothu B, Mohana Rao GK, Bezabih M. Grey relational analysis for multi-response optimization of process parameters in green electrical discharge machining of Ti-6Al-4V alloy. Mater. Today Proc. 2021, 46, 89–98. DOI:10.1016/j.matpr.2020.06.135 [Google Scholar]
- Kumar S, Singh A. Multi-objective optimization of powder mixed green-EDM parameters on machining of HcHcr steel using an integrated MCDM approach. In Advances in Modern Machining Processes: Proceedings of AIMTDR 2021; Shunmugam MS, Doloi B, Ramesh R, Prasanth AS, Eds.; Springer: Singapore, 2023. DOI:10.1007/978-981-19-7150-1_17 [Google Scholar]
- Das S, Deb Barma J. Eco-friendly dielectric mediums for sustainable EDM: A comprehensive review. Acad. J. Manuf. Eng. 2022, 20, 31–42. [Google Scholar]
- Gupta V, Singh P, Singh B, Mishra RK. Vegetable oil based dielectric fluids for electrical discharge machining process: Advancements and challenges. Mater. Today Proc. 2022, 62, 3129–3132. DOI:10.1016/j.matpr.2022.03.395 [Google Scholar]
- Bhardwaj S, Jawalkar CS, Kant S. A review on dielectric issues and sustainable alternatives in electric discharge machining. In Advances in Modelling and Optimization of Manufacturing and Industrial Systems: Select Proceedings of CIMS 2021; Singh RP, Tyagi M, Walia RS, Davim JP, Eds.; Springer: Berlin/Heidelberg, Germany, 2023. DOI:10.1007/978-981-19-6107-6_6 [Google Scholar]
- Khan MY, Rao PS, Pabla BS, Ghotekar S. Innovative biodiesel production plant: Design, development, and framework for the usage of biodiesel as a sustainable EDM fluid. J. King Saud Univ. Sci. 2022, 34, 102203. DOI:10.1016/j.jksus.2022.102203 [Google Scholar]
- Xu M, Cheng X, Song E. Adaptive pulse power supply design for efficient green electrical discharge machining. In Proceedings of the 2021 5th International Conference on Robotics and Automation Sciences (ICRAS), Wuhan, China, 11–13 June 2021; pp. 1–6. DOI:10.1109/ICRAS52289.2021.9476388 [Google Scholar]
- Gowri NV, Dwivedi JN, Krishnaveni K, Boopathi S, Palaniappan M, Medikondu NR. Experimental investigation and multi-objective optimization of eco-friendly near-dry electrical discharge machining of shape memory alloy using Cu/SiC/Gr composite electrode. Environ. Sci. Pollut. Res. 2023, 30, 107498–107516. DOI:10.1007/s11356-023-26983-6 [Google Scholar]
- Pellegrini G, Ravasio C. A sustainability index for the micro-EDM drilling process. J. Clean. Prod. 2020, 247, 119136. DOI:10.1016/j.jclepro.2019.119136 [Google Scholar]
- Singh R, Singh RP, Trehan R. Sustainable engineering approaches used in electrical discharge machining processes: A review. In Sustainable Environment and Infrastructure: Proceedings of EGRWSE 2019; Reddy KR, Agnihotri AK, Yukselen-Aksoy Y, Dubey BK, Bansal A, Eds.; Springer: Berlin/Heidelberg, Germany, 2021. DOI:10.1007/978-3-030-51354-2_5 [Google Scholar]
- Tran VT, Le MH, Vo MT, Le QT, Hoang VH, Tran N-T. Optimization design for die-sinking EDM process parameters employing effective intelligent method. Cogent Eng. 2023, 10, 2264060. DOI:10.1080/23311916.2023.2264060 [Google Scholar]
- Viswanth VS, Ramanujam R, Rajyalakshmi G. Performance study of eco-friendly dielectric in EDM of AISI 2507 super duplex steel using Taguchi–fuzzy TOPSIS approach. Int. J. Product. Qual. Manag. 2020, 29, 518–541. DOI:10.1504/IJPQM.2020.106425 [Google Scholar]
- Camposeco-Negrete C. Analysis and optimization of sustainable machining of AISI O1 tool steel by the wire-EDM process. Adv. Manuf. 2021, 9, 304–317. DOI:10.1007/s40436-021-00353-2 [Google Scholar]
- Sana M, Farooq MU, Anwar S, Haber R. Predictive modelling framework on the basis of artificial neural network: A case of nano-powder mixed electric discharge machining. Heliyon 2023, 9, e22508. DOI:10.1016/j.heliyon.2023.e22508 [Google Scholar]
- Ong P, Chong CH, bin Rahim MZ, Lee WK, Sia CK, bin Ahmad MAH. Intelligent approach for process modelling and optimization on electrical discharge machining of polycrystalline diamond. J. Intell. Manuf. 2020, 31, 227–247. DOI:10.1007/s10845-018-1443-6 [Google Scholar]
- Salem A, Hegab H, Rahnamayan S, Kishawy HA. Multi-objective optimization and innovization-based knowledge discovery of sustainable machining process. J. Manuf. Syst. 2022, 64, 636–647. DOI:10.1016/j.jmsy.2022.04.013 [Google Scholar]
- Davim JP. (Ed.) Nonconventional Machining; De Gruyter: Berlin, Germany, 2023; pp. 139–170. DOI:10.1515/9783110584479 [Google Scholar]
- Davim JP. Perceptions of Industry 5.0: Sustainability Perspective. BioResources 2025, 20, 15–16. DOI:10.15376/biores.20.1.15-16 [Google Scholar]
- Davim JP. Sustainable and intelligent manufacturing: Perceptions in line with 2030 agenda of sustainable development. BioResources 2024, 19, 4–5. DOI:10.15376/biores.19.1.4-5 [Google Scholar]