Processing and Characterization of Hybrid Composite Materials Made of Recycled HDPE and Mechanically Recycled Glass Fiber Thermoset Composites

Processing and Characterization of Hybrid Composite Materials Made of Recycled HDPE and Mechanically Recycled Glass Fiber Thermoset Composites
Elise Kim 1,2 Yu-Chao Shih 2 Yongzhe Yan 2 Hasan Kasim 2 Anand Rau 3 Mahmoud Mohamed 2 Selvum Pillay 2 Haibin Ning 2,*
Received: 01 May 2026 Revised: 22 May 2026 Accepted: 29 May 2026 Published: 11 June 2026

© 2026 The authors. This is an open access article under the Creative Commons Attribution 4.0 International License (https://creativecommons.org/licenses/by/4.0/).
1. Introduction
The increasing use of polymeric materials, including plastics and polymer matrix composites, has resulted in significant benefits across various applications [1,2,3]. However, those materials can be detrimental to the environment after their end use without recycling. There are two main sources of those polymeric material scraps, one from post-consumer or daily life products, and the other one from industrial scrap. High density polyethylene (HDPE) bags are one of the largest consumptions in daily life. About 3 million tons of HDPE bags were landfilled in 2018 alone, according to the US Environmental Protection Agency [4]. On the other hand, due to constantly growing demands in structural and high-performing fields such as electrical and automotive industries, conventional materials were increasingly replaced by composite materials, such as glass fiber reinforced thermoset matrix composites, to fulfill application-specific capacities to perform under high load, high corrosive, and high-pressure conditions [5].
The ongoing ambition to reduce negative environmental impact in material production has been strengthened as the escalation of plastic production raises concerns about inadequate waste management [6,7,8]. Plastic grocery bags, primarily made of HDPE, offer low-cost solutions for everyday usage yet pose challenges to recycling due to contamination by additives in the material, and a lack of efficient schemes for collection and recycling infrastructure investment. In fact, of the over one trillion plastic bags consumed in the U.S. annually [9], it is estimated that only 5% of plastic bags are recycled after first-time use. When properly treated and repurposed effectively [8], recycled HDPE (rHDPE) offers a promising polymer matrix, providing wide availability, low cost, and reduction of waste. Meanwhile, thermoset polymer matrix composites, or thermoset composites, are valued for strength, durability, and high corrosion resistance, but present their own reprocessing and recycling challenges. Due to the irreversible curing process, the crosslinked network of their thermoset matrices impairs the microstructural mobility that enables remelting, making it incredibly difficult to reprocess. As a result, thermoset industrial scraps are most commonly incinerated for energy, releasing harmful emissions, which result in airborne volatile organic compounds serving as a major public health concern [10].
Efforts have been attempted to recycle and repurpose plastic bags [11]. For instance, HDPE plastic bags have been downsized before being molded into plates. Wood sawdust was added as the filler for the HDPE plates [12]. In addition, HDPE plastic bags have been recycled through combining cellulose fiber to form composite materials. It was found that mechanical properties improved when treated fibers, as well as virgin HDPE, were added to the polymer matrix. rHDPE plastic bags were also used to combine with sugarcane bagasse [13]. The green composite shows an increase in tensile and flexural modulus with the presence of stiff sugarcane bagasse fiber. However, when the loading of sugarcane bagasse fiber increased from 5 to 15 wt%, the tensile, impact, and flexural strengths decreased accordingly [13]. rHDPE bags have been combined with other materials, for example, post-consumer polypropylene carpets, through compression molding. Molding of those recycled components under different pressures, temperatures, and compositions was performed based on differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) results for those different raw materials. Molded samples showed good mechanical properties [14]. rHPDE plastic bags were compression molded, and the compressive strength of the recycled plastic was found to range from 20.2 to 21.9 MPa [15]. Besides, recycled plastic bags have been used as a replacement for cement in the production of building bricks and concrete blocks. The recycled plastic was combined with sand and gravel to produce those bricks and blocks [16].
Pultruded composites are a type of composite that has nearly all the fibers aligned in the length direction (or unidirectional fibers) and provides high strength in that direction. Pultruded glass fiber-reinforced thermoset composite rebars were gaining popularity over other composites for their ability to enable structural lightweighting, corrosion resistance, and excellent tensile performance [17,18,19,20,21,22]. However, the scrap of pultruded thermoset composite bars poses challenges in recycling due to the crosslinked network of their thermoset matrices that impairs the molecular chain mobility for recycling through remelting. Multiple recycling approaches were explored by academia and industry using mechanical, chemical, and thermal methods to recover the pultruded composite materials and reduce landfill [23,24,25]. Based on those methods, chemical recycling can recover the monomer within polymer and fibers within composites. However, the recycling method may require a specifically designed composition for reversible conversion. Burning can be a great way for recovery of energy, but volatile organic compounds will be generated during the process and can be harmful to the environment.
Mechanical recycling is another conventional recycling method. Recycled polymers or their composites are recycled by cutting and shredding to recover applicable constituents without chemical or thermal treatments. It is normally used to recycle and repurpose the thermoset composites because it is cost-effective, less energy-intensive, and does not require environmentally harmful substances [26,27,28]. Pultruded glass fiber reinforced thermoset composite wastes are normally shredded or milled [23,27]. Those materials exhibit very low strength and have significantly low market value due to significantly reduced fiber length [24,29,30]. The fiber length was significantly reduced to several millimeters, e.g., less than 2.4 mm [24]. Kasim et al. used shredded pultruded vinyl ester composite and added them into polypropylene. Glass fiber lengths ranged from 6.7 mm to 8.0 mm [25]. The tensile and flexural testing results showed that the 20–30 wt% range provided the most balanced performance. The tensile modulus improved up to about 300%, flexural strength was doubled, and impact energy absorption was increased by about 250% in HDPE [25]. However, there is a limited increase in tensile strength for fiber-reinforced HDPE composites, with a strength of only 21.1 MPa [25].
This work presents a new mechanical recycling method to downsize recycled scrap from a pultruded glass fiber thermoset matrix composite (rComposite) and use it to reinforce rHDPE. Mechanical testing was performed, and properties of the hybrid composite with different rComposite contents of recycled pultruded composite scrap were compared. The approach of reinforcing recycled thermoplastics with recycled fiber-reinforced thermoset composites allows highly valued specific material properties, such as strength and durability, while remaining corrosion resistant, lightweight, and low cost.
2. Materials and Methods
2.1. Materials
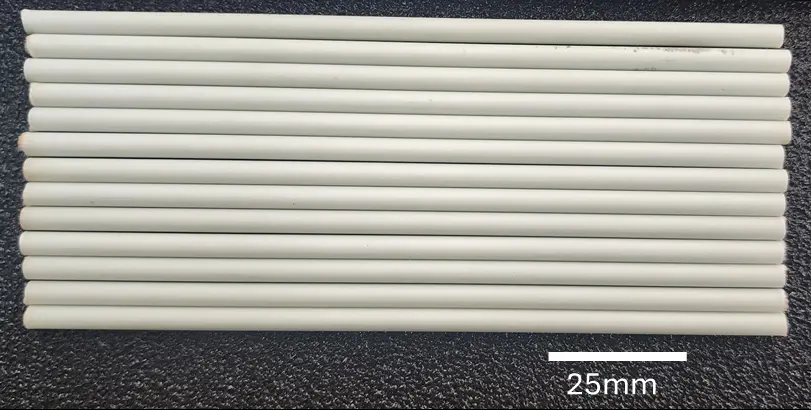
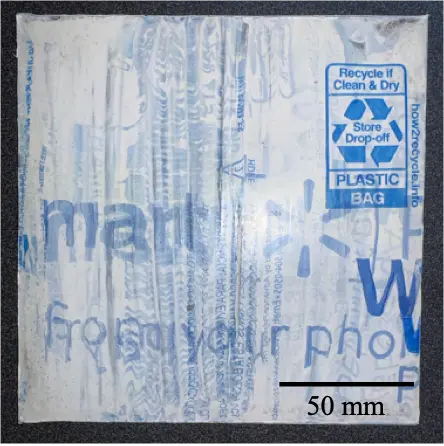
Post-consumer plastic bags made of HDPE were cut into 152.4 mm × 152.4 mm (6 inches × 6 inches) sheets and stacked to be used as the polymer matrix. The as-received pultruded E-glass fiber reinforced vinyl ester composite bar scrap, supplied by Avient Corporation, was originally utilized as concrete reinforcements, piping, insulator applications, etc. The 5-mm-diameter rods were first cut to a length of 140 mm as shown in Figure 1a and mechanically compressed under 25 tons to split into smaller pieces, resulting in rComposite with dimensions of average length, width, thickness, and weight of 140 mm, 2.78 mm, 1.4 mm, and 0.78 g each, respectively. The pressing leads to an efficient way to split and downsize the pultruded unidirectional fiber composite bar because of the low strength in its radial direction. The main steps of downsizing the pultruded composite bar scrap and integrating them with plastic bags to produce rComposite/rHDPE panel (Figure 1b) are shown in Figure 1c: (1) as–received pultruded composite bar scraps were cut to 140 mm length; (2) the rComposite bars were pressed and split into smaller pieces; (3) downsized rComposite pieces were laid up with rHDPE plastic bag films for molding; (4) the rComposite pieces were compression molded with rHDPE; (5) testing samples were prepared from the rComposite reinforced rHDPE composite; and (6) the rComposite reinforced rHDPE sample was tested. The preparation of these materials undergoes a unique and energy-efficient method compared to the conventional recycling approaches [9]. The approach can maintain the original fiber length of 140 mm in the downsized rComposite pieces as well as the testing samples.
 |
 |
|
(a) |
(b) |
 |
|
|
(c) |
|
Figure 1. (a) As-received scrap of pultruded glass fiber vinyl ester composite bars after being cut to a length of 140 mm (5.5 inches) and before being split; (b) compression molded composite panel using rHDPE plastic bag and the split glass fiber vinyl ester composite bar; (c) flow chart of downsizing pultruded GF/VE composite (rComposite) bar scrap and molding with rHDPE plastic bags.
2.2. Processing
A compression molding press (Pasadena Hydraulics, Inc., City of Industry, CA, USA) was used to integrate downsized rComposite scraps into the rHDPE matrix. Materials are placed into a steel mold with a cavity of 152.4 mm × 152.4 mm (6” × 6”) dimensions. The molded panel is shown in Figure 1b. After pilot experimentation, optimal operating conditions were discovered to be 140 °C (285 °F) and 5 tons of molding force, which enabled a desired thickness without significant plastic flow out. The differential scanning calorimetry data previously conducted confirmed the processing temperature and thermal characteristics [31].
Split rComposite pieces were weighed using an OHAUS Pioneer scale (OHAUS Corporation, Parsippany, NJ, USA) to a weight of 26.4 g, then uniformly distributed in unidirectional orientation, in the middle of rHDPE stacks with 20%, 27%, and 35% rComposite weight contents. The rComposite pieces were dimensioned uniformly and manually laid [32] with an equivalent layer thickness for all compositions. Sample variants were created by varying the amount of rHDPE sheets to achieve the desired weight fraction.
Panels were then cooled at an average rate of about 1 °C/min under pressure, removed, and trimmed to testing dimensions. All mechanical results were normalized to compensate for the difference in thickness between the panels produced. The molded panel (Figure 1b) shows the fabricated composite panel with 35% rComposite weight content, prior to cutting into standardized specimen sizes for mechanical testing.
2.3. Characterization
2.3.1. FTIR
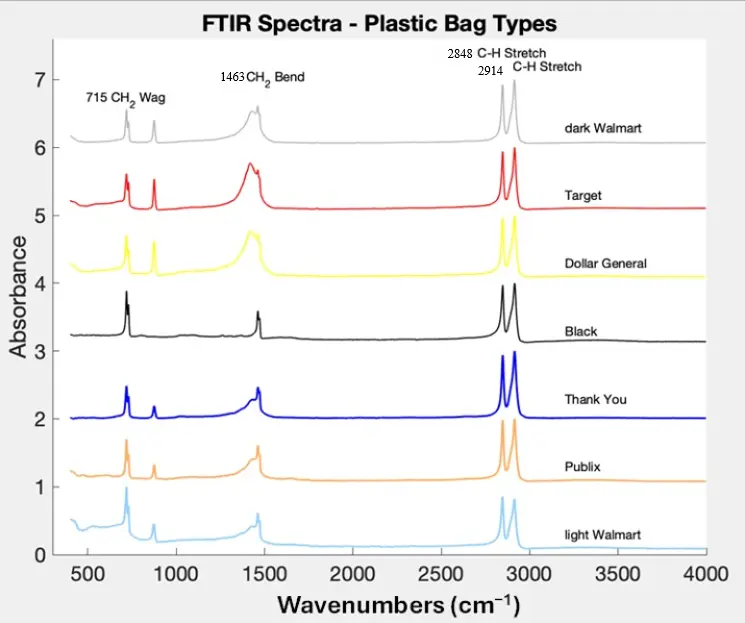
Fourier transform infrared spectroscopy (FTIR) is widely used in laboratory material characterization due to its low cost and ease of operation. FTIR spectra of post-consumer plastic bags were collected in attenuated total reflection mode using an infrared spectrophotometer (Bruker, Billerica, MA, USA). Each spectrum was acquired with 32 scans over the range of 4000–400 cm−1.
2.3.2. Microscopy
A combination of digital microscopy (Keyence VHX-7100, Keyence Corporation of America, Itasca, IL, USA) and scanning electron microscopy (Quanta FEG 650) was used to observe the composite structure at the microscale level [33]. The SEM sample was sputter-coated to improve surface conductivity and prevent charging. A low accelerating voltage of 5 kV was applied to avoid localized melting caused due to the low melting temperature of the matrix. These characterization methods enabled detailed observation of the component interfaces and guided improvements in rComposite weight control, and rComposite distribution for subsequent panel fabrication.
2.4. Mechanical Testing
Tensile tests were performed according to ASTM D3039-Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials, flexural tests followed ASTM D7264-Standard Test Method for Flexural Properties of Polymer Matrix Composite Materials, and impact tests followed ASTM D256-Standard Test Methods for Determining the Izod Pendulum Impact neat HDPE panel to evaluate changes in strength, stiffness, and impact resistance with increasing rComposite fraction. Tensile and flexural tests were performed using a universal hydraulic testing machine (Instron, model 1331). During tensile testing, strain was measured with an attached extensometer. The impact testing was conducted using a low-energy pendulum-type impact tester (Tinius Olsen MI 104, Tinius Olsen, Horsham, PA, USA).
3. Results and Discussion
3.1. Materials Compositions
Characterization techniques were conducted to confirm the composition and consistency of recycled inputs. An ALPHA II Compact FTIR Spectrometer was used to identify the material type of the collected plastic bags (Figure 2). FTIR results consistently matched peaks of high density polyethylene, characterized primarily by peaks at 713, 1463, 2848, and 2914 cm−1 [34]. Baseline drift and noise were noticed in the spectrum, indicating that pigment or additives (such as printing inks) inherent to recycled bags are present.
The cross-sectional image (Figure 3) of as received rComposite bar is obtained using the Keyence microscope after mounting and polishing. It is seen that glass fibers (darker circles) are embedded in a vinyl ester matrix. A good overall impregnation quality was also observed for the as-received rebar, evidenced by the low void content between the bundled glass fibers.
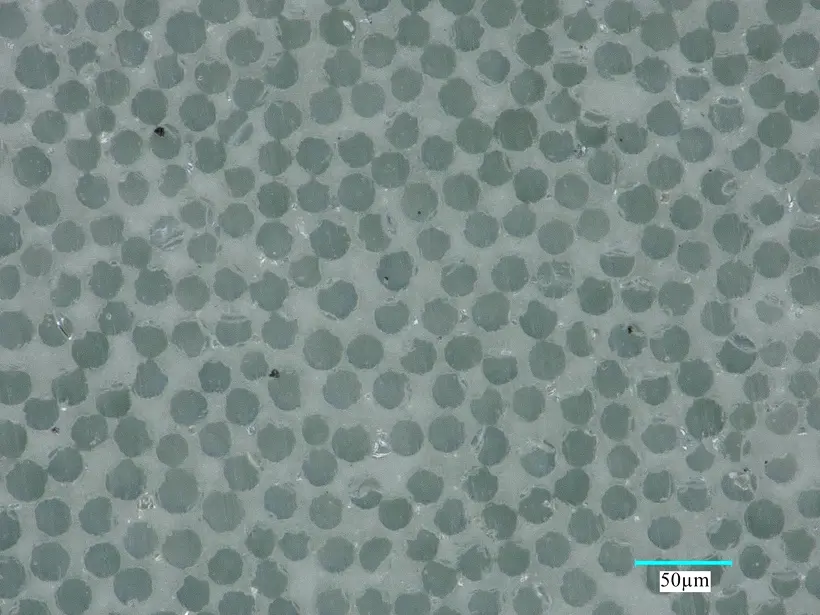
Figure 3. Micrograph of showing the uniform cross-sectional view of the pultruded thermoset composite ‘as received’, revealing glass fibers (darker circles) embedded in vinyl ester matrix.
The composition of the rComposite or E-glass fiber reinforced vinyl ester thermoset was confirmed through consultation with the source data sheets and a burn-off test in the NEY 525 Series 2 Box Furnace to quantify fiber content. During burn-off, the vinyl-ester resin evaporates, revealing the weight contribution of just the glass fiber residue. This weight percentage is converted to a volume fraction, which is essential for developing precise fiber compositions in the final panels.
The volume fraction (V) in Table 1 was calculated using the densities ($$\rho$$) of the individual constituents, along with their weight percentages (W):
where GF represents the glass fiber component, and VE of the vinyl ester matrix.
The Rule of Mixture used to calculate the tensile modulus of the rComposite/rHDPE composite in the fiber direction, or $${E}_{\mathrm{r}\mathrm{C}\mathrm{o}\mathrm{m}\mathrm{p}\mathrm{o}\mathrm{s}\mathrm{i}\mathrm{t}\mathrm{e}/\mathrm{r}\mathrm{H}\mathrm{D}\mathrm{P}\mathrm{E}}$$, is shown in Equation (2) below.
where $${V}_{\mathrm{r}\mathrm{C}\mathrm{o}\mathrm{m}\mathrm{p}\mathrm{o}\mathrm{s}\mathrm{i}\mathrm{t}\mathrm{e}}$$ and $${V}_{\mathrm{r}\mathrm{H}\mathrm{D}\mathrm{P}\mathrm{E}}$$ are the volume content of the recycled unidirectional glass fiber VE composite (rComposite) and recycled HDPE (rHDPE), respectively; $${E}_{\mathrm{r}\mathrm{C}\mathrm{o}\mathrm{m}\mathrm{p}\mathrm{o}\mathrm{s}\mathrm{i}\mathrm{t}\mathrm{e}}$$ and $${E}_{\mathrm{r}\mathrm{H}\mathrm{D}\mathrm{P}\mathrm{E}}$$ are the tensile modulus of rComposite and rHDPE, respectively.
Table 1. Verification of ~70% glass fiber composition in thermoset recyclate, based on residue mass following vinyl ester burn-off tests (FVF = Glass Fiber Volume Fraction).
|
Mass Before Burnoff (g) |
Mass After Burnoff (g) |
Residue (wt%) |
FVF (vol%) |
||||
|---|---|---|---|---|---|---|---|
|
N |
Pan |
Pan w/Sample |
Sample |
Pan with Residue |
Residue |
||
|
1 |
2.22 |
12.38 |
10.16 |
10.71 |
8.48 |
83.5 |
69.4 |
|
2 |
2.23 |
12.43 |
10.21 |
10.75 |
8.53 |
83.5 |
69.5 |
|
3 |
2.23 |
12.42 |
10.18 |
10.71 |
8.48 |
83.3 |
69.1 |
|
4 |
2.21 |
12.42 |
10.21 |
10.74 |
8.52 |
83.5 |
69.4 |
|
5 |
2.19 |
12.37 |
10.17 |
10.69 |
8.50 |
83.6 |
69.5 |
3.2. Materials Morphologies
More surface area that is available around the glass fibers for bonding with the introduced HDPE matrix will improve the interface within the composite in this study. The polymer matrix portion of the left-hand side of the image (Figure 4) shows the layered sheets from the fabrication procedure. The more surface area that is available around the glass fibers for bonding with the introduced polyethylene matrix, will improve the interface within the composite in this study. Visual evidence of bonding, fiber distribution, and potential voids or discontinuities informs how well stress is transferred under load.
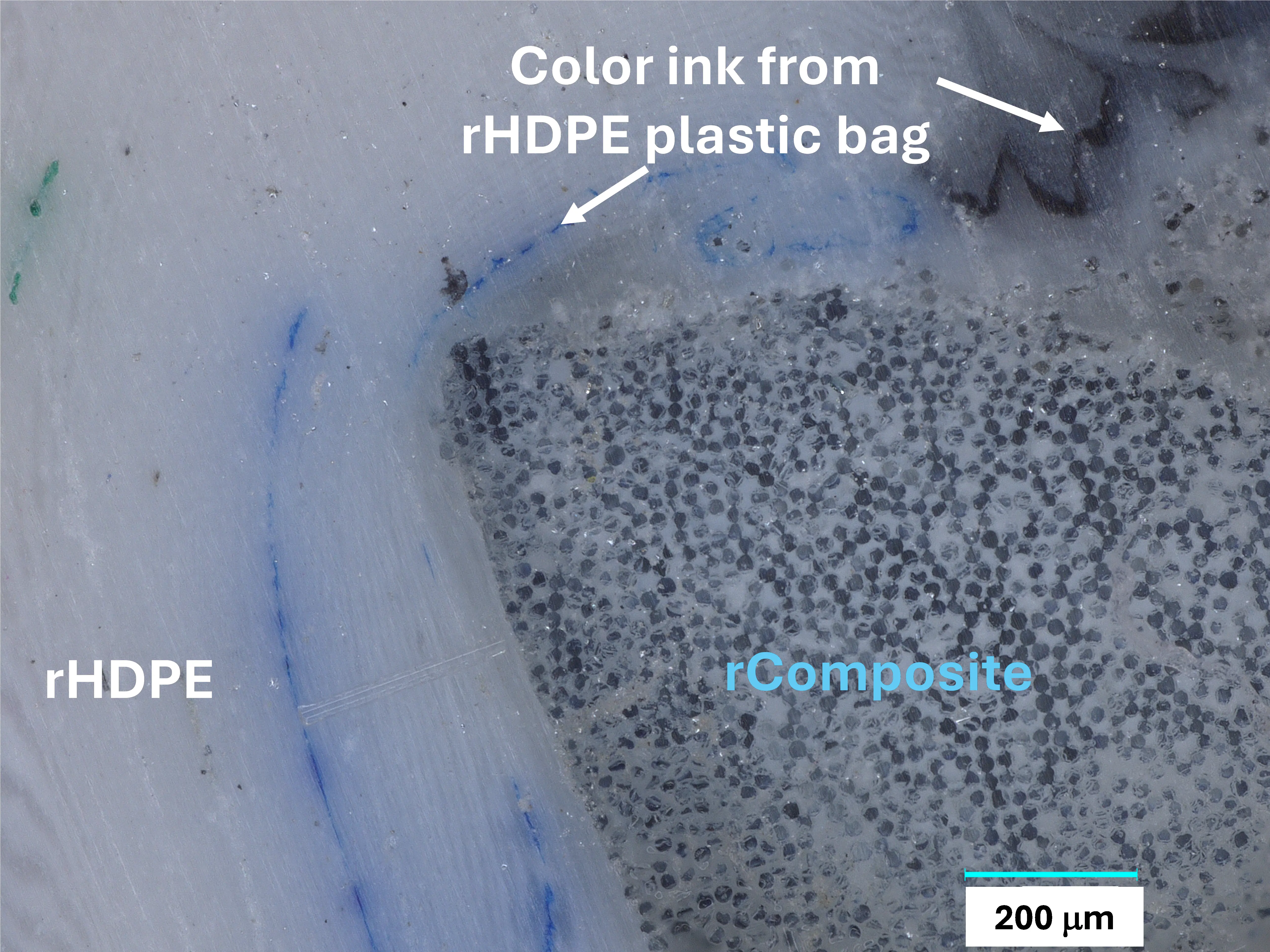
Figure 4. Micrograph of the cross-section of the 35% rComposite/rHDPE panel showing good bonding between rComposite and rHDPE.
3.3. Tensile Test and Flexural Test Results
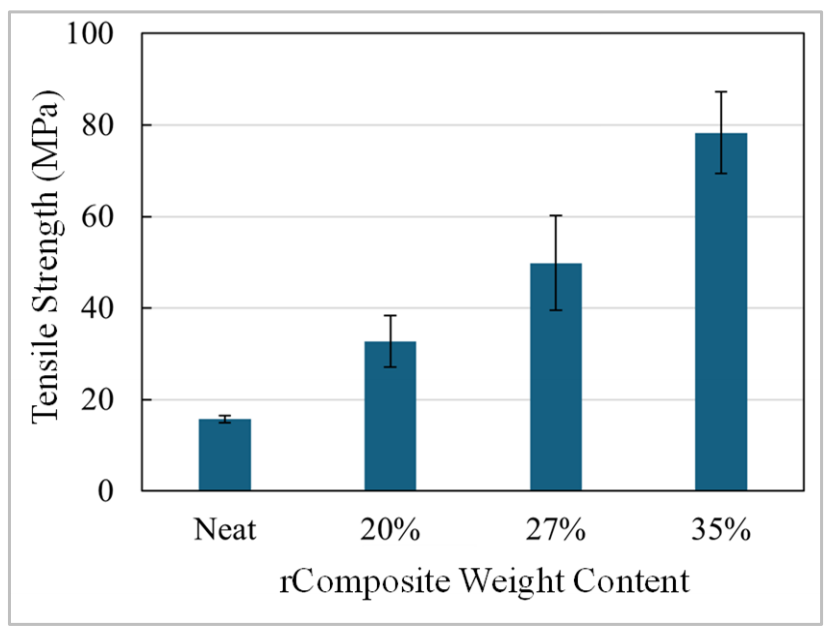
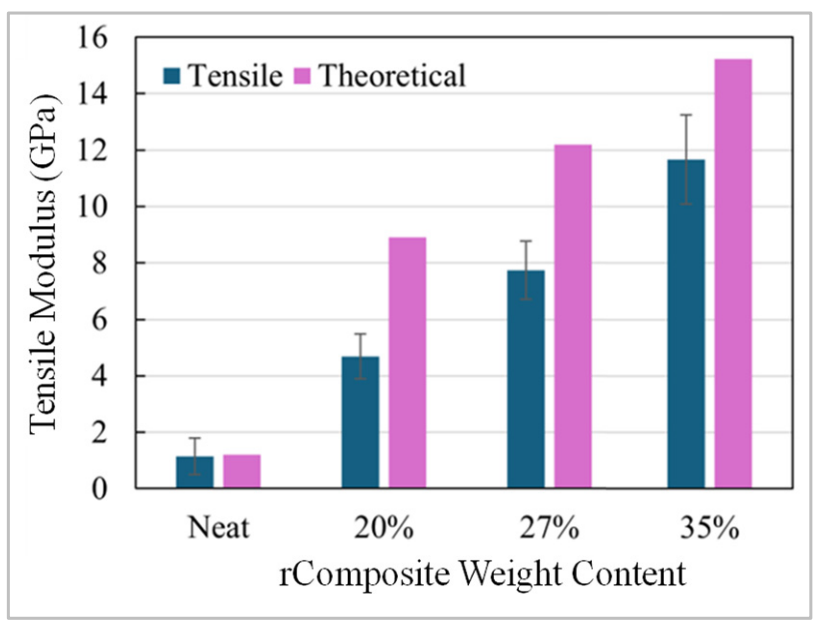
The tensile testing results show that the tensile strength (Figure 5) increases with increasing rComposite content. The results shown in Figure 5 are averaged data derived from testing three specimens per rComposite weight content. The composite with 35% rComposite demonstrated the highest tensile strength. Similarly, maximum tensile modulus values rose with rComposite percentage, confirming that the incorporation of pultruded glass fiber-reinforced thermoset scrap enhances tensile strength. Results showed a 256% increase in tensile strength and an 885% increase in tensile modulus for the 35%-rComposite reinforced composite over rHDPE. Despite the minimal surface treatment or interfacial engineering, the composites exhibit reasonably good tensile strength, indicating that fiber length retention and uniform distribution play a critical role in load bearing.
 |
 |
|
(a) |
(b) |
Figure 5. (a) Tensile strength of composite panels with different rComposite weight contents; each value represents the average of three tested specimens; (b) bar graph comparing tensile and Rule of Mixtures Young’s moduli for varying rComposite weight contents; data averaged from three replicates per content.
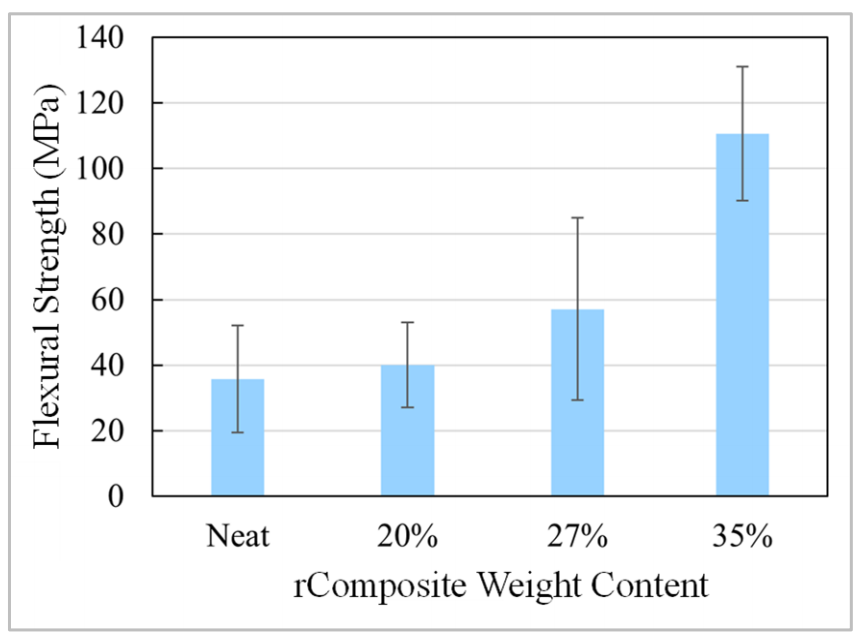
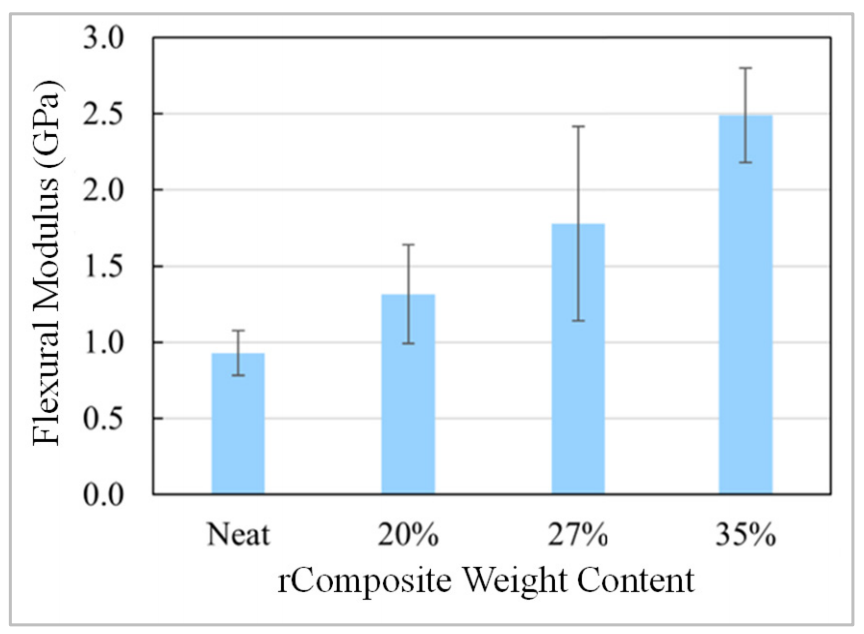
While tensile properties (Figure 5) reflect how the composite withstands uniaxial tension, flexural properties (Figure 6) reveal how it performs under bending stress. Three specimens were tested in flexural for each rComposite content. Both flexural strength and modulus increase as rComposite content increases, with all compositions exceeding the neat rHDPE sample. The main failure modes of the tested flexural sample include plastic deformation of the rHDPE matrix and debonding between rHDPE matrix and rComposite.
 |
 |
|
(a) |
(b) |
Figure 6. (a) Flexural strength of composite panels with different rComposite weight contents; each value represents the average of three tested specimens; (b) flexural modulus for varying rComposite weight content.
Tensile tests are fiber-dominant, or the fibers determine much of the load-bearing readings, being in the same direction as their axis, while flexural tests are more matrix- and interface-dominant, making the flexural properties more sensitive to interfacial adhesion and fiber dispersion quality. This is understandable, considering the primary mode of failure during flexural loading was debonding, which can be attributed to poor interfacial bonding between the glass fibers and the rHDPE matrix [5]. The dissimilarity in chemistry between thermoset and thermoplastic at the rComposite and rHDPE interface limits stress transfer, making the composite prone to separation between layers under bending stress. Debonding prevented the flexural properties from reaching similar effectiveness as the tensile modulus. Nevertheless, the tensile modulus reached approximately 75% of the theoretical Rule of Mixtures values, suggesting that even with unmodified interfaces, compression-molded rComposite/rHDPE composites can achieve meaningful structural performance enhancements. It can be seen that the tensile and flexural properties of the rComposite/rHDPE composite in the reinforcement direction are comparable to the properties of long glass fiber reinforced thermoplastic composites [1,35].
3.4. Impact Test Results
Figure 7 shows the impact resistance of the composites with different rComposite contents. For the intended structural and transportation applications of this material, impact resistance is a relevant measure of the material’s ability to absorb and dissipate sudden, high-energy forces without fracturing or failing.
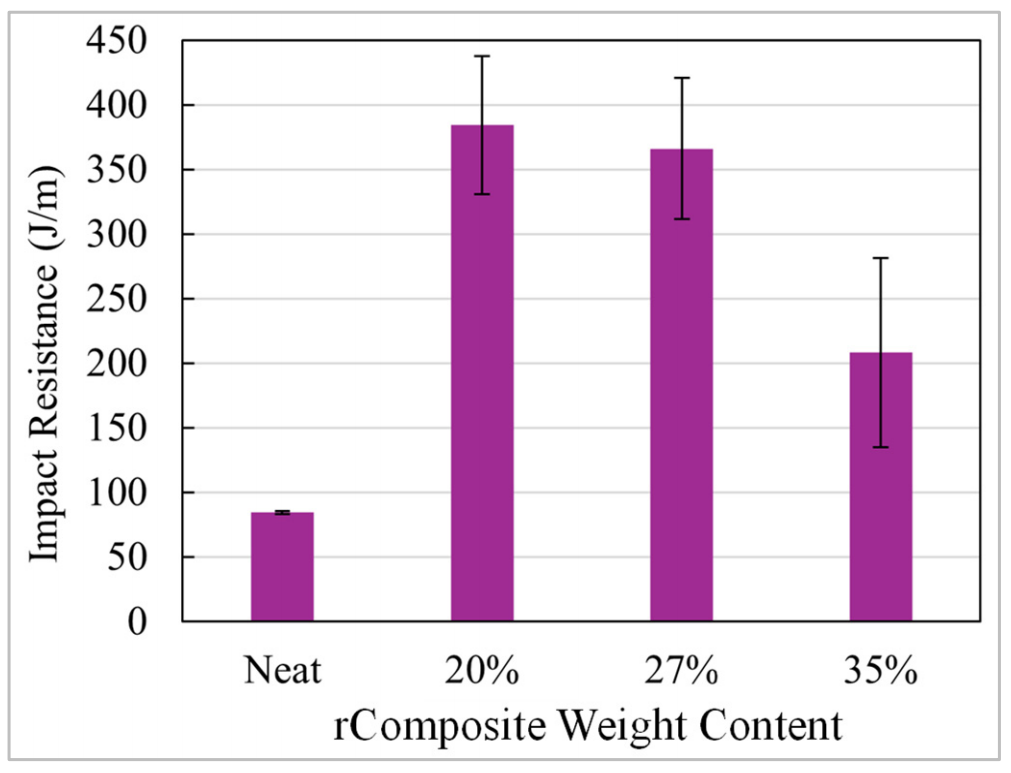
Figure 7. IZOD impact resistance bar graph for varying rComposite weight contents; values averaged from three specimens per group, showing inverse trend with rComposite weight content from 20–35%.
Impact resistance results revealed a non-linear trend with respect to rComposite weight content but a general decrease of impact strength, with increased rComposite content. The neat rHDPE panel exhibited the lower impact energy compared to the 20% rComposite panel. However, beyond 20%, a decline in energy absorption was observed, suggesting that moderate rComposite content improves toughness by enabling more efficient load distribution, and excessive rComposite content may lead to embrittlement and also possibly more defects at high rComposite content, such as debonding between the rComposite material and the rHDPE matrix and possible cracks in the rComposite induced from initial pressing and splitting.
To better understand how the material responds to dynamic loading, both the macroscopic and microscopic comparisons of impact samples before and after testing were evaluated (Figure 8 and Figure 9). Visual types of failure occurring at the fracture interface include splitting, debonding at the fiber-matrix interface, and matrix fracture. Composite materials are inherently more vulnerable to impact damage due to their anisotropic nature [22]. Direction-dependent properties result in uneven stress distribution under dynamic loading. In this study, the unidirectional alignment of fibers concentrated stresses unevenly, which may have amplified interfacial failure mechanisms during impact. At higher rComposite concentrations, fiber clustering or reduced matrix continuity may further limit energy-dissipation pathways, as indicated by the SEM images before and after impact testing (Figure 9).
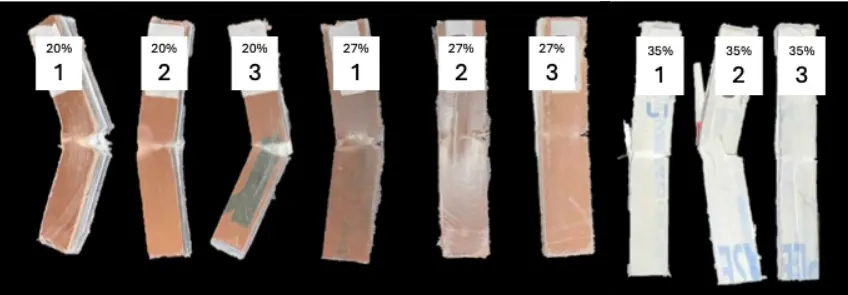
Figure 8. Impact specimens with 20%, 27, and 35% rComposite contents after IZOD impact test according to ASTM D256. Different colors of the specimens refer to different bag sources. Three specimens labeled from 1 to 3 were tested for each variable.
 |
 |
|
(a) |
(b) |
Figure 9. SEM images of cross-section comparing 20% rComposite/rHDPE composite (a) before and (b) after impact testing. Fibers are shown visibly “bent” after impact testing, while the polymer matrix remains distinguishable in the top left quadrant of each image.
The post-impact microscopy image (Figure 9b) shows visibly bent or misaligned fibers, which were previously aligned, as observable in Figure 9a. Because the impact load was applied perpendicular to the fiber direction in the rComposite, the load induces bent fiber and misaligned fibers. It is one of the mechanisms for the rComposite/rHDPE absorbing the impact energy and contributing to its load bearing capacity.
4. Conclusions
Environmentally friendly composites were successfully developed by compression molding plastic bags with pultruded unidirectional glass fiber reinforced thermoset scrap at different contents, i.e., 20, 27, and 35 wt%. A high-efficiency recycling method that enables mechanical splitting of the pultruded composite while retaining fiber length to achieve enhanced properties was demonstrated. Tensile, flexural, and impact tests were performed according to testing standards to evaluate the mechanical properties of panels with various rComposite weight contents (20, 27, and 35 wt%). It is found that increasing the rComposite weight contents improved the tensile and flexural properties of the composite material. Results showed a 256% increase in tensile strength and an 885% increase in tensile modulus for the 35%-rComposite reinforced rHDPE composite over rHDPE. Both flexural strength and modulus also increased with increasing rComposite contents, indicating the reinforcement effect of the rComposite on the plastic. The composite with 20 wt% rComposite content also exhibited a higher impact resistance than neat rHDPE. However, beyond 20%, a decline in impact resistance was observed, suggesting possible more defects at high rComposite contents, such as debonding between the rComposite material and the rHDPE matrix. Various failure modes, including fiber splitting, debonding at the fiber-matrix interface, and matrix fracture, were observed in the tested impact samples.
Some of the results show relatively large standard deviations, further enhancement of the consistency in manufacturing, for example, reducing the size of the rComposite, is necessary in future work. Nevertheless, the findings demonstrate that effective recycling and processing can be achieved without extensive pre-processing and highlight the potential to scale and refine the process for broader application. The minimal recycling steps help the retention of full fiber length, and therefore the mechanical strength and modulus of the material. In addition, this allows for an extremely energy-efficient method compared to conventional recycling approaches, which holds value in terms of sustainability and potential scalability of the material fabrication process. This approach can be extended to upscaling any other pultruded composites. Future work can be done to better control the cross section of the split composite to keep uniform size and minimize cracking in the split composite. The interfacial bonding between the thermoplastic matrix and the rComposite reinforcement can also be improved.
Acknowledgements
Pultruded glass fiber vinyl ester matrix composite scrap was donated by Avient Corp. Financial support was provided by National Science Foundation (Grant # DMR-244516) in the Research Experiences for Undergraduates (REU) program at University of Alabama at Birmingham (UAB). The project was also made possible through the National Institute of Standards & Technology funding the recycling work.
Author Contributions
Conceptualization, E.K., H.N., A.R., H.K., M.M. and S.P.; Methodology, E.K., H.N., A.R., S.P., Y.-C.S. and Y.Y.; Software, E.K. and Y.-C.S.; Validation, E.K., H.N., A.R., S.P., M.M., Y.Y. and Y.-C.S.; Formal Analysis, E.K., M.M., H.N. and A.R.; Investigation, E.K., Y.Y., H.N., A.R., S.P., Y.-C.S.; Resources, H.N., A.R., H.K. and S.P.; Data Curation, E.K. and Y.-C.S.; Writing—Original Draft Preparation, E.K. and Y.-C.S.; Writing—Review & Editing, E.K., Y.-C.S., Y.Y., H.K., A.R., M.M., S.P. and H.N., Visualization, E.K. and H.N.; Supervision, S.P., H.N.; Project Administration, H.N.; Funding Acquisition, H.N.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be provided upon request.
Funding
Financial support was provided by National Science Foundation (Grant # DMR-244516) in the Research Experiences for Undergraduates (REU) program at University of Alabama at Birmingham (UAB). The project was also made possible through the National Institute of Standards & Technology funding the recycling work.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
Ning H. Thermoplastic Composites: Principles and Applications; Walter de Gruyter GmbH & Co KG: Berlin, Germany, 2021. [Google Scholar]
-
Davim JP. Biomedical Composites: Materials, Manufacturing and Engineering; Walter de Gruyter: Berlin, Germany, 2013. [Google Scholar]
-
Davim JP. Composite materials: A bibliometric analysis. AIMS Mater. Sci. 2024, 11, 1145–1148. DOI:10.3934/matersci.2024055 [Google Scholar]
-
Available online: https://www.epa.gov/facts-and-figures-about-materials-waste-and-recycling/frequent-questions-regarding-epas-facts-and#:~:text=Data%20web% (accessed on 10 July 2025).
-
Parikh HH, Gohil PP. Tribology of fiber reinforced polymer matrix composites—A review. J. Reinf. Plast. Compos. 2015, 34, 1340–1346. DOI:10.1177/0731684415591199 [Google Scholar]
-
Gourmelon G. Global Plastic Production Rises, Recycling Lags2015. Available online: https://www.igpn.org/news/2015/01/global_plastic_production_rise.html (accessed on 10 July 2025).
-
The Compelling Facts About Plastics. 2008. Available online: https://plasticseurope.org/wp-content/uploads/2021/10/2006-Compelling-facts.pdf (accessed on 10 July 2025).
-
Geyer R, Jambeck JR, Law KL. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. DOI:10.1126/sciadv.1700782 [Google Scholar]
-
Bream CE, Hornsby PR. Comminuted thermoset recyclate as a reinforcing filler for thermoplastics: Part I characterisation of recyclate feedstocks. J. Mater. Sci. 2001, 36, 2965–2975. DOI:10.1023/A:1017962722495 [Google Scholar]
-
Patel SH, Xanthos M. Environmental issues in polymer processing: A review on volatile emissions and material/energy recovery options. Adv. Polym. Technol. 2001, 20, 22–41. DOI:10.1002/1098-2329(200121)20:1<22::AID-ADV1002>3.3.CO;2-F [Google Scholar]
-
Dahlbo H, Poliakova V, Mylläri V, Sahimaa O, Anderson R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. DOI:10.1016/j.wasman.2017.10.033 [Google Scholar]
-
Murat BIS, Kamalruzaman MS, Azman MHN, Misroh MF. (Eds). Assessment of mechanical properties of recycled HDPE and LDPE plastic wastes. IOP Conf. Ser. Mater. Sci. Eng. 2020, 957, 012046. DOI:10.1088/1757-899X/957/1/012046 [Google Scholar]
-
Chen RS, Chai YH, Olugu EU, Salleh MN, Ahmad S. Evaluation of mechanical performance and water absorption properties of modified sugarcane bagasse high-density polyethylene plastic bag green composites. Polym. Polym. Compos. 2021, 29, S1134–S1143. DOI:10.1177/09673911211049058 [Google Scholar]
-
Maheshwari A, Azarfam MY, Chaudhari S, Switzer C, Hanan JC, Bandla S, et al. Composites from Post-Consumer Polypropylene Carpet and HDPE Retail Bags. In Technology Innovation for the Circular Economy: Recycling, Remanufacturing, Design, Systems Analysis and Logistics; 2024; pp. 333–342. Available online: https://onlinelibrary.wiley.com/doi/10.1002/9781394214297.ch26 (accessed on 25 July 2025).
-
Al-Talib AA, Abdullah NF, Hamid ARA, Kit WW, Hoe TJ. Investigation of the Mechanical Properties and Applicability of HDPE Recycled Plastic Bags. Available online: https://alife-robotics.co.jp/members2023/icarob/data/html/data/OS/OS27/OS27-5.pdf (accessed on 25 July 2025).
-
Abdel Tawab O, Amin M, Ibrahim M, Abdel Wahab M, Abd El Rahman E, Hassanien R, et al. Recycling waste plastic bags as a replacement for cement in production of building bricks and concrete blocks. J. Waste Resour. Recycl. 2020, 1, 202. Available online: https://www.researchgate.net/publication/339613441_Recycling_Waste_Plastic_Bags_as_a_Replacement_for_Cement_in_Production_of_Building_Bricks_and_Concrete_Blocks (accessed on 25 July 2025).
-
Vedernikov A, Safonov A, Tucci F, Carlone P, Akhatov I. Pultruded materials and structures: A review. J. Compos. Mater. 2020, 54, 4081–4117. DOI:10.1177/0021998320922894 [Google Scholar]
-
Correia JR. Pultrusion of advanced composites. In Advanced Fiber-Reinforced Polymer (FRP) Composites for Structural Applications; Elsevier: Amsterdam, The Netherlands, 2023; pp. 137–177. [Google Scholar]
-
Feng P, Wang J, Wang Y, Loughery D, Niu D. Effects of corrosive environments on properties of pultruded GFRP plates. Compos. Part B: Eng. 2014, 67, 427–433. DOI:10.1016/j.compositesb.2014.08.021 [Google Scholar]
-
Yang S, Liu W, Fang Y, Huo R. Influence of hygrothermal aging on the durability and interfacial performance of pultruded glass fiber-reinforced polymer composites. J. Mater. Sci. 2019, 54, 2102–2121. DOI:10.1007/s10853-018-2944-6 [Google Scholar]
-
Kasim H, Shih Y-C, Ning H, Pillay S. Upcycling epoxy–glass thermoset waste into high-performance polyethylene composites. Compos. Struct. 2026, 377, 119880. DOI:10.1016/j.compstruct.2025.119880 [Google Scholar]
-
Andrew JJ, Srinivasan SM, Arockiarajan A, Dhakal HN. Parameters influencing the impact response of fiber-reinforced polymer matrix composite materials: A critical review. Compos. Struct. 2019, 224, 111007. DOI:10.1016/j.compstruct.2019.111007 [Google Scholar]
-
Castro ACM, Carvalho JP, Ribeiro MC, Meixedo JP, Silva FJ, Fiúza A, et al. An integrated recycling approach for GFRP pultrusion wastes: Recycling and reuse assessment into new composite materials using Fuzzy Boolean Nets. J. Clean. Prod. 2014, 66, 420–430. DOI:10.1016/j.jclepro.2013.10.030 [Google Scholar]
-
Kandasamy V, Subramanian A, Subramanian S, Rajendran S. Mechano-chemical upcycling of pultruded composite waste for reuse in concrete mixture. Matéria 2024, 29, e20240348. DOI:10.1590/1517-7076-rmat-2024-0348 [Google Scholar]
-
Kasim H, Mohamed M, Ning H, Pillay S. Recycling of Pultruded Vinyl Ester Thermoset Scraps into Polyethylene Composites: Toward Circular Composite Manufacturing. J. Compos. Sci. 2025, 9, 641. DOI:10.3390/jcs9120641 [Google Scholar]
-
Frej HBH, Léger R, Perrin D, Ienny P, Gérard P, Devaux J-F. Recovery and reuse of carbon fibre and acrylic resin from thermoplastic composites used in marine application.Resour. Conserv. Recycl. 2021, 173, 105705. DOI:10.1016/j.resconrec.2021.105705 [Google Scholar]
-
Ribeiro MCS, Fiúza A, Castro AC, Silva F, Meixedo JP, Dinis ML, et al. Recycling of Pultrusion Production Waste into Innovative Concrete-Polymer Composite Solutions. Adv. Mater. Res. 2011, 295, 561–565. DOI:10.4028/www.scientific.net/AMR.295-297.561 [Google Scholar]
-
Krauklis AE, Karl CW, Gagani AI, Jørgensen JK. Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. DOI:10.3390/jcs5010028 [Google Scholar]
-
Scaffaro R, Di Bartolo A, Dintcheva NT. Matrix and filler recycling of carbon and glass fiber-reinforced polymer composites: A review. Polymers 2021, 13, 3817. DOI:10.3390/polym13213817 [Google Scholar]
-
Butenegro JA, Bahrami M, Abenojar J, Martínez MÁ. Recent progress in carbon fiber reinforced polymers recycling: A review of recycling methods and reuse of carbon fibers. Materials 2021, 14, 6401. DOI:10.3390/ma14216401 [Google Scholar]
-
Angulo C, Brahma S, Espinosa-Dzib A, Peters R, Stewart KME, Pillay S, et al. Development of hemp fiber composites with recycled high density polyethylene grocery bags. Environ. Prog. Sustain. Energy 2021, 40, e13617. DOI:10.1002/ep.13617 [Google Scholar]
-
Chawla KK. Composite Materials: Science and Engineering; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
-
Li S, Wang X, Xue B, Feng D, Liu Y, Jiang W. Flower-like Ag/Ag2O/Bi12O17Cl2 heterojunction for photocatalytic removal of antibiotics: Synergetic effect of plasmonic effect and p–n heterojunction. J. Mater. Sci. Technol. 2026, 246, 237–246. DOI:10.1016/j.jmst.2024.12.088 [Google Scholar]
-
Borjan D, Knez Z, Knez M. Recycling of Carbon Fiber-Reinforced Composites-Difficulties and Future Perspectives. Materials 2021, 14, 4191. DOI:10.3390/ma14154191 [Google Scholar]
-
Ning H, Lu N, Hassen AA, Chawla K, Selim M, Pillay S. A review of Long fibre thermoplastic (LFT) composites. Int. Mater. Rev. 2020, 65, 164–188. DOI:10.1080/09506608.2019.1585004 [Google Scholar]