The degradation of high-temperature components is mainly attributed to loss of strength and oxidation at elevated temperatures [
1,
2,
3]. It is well known that exposure to high temperatures significantly decreases the lifespan of materials due to oxidation. Therefore, different classes of alloys are utilized depending on the temperature requirements [
4]. Ni-based superalloys are a suitable choice for high-temperature applications due to their ability to resist corrosion and oxidation by forming protective oxides in an oxidizing environment [
2,
4,
5,
6,
7,
8,
9]. An important class of Ni-based superalloys, known as oxide dispersion-strengthened (ODS) alloys, has been developed by incorporating nanoparticles into the matrix alloy, which helps to control the loss of strength and improve creep resistance [
10,
11,
12]. The MA 754 alloy is one of the first ODS alloys, and it is strengthened by the dispersion of nano yttrium oxide particles within a corrosion-resistant matrix [
10,
11,
12].
Numerous investigations have explored the oxidation behavior of various classes of Ni-based superalloys [
8,
13,
14,
15,
16]. Quadakkers [
17] reported that oxide dispersion-strengthened (ODS) alloys exhibit superior oxidation resistance compared to non-ODS alloys. It has been recognized that the oxidation resistance of the MA 754 superalloy is attributed to forming a protective Cr
2O
3 oxide layer. In a study by Mutoh et al. [
18], several Ni-based superalloys, including MA 754, were subjected to corrosion investigation in an impure helium gas environment at 1373 K under simulated conditions of nuclear reactors. The results of their study indicated that MA 754 exhibits high resistance against oxidative environments. Natesan et al. [
19] reported that the low oxidation rate of MA 754 is due to the presence of Al, Cr, and Y
2O
3 particles.
Given the excellent resistance of Ni-based superalloys such as MA 754 to oxidation at high temperatures, it is valuable to investigate their oxidation behavior and properties under such conditions. Although the oxidation resistance of the MA 754 superalloy has been investigated in previous studies, most existing work has focused on isothermal oxidation or has been conducted under different atmospheric conditions. In practical applications, however, components are often subjected to cyclic thermal loading due to start-up and shutdown operations, which induce thermal stresses in the oxide scale and significantly influence oxidation behavior. Therefore, this study focuses on the cyclic oxidation performance of MA 754 at 1100 °C in air containing 6% moisture, as these conditions more accurately reflect real service environments. In addition to evaluating oxidation kinetics, this work provides detailed insights into oxide scale morphology, phase evolution, and stress-driven spallation mechanisms—areas that remain insufficiently explored in the existing literature.
3.1. Cyclic Oxidation Behavior
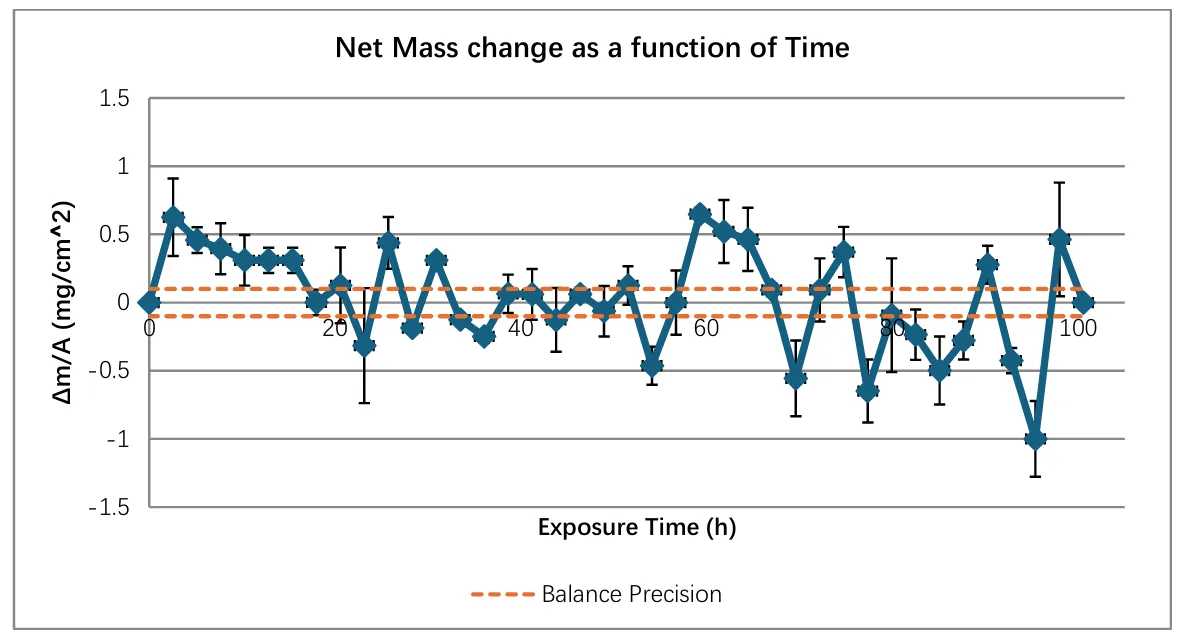
The mean net mass change of samples after cyclic oxidation test in air containing 6% moisture at 1100 °C versus exposure time is presented in
.
. Mean net mass change of the MA 754 superalloy oxidized in air at 1100 °C, as a function of exposure time.
The increase in the weight of the samples is associated with the reaction between the superalloy and oxygen in the surrounding air, resulting in the formation of oxide scales. Conversely, the weight loss of the samples can be attributed to the cracking of the protective oxide film, leading to its spallation from the surface of the superalloy. These cracking and spallation phenomena are the consequences of thermal and oxide growth stresses. The observed fluctuations in the oxidation behavior may be partially attributed to experimental apparatus errors. Similar oxidation behavior was documented by Obigodi-Ndjeng [
4] during the investigation of the oxidation behavior of Ni-based superalloy PWA and Ni-Cr-Al ternary alloys. The author concluded that a fluctuating curve might indicate a non-steady oxidation behavior.
3.2. Oxidation Products
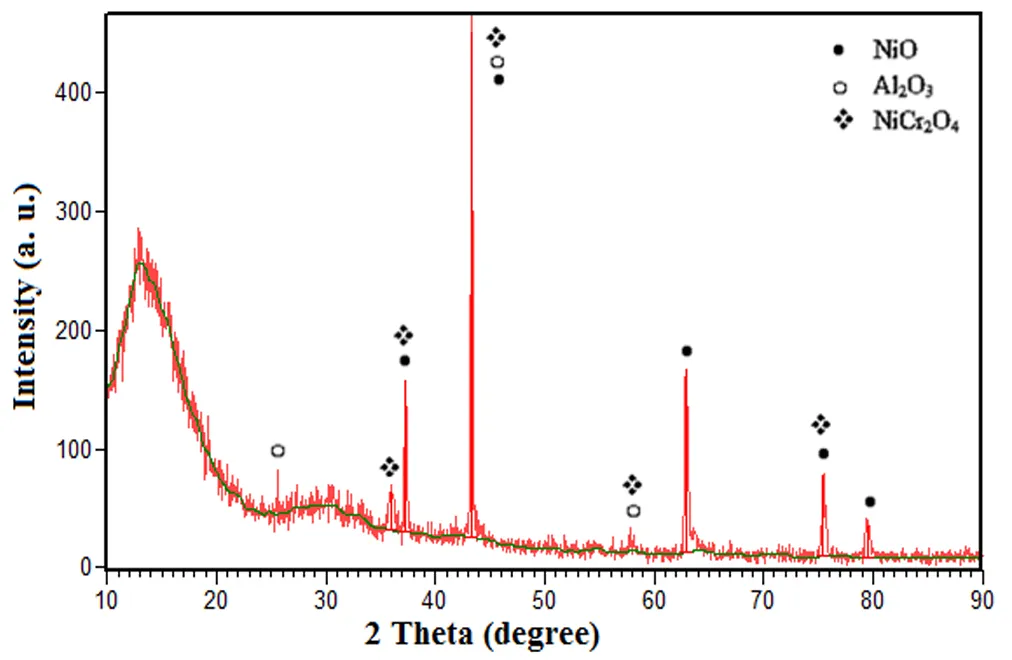
presents the XRD spectra depicting the spalled oxides of MA 754 superalloy following 100 h of cyclic oxidation at a temperature of 1100 °C. The obtained results reveal that the oxidation products of this Inconel alloy primarily consist of NiO and NiCr
2O
4. A small peak at approximately 25.6° in the XRD pattern, which does not overlap with other phases, suggests the possible presence of α-Al
2O
3. Notably, the prominent peaks corresponding to NiO suggest that this oxide constitutes the predominant component of the oxide scale during the cyclic oxidation process of MA 754, whereas Al
2O
3 exhibits the least formation. Considering that MA 754 superalloy is known as a chromia-forming alloy when exposed to an oxidizing atmosphere [
13], the presence of Cr
2O
3 peaks in the XRD pattern is expected. However, the absence of Cr
2O
3 in the oxidation products can be attributed to the following two reasons:
Previous investigations have indicated that the protective chromium oxide scale reacts with O
2 at elevated temperatures following reaction 1, forming gaseous CrO
3.
The Gibbs free energy (ΔG) for this reaction at 1100 °C is calculated to be approximately +240 kJ·mol
−1. This positive value suggests that CrO
3 formation is not spontaneous under standard conditions. However, the process is promoted by high oxygen partial pressure and the presence of water vapor, which was 6% in the test environment. These conditions facilitate chromium volatilization through the formation of CrO
3 and volatile chromium oxyhydroxide species such as CrO
2(OH)
2, thereby contributing to the observed depletion of Cr
2O
3 from the scale [
20,
21,
22,
23,
24].
Simultaneously, the protective chromium oxide reacts with NiO during high-temperature oxidation, forming non-protective NiCr
2O
4 [
5,
15]. This reaction can be represented by reaction 2 [
5]:
The Gibbs free energy equation associated with this reaction is given by:
Consequently, the value of ΔG (T) for NiCr
2O
4 at 1100 °C is approximately −873.31 kJ·mol
−1. The negative value of ΔG (T) confirms the thermodynamic favorability of NiCr
2O
4 formation. Therefore, from a thermodynamic standpoint, the spontaneous formation of this spinel from its reactants is established.
. XRD pattern of the spalled oxides of MA 754 superalloy after 100 h cyclic oxidation in air at 1100 °C.
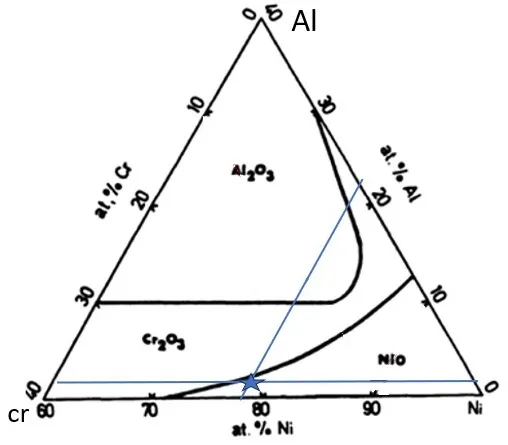
One approach to forecasting the formation of oxides during an alloy’s oxidation involves using an oxide map.
depicts the oxide map corresponding to a ternary Ni-Cr-Al system at a temperature of 1100 °C. This diagram encompasses three distinct regions. The position of MA 754 within this superalloy is determined by the atomic percentages of Ni, Cr, and Al in its chemical composition. The star symbol in
indicates the determined location of the alloy under investigation, situated next to the NiO/Cr
2O
3 boundary of the ternary diagram within the NiO region. According to Khanna [
2], oxides formed in alloys belonging to this region predominantly consist of NiO and spinels, with the possibility of internal oxidation of Cr and Ni. Within this region, the oxidation process is primarily governed by the outward diffusion of Ni ions. Hence, the presence of NiO and NiCr
2O
4, along with the absence of Cr
2O
3, in the XRD pattern of the spalled oxide (
) can be predicted using the oxide map.
However, the small Al
2O
3 peak observed in the XRD pattern (
), despite the alloy composition placing it in the NiO region of the oxide map (
), suggests the occurrence of localized or internal oxidation processes. This can be attributed to several factors. First, aluminum, though present in low bulk content (0.5 wt.%), may locally concentrate near grain boundaries or oxide dispersion particles such as Y
2O
3, enabling the nucleation of Al
2O
3 [
2,
17,
25]. Second, aluminum’s strong affinity for oxygen allows for internal oxidation below the surface, leading to subscale Al
2O
3 formation that may only be revealed through spallation or cracking of the outer layers [
26,
27]. Third, cyclic oxidation in moist air (6% water vapor) can modify oxidation kinetics and favor the transient formation of Al
2O
3 even in low-Al alloys [
23,
24]. Thus, although not predicted as a major oxide by the equilibrium oxide map, the minor presence of Al
2O
3 is thermokinetically plausible under the current experimental conditions.
. Oxide map for alloys in the ternary Ni-Cr-Al system at 1100 °C [
28].
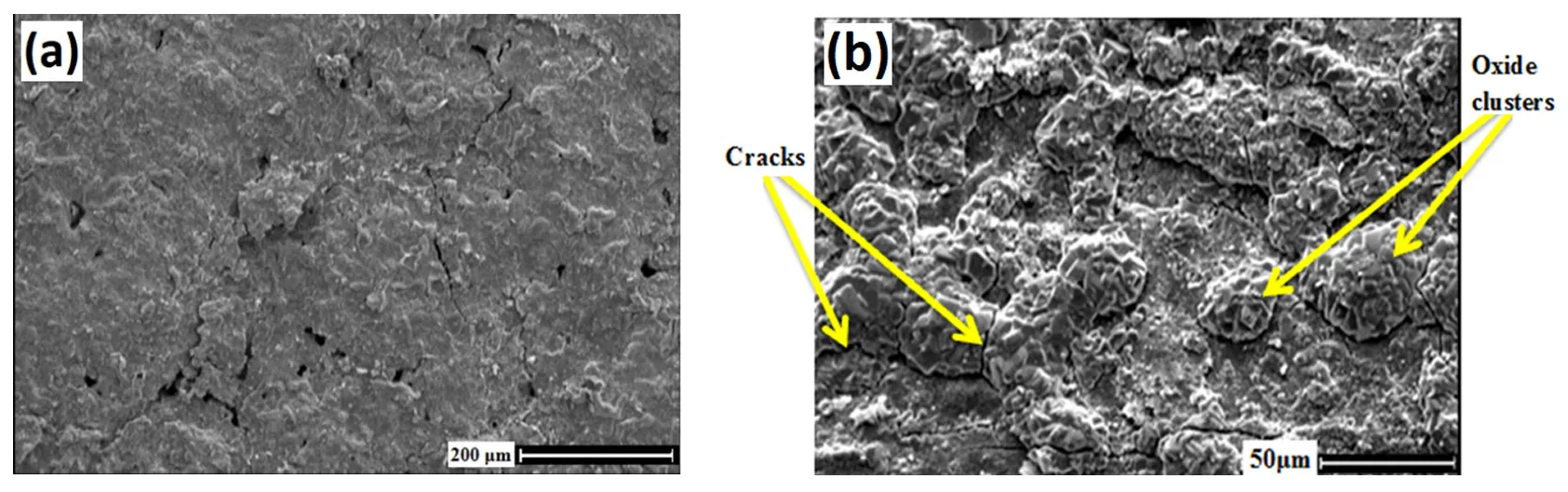
The surface morphology of the MA 754 sample was analyzed using scanning electron microscopy (SEM), as illustrated in
. The observed image reveals a porous and extensively cracked oxidized surface. The occurrence of cracks serves as an indication of stress concentration within the oxide scale [
2]. Based on the findings depicted in
a, it can be inferred that the MA 754 samples underwent oxide spallation phenomena during the high-temperature oxidation test. Consequently, this particular superalloy mitigates stress concentration by forming cracks in the scale, thereby facilitating scale spallation. A primary factor contributing to oxide spallation is thermal stress, arising from a mismatch between the thermal expansion coefficients of the oxide and the alloy [
2]. Given that the oxidation test was conducted under cyclic temperature conditions, the samples experienced repeated cooling and heating cycles. As a result, the cyclic heating conditions not only generated stress within the oxide layer but also led to the accumulation of thermal stresses, thereby promoting scale spallation during the oxidation study [
2].
An additional factor contributing to oxide spallation is the generation of stress during the growth of oxide scales [
2]. Non-protective oxides, such as NiO and NiCr
2O
4, exhibit a higher growth rate compared to protective oxides like Al
2O
3 [
29]. Considering the XRD pattern (
), which indicates that NiO and NiCr
2O
4 are the primary constituents of the oxidation products of MA 754, it can be inferred that the studied alloy experienced elevated stresses during the growth of oxides. These stresses progressively accumulate during the oxidation of the alloy, ultimately leading to the spallation of the oxide layers.
. SEM surface morphology of the MA 754 sample after 50 h cyclic oxidation at 1100 °C: (<b>a</b>) Lower magnification showing overall cracked and porous oxide layer, (<b>b</b>) Higher magnification highlighting flower-like oxide clusters (yellow arrows).
b presents a higher magnification of the same region, revealing the detailed flower-like oxide clusters (indicated by yellow arrows). It can be observed that each distinct oxide cluster has a flower-like structure.
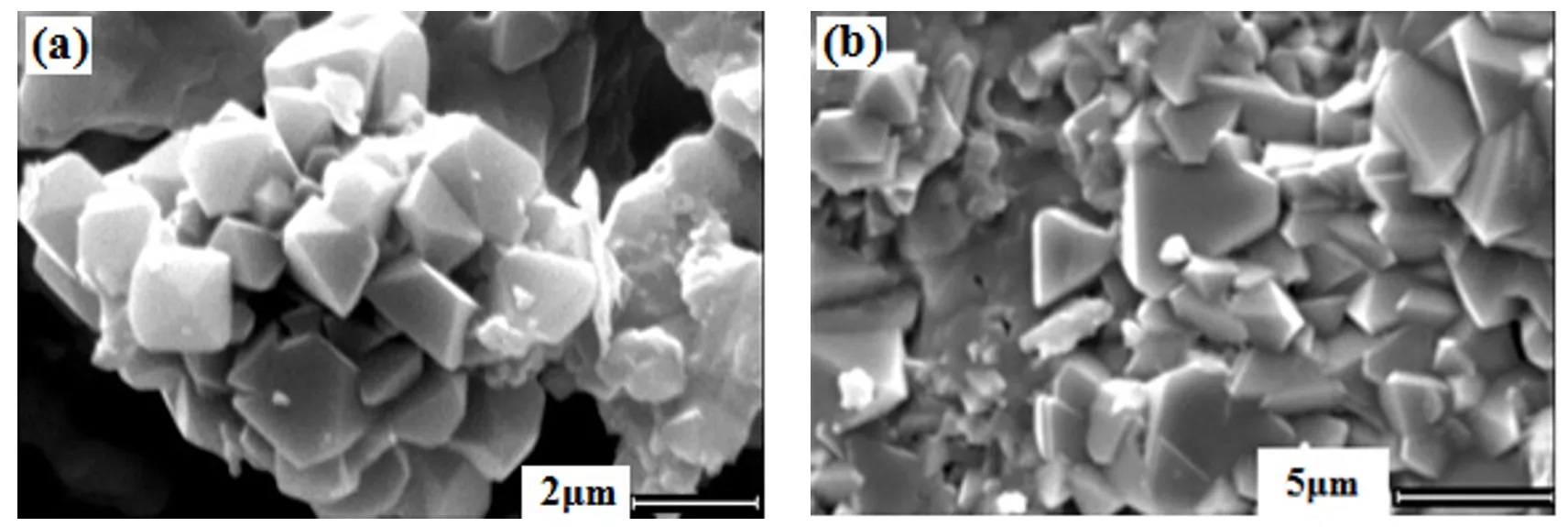
To provide a more comprehensive understanding of the morphology of oxide clusters, higher-magnification images are presented in . These images depict the morphology of spalled oxides and the oxidized sample after a 50 h cyclic oxidation test at 1100 °C. The SEM micrographs reveal a pyramidal-type morphology characterized by flat faces. Notably, each oxide cluster exhibits a flower-like structure composed of numerous oxide pyramids. In addition, the pyramidal oxides observed in are remarkably small, with approximate dimensions below 6 μm.
Raynaud et al. [
30] and Tawancy [
31] previously observed the pyramidal-type morphology of oxides during the oxidation behavior of Ni alloys. In this particular mode of oxide growth, screw dislocations facilitate the creation of new steps, and the growth process occurs through either lattice or grain boundary diffusion [
30]. The formation of pyramid-shaped oxides is driven by the depreciation of the system’s surface energy, thereby influencing their growth behavior.
. SEM micrographs of (<b>a</b>) spalled oxides and (<b>b</b>) oxidized sample after 50 h cyclic oxidation test at 1100 °C.
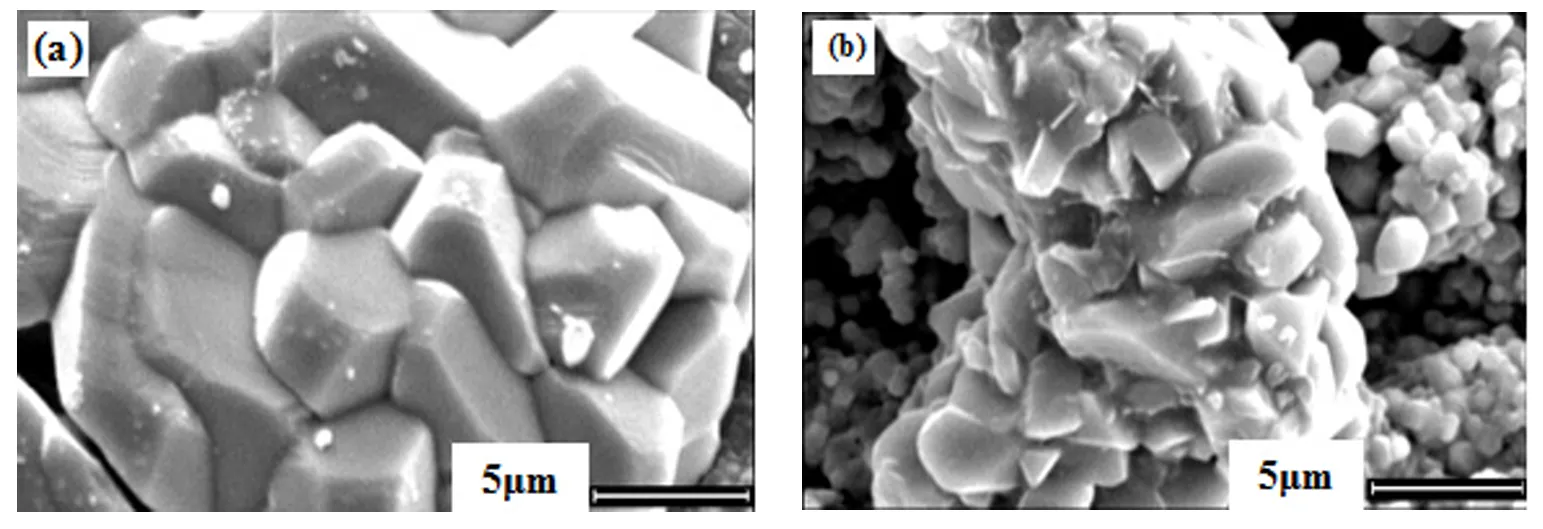
The surface morphology of the investigated alloy following 50 h and 100 h of cyclic oxidation at 1100 °C is depicted in . After 50 h of exposure to the cyclic oxidation test, the oxides exhibit a pyramidal morphology, as illustrated in a. However, with an increase in oxidation time, as shown in b, the distinctive geometric shape of the oxides diminishes. Instead, the pyramidal oxides appear to merge, giving rise to a new form. Furthermore, the intersections between the edge planes of each pyramid become flattened, making it difficult to discern clear boundaries between the components of the oxide clusters. This transformation suggests that the pyramidal morphology of the oxides transitions into a nodular shape over time, driven by the reduction of the oxide’s surface energy through the diffusion and movement of its constituent atoms.
. SEM images illustrating the surface morphology of the MA 754 samples after (<b>a</b>) 50 h and (<b>b</b>) 100 h exposure to cyclic oxidation at 1100 °C.
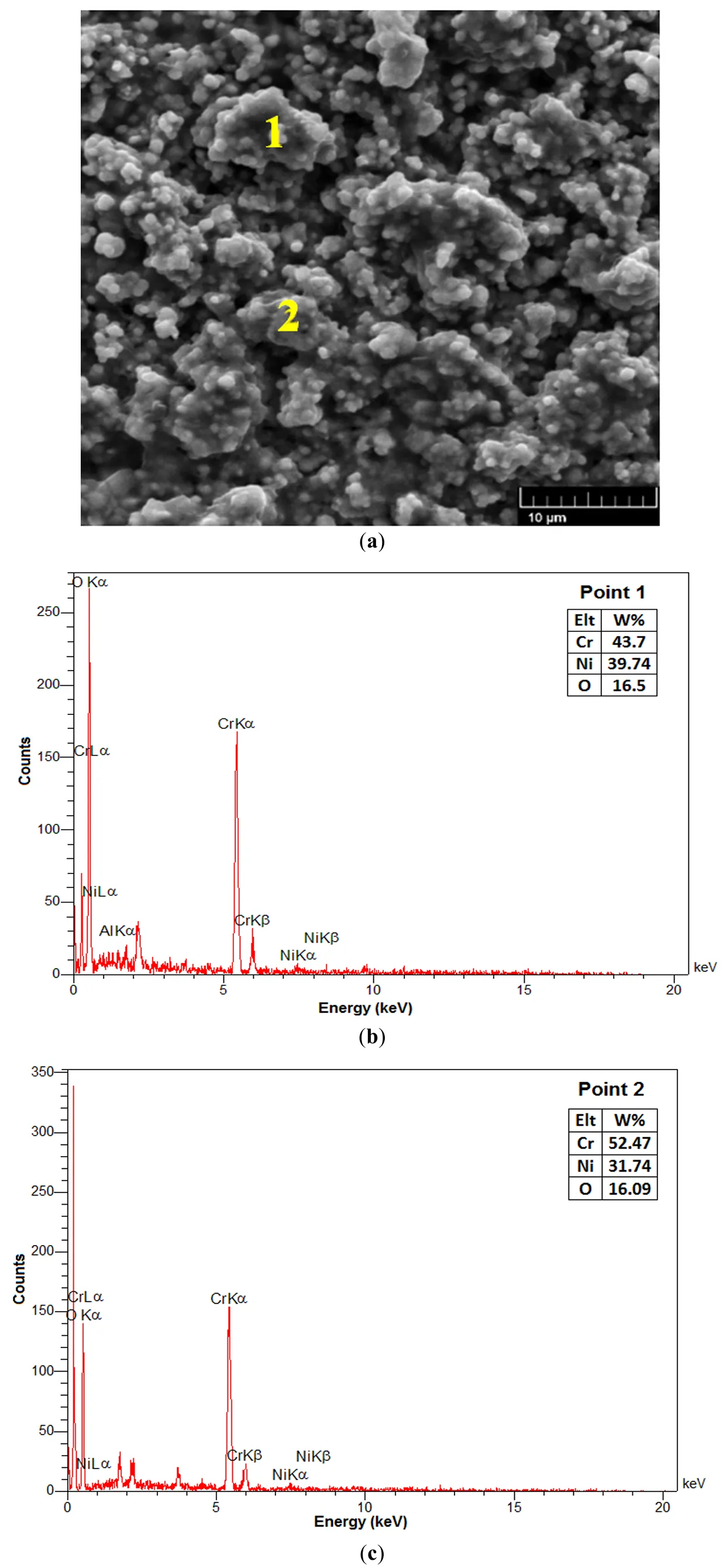
In order to gain further insights into the nature and composition of pyramidal-type oxides, EDS point analysis was employed. The results of this analysis conducted at points 1 and 2, as depicted in
a, are presented in
b,c. These point analyses were performed on the oxidized sample of MA 754 following a 100 h cyclic oxidation test at 1100 °C. The results reveal the presence of Ni, Cr, and O elements within the oxide pyramids. Considering the XRD pattern (
), which indicates the existence of NiO, NiCr
2O
4 and Al
2O
3 phases, it can be inferred that the pyramidal oxides are associated with the NiO and NiCr
2O
4 phases. Previous studies have reported a similar morphology for NiO and spinel oxides [
26,
29,
30,
31,
32].
. The EDS point analysis of the MA 754 sample after 100 h cyclic oxidation at 1100 °C (<b>a</b>), the EDS analysis of point 1 (<b>b</b>), The EDS analysis of point 2 (<b>c</b>).
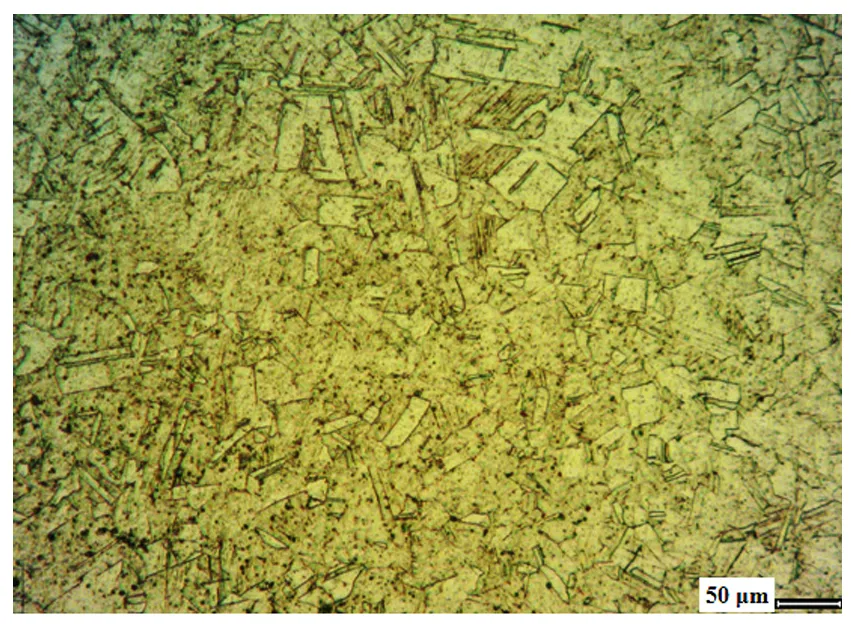
shows the etched microstructure of the alloy surface before the oxidation test. This image clearly displays the numerous twins of the MA 754 that arise from the fabrication process.
. Microstructure of alloy surface before oxidation test, twins are visible in the surface of the superalloy.
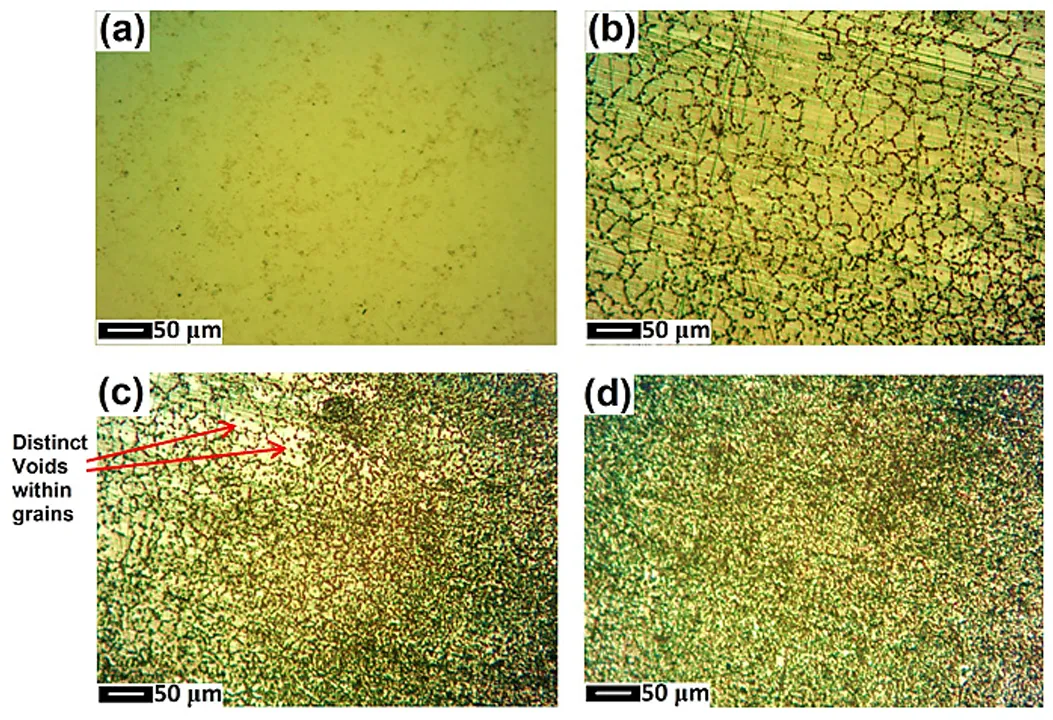
The non-etched microstructure of the alloy surface prior to the oxidation study is presented in
a, revealing the presence of several fine porosities. Microstructures at different depths beneath the oxide layer, obtained after the oxidation test, are shown in
b–d. By comparing these microstructures, the oxidation process of the MA 754 superalloy can be characterized. The oxidation can be divided into three distinct stages, as follows:
- 1.
-
In the initial stage, the grain boundaries undergo degradation due to the attack from the surrounding atmosphere, as depicted in b. This degradation leads to the formation of voids along all grain boundaries. The voids exhibit a continuous pattern, revealing the hexagonal arrangement of the grain boundaries. Previous studies have demonstrated that materials tend to experience preferential oxidation along grain boundaries, owing to their higher free energy compared to the grain regions. This preference facilitates faster intergranular transport of the reacting species [25,33,34]. Consequently, the degradation mechanisms of superalloys commence at the grain boundaries.
- 2.
-
The second stage of the oxidation process ensues after the formation of voids along all grain boundaries. In this stage, high-energy regions within each grain, such as defects, twins, and porosities, are subject to degradation by the surrounding atmosphere. The presence of distinct voids within the grains, as shown on the left side of c, indicates the occurrence of this step.
- 3.
-
In the final stage, oxidation progresses in the remaining areas of the grains. d illustrates the last step of oxidation, wherein more regions of the grains undergo degradation due to high-temperature oxidation. This process continues until the voids cover the entire surface of the sample.
. Microstructures of (<b>a</b>) alloy surface before oxidation test, (<b>b</b>–<b>d</b>) different depth under surface of the alloy beneath oxide layer at the end of cyclic oxidation test at 1100 °C.
The oxidation behavior of hot extruded MA 754 superalloy was investigated under cyclic conditions at 1100 °C. Our findings demonstrate that the oxidation kinetics of MA 754 exhibit a fluctuated oxidation behavior, indicating a non-steady oxidation response of the alloy under these conditions. Throughout the oxidation process, there is an average net mass increase of approximately 0.032 mg/cm2. Initially, oxidation occurs primarily at the grain boundaries, followed by the degradation of high-energy regions within the grains, such as defects, twins, and porosities, due to atmospheric exposure. Gradually, the entire surface of the alloy undergoes gentle oxidation. The oxidation products identified are mainly NiO and NiCr2O4. Al2O3 may also be present in small amounts, based on weak XRD and EDS evidence.
Interestingly, the absence of Cr2O3 in the oxidation products suggests that this oxide is ineffective in protecting the alloy surface at 1100 °C. This absence of Cr2O3 can be attributed to the evaporation of the protective chromium oxide at high temperatures, as well as the reaction between NiO and Cr2O3, resulting in the formation of a non-protective NiCr2O4 spinel. Examination of the oxide scale formed during cyclic oxidation at 1100 °C through SEM micrographs reveals its porous nature and the presence of numerous cracks, indicating susceptibility to oxide spallation. Furthermore, the micrographs illustrate that the surface oxides exhibit a pyramidal morphology during the intermediate stages of the oxidation test. However, towards the end of the oxidation test, the pyramidal oxides transition into a granular morphology, thereby reducing the surface energy of the oxides. Our XRD and EDS analyses confirm that the pyramidal-type oxides are primarily composed of NiO and NiCr2O4 phases.
The authors would like to thank the Department of Materials Science and Engineering at Shiraz University for providing access to laboratory facilities and technical equipment used in this study. We also acknowledge the support of laboratory staff for their assistance with SEM, XRD, and and EDS analyses.
Conceptualization, M.J.H. and A.M.; Methodology, A.M.; Software, A.M.; Validation, A.M., M.J.H.; Formal Analysis, A.M.; Investigation, A.M.; Resources, M.J.H.; Data Curation, A.M.; Writing—Original Draft Preparation, A.M.; Writing—Review & Editing, M.J.H.; Visualization, A.M.; Supervision, M.J.H.; Project Administration, M.J.H.; Funding Acquisition, M.J.H.
Not applicable.
Not applicable.
The statement is required for all original articles which informs readers about the accessibility of research data linked to a paper and outlines the terms under which the data can be obtained.
This research received no external funding.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.