1. Introduction
3D printing has advanced significantly in recent years. Its rapid emergence has led to the development of many new products in various industries [
1]. These include forming, subtractive, and additive manufacturing. Forming is a process where a work piece is molded without adding or reducing material [
2]. Subtractive manufacturing is a process that involves using tools to remove unwanted material [
3]. In additive manufacturing, the process involves adding material to a finished product [
4]. This eliminates the need for removing the material to create a finished item. Originally, the term 3D printing was associated with additive processing. But it is now commonly used as the term additive manufacturing. Conceived by computer-aided design, rapid prototyping was the first method that allowed engineers to quickly prototype physical models. The rapid emergence and evolution of physical models has driven the 3D printing market. Its continuous improvement is expected to propel the demand for end-use parts that are more customized. A major component of the printed structures market is the creation of mold forms. 3D printing is a process that allows manufacturers to produce specialized products with complex structures. In dentistry, it is becoming a promising career option due to its ability to provide patient-personalized models [
5].
Kantaros et al. [
6] share a review on 3D printing-assisted design of scaffold structures. This review compare the mechanical properties of various scaffold designs. The compressive testing results shows good properties and also be in good agreement with the computational analysis. Hajje et al. [
7] studied the 3DP titanium mechanical and physical properties and compared to properties of bone. The mechanical and physical properties were tailored by changing the binder (polyvinyl alcohol) content. The developed titanium had a porosity of 32.2–53.4% and compressive modulus of 0.86–2.48 GPa. Kantaros et al. [
8] discussed the porous Bio-Engineered scaffold for tissue regeneration. Kantaros et al. [
9] studied the fabrication process with embedded sensor in Additive manufacturing, controlling and monitoring fabricated product during its functional life.
Due to the wide variety of properties and processing approaches involved in polymer printing, it is widely used in medical applications. 3D printing is a highly desirable process because it allows the design to be built with complex structures and geometries that are not possible with traditional manufacturing processes. Stereolithography (SLA) and polyjet printing can also produce tissue scaffolds that are designed to mimic the natural structures of bone [
10]. The advantages of 3D printing over metal printing are numerous. For instance, it can avoid metal implants that can break down in the body. In addition, the rapid fabrication of polymers allows for energy absorption in equipment that require special care. 3D printing can be done using various processes such as extrusion, resin, or powder. These can provide flexibility in terms of material selection and support designs. Due to the large design space that 3D printing offers, we conducted a review to identify the most critical factors that affect the success of an application. A variety of strategies can be utilized to reduce the development of residuals has increase the speed at which photopolymers can be converted [
11].
The photopolymerization process is a process that involves the cross-linking of a polymer chain to a substrate. Various processes such as stereolithography, polyjet, and two-photon lithography are also utilized for photopolymerization [
12]. These processes can achieve high-quality images at low cost. Aside from being durable, photopolymers can also be made more resilient by developing new types of plastic or elastomers with high ductility. Although most of the AM parts exhibit anisotropic properties, the continuous liquid interphase printing (CLIP) technique can still produce parts that are almost isotropic. The increasing popularity of photopolymerization techniques has greatly affected the development of AM polymers in recent years. Various studies related to shape memory effect have also been presented in an effort to improve the understanding of anisotropic properties. Experimental and modeling studies are also conducted to study the mechanical properties of the finished products produced by photopolymerization. This type of study is still in its early stages and needs more follow-up studies to fully understand the properties of photopolymers.
Stender et al. [
13] discussed the reduction of the processing time of the product by additive manufacturing. The additive manufacturing technique saves more than 90% of the fabrication time compared to standard fabrication, and 1 cm2 lens arrays with high filling factors can be fabricated within only a few hours—a big step towards high throughput and industrial scalability. Kantaros et al. [
14] describes the emerging trends of makerspaces and outsourced 3D printing services, and examines the natural progression between them. It also investigates the reasons why individual users and enterprises have started to choose such services and the benefits acquired from this choice, that lead to the promotion of creativity, innovation, and competition. Fundamental working principles both for makerspaces and outsourced 3D printing services are being analysed. Tsaramirsis et al. [
15] reviewed modern approach towards an industry 4.0 model: starting from the driving technologies to management. It illustrate the confluence of all these technologies in a single model factory. This new factory model succinctly demonstrates the advancements in manufacturing introduced by these modern technologies, which qualifies this as a seminal industrial revolutionary event in human history.
Stender et al. [
16] defines manufacturing strategies for scalable high-precision 3d printing of structure from micro to the macro range. Kantaros et al [
17] describe the current trends and limitations in Digital Twins (DTs) for additive manufacturing, in order to provide more insights for further research on DT systems. Kantaros et al. [
18] illustrates utilization of 3D and 4D printing in sectors like aerospace, regenerative medicine and dental, and automotive to create complex geometries and parts that would be challenging or impossible to create using conventional production techniques. Furthermore, 4D printing opens up new opportunities in emerging, novel, sectors where the ability to create materials that adapt and change over time can be highly beneficial.
In order to create high-quality parts, the monomers used in photopolymerization-based printing should be relatively low to mid-viscosities. Although acrylates and epoxy monomers are commonly used in photopolymerization-based printing, other monomer types are also used as well. Due to the properties of these monomers, they can be used to achieve fast and limited depth of cure. With the use of fast curing monomers, residual remain can be utilized to promote the completion of the UV process. The use of relatively resin systems could eliminate the need for sacrificial support structures for certain parts. A similar approach is used to create support structures that can be used for a variety of materials. This method allows a permanent structure to be developed and released from the supporting material. The mechanical strength of SLA-based parts is limited by the resin’s viscosity restrictions and the preference for faster curing acrylate monomers. Since the new layer is connected with the pre-existing layer, this allows for better strength and anisotropy. Ideally, initiators should have high molar absorptivity and good irradiation efficiency.
UV-cured multi Jet printing allows for the production of complex geometries without requiring surface finishing. The UV-curable polymer materials are only applied where desired. They can also be co-deposited with a wax or other gel-like material. Due to the simultaneous availability of multiple printing heads, different colored building materials can be easily identified with respect to their spatial properties. Non-Newtonian fluids are commonly used for inks due to their viscosity. However, they can also be compensated for with various additives. Instead of using wax, objects can be formed from jetted wax and then deposited directly into investment casting applications. Numerous studies have been successfully carried out on UV-curable inks for 2D printing. They are usually composed of various additives such as photo initiators and monomers [
19]. An oil-in-water emulsion ink has been used to create well-controlled porosity in parts following the UV-curable printing process. An interconnected phase structure in the ink can allow for the formation of porous components that can be used for conductive applications. Inks can also contain various nano-fillers, such as silica, clay, and other suitable materials. These additives can provide better viscosity control and reinforced mechanical properties. A levelling blade can be used to prevent the formation of unstable layers during the UV curing stage. The printed parts can be robustly built with good mechanical properties. However, they can also be prone to wear and tear due to the build orientation. Due to the properties of the 3D printing process, the degree of mechanical properties can vary depending on the material used.
Kiselevskiy et al. [
20] focus on the recent findings achieved in the field of model-driven development of additively manufactured porous materials for the development of a new generation of bioactive implants for orthopedic applications. This review critically analyze the recent advances in the field featuring model design approaches, virtual testing of the designed structures, capabilities of additive printing of porous structures, biomedical issues of the engineered scaffolds, and so on. Special attention is paid to highlighting the actual problems in the field and the ways of their solutions. Mirkhalaf et al. [
21] reviewed the outline of the recent progress and challenges of engineering an ideal synthetic bone scaffold and to provide suggestions for overcoming these challenges through bioinspiration, high-resolution 3D printing, and advanced modeling techniques. It also provides a short overview of the progress in developing the 3D printed scaffolds for the repair and regeneration of critical size bone defects. Kantaros [
22] discussed utilization of various resources and technologies of 3D Printing in regenerative medicine. Kantaros [
23] reviewed on Bio-Inspired Materials. This aims not only to list the most important biomaterials used in these techniques but also to bring up their pros and cons in meeting the aforementioned characteristics that are vital in their use. Kantaros [
24] discussed on 4d printing. 4D printing is an exciting and rapidly advancing technology that has the potential to revolutionize the way we design and create structures. The ability to create structures that can change shape or behavior over time opens up new possibilities for a wide range of applications. As the technology continues to evolve, we can expect to see more innovative uses of 4D printing in a wide range of scientific fields such as architecture, aerospace, and biomedical engineering demanding the creation of highly complex and dynamic structures that can adapt to changing environments. Kantaros [
25] work (3D scanning, 3D printing, and CAD design software) aims to depict the added value of their combined use in a proposed workflow where a customized product needs to be developed. The geometry of an existing physical item’s geometry needs to be defined in order to fabricate and seamlessly integrate an additional component. In this instance, a 3D scanning technique was used to digitize an e-bike’s frame geometry. This was essential for creating a peripheral component (in this case, a rear rack) that would be integrated into the frame of the bicycle. In lieu of just developing a tail rack from scratch, a CAD generative design process was chosen in order to produce a design that favored both light weight and optimal mechanical behaviors. FDM 3D printing was utilized to build the final design using ABS-CF10 materials, which, although being a thermoplastic ABS-based material, was introduced as a metal replacement for lighter and more ergonomic component production. Consequently, the component was manufactured in this manner and successfully mounted onto the frame of the e-bike. The proposed process is not limited to the manufacturing of this component, but may be used in the future for the fabrication of additional peripheral components and tooling. Arif et al. [
26] discussed highlights recent advancements in different types of biopolymers, such as proteins and polysaccharides, which are employed to develop different biomedical products by using extrusion, vat polymerization, laser and inkjet 3D printing techniques in addition to normal bioprinting and four-dimensional (4D) bioprinting techniques. Kantaros et al. [
27] study explores the integration of various reinforcements, including carbon fibers, glass fibers, and nanoparticles, into the polymer matrix of FDM/FFF filaments. The utilization of advanced materials for reinforcing the filaments has led to the enhancement in mechanical strength, stiffness, and toughness of the 3D-printed parts in comparison to their pure polymer counterparts. Furthermore, the incorporation of fillers facilitates improved thermal conductivity, electrical conductivity, and flame retardancy, thereby broadening the scope of potential applications for FDM/FFF 3D-printed components. Kantaros and Ganetsos [
28] describes the pivotal role of smart materials in this transformative journey, where materials are endowed with dynamic responsiveness to biological cues and environmental changes. By delving into the innovative integration of smart materials, such as shape memory polymers and stimulus-responsive hydrogels, into additive manufacturing processes, this research illuminates the potential to engineer tissue constructs with unparalleled biomimicry. From dynamically adapting scaffolds that mimic the mechanical behavior of native tissues to drug delivery systems that respond to physiological cues, the convergence of smart materials and additive manufacturing heralds a new era in regenerative medicine.
Selective laser sintering (SLS) is a process that uses a high-pressure laser to produce semi-finished polymers [
29]. The process utilizes two energy sources. The first is used for the formation of the particles, which are then cooled to a temperature that’s above the melting point. The heated powder bed limits the energy needed to trigger the process, which avoids the large thermal distortions that usually occur during sintering. The laser produces a melt zone within a particle-bed that has a comparable radius to the vertical and horizontal dimensions. The melt zone can be loosely bound and subjected to low temperatures. It is composed of a dense core and a less dense boundary layer. When the processing conditions are right, the mechanical strength and good toughness of a given material can be achieved. One technique that can improve the mechanical properties of a material is by applying pressure in the build chamber. Most of the commercial materials used in the SLS market are polyamides, such as nylon 12, PA6, and PA10 [
30]. Other polyamides such as polystyrenes, are also being developed for use in powder form. Due to their high performance, high-heat temperatures are required to be used for the production of PEEK [
31]. This process consumes a large amount of energy and increases the production cost.
Semi-crystalline polymers are commonly used for the production of high-purity, heat-resistant, and/or transparent conductive films. They can be selected depending on their intrinsic properties. The surface of the particle is also required to be sufficiently thick to avoid inter-particle fusion. The polymers can be used to produce parts that are glassy or elastomeric. They can also be subjected to different melting temperatures to achieve the desired result. Amorphous polymers such as polystyrene tend to have weaker, more porous structures than semi-crystalline ones. However, they can be strengthened by substituting other materials. Despite their porous structure, amorphous polymers do not undergo the significant thermal contraction typically associated with crystallization. In certain cases, a more porous structure is required to provide a secondary infiltration for enhanced mechanical properties. While poly (methyl methacrylate) is commonly used in dentistry [
32], PMMA has been developed for 3D printing. Like all the polymers in the market, stocks are required to be high-grade. Due to the increasing popularity of polymers, the prices are still significantly lower than those of comparable materials. Aside from polymers, a wide range of materials such as glass, aluminum, and silica can also be used to modify the appearance of the printed parts. A study conducted by researchers at the University of California, Berkley, showed that the addition of silica to PA parts can improve their flow properties. The challenges of mixing various components in a mixed powder system are complex. For instance, the density and particle size differences involved in the production of polymers are known to affect the system’s final product. Today, the latest state-of-the-art SLS technology allows materials to have varying mechanical properties depending on their orientation and processing conditions. Although some materials are more forgiving than others, the transition from printed structures to 3D printed parts is still a bit challenging. A process known as Selective Heat Sintering (SHS) uses a thermal printhead to fuse a layer of a powdered thermo-plastic into a printed part [
33].
Despite being investigated for decades, laser-assisted melting (LAS) is not as common as extrusion or photopolymerization due to the high cost. Currently, both thermoplastics and their related composite materials can be fabricated. One of the most popular is polyamide due to their high strength and low density. Usually, these particles have spherical shapes. Through laser melting, they can be molded into various products. Laser-sintered polyamides exhibit a spherulite-like structure, which is dependent on the processing speed and power. Also, these materials have anisotropic mechanical properties due to their printing orientation and the existence of micropores. Due to the properties of these materials, their thermomechanical modeling is very useful in predicting the residual stress and distortion during the laser sintering process. Despite their properties, the modeling of AM polymers is similar to that of traditional plastics and elastomers. Due to their layered processing characteristics, AM polymers have anisotropy. This characteristic can cause the model to model the polymers’ response. The phase transitions during the processing of AM polymers are also known to cause the model to model their responses.
Due to the anisotropic properties of AM polymers, their brittle behavior is different from that of their conventional counterparts. The inter-bead bonding condition and the low interlayer strength are some of the factors that influence the strength of AM components. The degree of melting of the particles and the strength of the interlayer are also affected by the degree of porosity and interlayer strength. The properties of AM components are also studied using various techniques such as micro-CT, ultrasonic, and digital. Due to the nature of AM components, their modeling research has been very rare compared to that of metals and polymers [
34]. It is expected that the use of AM components will increase significantly in the next couple of years due to their improved mechanical properties compared to metals and polymers. In addition, AM components can be designed to have various functionalities such as heat control and actuation. This area has huge research opportunities in the near future. Although modeling for AM components is challenging, we believe that their development is already in the pipeline. A new type of active polymer is being studied for its ability to alter the shape of structures. This new material can be used for the development of robots and structures. Aside from polymers, researchers also experimented with other techniques such as printing composite materials using hydrogel. This material can be used to create structures that can change their shape due to its anisotropic expansion behavior. The modeling of the material properties of AM components is an exciting area that can help design and control the structures that they will be made from. The mechanics of AM polymers can also be utilized to design and develop parts that can meet the needs of the biomedical industry. Currently, the design-optimization of AM implants hinges on high-fidelity models. These models are used to study the degradation of the AM polymers’ mechanical properties. Aside from the implants, AM polymers are also used as scaffolds for tissue engineering. Their properties can be studied to determine how they can affect the growth and development of tissues. The mechanical properties of AM scaffolds and their cell-scaffold interactions are also studied to determine their effects on the development of tissues [
35]. This field is still in its early stages, so it will take a long time to fully understand how scaffolds can help the development of organs and tissues.
Bio-printing, which involves the printing of structures made from cells and other components, is becoming more prevalent in the field of bioengineering. Labs where bio-printing is being conducted are usually focused on creating prototype organs such as heart valves, cartilage, and joints. Through additive processing, tissue engineering could be conducted with the possibility of creating vascularized tissue constructs that are capable of sustaining and improving upon their physical properties. Aside from being printed, various physical features such as the structure of a scaffold can also be manipulated using a 3D printing process. This process is commonly used for the production of poly(lactic acid). Due to the various properties of polycaprolactone, it has been considered as a bio-compatible scaffold material. This material can be used for the creation of scaffolds for various bio-based applications.
Bio-materials are also being used in dentistry to create custom-made constructs for patients. This technology is expected to help repair soft and hard tissue injuries. Although it’s already been used for cosmetic purposes, it’s still in its early stages. Currently, 3D printing is being widely used in the cosmetic dentistry industry, such as cosmetic wax-ups and bridge mold. In the US, some dental labs are already using 3D printing to produce fixed prosthodontics and surgical guides. Based on the data collected by the patient, the guides and patterns are created using 3D printing. In addition, these products are being used in dental offices to promote the profession. Various digital scanners, such as MRI, CT, and laser scanning, can be used to create 3D models of tissues and structures, allowing them to be quickly realized. Due to the advancements in 3D printing technology, materials are being designed to produce textures and colors for teeth that are life-like. One example of this technology is the ability to produce printed structures that contain bioactive components. For instance, a 3D printing technique was used to develop a device that can prevent the growth of Staphylococcus aureus. The development of 3D printed drug delivery devices is also expected to expand the technology’s applications in the field of dentistry. A study revealed that the printed die spacers produced by 3D printing exhibited inconsistencies and inaccuracies in their dimension. Due to the increasing popularity of 3D printing in dentistry, further applications of this technology are expected to be established in the coming years.
A tissue scaffold composed of beam-based unit cells can be used for designing biological and mechanical systems. In this case, the strategy involved designing a printing process that mimics the structure of bone. The material choice was made to ensure that the scaffold’s structural integrity was maintained while maintaining its biocompatibility [
36]. Through SLA printing, the layers were created to form the complex hierarchical truss structure. The structure’s design should also take into account the uncertainties associated with the 3D printing process and its component variations.
Studies for tissue scaffolds can reveal various design strategies that can be utilized based on different material and printing process decisions. For instance, tissue scaffolds made from polycaprolactone (PCL) can have more biodegradability than those made from titanium. Also, choosing the right material can affect the structure’s topological design. For instance, printing polycaprolactone on a scaffold can be challenging since it requires the use of a truss-based structure. In most cases, the decisions related to the design, material selection, and printing process are made in a nonlinear fashion. This course aims to analyze the various factors involved in the design, material selection, and printing process of polymers for medical applications. Through reviews, the materials are compared to various materials available for different mechanical applications. This paper will cover different approaches for printing polymers. It will also discuss the various considerations involved in the printing process. This paper will gear the students who are interested in studying the various aspects of polymers for medical applications, which aims to provide a framework for researchers to improve the quality of their work in the field of medicine.
In manufacturing sectors, the product can be produced by two major methods: subtracting manufacturing and additive manufacturing. The subtracting manufacturing includes production of the product by removing or cutting or subtracting the workpiece with various cutting tools to get the desired final product. Due to this removing of the material from the workpiece, there is huge loss of materials. However, in the additive manufacturing technology the final product is obtained by layer-by-layer addition of the material instead of removing materials from the workpiece. Hence, material loss is minimized. However, the additive manufacturing technology is creating substantial change to the product manufacturing, particularly in prototyping new advanced products, with different aesthetics in visualizing abstract concepts.
During earlier manufacturing process, the system initiates with the collection of raw materials, then transformed into bulk forms and then manipulated, machined and reduced to create final perceived object form. These processes have been followed by the past few years in the production sector, as based on the application level, it has been changed. But now, the entire process has been changed from top to bottom, with the invasion of computer aided manufacturing. This technique has effectively involved the manufacturing division, to a great extent. The production process reduces the work load and lead time of the manufacturing products. Within a single limited space, a single device has completed the manufacturing process of a product. This technology is termed as additive manufacturing or 3D Printing.
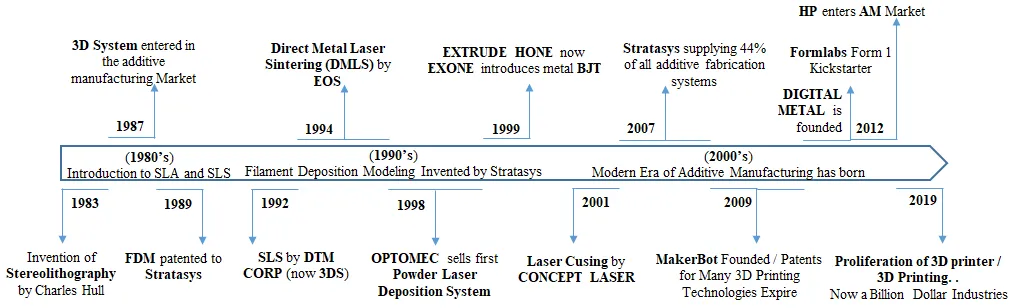
History of 3D Printing
The creation of 3D printing through the additive manufacturing process was initiated with a Japanese inventor named Hideo Kodama in the year of 1981. He invented a product that harden polymeric material with the help of ultraviolet light. This channels to the invention of stereolithography (SLA). He wrote a research article on 1980, under the proposed scheme for the conception of “Three-dimensional system” (rapid prototyping), named as ‘Automatic method for fabricating a three-dimensional plastic model with photo hardening polymer’ [
37]. The research article was followed as based on a patent work had done on 1977. But Kodama has failed to submit the full patent application to the officials, so as the published paper is considered as the historical contribution and beginning of the new era in the field of manufacturing [
38].
After few years, as based on the Kodama’s work, Charles invented SLA (stereolithographic apparatus), subsequently held the patent on 1986 [
39]. The development of SLA is known to be the beginning of commercial 3D printing technology. After that a multinational company named 3D System introduced the first commercial type SLA–3D printer to the world. After a decade, several pioneers came into this field and developed their new alternative additive manufacturing processes and commercialized through international patentship. As a continuation of the spark, Scott crump invented an alternative 3D printing modelling technology and patented the invention with his wife, and named the technological product as fusion deposition modelling (FDM) in 1989 [
40] and became the co-founder of Stratasys, Ltd. Now he is the chairman of Stratasys, and the company is producing global level additive manufacturing machines. During the starting of 1990’s, three young inventors named Deckard, Beaman, and Darrah, introduced the technology for selective laser sintering (SLS) in 1992 (US Pat., 5155324, 1992). Then very next year 4 inventors Sachs, Haggerty, Cima, and Williams, patented ‘three-dimensional printing’, now it is commonly referred to as ‘3D inkjet printing’ in 1993 (US Pat., 5204055, 1993). Finally, Feygin, Shkolnik, Diamond, and Dvorskiy, combinedly patented another rapid prototyping system named laminated object manufacturing (LOM) in 1998 (US Pat., 5730817, 1998).
The early days of 2000’s made historical changes to the manufacturing, through addictive manufacturing system. The striking alternative technology to traditional manufacturing process, hit the wide spectrum of industrial sector to great extent. Not only with the industries, but also with the scientific, educational and social activities. After the invasion of additive manufacturing (AM), it improves the productivity, and reduces the work load mostly in the automobile industries. With regard to this technology, various new terms have born—like rapid manufacturing, rapid casting and so on. The history of 3D printing is shown in Figure 1.
Figure 1. History of 3D printing.
2. Three Dimensional (3D) Printing
Generally, 3D printing or additive manufacturing is a process of making 3 dimensional solid objects, based on a digital file. The whole process initiates with a proper 3D Model. For that, the industrials begin work with the designing process, then convert the files into 3D format using printer software. Then insert the file into the printer. Thus, the product will print out.
3DP is accomplished by adding materials layer by layer form to produce the final shape of product. The printing mainly involves the use of 3D software to create the model, the created model is then imported to a slicing software (Ultimaker cura—the software may changes as based on the printer) [
47]. The model is constructed through a computer controlled, layer by layer process. The 3DP technology overcomes the limitations of conventional fabrication techniques. Among the main advantages was no pre-processing, print the product within a less time (it may changes based on the size and application), and once after the primary printing process, if needed to change the shape or size (alter the design) [
48]. It can be also possible with the help of 3D software. Here the printing follows bottom-up approach, which is guided by a computer model—obtained by slicing magnet resonance (MR) or digital data format of the defected area [
49]. Thus, the production initiates with the layer-by-layer structural form, with high structural complexity, exclusively in the case of a patient specific implants [
50]. The 3DP technique that use a layer-by-layer approach to print a product as based on a digital file, usually the products, which having small size, less weight, less number of quantities with better precision [
51]. Among the products are more functional and cost-efficient product systems, with polymer-based composites have become an important aspect throughout the manufacturing process in design and development for 3DP applications [
52]. These features have been immensely beneficial in the biomedical sector, in different applications. Not only with in vivo applications, but also with the in vitro applications [
53].
3DP market is rising all over the world, especially in the field of medical with different applications, from in vivo to in vitro. As per the review note of specialized orthopaedic surgeons, the 3DP technology is playing an important role in placing an ideal product development within quick and economical way of creating patient-precise medical products [
54]. Most importantly, the easiness to create complex structures within the product, also allows porous structured internal channels and internal structures with supporting filaments. As now, in the field of medical science, 3DP technology implemented a secured place in validating surgical tools to human implants, though this has open new opportunities in the creation of patient specific products and services especially in during the pandemic situation. The challenges occurred with the transportation and logistics owing to the distribution of biomedical devices and essential healthcare supplies within a short period of time, has been overcome with the rapid manufacturing process like 3DP processes. Though the health care and associated sectors handle the crisis on beds, and ventilators has redeployed the needs.
Medical field utilized the advantage of rapid manufacturing in immediate patient bone injury fixation with the help of materialize mimics software. Some of the factors such as flexibility, series of movements by changes in course, and practicability of 3DP process are limited [
55]. For the immediate requirement of medical applications and industrial equipment, 3DP is essential. To derive the specified, unique materials—traditional way of manufacturing may not to be possible. In such situations, the requirement of 3DP is important. Most importantly, the inconvenience occurred due to the communicating delay in between two hospitals and manufacturing companies during the production, fabrication and transportation of immediate requirement of in vitro implants (dental prosthesis) or equipment can be avoided with the implantation of 3DP technology. This may boost the production costs and generates a high-level technical demand for skilled operators [
56]. To avoid the complications during the manufacturing of medical 3DP products, Food and Drug Administration (FDA) issued a draft guidance on 2017, which helps the 3DP in medical field improves the product quality and to advance the more specified applications in health care sector [
57].
3. Different Techniques in 3D Printing
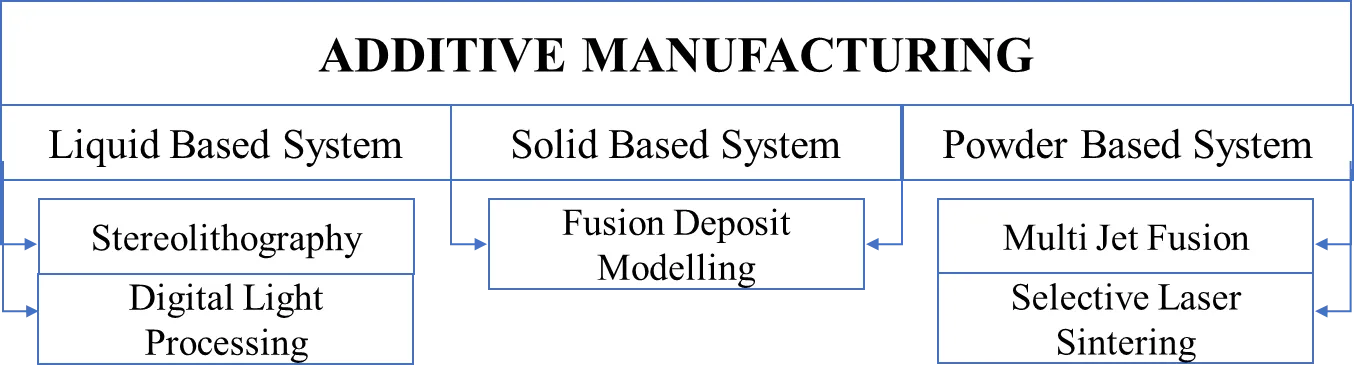
There are different types of additive manufacturing technologies that are being used in bio-medical applications (Figure 2): Stereolithography (SLA), Selective Laser Sintering (SLS), Fused Deposition Melting (FDM), Multi jet fusion (MJF), Digital light processing process (DLP) [
58].
Figure 2. Classification of Additive manufacturing.
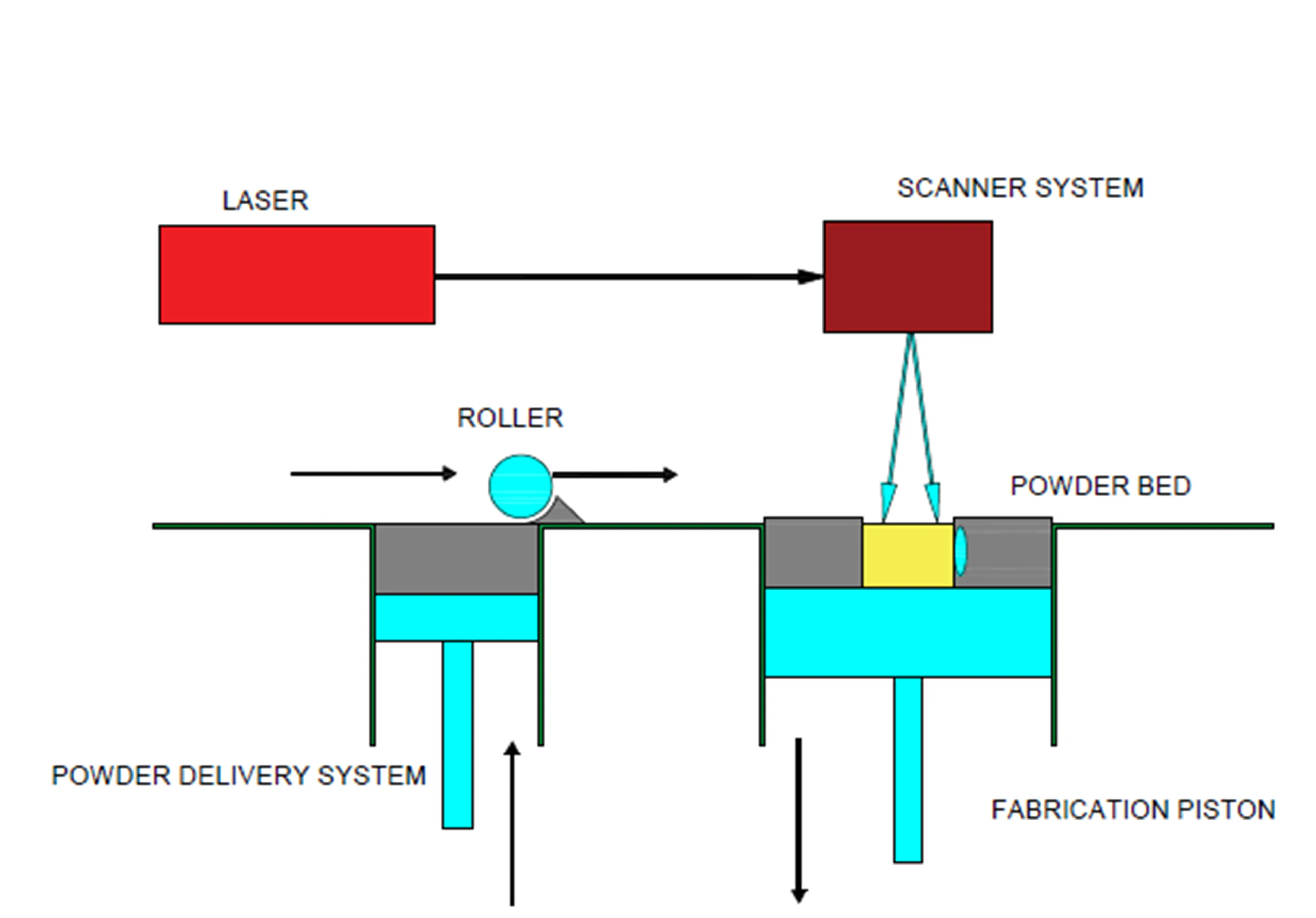
In mid of 1980, Deckward and Beaman filed a patent on SLS, which became world-wide commercialized in 1987 through DTM corporation and later on captured by 3D system during 2011. It is an additive manufacturing (AM) method that printed 3D object from CAD files [
59]. The CAD files includes geometry and dimensions of part model is first converted to STL file and send to the SLS printing machine (Figure 3). The machine uses powder material and a laser source to build the 3D print part. During the SLS printing, the powder particles layer is exposed to the laser source and selectively fused together sintered powder [
60]. The printing is carried out by solidifying a thin layer-by- layer of sintered powder particles to create 3D part model. Before sintering process, the entire bed is spread with powder material and the heating of the bed is carried out by the laser source. The bed is then heated to a temperature which is less than the melting temperature of the part material or very close to glass transition temperature in order to reduce the thermal distortion and helps in proper fusion of the sintered powder layer. The laser source heat the powder material and leads to fused together to form a solid layer. When one layer of part model is finished then suddenly the bed is lowered and immediately the powder tank which is filled with powder materials is raised. With the help of roller, a new layer of powder materials is spread over the bed and the process is repeated. The powder which are not scanned or fused by the laser source are used as support material by the next layer of powder, after completion of the fabrication process these powder are removed and recycled for the next sintering process.
SLS machine can processed a lot of materials from polymer to ceramics for industrial engineering and biomedical applications. Various types of raw materials include polycarbonate, nylon and acrylic [
61]. CO2 laser with a wavelength of 1.06 μm are commonly used laser for sintering low melting temperature materials or polymeric materials. However, for the high melting temperature materials, ND: YAG laser with a wavelength of 1.06 μm are used [
62]. In SLS machine, the powdered material should possess an appropriate particle size with spherical shape of 10–150 μm and should have excellent flow ability [
63]. The quality of the sintered 3D part model in SLS machine has been affected by various parameters like laser power, layer thickness, bed temperature, scan speed and roller speed.
SLS has lot of applications in biomedical engineering including tissue engineering scaffolds. Biodegradable Polymers like poly (vinyl alcohol) (PVA), polylactic acid (PLLA) were successfully processed as scaffolds through SLS [
64]. PCL/HA composites were fabricated for scaffolds with SLS [
65]. HA/PVA and HA/PLGA composites scaffolds were successfully fabricated with SLS method [
66].
Figure 3. Selective laser sintering (SLS).
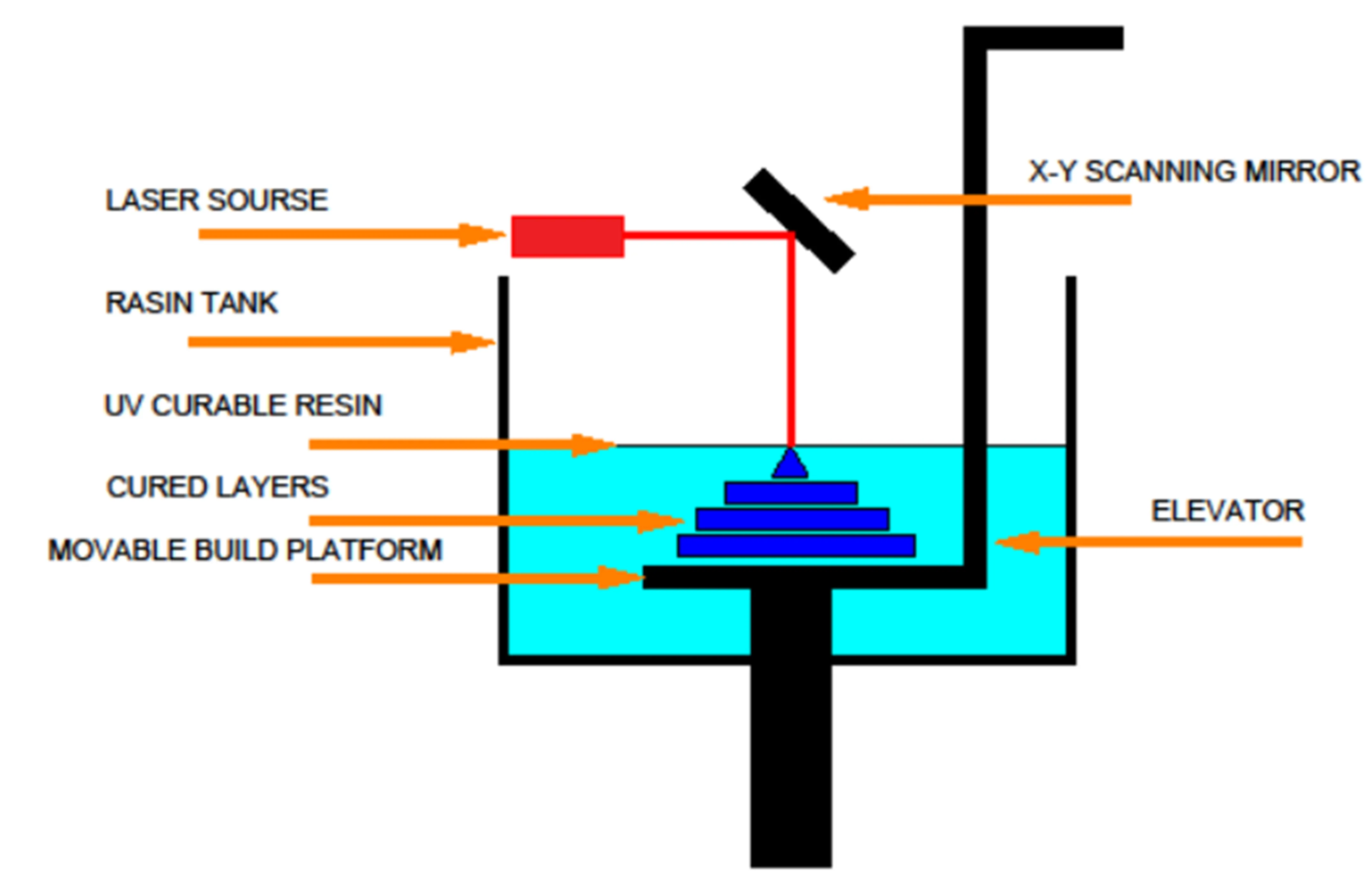
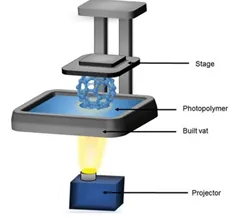
Stereolithography (SLA) is one of several methods used to create 3D-printed objects. It’s the process by which a uniquely designed 3D printing machine, called a stereolithography apparatus (SLA) converts liquid plastic into solid objects [
67]. It was first patented in 1986 by Charles Hull [
68]. It uses liquid resin, which is cured, or hardened, to form a solid object. In the SLA (Figure 4) process a liquid material called a photo-polymer is exposed to light from a laser, from a digital projector, or from another focused optical source. The radiation causes the material to solidify (or cure) where the light hits it. When the full object has been “drawn”, it is removed from the tank holding the liquid polymer. The process can be used to make whatever object we like as long as it will fit in the tank and the cured plastic is strong enough. There are other properties to take into account such as temperature, chemical resistance, toxicity, and longevity. Some cured polymers degrade when exposed to sunlight or fluorescent lights. SLAs have four main parts: a tank that can be filled with liquid plastic (photopolymer), a perforated platform that is lowered into the tank, an ultraviolet (UV) laser and a computer controlling the platform and the laser. In SLA, the object is fabricated by computer-aided design (CAD) file. The required 3D part model is designed by the 3D part modelling software, or obtained from scanning data like magnetic resonance imaging (MRI) or computed tomography (CT) and converted into Stl. file and send to the SLA machine for printing [
69].
Figure 4. Stereo lithography (SLA).
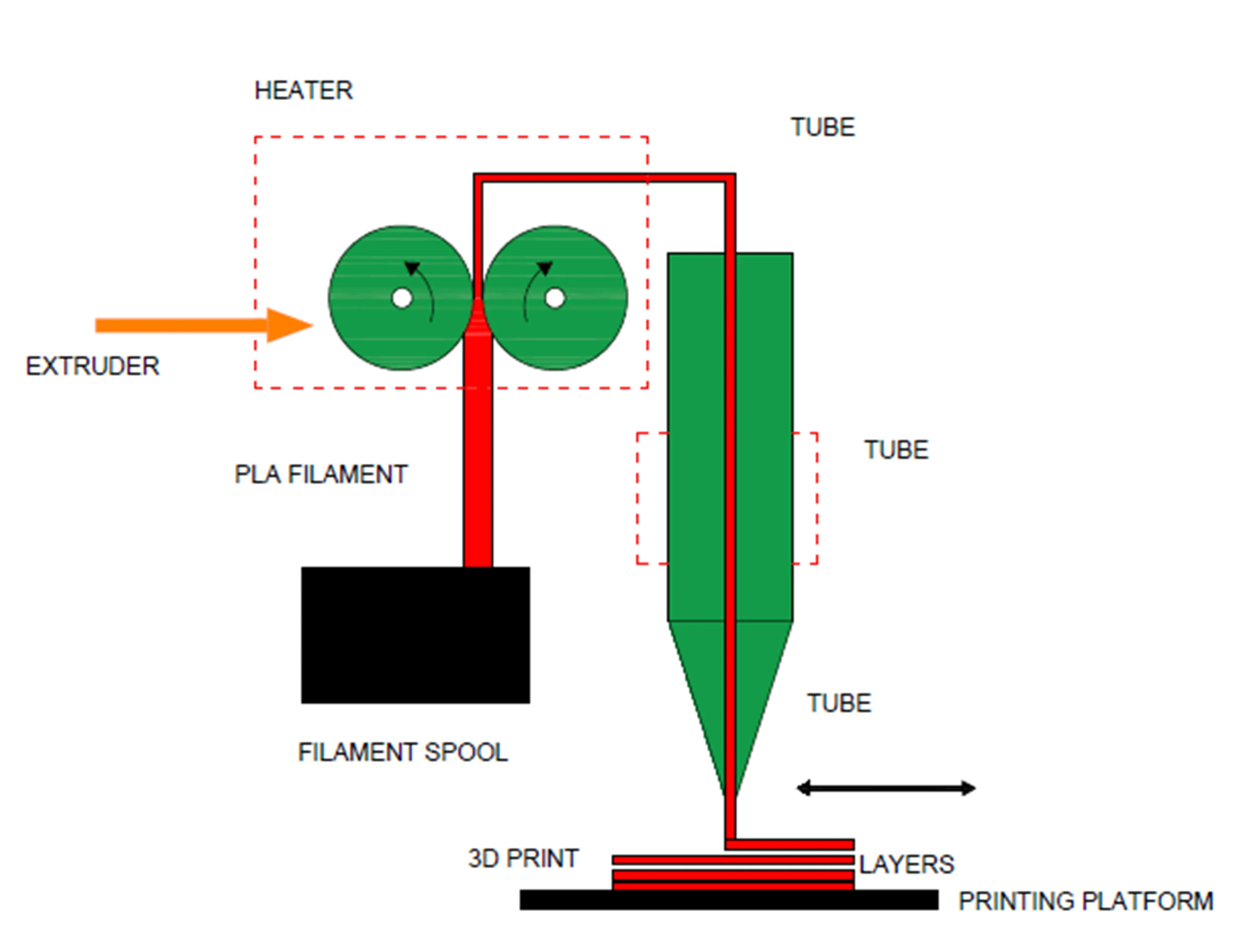
FDM (Fused Deposition Modelling) is a 3D printing technique, also called Fused Filament Fabrication (FFF) comes under the additive manufacturing process, which is used for modelling, prototyping, and production applications in various sectors. The process in FDM is built to construct 3D objects directly from 3D CAD data digital file [
70]. This technology was introduced in 1988 by Scott and Lisa. Later in 1989, Crump patented FDM technology and founded the company named Stratasys [
71]. Now, FDM has become one of the most common methods, and the most widely using 3D printing technique [
72]. Now, there are wide variation of objects printed using FDM, ranging from children’s toys to industrial parts.
The FDM (Figure 5) technique is based on the extrusion and layer-by-layer deposition of thermoplastics and polymer materials. Through the rollers the thermoplastics filaments are fed in the printer heads through the fine nozzles. The deposition takes place from the printer head to the printing bed. Every layer is composed with support material and build material. There are multiple extruders also been using to deposit the materials. Every layer is completed by lowering the printing bed and this process is followed to complete the printing process. The printed object is mechanically detached from the platform, and any support structure is either broken off, dissolved, or washed off with a suitable solvent [
73].
FDM printers and its material with support material are the cheapest among all the 3D printing techniques. This makes the FDM 3D printing technique is unique for the users [
74]. Several materials were available for different applications, but FDM is having some limitations like any other 3D printers. The filaments must have to follow some requirements like diameter, strength, temperature capacity. As well as acrylonitrile butadiene styrene (ABS), polymer, polycarbonates, polycaprolactone, polyphenyl sulfones and waxes. In Stratasys 3D printer, there are 2 main filaments and 2 supporting filaments can fix at a time. A “water-soluble” material can be used for making temporary supports while manufacturing is in progress. Among, the users itself change the filaments with different properties, in order to develop a huge variety of models and products in different applications [
75]. With the assistance of multiple nozzles, FDM can print multiple material and multiple colour 3D printing. The support structure of the FDM printers can be easily breakable, so here no require of post processing to remove the support materials [
76].
Few limitations are there in the FDM printers. The X and Y- resolution depend on the diameter of the nozzle. The diameter of the nozzle is usually 200 µm to 800 µm. For this low-resolution different defect arise like high surface roughness and staircase and chordal surface defects. Due to the absence of support dense materials and low resolution the printing very complex structures is not possible [
77]. FDM-printed objects usually have material heterogeneities, bulk defects, and low-pressure resistant seals because of poor bonding between adjacent layers and they also have low optical transparency because of the high surface roughness and heterogeneities in the layers [
78].
Figure 5. Fused deposition modelling (FDM).
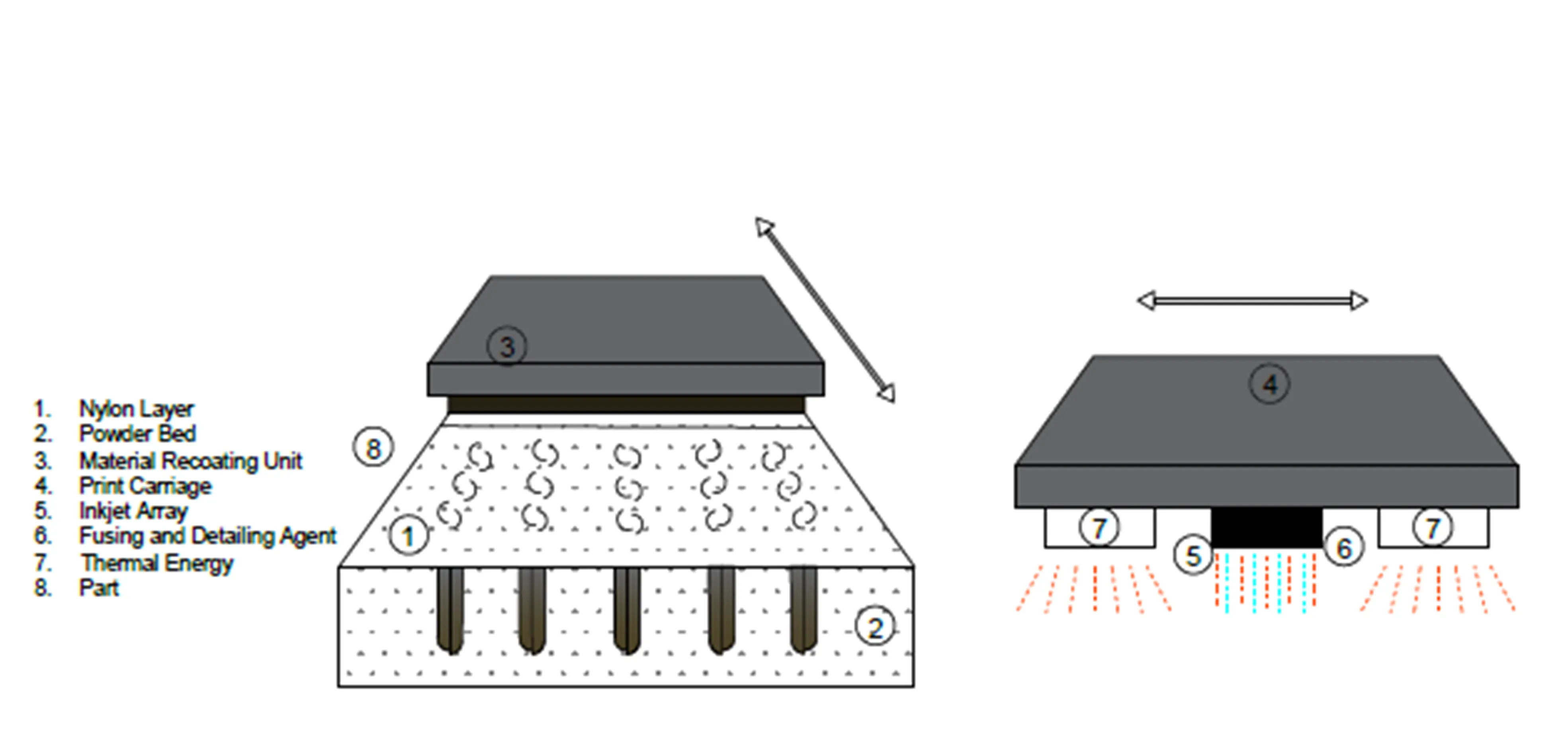
Multi Jet Fusion is another additive manufacturing process, uses fine grained particles that helps to print a 3D object with 80 microns thickness. This process is patented by Hewlett –Packard [
79]. The heating source to melt the powder material is lamps rather than lasers in other 3D printers. The product obtained from the MJF machine (Figure 6) has high density and low porosity. The post processing process of MJF is very less. The final product possesses smooth surface [
80].
Multi jet fusion 3D-printer is a powder-based technology and there is no use of laser source. It is developed by HP. It is an industrial 3D printing process that produces functional nylon prototypes and end-use production parts in as fast as 24 hours [
81].
The powder bed is uniformly heated from outside. The fusing agent is jetted over the contours, the powder particles of raw materials are molten selectively, and to improve the part resolution a detailing agent also jetted around the contours. The jetted materials capture the heat and distribute it evenly when the light passes over the powder bed surface. The layer thickness is 0.08 mm and the minimum wall thickness is 1 mm. In MJF, an array of inkjet selectively applies fusing and detailing agents across the bed of raw powder material then the powder material is fused by heating to solid layer. After each layer, the powder is spread across the bed and the process is repeated until the part is complete [
82].
Figure 6. Multi jet Fusion (MJF).
DLP technology is developed by Charles, Texas Instruments in the year 1980s [
83]. There are two common types of 3D printing technology include nozzle–based and light-based 3D printing. Extrusion printing and inkjet printing are comes under the nozzle –based 3D printing. In these methods, the printed material are extruded or jetted and accumulated on the part table [
84]. However, in the light-based 3D printing method, laser light is used for printing, includes DLP printing, Selective laser sintering (SLS), selective laser melting (SLM) [
85].
The main part in the DLP (Figure 7) is digital micro mirror device (DMD) which includes a group of micro sized controllable mirrors. The mirrors are continuously rotated during working to control the path of the light and help in projecting into photosensitive resin. The resolution of the DLP is based on the projection plane that is adjusted by DMD and lens. This method shows fast printing. The most important part of the 3D printing with DLP is materials that are basically photosensitive polymers, when they are exposed to light, they polymerize from liquid to solid [
86].
The 3D printing methods are widely used in biomedical engineering sector for the fabrication of specific medical instruments depends on patient’s disease. DLP printing techniques is used for printing both soft muscle and hard bone. This technique also used for fabricating spine-shaped phantom and oral cavity model for orthodontics [
87].
Figure 7. Digital light processing (DLP).
4. Various Steps in 3D Printing
Printing a product in 3D printer includes few steps, initiates with creation of 3D Modelling to final processing of product. The 3D printer builds products in the form of layer by layer from bottom to top engagement. 3D printing process consists of 3 important processes such as pre-processing, production and post processing process [
88]. In pre-processing, the manufacturer creates 3D models with the help of 3D software, then with the assistance of build preparation software, the model slice into different layers, and position the number of parts into printed bed. This helps to calculate the path to extrude the material, show the associated parameters necessary for the printing process including printing cost and time. Moving into second section named Production, which includes the printing process. And finally, after printing the product. It will be subjected to post processing, where, the operator breaks away the supporting material assisted in the product with the help of detergent water or with diluted chemicals. Thus, the final product is ready to use.
4.1. 3D Modelling/Pre-Processing
3-Dimensional modelling technologies and associated methods are the prime factors that influencing the growing field of 3D printers. The previous methods of 3D modelling mainly depend on the graphical representation through the construction of spatial perception. Based on the technological establishment, the current training challenges to combine the Conceive, Design, Implement, Operate (CDIO) the creation in an improved manner [
89]. Initial step in 3D modelling is to create an outline drawing of 3D digital file of an object to be print. Most of the manufacturers creating the digital model with the aid of Computer Aided Design software’s. Based on the application level and product complexity, the designing software will change. 3D modelling software like AutoCAD, Solidworks, Unigraphics NX, Thinker CAD and so on. These software helps to create novel product design as per the customer review within a minimum period of time [
90].
Some products are so difficult to design within a minimal period time, by following all the standards. In such occasions, the manufacturers or designers will suggest for scanning process. 3D scanning is a technology, which helps to convert a real product into 3D digital file within a minimal period of time. This technology is closely related to 3DP process, and widely used for reverse engineering tasks directing to industry professionals [
91]. Once the image file has displayed on the screen with the help of scanner software. Then the designer can be able to modify the 3D digital file into concerned customer’s choice. To accomplish this process, a 3D scanner is needed, for that most of the industrials using blue light scanner, manufactured by 3D Systems.
In the final step of pre-processing, the 3D digital file needs to follow some design requirements before sending to the printer. The designing for additive manufacturing (3DP) must be in proper scale, minimum wall thickness and file format. 3DP is always pointing on a single law–creation of real products from designer’s creation to make a change in the world. HEOs called heterogeneous objects, which are made of multi-materials, it consists of a variety of digital models. It will be used, when 3DP technology to build entities, including geometric models, material models, slicing models, and printing models [
92].The 3D model files designed by different CAD software has different formats. So, once after the completion of 3D design, the file format should in the form of following formats named—(.stl), (.obj), (.3mf), (.ply) [
93]. The most common 3D printing file format is STL that stands for “Standard Triangle Language” and “Standard Tessellation Language”. The reason why, the printing technology needs stl format is because of the triangular mesh (polygons), it describes the layout of a 3D object precisely. Also, while transferring files from modelling software to any other 3D viewing software or printer in the format of (.ply) or (.stl), the probability of losing data, size and accuracy is less, or maybe not.
It is not possible to forward the 3D digital file directly into the 3D printers, because most of the printers print bed size available in markets is limited. The 3D printers are creating products in layer-by-layer form. It has to be done with the slicing software available with 3D printers. Slicing means dividing the 3D model into hundreds or thousands of horizontal layers. Also, it helps to create supports to the objects which having extension and separate the file into 3 or 4 pieces—while the size of the product is more than the print bed. Once after the completion of this process, the sliced file itself generate a G-Code, copy the file or send the file through LAN connection to the printer. The printer module will recognise the language and passes the message to printing knob. G-Codes are generally use in the computer aided manufacturing systems to control computer automated machine tools like (CNC). This code is the language of machine and what we practice to interconnect with it.
4.2. 3D Printing/Processing
The very next stage to 3D modelling after slicing process is to print the product with the available entered G-Codes. The 3D printing machines consists of many moving parts, which are placed in a vacuum condition, to avoid the direct contact with oxygen. Most of the 3D printers were focused on the printing of biomedical implant, they need accurate and precise calibration and accuracy. It should be maintained within every printing period or once after the completion of processes. After the completion of inspection process, directly the printing will begin. Most of the 3D printers do not need monitoring, once the printing has begun. The printing machine will always follow the G-Code that entered through slicing software. In order to avoid complications, while printing, the printer itself show the printing time, usage of material and associated things within the printing panel. So, without sufficient main materials and supporting material, the printer should not start working. Once after the completion of printing the product (Finished product), it will be directed to post processing, which includes removal of waste parts and supporting filaments, then directly forward to post processing.
4.3. 3D Finishing/Post Processing
Starting from the removal process of supporting materials from the finished products. In some cases, as based on the build platform and types of printers using, the finishing may change. The products were printing are always based on the application. Sometimes for low precision product development period, some support extension may occur. The removal of extension part or a supporting material from a product is a technical process, which requires professional skill and specialized exposure on the field. And especially, the product must be in a controlled environment to avoid external effects like contact with foreign bodies, may the contacts will affect the surface finish. Post processing is considered as an important part of fabrication process, because the aesthetic and function of parts are always depending on the final session. Most of the printing products do not have finished surface, but it can be improved with the help of right techniques and skilled of the operator. Various techniques are available for the post processing, includes—sand blasting, painting, polishing, and other post-processing methods. The printed products always represent the print quality, this quality is not only with the mechanical property but also with the aesthetic exposures. This can be achieved by final finishing session. Post-processing is very important and time-consuming operation, while the evolution starts with the development of technologies, while it may also change the time-consuming techniques into time saving procedures.
Every product derived from 3DP processes require post printing processes to make it functional. The four foremost post-processing methods are: (1) removal of the support structure and secondary curing steps [
94]; (2) coating of surfaces for protection [
95]; (3) polishing and surface roughness improvements [
96]; and (4) treatments for changing material properties and structure shapes [
97].
5. Different Polymers Used in 3D Printing
The most common types of materials that are used in 3D printing techniques for biomedical applications are polymers. Polymer materials has great advantages over metal in respect of biodegradability and biocompatibility. Metal implants do not degrade in the body and leads to mechanical stress that cause stress shielding effect [
98]. Now a day’s polymers have wide range of application in biomedical field due to their light weight, less toxicity and remarkable properties for 3D printing [
99]. Natural polymers possess excellent cell adhesion and proliferation properties.
Medical imaging and 3D design combined with Additive manufacturing have opened up the scope for customized implants, tissue regeneration by scaffolds made from biocompatible materials, organ fabrication; creation of customized prosthetics. There are certain capabilities through which polymer material are used in 3D printing includes material processing, molecular structure and mechanical properties, bio compatibility, bio degradability, non-toxic non-hazardous, desirable mechanical properties, printability [
100]. The classification of polymer materials is presented in Figure 8.
Selection of material for biomedical engineering depends on the application of final product. For orthopaedic and dental implants, the product should have high mechanical strength, high stiffness, high fatigue strength, high wear and tear resistance and prolonged biodegradation rates. For visceral organ application, tissue engineering scaffolds, drug delivery systems: the biomaterials should be biocompatible and faster biodegradation rates [
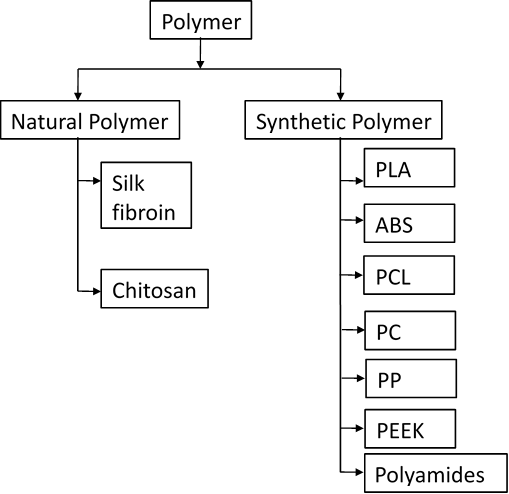
101]. Here we are going to discuss some polymer-based 3D printable biomaterials in detail by analysing their advantages and current limitations. Biocompatible polymers used for 3D printing are categorized into (1) natural polymers (2) synthetic polymers [
102].
Figure 8. Classification of Polymer materials.
Natural polymers derived from sources like plants, animals, and microorganisms. Due to their high biodegradability and high water holding capacity, scaffolds made of natural polymers are used for skin repair and regeneration purposes [
103]. Natural polymer materials are alginate, gelatin, and fibrinogen. These are water soluble in nature. These polymers can be dissolved in inorganic solvents like cell culture medium and phosphate-buffered saline to form hydro gels. The hydrogel solutions have certain viscosity which is used for 3D imprinting process .The layer-by-layer deposition of this hydrogel solution in 3D printing machine under the instruction of CAD models, facilitate cellular activities in a mild bromidic environment [
104].
5.1.1. Silk Fibroin
Fibroin is a protein, which is insoluble in nature, present in silk which are produced by various insects such as the larvae of bombay mori and many more [
105]. It is a natural biopolymer, widely implemented in the field of tissue engineering due to its biocompatibility, degradability and very low adverse reaction to the immune system of the body [
106]. There are different way to produced scaffolds from silk fibroin including 3D bio printing, electro spinning, freeze-drying [
107]. It has been used to build tissue such as skin, retina, blood vessel, cardiac tissue, bone, and cartilage [
108].
5.1.2. Chitosan
Chitosan is a linear polysaccharide, composed of deacetylate and acetylate chitin. It is made by processing the shells of shrimp and crab [
109]. However, due to its biocompatibility, nontoxicity and biodegradability properties, it has a great potential for wound dressing, tissue engineering and drug delivery. It has various advantages like hypoallergenic activity, antibacterial property, and ability to quick blood clotting, it has been used for bandages, gauge dressings, and hemostatic agents. It has hydrophilic in nature, hence applicable for cryogel and hydrogel [
110]. Scaffolds made from chitosan are fabricated with various techniques like freeze-drying, electrons pining, and 3D bioprinting. Chitosan made scaffolds has huge applications in bone tissue engineering, cardiovascular tissues, cartilage, skin and neural tissue [
111].
5.2. Synthetic Polymers
Synthetic polymers are human made polymer, mainly obtained from petroleum oil. It shows a very good printability property. The complex architecture can be easily 3D printed by using synthetic polymers. These polymers degrade by hydrolysis. The synthetic polymers used for biomedical application can be classified as bio-based, bio-derived or modified synthetic polymers [
112].
5.2.1. Polylactic Acid (PLA)
PLA is a thermoplastic polyester. It commonly obtained from corn, sugar beet, wheat, etc. It is commonly used polymers due to its biocompatibility, biodegradability, ability to dissolve in organic solvents and ease in processing [
113]. PLA has wide application in biomedical engineering such as wound healing, drug delivery, and scaffolds preparation [
114]. Scaffold preparation can be carried out by electrospinning and 3D bioprinting. Scaffolds have excellent cell proliferation [
115]. It is leading polymer used in 3D printing by FDM. It can be extruded between 190 °C to 230 °C [
116]. It also used in biomedical implants such as pins and screws. It has good compressive strength which is similar to the trabecular bone (230 MPa) [
117].
Mechanical properties of PLA may depends on the molecular weight of polymers and degree of crystallinity [
118]. Improved mechanical properties of PLA can be achieved with semi-crystalline PLA over an amorphous assembly of the polymer. Semi-crystalline PLA exhibits the following properties: approximate tensile modulus of 3 GPa, approximate tensile strength 50–70 MPa, flexural modulus of 5 GPa, and flexural strength of 100 MPa. PLA is an advantageous biopolymer with relatively high strength and high modulus [
119]. In order to attain the desired morphology of PLA, it may be heated or reheated and cooled with thermoplastic polymer. To improve the properties like thermal stability and degradation rate PLA is blended with others polymers including polyethylene, polypropylene, chitosan, polystyrene, polyethylene terephthalate, and polycarbonates. PLA release lactic acid by products during degradation which could lead to tissue inflammation and cell death, to neutralize acidity PLA can be combined with carbonated calcium phosphate [
120].
5.2.2. Acrylonitrile Butadiene Styrene (ABS)
ABS consists of three monomers commonly Acrylonitrile, Butadine and Styrene. ABS was one of the first polymer materials to widely use in 3D printing application. It possesses a good strength and flexibility because of its petrochemical triblock copolymers based on polybutadiene [
121]. ABS can easily withstand temperature range of −20 °C to 80 °C with melting point temperature of 105 °C, which makes ABS a very attractive polymers for use in 3D printers like FDM and SLS [
122]. It has wide variety of possibilities in biomedical application like respiratory devices, infusion systems (slide clamps, caps, and spikes), Auto-injection devices, housing for medical devices and closed system transfer devices [
123]. The miniature implants, such as middle ear prostheses can also be manufactured from ABS. [
124].
5.2.3. Poly Caprolactone (PCL)
PCL is used for fabrication of biodegradable 3D printed scaffolds suitable for fabrication of long term implant systems and drug delivery applications. It has low glass transition temperature Tg (−60 °C). PCL widely used in FDM 3D printers as filament. It possess excellent rheological and viscoelastic properties upon heating, has good tensile strength of 37 MPa, Young’s modulus 216 MPa, Elongation at break is 746% [
125]. It has a very slow degradation rate even slower than that of PCL which makes it perfect for long term implantable materials. It has an ability to stable in body for over 6 months and it takes around 3 years to fully degrades, which helps in tissue regeneration and healing [
126]. Unlike PLA, PCL doesn’t release any harmful by-products during degradation inside body. Biocompatible Polycaprolactone–Hydroxyapatite composite filaments for the FDM 3D Printing of Bone Scaffolds has widen the research area related to human implant system [
127]. PCL is used as dental splint and root canal filling material in dentistry. PCL scaffolds are fabricated from electrospinning and bio cell printing for use in tissue engineering, bone cell regeneration [
126].
5.2.4. Polycarbonate (PC)
PC is high strength bio compatible and biodegradable material, which can resist deformation up to a temperature of 150 °C. But it absorbs moisture from the air and this affect its printing quality [
127]. It is most widely used polymers in medical application due to its optical clarity, high impact strength, heat resistance and dimensional accuracy over wide thermal range [
128]. Scaffolds made from PC has porosity range from 1% to 30%, and Yield Stress, Elastic Modulus, and Elongation at break, of 50 MPa, 2250 MPa, and 8.3%, respectively. The mechanical properties of PCL scaffolds decreases with increase in porosity [
129].
5.2.5. Polypropylene (PP)
PP is a thermoplastic polymer, produced by the polymerization from propylene monomer; having a melting point of 165 °C. Among all the polymer, PP is the lightest one with a density of 0.908 g/cm3. It has good abrasion resistance, good shock absorbing capability, high stiffness ability (1.2–1.6 GPa) and ultimate tensile strength (20–40 MPa) [
130]. In spite of all these advantages, it has some drawbacks like low operating temperature (becomes brittle below −20 °C), high reactive to UV rays, solvents and aromatics. PP is widely used in orthopaedics mainly with the bone fracture, because of its stiffness ability and light weight feature [
131].
5.2.6. PEEK
PEEK is high performance polymer having mechanical properties very close to metals [
132] widely applicable not only in the biomedical engineering but also in automobile and aerospace industries. The melting point of PEEK is about 350 °C, due to this high melting point not all FDM 3D printers are able to use these material. However now a days lot of printers are able to reach its heating plate to a temperature of 230 °C, and extrusion temperature of about 350 °C [
133]. PEEK has biocompatibility, osseointegrative properties, radiolucency and low moisture absorption ability leads to its widely application in bone tissue engineering [
134].
5.2.7. Polyamides
A polyamide is a polymer containing repeated amide groups. The most widely used amide polymers are nylons. In SLS 3D printing, most commonly used polyamides are nylons [
135]. FDM machine also widely used nylons in 3D printing. It has good chemical and mechanical properties such as high stability, rigidity, flexibility and shock absorbing capacity, biocompatibity; make them to use in biomedical applications [
136]. Polyamides are blends with hydroxyapatite to produce porous scaffolds for applications in bone cell regeneration [
137].
6. Biomedical Application of Polymer Materials in 3D Printing
Recent developments in the field of 3DP have led researchers to research the usability and easiness of the technology within the biomedical sector. Various sectors within the biomedical field enhanced the next generation of medical systems, includes–drug delivery systems, tissue engineering, tissue and organ models, prosthetics and replica fabrication, implants, and so on [
138]. Each biomedical application has great benefits, with the 3DP process, by accessing rapid product manufacturing (Figure 9).
Figure 9. Applications of polymeric materials in biomedical engineering.
There are new types of materials, which are becoming more important for biomedical applications. They are known as printable polymers; recently biomedical and biological materials have had a huge increase in usage. The reason for this is that healthcare sector is becoming more prominent part of the engineering area using the standard engineering approaches. The materials that are dealing with biological materials and these materials were developing as per the applicational perspective [
139]. The two major types of materials that were practicing for biomedical applications like ceramics, metals, and polymers. The most important thing is every material is different in environmental conditions and loading conditions. This is also, related to the physiological conditions inside our body or related to implants for prostheses. Another thing is the biological materials in tissues from the level of cells to the tissues and organs and this is very important to understand the behaviour of this material under physiological conditions as well as in the interactions. The medical devices, especially stents, implants, most preferably in vivo equipment have almost similar properties.
The polymers which are used for biomedical applications have wide range of varieties. Starting from poly methyl methacrylate, it was started to be produced in 1930’s in the United Kingdom and now it has a just broad area of application in orthopaedics and dentistry, and one of the major properties is its biologically inert and it has very good optical properties [
140]. Plexiglas is close like real glass in terms of its transparency. But it cannot be use widely, because of its brittleness property. It may damage some tissues and will be affected to the associated ones. This can be treated by the coolant, when being deformed due to the heat generation in this process. So, it can be used for different application. But generally, it can be used in implants, like bone cement and as Plexiglas it is being used for lenses [
141].
Another material is polyurethane which started in 1930’s. It was first produced by a guy in Germany it is one of the analogues of nylon 6-6 and if compared to this known material [
143]. It has somewhat lower melting point, low water absorption and has significantly better mechanical stability. The beneficial features are extending to its good fatigue resistance in mechanical performance, stable biocompatible. With regard to this feature, it can be used for many different applications, significantly for surgeons and for the potential biomedical applications [
144].
Then Poly dimethyl siloxane or simply known as PDMS. Its formula was developed on 1940s by Corning and general electrics at United States of America [
145]. It is one of the most popular silicones that are being used in biomedical application. It has thermoset soap, which suggest it cannot be easily shifted before and formed after. With temperature loading and its high flexibility makes it quite durable and stable [
146]. In 1980s the poly ether ketone or PEEK or peak. It was developed in the United Kingdom and this is a material which found quite a broad range of applications [
147]. The properties like high strength-to-weight ratio more than that many metals and LS have high temperature performance. So, it is very fine chemical stability and high resistance to deformation. So, as a result—it is being used for load-bearing orthopaedic application—spinal cages fixation, maxillofacial implants, and screws anchors and so on. It is a heavy loaded material—very important for multiple application inside our body as implants [
148].
The polyethylene was developed in 1930’s in the United Kingdom and this material is using from our everyday life [
149]. It clearly suggests that, it can be used in different variants for biomedical applications. Generally, its different forms are being and seeded based on their molecular weight we can prefer low density polyethylene and high-density polyethylene. The molecular weight of polyethylene, where the molecules can have the weight of tens thousands of the units. So, because of its versatility, it has different biomedical application—it has a very good toughness. Also, it has low coefficient of friction so can be used for instance in implants-where there is a contact for instance feeding the hip or knee replacement [
150]. This act as a line between the parts, and it have high endurance. These major applications pointing that, for instance 90 percent of survival after 80 years in total hip arthroplasty.
Another new material called Teflon. It is other type of variants, it is chemically inert and because of its good properties like stability, inertness with good mechanical integrity recommending this material for the medical application [
151,
152]. The conditions of the constant load it shows some deformations and creep can become a matter. Among to that, it absorbs protein cells. The growth of the biofilms on its surface is very good positive. Next material is polyamide or nylon. This was developed in 1930’s, suggesting biological form or can be synthetically produced [
153]. Compared to the remaining materials, these having plenty of positive properties like; flexibility, toughness, chemical resistance, low friction and additionally low cost so as a result it is also being used competitively with other materials. Also, it is to be used in many biomedical applications [
154].
Now pointing to polylactic acid or PLA, it was developed in 1920’s and it can be produced from the natural materials like corn, starch, sugar cane, and the lags [
155]. Mostly with the better advantage side of the material leads to the possibility to made for biomedical application [
156]. The possibility to biodegrade made the reason for this is important for some applications—like to put implants for any parts inside our body and to perform its function as long as possible [
157]. While placing a foreign body into the body, automatically it will resist. But here, there is something alien to the body so the surgeons to put something on it for some time and then to allow the tissues to grow and to take back their function. Instance with metallic beads here after around two years to put a stand inside the artery made of PLA, that within two years it can fully degrade and can be removed in a natural way from our body with the artery for nearly fully restored to its initial function. But, brittle property of the materials makes some problems. Though, it can be used for meshes in orthopaedics [
158]. PLA with hydroxy appetite are used as biopolymer material for the better biodegradability and biocompartibilty in biomedical applications [
159].These are the major classes of polymeric materials with its wide applications in biomedical sector.
Additive manufacturing, which is known by the 3D printer. This helps to makes all different our parts inside our body, with different dimensions as per patient concern, so generally the current development of the healthcare engineering is related with the personalized medicine. So, in the ideal world, it would be rather to put not one of the few types of the implants or like a glove on your hand. It specially designed and prepared by the designer with 3D modelling technology.
7. Conclusions and Future Aspects
The amalgamation of biopolymers and 3d printing opened a wide range of applications in the field of medical sector. The future of additive manufacturing in various disciplines in biomedical engineering is comparatively brighter with the help of 3D printing techniques. 3D printing is quickly becoming a vital technique for creating devices and systems in the fields of biomaterials and tissue engineering. It transformed the face of the biomaterial’s world with the development of patient-specific medical devices that possess necessary shape and structure. Each 3D printing process has its own set of benefits and drawbacks, and its application in biomedical engineering is dependent on a variety of aspects, including the precision, efficiency/productivity, and need for 3D printing materials; product quality/surface finish; and costs. Surgical planning, medical implant and prosthesis, pharmaceutical use, tissue engineering, and the battle against COVID-19 are all examples of applications of 3D printing in biomedical engineering. Dental implants, cranial implants, spinal implants, vascular stents, and prosthetic limbs are among the implants and prostheses that may be constructed via 3D printing. Although there are many high obstacles along the way, improvements in 3D printing technologies, materials science and engineering, biological science, and clinical research may confidently be claimed that many issues may be solved along the route, and newer and better 3D printing biomedical models can be created. 3D printed biomedical items will be accessible for clinical application, possibly in the near future. However, concerns such as poor mechanical properties in 3D printing, scaling up of the AM products for mass manufacturing, generating smart printable biomaterials, and vascularization in 3D bio printing necessitate new approaches. It is fair to predict new paradigms in AM technology in the healthcare industry in the future.
The future studies will foresee the implementation of additive manufacturing in biological fields such as biosensors, scaffold designing, drug delivery and biotechnology. The fabrication of biosensors attempts to involve additive manufacturing for enhanced output performance by cost-effective and less complicated structure designing. The ease in fabrication strategies involved in 3D printing enables the improvement in output performance of biosensors. The designing software related to 3D printing provides thrust in developing versatile scaffold designs for tissue engineering. There exists an extravagant scope of research in scaffold designing using 3D printing. The application of 3D printing in developing drug delivery systems has provided a ray of hope in rapid advancement of medical technologies. The complicated drug delivery techniques can be assimilated with additive manufacturing to develop complex structures related to drug delivery within the body and this has advanced in leaps and bounds in the field of biotechnology.
Acknowledgments
The authors are grateful to the Department of chemicals and petrochemicals, ministry of chemicals and fertilizers (DCPC), Government of India for sponsoring of “Centers of Excellence” in the field of Petrochemicals.
Author Contributions
Tanusree Bera: Conceptualization; methodology; validation; formal analysis; compliance simulation; experimental, investigation; writing—original draft; visualization.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare no competing interests.
References
-
1.
Sandeep B, Kannan TTM, Chandradass J, Ganesan M, Rajan AJ. Scope of 3D printing in manufacturing industries-A review.
Mater. Today Proc. 2021,
45, 6941–6945.
[Google Scholar]
-
2.
Feng S, Kamat AM, Pei Y. Design and fabrication of conformal cooling channels in molds: Review and progress updates.
Int. J. Heat Mass Transfer 2021,
171, 121082.
[Google Scholar]
-
3.
Lynn R, Dinar M, Huang N, Collins J, Yu J, Greer C, et al. Direct digital subtractive manufacturing of a functional assembly using voxel-based models.
J. Manuf. Sci. Eng. 2018,
140, 021006.
[Google Scholar]
-
4.
Prakash KS, Nancharaih T, Rao VS. Additive manufacturing techniques in manufacturing-an overview.
Mater. Today Proc. 2018,
5, 3873–3882.
[Google Scholar]
-
5.
Stansbury JW, Idacavage MJ. 3D printing with polymers: Challenges among expanding options and opportunities.
Dent. Mater. 2016,
32, 54–64.
[Google Scholar]
-
6.
Kantaros A, Chatzidai N, Karalekas D. 3D printing-assisted design of scaffold structures.
Int. J. Adv. Manuf. Technol. 2016,
82, 559–571.
[Google Scholar]
-
7.
El-Hajje A, Kolos EC, Wang JK, Maleksaeedi S, He Z, Wiria FE, et al. Physical and mechanical characterisation of 3D-printed porous titanium for biomedical applications.
J. Mater. Sci. Mater. Med. 2014,
25, 2471–2480.
[Google Scholar]
-
8.
Kantaros A, Piromalis D. Fabricating lattice structures via 3D printing: The case of porous bio-engineered scaffolds.
Appl. Mech. 2021,
2, 289–302.
[Google Scholar]
-
9.
Kantaros A, Giannatsis J, Karalekas D. A novel strategy for the incorporation of optical sensors in Fused Deposition Modeling parts. In Proceedings of the International Conference on Advanced Manufacturing Engineering and Technologies, Stockolm, Sweden, 27–30 October 2013; pp. 163–170.
-
10.
Madrid APM, Vrech SM, Sanchez MA, Rodriguez AP. Advances in additive manufacturing for bone tissue engineering scaffolds.
Mater. Sci. Eng. C 2019,
100, 631–644.
[Google Scholar]
-
11.
Liska R, Schuster M, Inführ R, Turecek C, Fritscher C, Seidl B, et al. Photopolymers for rapid prototyping.
J. Coat. Technol. Res. 2007,
4, 505–510.
[Google Scholar]
-
12.
Bagheri A, Jin J. Photopolymerization in 3D printing.
ACS Appl. Polym. Mater. 2019,
1, 593–611.
[Google Scholar]
-
13.
Stender B, Mantei W, Houbertz R. From Lab to Fab—High‐Precision 3D Printing: Towards high throughputs and industrial scalability.
Laser Technik J. 2017,
14, 20–23.
[Google Scholar]
-
14.
Kantaros A, Diegel O, Piromalis D, Tsaramirsis G, Khadidos AO, Khadidos AO, et al. 3D printing: Making an innovative technology widely accessible through makerspaces and outsourced services.
Mater. Today Proc. 2022,
49, 2712–2723.
[Google Scholar]
-
15.
Tsaramirsis G, Kantaros A, Al-Darraji I, Piromalis D, Apostolopoulos C, Pavlopoulou A, et al. A modern approach towards an industry 4.0 model: From driving technologies to management.
J. Sens. 2022,
2022, 1–8.
[Google Scholar]
-
16.
Stender B, Hilbert F, Dupuis Y, Krupp A, Mantei W, Houbertz R. Manufacturing strategies for scalable high-precision 3D printing of structures from the micro to the macro range.
Adv. Opt. Technol. 2019,
8, 225–231.
[Google Scholar]
-
17.
Kantaros A, Piromalis D, Tsaramirsis G, Papageorgas P, Tamimi H. 3D printing and implementation of digital twins: current trends and limitations.
Appl. Syst. Innov. 2021,
5, 7.
[Google Scholar]
-
18.
Kantaros A, Ganetsos T, Piromalis D. 3D and 4D Printing as Integrated Manufacturing Methods of Industry 4.0.
Am. J. Eng. Appl. Sci. 2023,
4, 12–22.
[Google Scholar]
-
19.
Zhang J, Xiao P. 3D printing of photopolymers.
Polym. Chem. 2018,
9, 1530–1540.
[Google Scholar]
-
20.
Kiselevskiy MV, Anisimova NY, Kapustin AV, Ryzhkin AA, Kuznetsova DN, Polyakova VV, et al. Development of Bioactive Scaffolds for Orthopedic Applications by Designing Additively Manufactured Titanium Porous Structures: A Critical Review.
Biomimetics 2023,
8, 546.
[Google Scholar]
-
21.
Mirkhalaf M, Men Y, Wang R, No Y, Zreiqat H. Personalized 3D printed bone scaffolds: A review.
Acta Biomater. 2023,
156, 110–124.
[Google Scholar]
-
22.
Kantaros A. 3D Printing in Regenerative Medicine: Technologies and Resources Utilized.
Int. J. Mol. Sci. 2022,
23, 14621.
[Google Scholar]
-
23.
Kantaros A. Bio-Inspired Materials: Exhibited Characteristics and Integration Degree in Bio-Printing Operations.
Am. J. Eng. Appl. Sci. 2022,
15, 255–263.
[Google Scholar]
-
24.
Kantaros A, Ganetsos T, Piromalis D. 4D Printing: Technology Overview and Smart Materials Utilized.
J. Mechatron. Robot. 2023,
7, 1–4.
[Google Scholar]
-
25.
Kantaros A, Soulis E, Ganetsos T, Petrescu FI. Applying a Combination of Cutting-Edge Industry 4.0 Processes towards Fabricating a Customized Component.
Processes 2023,
11, 1385.
[Google Scholar]
-
26.
Arif ZU, Khalid MY, Noroozi R, Hossain M, Shi HH, Tariq A, et al. Additive manufacturing of sustainable biomaterials for biomedical applications.
Asian J. Pharm. Sci. 2023,
18, 100812.
[Google Scholar]
-
27.
Kantaros A, Soulis E, Petrescu FI, Ganetsos T. Advanced Composite Materials Utilized in FDM/FFF 3D Printing Manufacturing Processes: The Case of Filled Filaments.
Materials 2023,
16, 6210.
[Google Scholar]
-
28.
Kantaros A, Ganetsos T. From Static to Dynamic: Smart Materials Pioneering Additive Manufacturing in Regenerative Medicine.
Int. J. Mol. Sci. 2023,
24, 15748.
[Google Scholar]
-
29.
Elahinia MH, Hashemi M, Tabesh M, Bhaduri SB. Manufacturing and processing of NiTi implants: A review.
Progr. Mater. Sci. 2012,
57, 911–946.
[Google Scholar]
-
30.
Kruth JP, Levy G, Schindel R, Craeghs T, Yasa E. Consolidation of polymer powders by selective laser sintering. In Proceedings of the 3rd International Conference on Polymers and Moulds Innovations, Ghent, Belgium, September 2008; pp. 15–30.
-
31.
Ding S, Zou B, Wang P, Ding H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM.
Polym. Test. 2019,
78, 105948.
[Google Scholar]
-
32.
Gautam R, Singh RD, Sharma VP, Siddhartha R, Chand P, Kumar R. Biocompatibility of polymethylmethacrylate resins used in dentistry.
J. Biomed. Mater. Res. Part B Appl. Biomater. 2012,
100, 1444–1450.
[Google Scholar]
-
33.
Baumers M, Tuck C, Hague R. Selective heat sintering versus laser sintering: comparison of deposition rate, process energy consumption and cost performance. In Proceedings of the 2014 International Solid Freeform Fabrication Symposium. University of Texas at Austin, Austin, TX, USA, 4–6 August 2014.
-
34.
Sanaei N, Fatemi A. Defects in additive manufactured metals and their effect on fatigue performance: A state-of-the-art review.
Prog. Mater. Sci. 2021,
117, 100724.
[Google Scholar]
-
35.
Dado D, Levenberg S. Cell–scaffold mechanical interplay within engineered tissue.
Semin. Cell Dev. Biol. 2009,
20, 656–664.
[Google Scholar]
-
36.
Hoque ME, Chuan YL, Pashby I. Extrusion based rapid prototyping technique: an advanced platform for tissue engineering scaffold fabrication.
Biopolymers 2012,
97, 83–93.
[Google Scholar]
-
37.
Lin YH, Chuang TY, Chiang WH, Chen IW, Wang K, Shie MY, et al. The synergistic effects of graphene-contained 3D-printed calcium silicate/poly-ε-caprolactone scaffolds promote FGFR-induced osteogenic/angiogenic differentiation of mesenchymal stem cells.
Mater. Sci. Eng. C 2019,
104, 109887.
[Google Scholar]
-
38.
Garreta E, Oria R, Tarantino C, Pla-Roca M, Prado P, Fernandez-Aviles F, et al. Tissue engineering by decellularization and 3D bioprinting.
Mater. Today 2017,
20, 166–178.
[Google Scholar]
-
39.
Kumar R, Kumar S. Trending applications of 3D printing: A study.
Asian J. Eng. Appl. Technol. 2020,
9, 1–2.
[Google Scholar]
-
40.
Milewski JO, Milewski JO. Trends in AM, government, industry, research, business. In Additive Manufacturing of Metals; Springer: Cham, Switzerland, 2017; pp. 255–292.
-
41.
Wu YH, Chiu YC, Lin YH, Ho CC, Shie MY, Chen YW. 3D-printed bioactive calcium silicate/poly-ε-caprolactone bioscaffolds modified with biomimetic extracellular matrices for bone regeneration.
Int. J. Mol. Sci. 2019,
20, 942.
[Google Scholar]
-
42.
Huang KH, Chen YW, Wang CY, Lin YH, Wu YH, Shie MY, et al. Enhanced capability of bone morphogenetic protein 2–loaded mesoporous calcium silicate scaffolds to induce odontogenic differentiation of human dental pulp cells.
J. Endod. 2018,
44, 1677–1685.
[Google Scholar]
-
43.
Kumar L, Haleem A, Tanveer Q, Javaid M, Shuaib M, Kumar V. Rapid manufacturing: classification and recent development. Int. J. Adv. Eng. Res. Sci. 2017, 4. doi:10.22161/ijaers.4.3.5.
-
44.
Kodama H. Automatic method for fabricating a three-dimensional plastic model with photo-hardening polymer.
Rev. Sci. Instrum. 1981,
52, 1770–1773.
[Google Scholar]
-
45.
Gupta V, Nesterenko P, Paull B. An Introduction to 3D Printing 1.1. 3D Print. In 3D Printing in Chemical Sciences: Applications Across Chemistry; The Royal Society of Chemistry: London, UK, 2019; pp. 1–21.
-
46.
Bártolo PJ. Stereolithography: Materials, Processes and Applications; Springer: Berlin/Heidelberg, Germany, 2011.
-
47.
Crump SS. Apparatus and method for creating three-dimensional objects, U.S. Patent No. 5,121,329, 1992.
-
48.
Chen JV, Dang AB, Dang A. Comparing cost and print time estimates for six commercially-available 3D printers obtained through slicing software for clinically relevant anatomical models.
3D Print. Med. 2021,
7, 1–14.
[Google Scholar]
-
49.
Abdulhameed O, Al-Ahmari A, Ameen W, Mian SH. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11. doi:10.1177/1687814018822880.
-
50.
Chua CK, Leong KF, Lim CS. Rapid Prototyping: Principles and Applications (With Companion CD-ROM); World Scientific Publishing Company: Singapore, 2010.
-
51.
Berretta S, Evans K, Ghita O. Additive manufacture of PEEK cranial implants: Manufacturing considerations versus accuracy and mechanical performance.
Mater. Des. 2018,
139, 141–152.
[Google Scholar]
-
52.
Daminabo SC, Goel S, Grammatikos SA, Nezhad HY, Thakur VK. Fused deposition modeling-based additive manufacturing (3D printing): techniques for polymer material systems.
Mater. Today Chem. 2020,
16, 100248.
[Google Scholar]
-
53.
Bekas DG, Hou Y, Liu Y, Panesar A. 3D printing to enable multifunctionality in polymer-based composites: A review.
Compos. Part B Eng. 2019,
179, 107540.
[Google Scholar]
-
54.
Liaw CY, Guvendiren M. Current and emerging applications of 3D printing in medicine.
Biofabrication 2017,
9, 024102.
[Google Scholar]
-
55.
Gaurav, Hasan N, Malik AK, Singh V, Raza K, Ahmad FJ, et al. Recent update of 3D printing technology in pharmaceutical formulation development.
J. Biomater. Sci. Polym. Ed. 2021,
32, 2306–2330.
[Google Scholar]
-
56.
Dhaher YY, Bignardi C, Ruiz OG. Three-dimensional Printing of a Multi-material Model of the Knee Joint. Thesis. Corso di laurea magistrale in Ingegneria Biomedica. Politecnico di Torino, Turin, Italy, 2019.
-
57.
Singh N, Sridevi N, Sawhny A. 3D Printing in Dentistry; Dentomed Publication House: Amritsar, India, 2021.
-
58.
Hatton GB, Madla CM, Gaisford S, Basit AW. Medical applications of 3D Printing. In 3D Printing of Pharmaceuticals; Springer, Cham, Switzerland, 2018; pp. 163–182.
-
59.
Awad RH, Habash SA, Hansen CJ. 3D printing methods. In 3D Printing Applications in Cardiovascular Medicine; Academic Press: Cambridge, MA, USA, 2018; pp. 11–32.
-
60.
Els J. Optimal process parameters for Direct Metal Laser Sintering of Ti64 for medical implant production. Doctoral Dissertation, Central University of Technology, Bloemfontein, Bloemfontein, South Africa, 2016.
-
61.
Kinstlinger IS, Bastian A, Paulsen SJ, Hwang DH, Ta AH, Yalacki DR, et al. Open-source selective laser sintering (OpenSLS) of nylon and biocompatible polycaprolactone.
PloS ONE 2016,
11, e0147399.
[Google Scholar]
-
62.
Singh S, Sachdeva A, Sharma VS. Investigation of dimensional accuracy/mechanical properties of part produced by selective laser sintering.
Int. J. Appl. Sci. Eng. 2012,
10, 59–68.
[Google Scholar]
-
63.
Tolochko NK, Khlopkov YV, Mozzharov SE, Ignatiev MB, Laoui T, Titov VI. Absorptance of powder materials suitable for laser sintering.
Rapid Prototyping J. 2000,
6, 155–161.
[Google Scholar]
-
64.
Du Y, Liu H, Shuang J, Wang J, Ma J, Zhang S. Microsphere-based selective laser sintering for building macroporous bone scaffolds with controlled microstructure and excellent biocompatibility.
Colloids Surfaces B Biointerfaces 2015,
135, 81–89.
[Google Scholar]
-
65.
Tan KH, Chua CK, Leong KF, Cheah CM, Gui WS, Tan WS, Wiria FE. Selective laser sintering of biocompatible polymers for applications in tissue engineering.
Bio-med. Mater. Eng. 2005,
15, 113–124.
[Google Scholar]
-
66.
Hassanajili S, Karami-Pour A, Oryan A, Talaei-Khozani T. Preparation and characterization of PLA/PCL/HA composite scaffolds using indirect 3D printing for bone tissue engineering.
Mater. Sci. Eng. C 2019,
104, 109960.
[Google Scholar]
-
67.
Duan B, Wang M. Selective laser sintering and its biomedical applications. In Laser Technology in Biomimetics; Springer: Berlin/Heidelberg, Germany, 2013; pp. 83–109.
-
68.
Pandey R. Photopolymers in 3D Printing Applications. PHD, Arcada University of Applied Sciences, Helsinki, Finland, 2014.
-
69.
Khadilkar A, Wang J, Rai R. Deep learning–based stress prediction for bottom-up SLA 3D printing process.
Int. J. Adv. Manuf. Technol. 2019,
102, 2555–2569.
[Google Scholar]
-
70.
Ma Y, Che Y. A brief introduction to 3D printing technology. In Proceedings of the 17th International Congress of the GRCA, Dubai, UAE, 2015.
-
71.
Gibson I, Rosen W; Stucker B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2010.
-
72.
Pfister A, Landers R, Laib A, Hübner U, Schmelzeisen R, Mülhaupt R. Biofunctional rapid prototyping for tissue‐engineering applications: 3D bioplotting versus 3D printing.
J. Polym. Sci. Part A Polym. Chem. 2004,
42, 624–638.
[Google Scholar]
-
73.
Tzounis L, Bangeas P. 3D printing and nanotechnology. In 3D Printing: Applications in Medicine and Surgery; Elsevier: Oxford, UK, 2022; Volume 2; pp. 7–26.
-
74.
Bishop GW, Satterwhite JE, Bhakta S, Kadimisetty K, Gillette KM, Chen E, et al. 3D-printed fluidic devices for nanoparticle preparation and flow-injection amperometry using integrated prussian blue nanoparticle-modified electrodes.
Anal. Chem. 2015,
87, 5437–5443.
[Google Scholar]
-
75.
Parry EJ, Best JM, Banks CE. Three-dimensional (3D) scanning and additive manufacturing (AM) allows the fabrication of customised crutch grips.
Mater. Today Commun. 2020,
25, 101225.
[Google Scholar]
-
76.
Tappa K, Jammalamadaka U. Novel biomaterials used in medical 3D printing techniques.
J. Funct. Biomater. 2018,
9, 17.
[Google Scholar]
-
77.
Gupta V, Mahbub P, Nesterenko PN, Paull B. A new 3D printed radial flow-cell for chemiluminescence detection: Application in ion chromatographic determination of hydrogen peroxide in urine and coffee extracts.
Anal. Chim. Acta 2018,
1005, 81–92.
[Google Scholar]
-
78.
Sochol RD, Sweet E, Glick CC, Wu SY, Yang C, Restaino M, et al. 3D printed microfluidics and microelectronics.
Microelectron. Eng. 2018,
189, 52–68.
[Google Scholar]
-
79.
Mele M, Campana G, Monti GL. Modelling of the capillarity effect in Multi Jet Fusion technology.
Addit. Manuf. 2019,
30, 100879.
[Google Scholar]
-
80.
Morales-Planas S, Minguella-Canela J, Lluma-Fuentes J, Travieso-Rodriguez JA, García-Granada AA. Multi Jet Fusion PA12 manufacturing parameters for watertightness, strength and tolerances.
Materials 2018,
11, 1472.
[Google Scholar]
-
81.
-
82.
Abbott CS, Sperry M, Crane NB. Relationships between porosity and mechanical properties of polyamide 12 parts produced using the laser sintering and multi-jet fusion powder bed fusion processes.
J. Manuf. Processes 2021,
70, 55–66.
[Google Scholar]
-
83.
Hopper DG. Creation and transition of digital light processing technology to defense applications.
Proc. SPIE 2005,
5801, 113–124.
[Google Scholar]
-
84.
Wang J, Liu Y, Fan Z, Wang W, Wang B, Guo Z. Ink-based 3D printing technologies for graphene-based materials: a review.
Adv. Compos. Hybrid Mater. 2019,
2, 1–33.
[Google Scholar]
-
85.
Hwang HH, Zhu W, Victorine G, Lawrence N, Chen S. 3D‐Printing of Functional Biomedical Microdevices via Light‐and Extrusion‐Based Approaches.
Small Methods 2018,
2, 1700277.
[Google Scholar]
-
86.
Zhang J, Hu Q, Wang S, Tao J, Gou M. Digital light processing based three-dimensional printing for medical applications.
Int. J. Bioprint. 2020,
6, 242.
[Google Scholar]
-
87.
Badiuk SR, Sasaki DK, Rickey DW. An anthropomorphic maxillofacial phantom using 3-dimensional printing, polyurethane rubber and epoxy resin for dental imaging and dosimetry.
Dentomaxillofac. Radiol. 2021,
50, 20200323.
[Google Scholar]
-
88.
-
89.
Birbara NS, Otton JM, Pather N. 3D Modelling and Printing Technology to Produce Patient-Specific 3D Models.
Hear. Lung Circ. 2019,
28, 302–313.
[Google Scholar]
-
90.
Luximon A, Luximon Y. New technologies—3D scanning, 3D design, and 3D printing. In Handbook of Footwear Design and Manufacture; Woodhead Publishing: Sawston, UK, 2021; pp. 477–503.
-
91.
Wang P, Yang J, Hu Y, Huo J, Feng X. Innovative design of a helmet based on reverse engineering and 3D printing.
Alexandria Eng. J. 2021,
60, 3445–3453.
[Google Scholar]
-
92.
Yang J, Na L, Shi J, Tang W, Zhang G, Zhang F. Multimaterial 3D Printing Technology; Academic Press: Cambridge, MA, USA, 2021.
-
93.
Iancu C. About 3D Printing File Formats.
Ann. Constantin Brancusi Univ. Targu Jiu-Letters Soc. Sci. Ser. 2018,
2, 135–138.
[Google Scholar]
-
94.
Yap HK, Ng HY, Yeow CH. High-Force Soft Printable Pneumatics for Soft Robotic Applications.
Soft Robot. 2016,
3, 144–158.
[Google Scholar]
-
95.
Sydney Gladman A, Matsumoto EA, Nuzzo RG, Mahadevan L, Lewis JA. Biomimetic 4D printing.
Nat. Mater. 2016,
15, 413–418.
[Google Scholar]
-
96.
Gamzina D, Kozina M, Mehta A, Nanni EA, Tantawi S, Welander PB, et al. Copper reconsidered: Material innovations to transform vacuum electronics. In Proceedings of the 2019 International Vacuum Electronics Conference (IVEC), Busan, Korea, 29 May–1 April 2019.
-
97.
Yeh PC, Chen J, Karakurt I, Lin L. 3D Printed Bio-Sensing Chip for the Determination of Bacteria Antibiotic-Resistant Profile. In Proceedings of the 20th International Conference on Solid-State Sensors, Actuators and Microsystems & Eurosensors XXXIII, Berlin, Germany, 23–27 June 2019; pp. 126–129.
-
98.
Ortiz-Acosta D, Moore T. Functional 3D printed polymeric materials.
Funct. Mater. 2019,
9, 1–5.
[Google Scholar]
-
99.
Ghilan A, Chiriac AP, Nita LE, Rusu AG, Neamtu I, Chiriac VM. Trends in 3D printing processes for biomedical field: Opportunities and challenges.
J. Polym. Environ. 2020,
28, 1345–1367.
[Google Scholar]
-
100.
Ebhodaghe SO. Natural Polymeric Scaffolds for Tissue Engineering Applications.
J. Biomater. Sci. Polym. Ed. 2021,
32, 2144–2194.
[Google Scholar]
-
101.
Chen Q, Maalihan RD, Ren J, da Silva ÍG, Dugos NP, Caldona EB, et al. 3D printing of biomedically relevant polymer materials and biocompatibility.
Mrs Commun. 2021,
11, 197–212.
[Google Scholar]
-
102.
Sharma D, Saha S, Satapathy BK. Recent advances in polymer scaffolds for biomedical applications. J. Biomater. Sci. Polym. Ed. 2021, 1–67
-
103.
Balla VK, Kate KH, Satyavolu J, Singh P, Tadimeti JG. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects.
Compos. B. Eng. 2019,
174, 106956.
[Google Scholar]
-
104.
Bonandrini B, Figliuzzi M, Papadimou E, Morigi M, Perico N, Casiraghi F, et al. Recellularization of well-preserved acellular kidney scaffold using embryonic stem cells.
Tissue Eng. Part A 2014,
20, 1486–1498.
[Google Scholar]
-
105.
Dal Pra I, Freddi G, Minic J, Chiarini A, Armato U. De novo engineering of reticular connective tissue in vivo by silk fibroin nonwoven materials.
Biomaterials 2005,
26, 1987–1999.
[Google Scholar]
-
106.
Unger RE, Wolf M, Peters K, Motta A, Migliaresi C, Kirkpatrick CJ. Growth of human cells on a non-woven silk fibroin net: a potential for use in tissue engineering.
Biomaterials 2004,
25, 1069–1075.
[Google Scholar]
-
107.
Maniglio D, Bonani W, Migliaresi C, Motta A. Silk fibroin porous scaffolds by N
2O foaming.
J. Biomater. Sci. Polym. Ed. 2018,
29, 491–506.
[Google Scholar]
-
108.
Ali A, Bano S, Poojary S, Chaudhary A, Kumar D, Negi YS. Effect of cellulose nanocrystals on chitosan/PVA/nano β-TCP composite scaffold for bone tissue engineering application.
J. Biomater. Sci. Polym. Ed. 2022,
33, 1–19.
[Google Scholar]
-
109.
-
110.
Croisier F, Jérôme C. Chitosan-based biomaterials for tissue engineering.
Eur. Polym. J. 2013,
49, 780–792.
[Google Scholar]
-
111.
Ahmed S, Ali A, Sheikh J. A review on chitosan centred scaffolds and their applications in tissue engineering.
Int. J. Biol. Macromol. 2018,
116, 849–862.
[Google Scholar]
-
112.
-
113.
Xu D, Chen S, Xie C, Liang Q, Xiao X. Cryogenic 3D printing of modified polylactic acid scaffolds with biomimetic nanofibrous architecture for bone tissue engineering.
J. Biomater. Sci. Polym. Ed. 2022,
33, 532–549.
[Google Scholar]
-
114.
Santoro M, Shah SR, Walker JL, Mikos AG. Poly (lactic acid) nanofibrous scaffolds for tissue engineering.
Adv. Drug Deliv. Rev. 2016,
107, 206–212.
[Google Scholar]
-
115.
Gregor A, Filová E, Novák M, Kronek J, Chlup H, Buzgo M, et al. Designing of PLA scaffolds for bone tissue replacement fabricated by ordinary commercial 3D printer.
J. Biol. Eng. 2017,
11, 1–21.
[Google Scholar]
-
116.
Da Silva D, Kaduri M, Poley M, Adir O, Krinsky N, Shainsky-Roitman J, et al. Biocompatibility, biodegradation and excretion of polylactic acid (PLA) in medical implants and theranostic systems.
Chem. Eng. J. 2018,
340, 9–14.
[Google Scholar]
-
117.
Athanasiou KA, Agrawal CM, Barber FA, Burkhart SS. Orthopaedic applications for PLA-PGA biodegradable polymers.
Arthroscopy 1998,
14, 726–737.
[Google Scholar]
-
118.
Perego G, Cella GD, Bastioli C. Effect of molecular weight and crystallinity on poly (lactic acid) mechanical properties.
J. Appl. Polym. Sci. 1996,
59, 37–43.
[Google Scholar]
-
119.
DeStefano V, Khan S, Tabada A. Applications of PLA in modern medicine.
Eng. Regen. 2020,
1, 76–87.
[Google Scholar]
-
120.
Ramot Y, Haim-Zada M, Domb AJ, Nyska A. Biocompatibility and safety of PLA and its copolymers.
Adv. Drug Deliv. Rev. 2016,
107, 153–162.
[Google Scholar]
-
121.
Casavola C, Cazzato A, Moramarco V, Renna G. Mechanical behaviour of ABS-Fused Filament Fabrication compounds under impact tensile loadings.
Materials 2019,
12, 1295.
[Google Scholar]
-
122.
Galeja M, Hejna A, Kosmela P, Kulawik A. Static and dynamic mechanical properties of 3D printed ABS as a function of raster angle.
Materials 2020,
13, 297.
[Google Scholar]
-
123.
Products for Medical Applications. Available online:
www.elix-polymers.com (accessed on 16 January 2024).
-
124.
Ziąbka M, Dziadek M, Menaszek E, Banasiuk R, Królicka A. Middle ear prosthesis with bactericidal efficacy—In vitro investigation.
Molecules 2017,
22, 1681.
[Google Scholar]
-
125.
Thi Hiep N, Chan Khon H, Dai Hai N, Byong-Taek L, Van Toi V, Thanh Hung L. Biocompatibility of PCL/PLGA-BCP porous scaffold for bone tissue engineering applications.
J. Biomater. Sci. Polym. Ed. 2017,
28, 864–878.
[Google Scholar]
-
126.
Dziadek M, Pawlik J, Menaszek E, Stodolak‐Zych E, Cholewa‐Kowalska K. Effect of the preparation methods on architecture, crystallinity, hydrolytic degradation, bioactivity, and biocompatibility of PCL/bioglass composite scaffolds.
J. Biomed. Mater. Res. Part B Appl. Biomater. 2015,
103, 1580–1593.
[Google Scholar]
-
127.
Oh GW, Nguyen VT, Heo SY, Ko SC, Kim CS, Park WS, et al. 3D PCL/fish collagen composite scaffolds incorporating osteogenic abalone protein hydrolysates for bone regeneration application: in vitro and in vivo studies.
J. Biomater. Sci. Polym. Ed. 2021,
32, 355–371.
[Google Scholar]
-
128.
Lu L, Zhang Q, Wootton D, Chiou R, Li D, Lu B, et al. Biocompatibility and biodegradation studies of PCL/β-TCP bone tissue scaffold fabricated by structural porogen method.
J. Mater. Sci. Mater. Med. 2012,
23, 2217–2226.
[Google Scholar]
-
129.
-
130.
-
131.
Pugliese R, Beltrami B, Regondi S, Lunetta C. Polymeric Biomaterials for 3D Printing in Medicine: An Overview.
Ann. 3D Print. Med. 2021,
2, 100011.
[Google Scholar]
-
132.
-
133.
Hu G, Zhu Y, Xu F, Ye J, Guan J, Jiang Y, Yao X. Comparison of surface properties, cell behaviors, bone regeneration and osseointegration between nano tantalum/PEEK composite and nano silicon nitride/PEEK composite.
J. Biomater. Sci. Polym. Ed. 2022,
33, 35–56.
[Google Scholar]
-
134.
Yang C, Tian X, Li D, Cao Y, Zhao F, Shi C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material.
J. Mater. Process. Technol. 2017,
248, 1–7.
[Google Scholar]
-
135.
Wang P, Zou B, Xiao H, Ding S, Huang C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK.
J. Mater. Process. Technol. 2019,
271, 62–74.
[Google Scholar]
-
136.
Winnacker M. Polyamides and their functionalization: recent concepts for their applications as biomaterials.
Biomater. Sci. 2017,
5, 1230–1235.
[Google Scholar]
-
137.
-
138.
Kumaresan T, Gandhinathan R, Ramu M, Ananthasubramanian M, Pradheepa KB. Design, analysis and fabrication of polyamide/hydroxyapatite porous structured scaffold using selective laser sintering method for bio-medical applications.
J. Mech. Sci. Technol. 2016,
30, 5305–5312.
[Google Scholar]
-
139.
Al-Dulimi Z, Wallis M, Tan DK, Maniruzzaman M, Nokhodchi A. 3D printing technology as innovative solutions for biomedical applications.
Drug Discovery Today 2021,
26, 360–383.
[Google Scholar]
-
140.
Ravichandran R, Sundarrajan S, Venugopal JR, Mukherjee S, Ramakrishna S. Advances in polymeric systems for tissue engineering and biomedical applications.
Macromol. Biosci. 2012,
12, 286–311.
[Google Scholar]
-
141.
Chisholm MS. Artificial glass—the versatility of poly (methyl methacrylate) from its early exploitation to the new millennium.
J. Chem. Educ. 2000,
77, 841.
[Google Scholar]
-
142.
Waxler RM, Horowitz D, Feldman A. Optical and physical parameters of Plexiglas 55 and Lexan.
Appl. Opt. 1979,
18, 101–104.
[Google Scholar]
-
143.
Hajdu SI, Darvishian F. A Note from History: Landmarks in History of Cancer, part 5.
Cancer 2013,
119, 1450–1466.
[Google Scholar]
-
144.
Ali MG, Mousa HM, Blaudez F, Abd El-sadek MS, Mohamed MA, Abdel-Jaber GT, et al. Dual nanofiber scaffolds composed of polyurethane-gelatin/nylon 6-gelatin for bone tissue engineering.
Colloids Surfaces A Physicochem. Eng. Aspects 2020,
597, 124817.
[Google Scholar]
-
145.
Liles DT. The Fascinating World of Silicones. In Proceedings of the Plenary Lecture at the 39th Waterborne Symposium, New Orleans, LA, USA, 13–17 February 2012.
-
146.
Victor A, Ribeiro JE, Araújo FF. Study of PDMS characterization and its applications in biomedicine: A review.
J. Mech. Eng. Biomech. 2019,
4, 1–9.
[Google Scholar]
-
147.
-
148.
-
149.
-
150.
Chakrabarty G, Vashishtha M, Leeder D. Polyethylene in knee arthroplasty: A review.
J. Clin. Orthop. Trauma 2015,
6, 108–112.
[Google Scholar]
-
151.
-
152.
-
153.
-
154.
Shakiba M, Rezvani Ghomi E, Khosravi F, Jouybar S, Bigham A, Zare M, et al. Nylon—A material introduction and overview for biomedical applications.
Polym. Adv. Technol. 2021,
32, 3368–3383.
[Google Scholar]
-
155.
Ashter SA. Introduction to Bioplastics Engineering; William Andrew: Norwich, NY, USA, 2016.
-
156.
Lasprilla AJ, Martinez GA, Lunelli BH, Jardini AL, Maciel Filho R. Poly-lactic acid synthesis for application in biomedical devices—A review.
Biotechnol. Adv. 2012,
30, 321–328.
[Google Scholar]
-
157.
Donate R, Monzón M, Alemán-Domínguez ME. Additive manufacturing of PLA-based scaffolds intended for bone regeneration and strategies to improve their biological properties.
e-Polymers 2020,
20, 571–599.
[Google Scholar]
-
158.
Narayanan G, Vernekar VN, Kuyinu EL, Laurencin CT. Poly (lactic acid)-based biomaterials for orthopaedic regenerative engineering.
Adv. Drug Deliv. Rev. 2016,
107, 247–276.
[Google Scholar]
-
159.
DileepKumar VG, Sridhar MS, Aramwit P, Krut’ko VK, Musskaya ON, Glazov IE, et al. A review on the synthesis and properties of hydroxyapatite for biomedical applications.
J. Biomater. Sci. Polym. Ed. 2022,
33, 229–261.
[Google Scholar]