1. Introduction
The rapid development of petroleum exploitation, petrochemical, pharmaceutical, metallurgy, textile and food industries has produced a large amount of oily wastewater, and how to treat oily wastewater quickly and efficiently is a research hotspot [
1]. With the development of oil exploration, production and refining, the harm caused by water pollution has gradually increased. With the increasing amount of oily wastewater in the world, the consequences and impacts of sewage discharge into the environment have become an important environmental issue of people’s concern, and the research of oil-water separation technology has become an important area of concern in all countries around the world. The discharge of a large amount of oily sewage has caused serious pollution of water resources, caused serious harm to nature and human beings, and also posed a serious threat to industry and agriculture [
2,
3].
If oilfield sewage is not treated and utilized, arbitrary discharge will inevitably bring serious consequences, not only wasting water resources and crude oil, but also seriously polluting the environment. Currently, three primary treatment methods exist for oil production wastewater: (1) discharge after meeting standard requirements, (2) treatment to meet reinjection water standards for water injection mining or waste formation injection, and (3) utilization preparation water for polymer flooding solution.
Conventional oily wastewater treatment methods include gravity sedimentation, air flotation, centrifugal separation, ultrasonic treatment and electrochemical processes. However, these methods exhibit low separation efficiency, high operational costs, and potential secondary pollution [
4,
5,
6]. In order to improve the treatment efficiency of oily wastewater, new treatment processes and separation methods are continuously being studied both domestically and internationally. Based on oil-water separation technology, high-efficiency oil-water separators are being developed, and multifunctional integrated oil-water treatment equipment—such as hydrocyclones and combined high-efficiency oil-water separators—is also being investigated. Although there is a certain improvement in equipment and technology, it is mainly concentrated in the traditional treatment process, which increases the treatment cost to a certain extent and cannot be widely used. Consequently, innovate method for efficient oily wastewater treatment is urgently needed [
7,
8].
Membrane separation technology has emerged as a promising approach for oily wastewater treatment, offering advantages of high degreasing efficiency and operational simplicity [
9,
10,
11]. Membrane separation technology operates with low energy consumption and does not require any chemical additives. The membrane’s selective permeability enables the effective separation of oily wastewater. The process is simple, offers high economic benefits, and is suitable for large-scale applications. In the process of separation and treatment of oily wastewater, due to the complex situation of oily wastewater, high oil content, alkalinity, high temperature and other characteristics, there are high requirements for the material and performance of the separation membrane.
As the core of membrane separation technology, the membrane has a hydrophilic and hydrophobic nature, surface properties and solute-solute interaction that affect the membrane separation effect. When using polymer membranes for treatment, hydrophobic membranes, which are composed of olefin polymers, have been highly studied in the past and are effective in removing small amounts of water impurities from oil. However, in the treatment of oilfield produced water or oily wastewater, due to the high oil content and high viscosity, oil molecules are more likely to adsorb on the surface of the hydrophobic polymer membrane than other organic pollutants, resulting in membrane pollution [
12]. Water passes through the hydrophobic membrane as permeate, while impurities such as oil remain on the membrane surface. This quickly leads to “concentration polarization”, causing severe membrane fouling. Additionally, oil molecules tend to coalesce within the pores of the hydrophobic membrane, blocking water passage and resulting in a sharp decline in water flux. This kind of oil adsorption pollution is often irreversible, so it is necessary to explore new separation membranes or hydrophilic or even superhydrophilic modification of separation membranes, in order to effectively separate oilfield produced water or oily wastewater [
13,
14,
15].
Current methods for preparing superhydrophilic/oleophobic materials can be categorized into three approaches: surface coating, chemical surface grafting and blending modification [
16,
17,
18]. The surface coating method is the simplest method to improve the hydrophilic effect of the film surface, through the direct or indirect way of coating or precipitating a hydrophilic substance with a specific functional group on the surface of the film, so that the surface of the film forms a hydrophilic layer, and then improves the hydrophilic effect of the membranes [
19,
20].
Polyimide membranes have the advantage of high strength and designable structure. PI membranes can be designed from the molecular structure to solve the problem of wettability (hydrophilic and oleophobic). Different pore forming methods (template method, phase transfer method, electrospinning method, stretching method,
etc.) can be used to construct pores, pore size, porosity,
etc. are easy to control, and different pore structures can be designed according to the change of emulsion particle size, and at the same time meet the requirements of high separation efficiency with large flux [
21,
22].
The work described here uses the electrospinning method to produce a porous membrane with a suitable pore size. Polyimide membranes prepared by electrospinning show a uniform thick fiber nanostructure on the surface. In the following study, the porosity, surface rough, and pore size distribution of the polyimide membrane were explored with increasing polymerization time, and the effects on the separation efficiency of the membrane were investigated.
2. Experimental Section
2.1. Materials
Diamines in the polyimide 4,4′-diaminodiphenyl ether, and diamino-N-methyldiethylamine, and pyromellitic dianhydride; and anhydrides 3,3′,4,4′-biphenyltetracarboxylic dianhydride, diphenyl ether tetraic acid dianhydride, and 1,3-propanesulfonolactone.
2.2. Polymerization
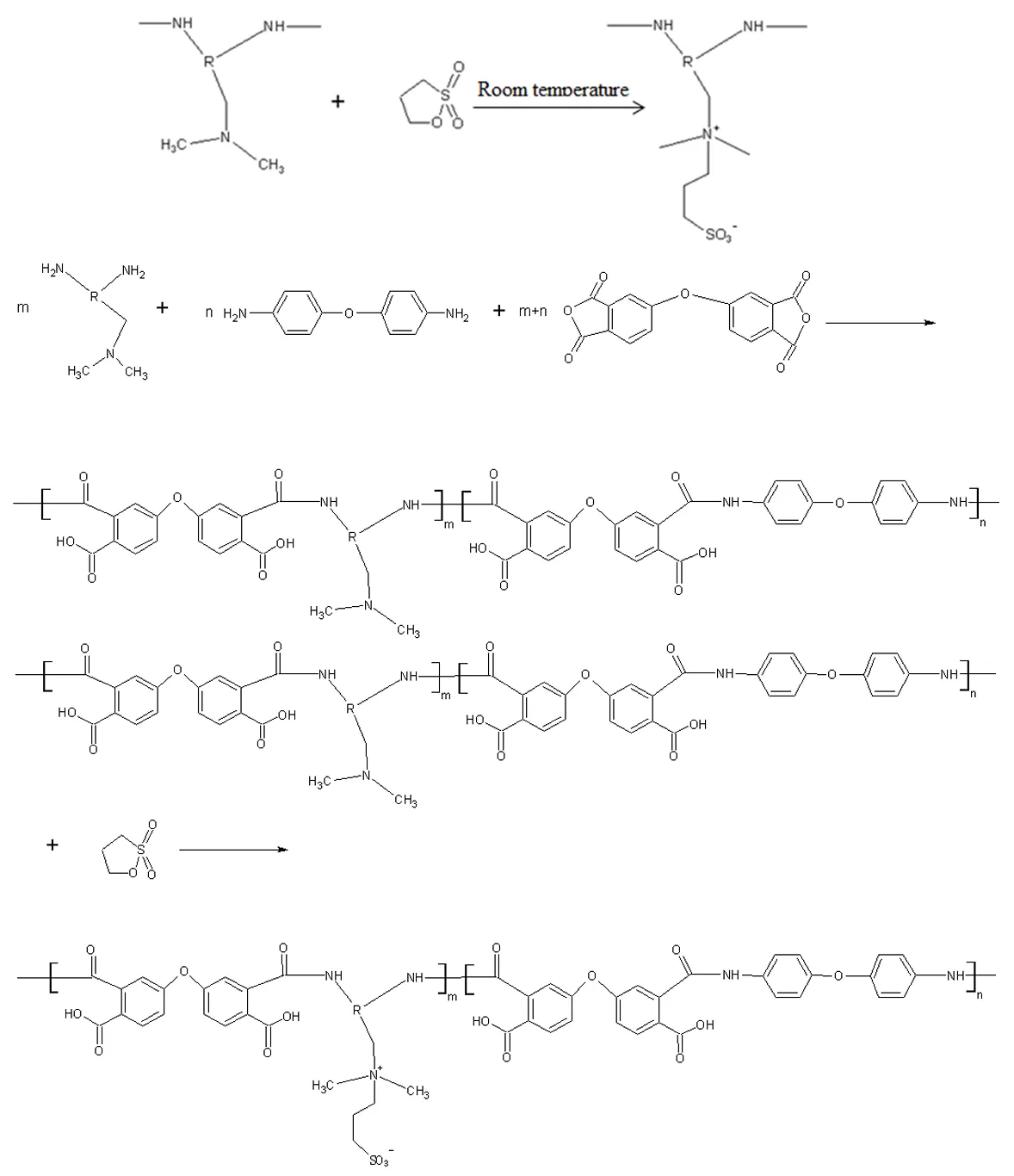
Fabrication of the hydrophilic polyimide membranes which the preparation process of introduction sulfonic acid groups into PI membranes. shows the synthetic route for the hydrophilic polyimide membranes, which includes electrospinning and the template method. The process starts with the fabrication of a polyamide acid solution.
. The preparation process of the introduction of sulfonic acid groups in PI.
15 mL of the solution was taken and placed in a syringe fixed to the electrospinning machine. The process parameters for electrospinning the membrane are as follows: voltage 16 kV; fiber solidification distance 15 cm; jet speed 0.8 mL/min; the receiving speed of the collector was set at 200 r/min. The electrospun membrane was then placed in an oven. Polyamide acid was heated in an oven to form polyimide membranes.
2.4. Membrane Formation by Template Method
A certain size of Al
2O
3 was added to the polyamic acid solution during the polymerization process of polyimide. Al
2O
3 particles were surface treated with aminosilane coupling agents and linked to the polyimide backbone by
in-situ polymerization, and could be stably dispersed in the polymer system during the film molding process. The template was removed with hydrochloric acid to form a dimensionally stable porous membrane material. Polyamide acid was heated in an oven to form polyimide membranes.
2.5. Membrane Characterization
Fibrous membrane was prepared by using an electrospinning machine (SS series, Beijing, China), HD2015W electricrer (Beijing, China), and KQ500E ultrasonic instrument (Beijing, China). The surface morphology of the membrane was characterized by using a scanning electron microscope (SEM; J-6700F, Tokyo, Japan). Mechanical properties were analyzed at room temperature by using a film stretching tester (Byko-Drive automatic film coater Shanghai, China). The wettability of the membrane surface was tested by using a contact angle measuring instrument (Model GW-360A, Shanghai, China). The thermodynamic properties of the membrane were shown by using a differential scanning calorimeter (Model NETZSCH DSC404, Berlin, Germany).
3. Results and Discussion
3.1. Mechanism of Polyimide Hydrophilic Membrane
Through the molecular structure design, starting from the molecular structure of the monomer, the hydrophilic structure of the polyimide film containing the sulfonic acid group was synthesized through the quaternary ammonium salt reaction. This hydrophilic film not only possesses the excellent solvent resistance and high-temperature resistance of polyimide, but also exhibits good hydrophilicity. The mechanism is illustrated in
.
. Mechanism diagram of polyimide hydrophilic membrane.
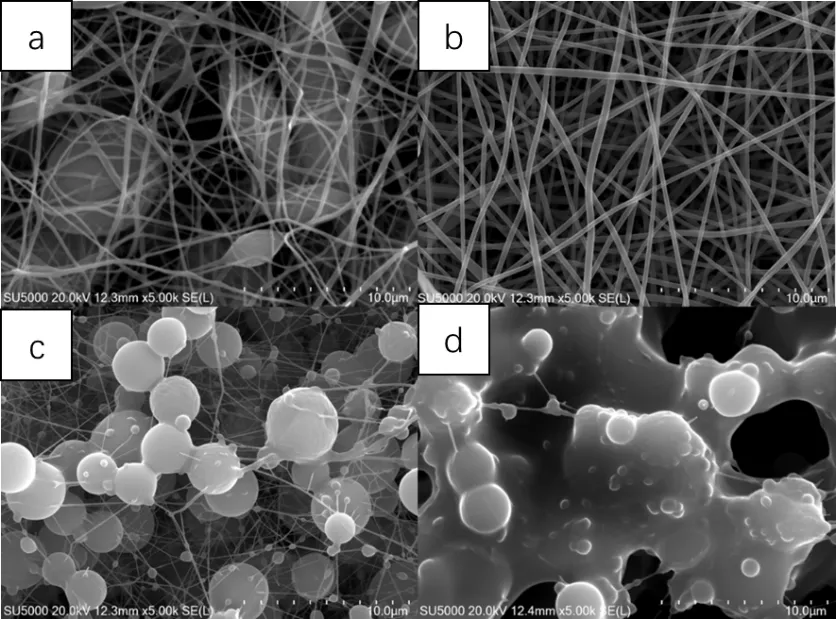
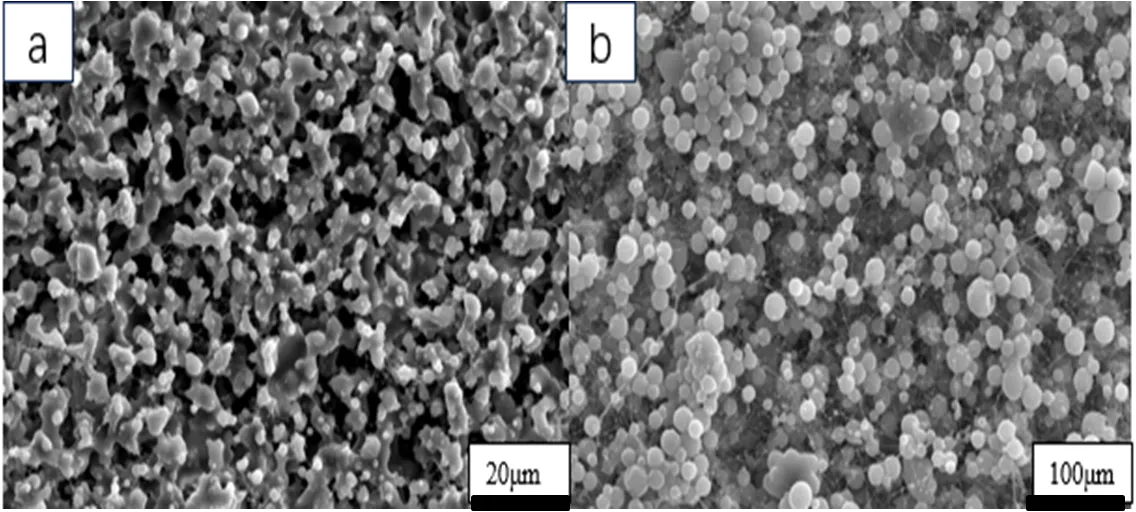
The surface morphology of the polyimide membrane was investigated by SEM. The surface of the polyimide membrane prepared by electrospinning shows uniform thick fibers micro-nano structure (
a). It is shown that as the polymerization time increases, the porosity of polyimide membrane; these changes in surface roughness and porosity may affect the separation efficiency of the membrane. According to
b, the fibers in the electrospinning process were distributed in warp and weft, and according to
a–d, it can be seen clearly that many pore sizes were distributed on the surface of the membrane; it was indicated that the membrane prepared was porous.
. SEM images of electrostatic porous membrane: (<b>a</b>) ODA-ODPA, (<b>b</b>) IL-ODA-ODPA (<b>c</b>) ILODA-ODPA/PVP, (<b>d</b>) ILODA-ODPA/PVP-SO<sub>3</sub><sup>−</sup>.
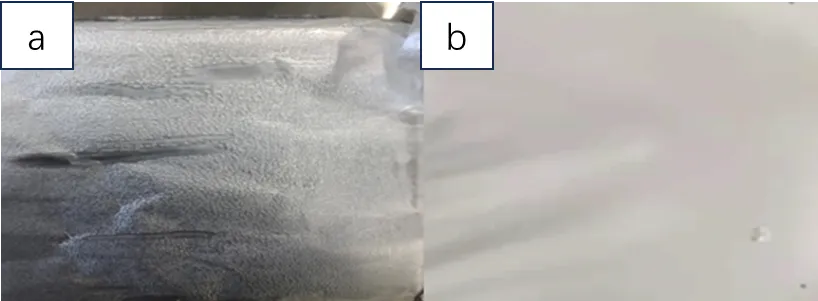
As shown in
, after the process was adjusted, the membrane surface was shown to be more uniform and smoother than before. The process parameters were finalized: the spinning voltage was 3 kv, the positive pressure was 18 kv, and 20 kv. The spinning distance was 18 cm, 20 cm, 25 cm, and the propulsion speed was 0.5 mm/min. Under this process condition, a non-woven membrane material with a relatively uniform state and good condition could be spun. Moreover, in
, we used the gravimetric method to soak the membrane in an ethanol solution and measured the changes before and after soaking to calculate the porosity. The results show that when the ionic liquid is added, both the porosity and pore size of the spun fiber increase. This is because the ionic liquid increases the internal charge density of the solution, and the fiber tends to stretch more during the electrospinning process, thus forming finer fibers, and the addition of PVA also improves the viscosity of the solution. Porosity increased from 7.09% to 19.02%.
. Photos of electrostatic porous membrane adjustment of process parameter: (<b>a</b>) before and (<b>b</b>) after.
.
Pore size and porosity of different films.
| Membranes |
Basic Weight (g/m2) |
Membrane Pore Size Measurement (μm) |
Porosity (%) |
| 1 |
25.7 |
0.35 |
7.09 |
| 2 |
22.6 |
0.46 |
17.48 |
| 3 |
28.9 |
0.48 |
19.02 |
The mechanical properties of micro-porous separation membrane prepared by the electrospinning method were tested, and it was found that the mechanical strength of the micro-porous membrane with increased pore size on the original hydrophilic membrane by using the electrospinning method did not change significantly, and the structure still existed stably after a long time of immersion experiment.
According to the test standard, a number of strips of membrane with a length of 15 cm and a width of 1.5 cm were cut, the tensile test was carried out at a speed of 500 mm/min, and the mechanical properties test results of the micro-porous separation membrane prepared by thespinning method are shown in
. The results show that there is no obvious change in the mechanical strength of the film prepared by the electrospinning method due to the presence of ionic liquid, but only slightly higher, and the mechanical strength of the micro-porous separation membrane has reached an average of 75 MPa.
.
Mechanical test values of different polyimide microporous membranes.
| Membranes |
Tests |
Thickness(mm) |
Tension(N) |
Strength(MPa) |
| 1 |
1 |
0.021 |
23.6 |
75.0 |
| 2 |
0.020 |
22.6 |
75.3 |
| 3 |
0.021 |
23.7 |
75.2 |
| 2 |
1 |
0.022 |
24.9 |
75.4 |
| 2 |
0.022 |
24.9 |
75.5 |
| 3 |
0.020 |
22.7 |
75.8 |
| 3 |
1 |
0.021 |
23.8 |
75.7 |
| 2 |
0.021 |
23.9 |
75.9 |
| 3 |
0.020 |
22.8 |
75.9 |
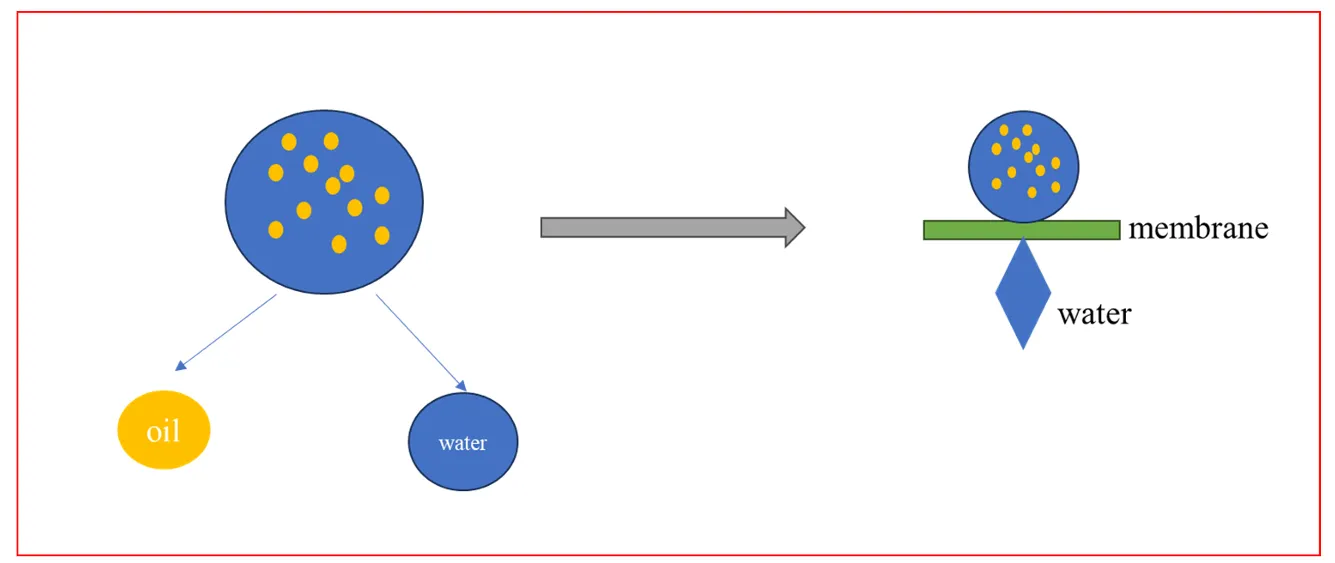
3.3. Membrane Separation Performance
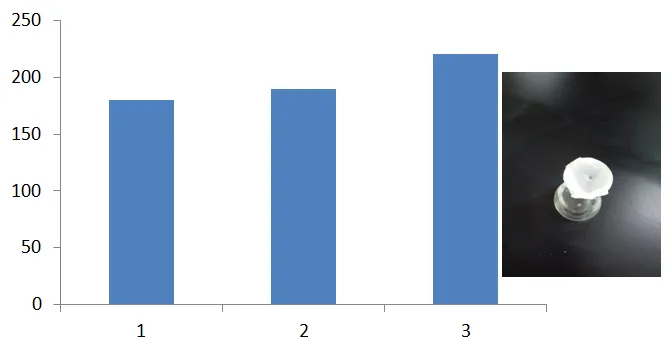
Firstly, the porous separation membrane is wetted with deionized water, and then the above oil/water mixture is poured into a conical flask with the porous separation membrane. As shown in
, the separation of water and n-hexane mixture by the porous separation membrane. Depending on the self-weight the 15 mL oil-water mixture was completely separated within 30 min. Water quickly passed through completely, while the oil was almost completely retained. The measured membrane of the microporous membrane was maintained at 180–240 L/m
2·h, as shown in
.
. Water permeability test of microporous separation membrane.
The underwater oil contact angle test of the micro-pore separation membrane prepared by the electrospinning method, the results shows that the underwater oil contact angle of micro-pore separation membrane is greater than 110°, showing a certain underwater hydrophobic property. The underwater oil contact angle of the membrane is more than 110°, showing good underwater superhydrophobicity. Due to the addition of propanesulfonic acid capric, the hydrophilic surface is promoted, and water molecules can quickly penetrate the membrane, blocking the permeation of oil molecules, thus showing better superhydrophilicity and underwater superhydrophobicity. Good hydrophilicity and superhydrophobicity also lay a good foundation for the subsequent good oil-water separation performance.
3.4. SEM Observation of Polyimide Membranes by Template Method
As shown in
, exploratory experiments were carried out using aluminium oxide powder with a particle size of 200 mesh (
a) and 1 micron (
b), respectively. The powder surface was treated; otherwise, it would settle when the polymer was formed. The membrane containing 200-mesh powder was treated with hydrochloric acid to remove the powder, resulting in larger pore sizes and allowing water to permeate under atmospheric pressure. However, the mechanical properties of the membrane were significantly reduced, and its brittleness increased significantly. The thin membrane prepared by 1 micron powder had stable mechanical properties after removal; it could not be permeable under normal pressure due to its small pore size, so it was necessary to test the transmittance under pressure.
. SEM images of pore morphology of the stencil membrane: (<b>a</b>) 200 mesh and (<b>b</b>) 1 micron.
The introduction of SO
3− structure into the polyimide system can significantly improve the hydrophilic performance of polyimide films, but due to the low thermal stability of the quaternary ammonium salt structure and the partial decomposition at 140 °C, the polyimide films containing quaternary amine salt structure are not suitable for the direct thermal imidization process. The project team designed a two-step synthesis process, that is, the polyimide containing the tertiary amine structure was first imidized to obtain the tertiary amine structure in the film material. Then the film was placed in a solution containing a certain amount of propane sulfonolactone. The quaternary amine salt reaction was used to react with the tertiary amine of the backbone, and a stable quaternary ammonium salt structure containing SO
3− functional group was formed on the surface of the film, thus avoiding the destruction and decomposition of the quaternary ammonium salt structure by the thermal imitization process.
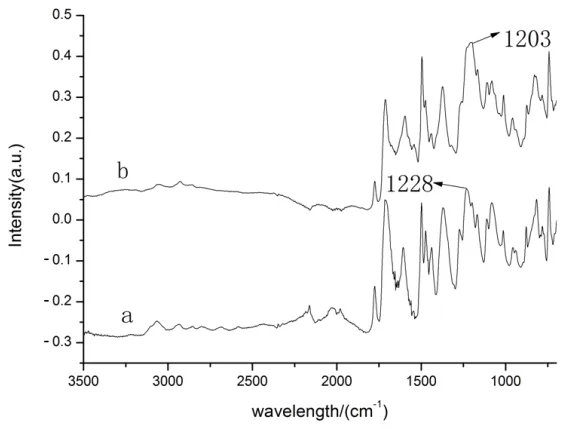
shows the infrared spectrum of the film before and after the quaternary ammonium salt reaction, and there is a sharp peak pattern at 1228 cm
−1 in curve a, which is the characteristic peak of the imine ring. In curve b, the peak at 1228 cm
−1 disappears, and an obvious expansion vibration peak appears at 1203 cm
−1, which is the expansion and contraction vibration peak of quaternary ammonium salt. It shows that the quaternary ammonium reaction has successfully occurred in the film after lactone soaking.
. FTIR spectra of the polyimide membranes:(a) before and (b) after.
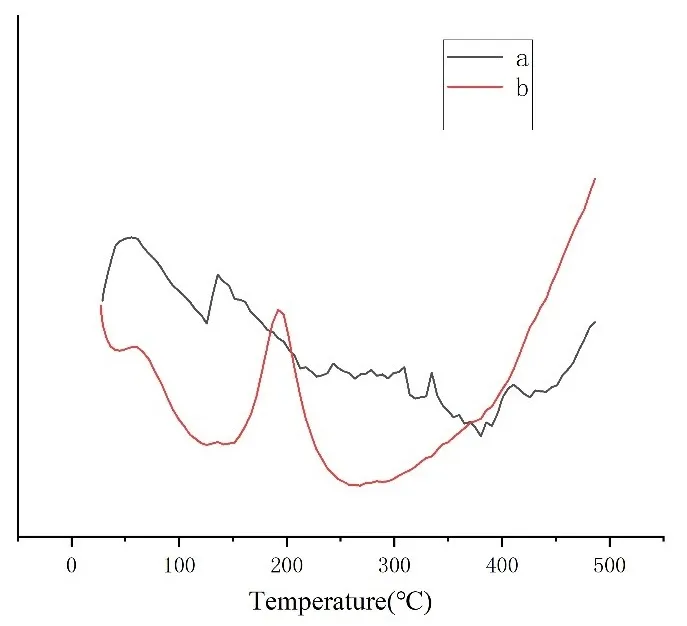
In the actual membrane water treatment, in order to cope with different treatment environments, ultrafiltration membrane materials need thermal stability and a high glass transition temperature. The polyimide material itself has high thermal stability due to its structure, which can handle the treatment of the raw material liquid at high temperature, and the viscosity of the raw liquid at high temperature is reduced, which reduces the resistance in the separation process and can improve the efficiency of ultrafiltration membrane treatment.
Analysis of the heat resistance of synthetic polymers by DSC. As shown in
, there is little difference between the polyimide films prepared by the two methods, and the glass transition temperature of the film prepared by the electrospinning method is slightly lower than that of the template method, which may be due to the presence of other groups in the film prepared by the template method, resulting in a slightly higher glass transition temperature. Ultrafiltration membranes prepared using these two polymers as membrane materials have the ability to withstand high temperatures and can be used to cope with water treatment requirements under different temperature conditions.
. Glass transition temperature of the polyimide membranes: (a) electrostatic porous and (b) template method.
As shown in
a, the addition of the original wettability to the membrane keeps the membrane-water contact angle between 75° and 80°, thus affecting the wettability of the membrane surface. When a hydrophilic group is introduced, the water droplets continue to penetrate the membrane over time; Therefore, the membrane is hydrophilic (
b,c). Therefore, sulfonic acid groups are a key factor affecting the superwettability of polyimide films. With the introduction of sulfonic acid groups, this significantly improves the wettability of the polyimide film surface.
. The water contact angle of the (<b>a</b>) PI, and polyimide membranes: (<b>b</b>) electrostatic porous and (<b>c</b>) template method.
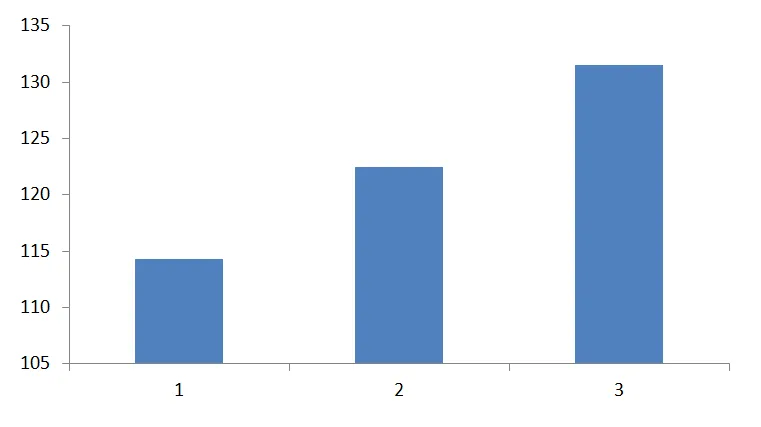
Using n-hexane as the test oil to perform underwater oil contact angle tests on three different microporous separation membranes, the results are shown in
. The underwater oil contact angle increased from 114° to 132°.
. Submerged oil contact angle test of microporous separation membrane.
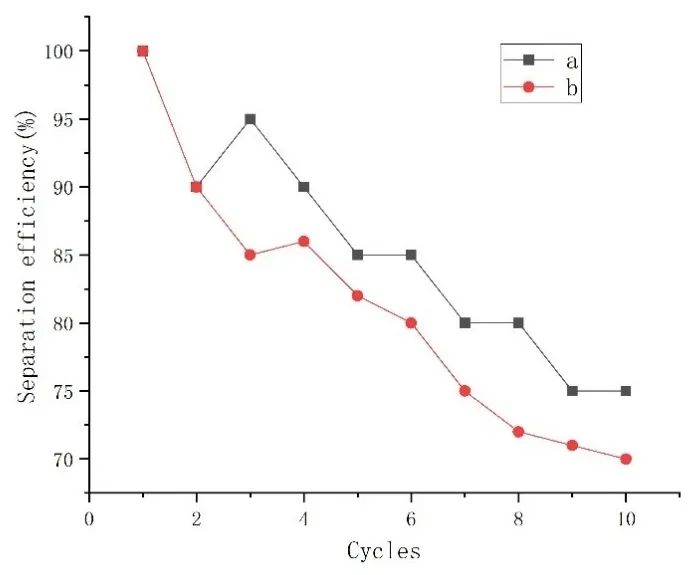
Mixtures of water with n-hexane were individually prepared. The separation efficiency of the porous membranes exhibited minimal variation after 10 consecutive cycles of petroleum ether/water emulsion (
). Electrospun patterned polyimide membrane and template method polyimide membrane were less than 75% and 70% after iterative tests, respectively, indicating that their stability and repeatability levels were very high.
. Recycling performance test of the membranes: (a) electrostatic porous and (b) template method.
4. Conclusions
The modified PI membranes prepared by the introduction of propanesulfonate lactone, electrospinning and template methods have significant hydrophilic properties compared with the pure unmodified membranes. Hydrophilic groups were introduced by introducing propane sulfonate, and PI membrane was prepared by electrospinning and the template method. The results show that introduced sulfonic acid groups reduce the contact angle of polyimide membrane from 85° to 30°. The water permeability, porosity and mechanical strength of the membrane were tested and analyzed, and the membrane showed excellent oil-water separation performance. Porosity increased from 7.09% to 19.02%. The mechanical strength of the micro-porous separation membrane has reached an average of 75 MPa. The underwater oil contact angle test of the micro-pore separation membrane prepared by the electrospinning method, the results shows that the underwater oil contact angle of the micro-pore separation membrane is greater than 110°. The underwater oil contact angle increased from 114° to 132°. Electrospun patterned polyimide membrane and template method polyimide membrane were less than 75% and 70% after iterative tests, respectively, indicating that their stability and repeatability levels were very high.
Acknowledgments
We would like to thank Kan Kan and Shumeng Zhou for their well appreciated support in analytics and Yang Wang for his assistance in material processing and preparation.
Author Contributions
Methodology, X.F. and Y.W.; Validation, K.K., Y.M. and S.Z.; Formal Analysis, X.F.; Investigation, X.Z.; Data Curation, K.K.; Writing—Review & Editing, X.F.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available from the author upon reasonable request.
Funding
This work was financially supported by the Heilongjiang Provincial Institutes Fundamental Scientific Research Business Expense (CZKYF2024-1-C005).
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
Yan X, Xiao X, Au C, Mathur S, Huang L, Wang Y, et al. Electrospinning nanofibers and nanomembranes for oil/water separation.
J. Mater. Chem. A 2021,
9, 21659–21684.
[Google Scholar]
-
2.
Zhang J, Zhang F, Song J, Liu L, Si Y, Yu J, et al. Electrospun flexible nanofibrous membranes for oil/water separation.
J. Mater. Chem. A 2019,
7, 20075–20102.
[Google Scholar]
-
3.
Gupta RK, Dunderdale GJ, England MW, Hozumi A. Oil/water separation techniques: a review of recent progresses and future directions.
J. Mater. Chem. A 2017,
5, 16025–16058.
[Google Scholar]
-
4.
Ni L, Meng J, Li X, Zhang Y. Surface coating on the polyamide TFC RO membrane for chlorine resistance and antifouling performance improvement.
J. Membr. Sci. 2014,
451, 205–215.
[Google Scholar]
-
5.
Feng L, Zhang Z, Mai Z, Ma Y, Liu B, Jiang L, et al. A super-hydrophobic and super-oleophilic coating mesh film for the separation of oil and water.
Angew. Chem. Int. Ed. 2004,
43, 2012–2014.
[Google Scholar]
-
6.
Cho WK, Kong B, Choi IS. Highly efficient non-biofouling coating of zwitterionic polymers: poly ((3-(methacryloylamino) propyl)-dimethyl (3-sulfopropyl) ammonium hydroxide).
Langmuir 2007,
23, 5678–5682.
[Google Scholar]
-
7.
Liu P, Chen Q, Liu X, Yuan B, Wu S, Shen J, et al. Grafting of zwitterion from cellulose membranes via ATRP for improving blood compatibility.
Biomacromolecules 2009,
10, 2809–2816.
[Google Scholar]
-
8.
Zhang J, Yuan J, Yuan Y, Zang X, Shen J, Lin S. Platelet adhesive resistance of segmented polyurethane film surface-grafted with vinyl benzyl sulfo monomer of ammonium zwitterions.
Biomaterials 2003,
24, 4223–4231.
[Google Scholar]
-
9.
Yu H, Kang Y, Liu Y, Mi B. Grafting polyzwitterions onto polyamide by click chemistry and nucleophilic substitution on nitrogen: A novel approach to enhance membrane fouling resistance.
J. Membr. Sci. 2014,
449, 50–57.
[Google Scholar]
-
10.
Holmlin RE, Chen X, Chapman RG, Takayama S, Whitesides GM. Zwitterionic SAMs that resist nonspecific adsorption of protein from aqueous buffer.
Langmuir 2001,
17, 2841–2850.
[Google Scholar]
-
11.
Xuan F, Liu J. Preparation, characterization and application of zwitterionic polymers and membranes: current developments and perspective.
Polym. Int. 2009,
58, 1350–1361.
[Google Scholar]
-
12.
Akhtar S, Hawes C, Dudley L, Reed I, Stratford P. Coatings reduce the fouling of microfiltration membranes.
J. Membr. Sci. 1995,
107, 209–218.
[Google Scholar]
-
13.
Zhao Y, Wee K, Bai R. Highly hydrophilic and low-protein-fouling polypropylene membrane prepared by surface modification with sulfobetaine-based zwitterionic polymer through a combined surface polymerization method.
J. Membr. Sci. 2010,
362, 326–333.
[Google Scholar]
-
14.
Wang L, Su Y, Zheng L, Chen W, Jiang Z. Highly efficient antifouling ultrafiltration membranes incorporating zwitterionic poly ([3-(methacryloylamino) propyl]-dimethyl (3-sulfopropyl) ammonium hydroxide).
J. Membr. Sci. 2009,
340, 164–170.
[Google Scholar]
-
15.
Zhang Q, Zhang S, Dai L, Chen X. Novel zwitterionic poly (arylene ether sulfone) s as antifouling membrane material.
J. Membr. Sci. 2010,
349, 217–224.
[Google Scholar]
-
16.
Liu Y, Ma C, Wang S, Guo H, Zhang B, Zhang L, et al. Fabrication and performance study of a zwitterionic polyimide antifouling ultrafiltration membrane.
Rsc. Adv. 2015,
5, 21316–21325.
[Google Scholar]
-
17.
Dickhout JM, Moreno J, Biesheuvel P, Boels L, Lammertink R, De Vos W. Produced water treatment by membranes: A review from a colloidal perspective.
J. Colloid Interface Sci. 2017,
487, 523–534.
[Google Scholar]
-
18.
Qiao X, Zhang Z, Yu J, Ye X. Performance characteristics of a hybrid membrane pilot-scale plant for oilfield-produced wastewater.
Desalination 2008,
225, 113–122.
[Google Scholar]
-
19.
Wang G, Zeng Z, Wu X, Ren T, Han J, Xue Q. Three-dimensional structured sponge with high oil wettability for the clean-up of oil contaminations and separation of oil–water mixtures.
Polym. Chem. 2014,
5, 5942–5948.
[Google Scholar]
-
20.
Zhang J, Wu L, Li B, Li L, Seeger S, Wang A. Evaporation-induced transition from nepenthes pitcher-inspired slippery surfaces to lotus leaf-inspired superoleophobic surfaces.
Langmuir 2014,
30, 14292–14299.
[Google Scholar]
-
21.
Varjani S, Joshi R, Srivastava VK, Ngo HH, Guo W. Treatment of wastewater from petroleum industry: current practices and perspectives.
Environ. Sci. Pollut. Res. 2020,
27, 27172–27180.
[Google Scholar]
-
22.
Chen H, Tang H, Duan M, Liu Y, Liu M, Zhao F. Oil–water separation property of polymer-contained wastewater from polymer-flooding oilfields in Bohai Bay, China.
Environ. Technol. 2015,
36, 1373–1380.
[Google Scholar]