1. Introduction
Every year, more than 1 billion used tires reach their end-of-life (EoL) worldwide [
1,
2]. In Europe, the volume of scrap tires is approximately 3.5 million tons per year [
3,
4], with Germany alone contributing approximately 500,000 tons [
5]. The tire recycling situation in Germany is undergoing a fundamental change. In particular, retreading, domestic recycling and especially co-incineration in cement plants are experiencing a declining trend [
6]. In addition, the EU Commission’s recent regulation on the use of tire granulate (infill) in the construction of sports and playground surfaces restricts historically established mechanical recycling [
6,
7].
The growing recycling capacity deficit in Germany is expected to lead to increased exports of scrap tires for energy recovery and thermal disposal [
8]. As this is not in line with sustainable development and the implementation of circular economy models according to the European Green Deal [
9], it is imperative to find viable ecological alternatives.
As a potential solution to fill the capacity gap and complement existing tire recycling methods, chemical recycling, particularly pyrolysis technology, is gaining increasing importance [
10,
11]. In pyrolysis, the macromolecular structure of materials is thermochemically broken down under heat and in the absence of oxygen, producing pyrolysis gas, oil, and coke [
11,
12].
The high calorific pyrolysis gas is typically used for energy or heat supply [
11], while the pyrolysis oil serves as a substitute fuel or raw material for the chemical industry [
13]. Pyrolysis coke can be used as a fuel or processed into activated carbon [
13]. Although there are initial approaches, there is currently no industrially established pathway for its use as an alternative filler in rubber compounds. Potential users face the challenge that recovered Carbon Black (rCB) from tire pyrolysis, as the ground form of pyrolysis coke is called [
14], is different from standardized industrial Carbon Clack (CB) [
10]. Thus, at its current stage of development, rCB cannot yet serve as a full replacement for CB in elastomer compounds [
15].
CB is a fossil-based material obtained through the controlled decomposition of liquid or gaseous hydrocarbons [
16]. Various types of oils, typically by-products of the chemical industry, are used as feedstock in carbon black (CB) industrial production through the so-called furnace process. In this process, natural gas serves as a fuel to generate the process heat [
17]. Global CB production increased from about 8 million tons in 1996 [
18] to more than 10 million tons in 2005 [
19], about 11 million tons in 2012 [
20], and about 12.5 million tons in 2020 [
21]. A further increase to over 17 million tons per year is projected by 2030 [
21].
Industrial carbon blacks are classified by the American Society for Testing and Materials (ASTM) using a four-digit nomenclature, such as “N550” or “N660” [
22]. The first character is a letter, where “N” stands for normal curing rate and “S” for modified blacks, which reduce the curing rate. The second character is a number indicating the average specific surface area of the black according to the Brunauer-Emmett-Teller (BET) method. The last two characters are arbitrary, with lower numbers generally indicating lower structure [
23]. The structure describes the physical polymer-filler interaction, with a high structure characterized by many branches in the CB aggregates, providing a larger surface area for polymer chain coupling and enhancing reinforcing properties.
Since approximately 90% of the world’s CB production is used in rubber applications [
20], development efforts to use rCB as a non-fossil alternative in new elastomer applications appear to be worthwhile. This study builds upon this context to further investigate the potential of using rCB as a sustainable (partial) substitute for CB in the rubber processing industry and to evaluate its possible applications.
2. Materials and Methods
The carbon blacks used in this study (rCBs and conventional CBs as reference) were first characterized and compared in the laboratory. Subsequently, the rCBs were incorporated into new rubber compounds, and the uncured compounds as well as the resulting vulcanizates, were analyzed for their in-rubber properties and compared with a CB-based reference compound. The exact procedure, as well as the analytical methods and laboratory equipment used, are described in the following sections.
2.1. Laboratory Setup for Carbon Black Characterization
As part of a preliminary study, the material sample “rCB1” was produced in a semi-technical rotary kiln at the metabolon Institute of TH Köln (Lindlar, Germany) from EoL tire rubber granulate (a mixture of passenger car, truck, and bicycle tires). The rCB type “rCB2” was also derived from EoL tire pyrolysis and was provided by an industrial partner, along with the additional reference carbon black “BG” (bagasse from sugar beet processing). All carbon black analyses were performed in triplicate, with the mean values reported. The production and characterization of the carbon blacks have already been described in detail by the authors in a previous publication [
24] and are therefore only briefly summarized here.
The carbon blacks were analyzed for their elemental composition (C, H, N, S) using a Vario Macro Cube elemental analyzer (Analysensysteme GmbH, Langenselbold, Germany). Ash analysis was performed using a scanning electron microscope (SEM) of the type SU5000 (Hitachi High-Technologies Corporation, Tokyo, Japan) in combination with the elemental analysis software “Aztec 5.0 SP1” (Oxford Instruments plc, Abingdon, UK). Ash content was determined in a muffle furnace according to ASTM D1506-23, as well as the rCB-specific standard ASTM D8474-23 by thermogravimetric analysis (TGA) using an STA 409PC/PG analyzer (Netzsch GmbH & Co. Holding KG, Selb, Germany). Additionally, the surface contamination by volatile components was assessed in the muffle furnace according to DIN 51720:2001-03.
The carbon black structure was evaluated using the oil absorption number (OAN) according to ASTM D2414-23a and the compressed oil absorption number (COAN) according to ASTM D3493-21, measured with a DABS-BU01 analyzer (HITEC Luxembourg S.A., Luxembourg). Besides, the void volume (VV) was determined according to ASTM D7854-21 using a CVST-BASU analyzer (HITEC Luxembourg S.A., Luxembourg). The specific surface area was measured by nitrogen adsorption using the BET method according to ASTM D6556-21 with a NOVAtouch analyzer (Anton Paar GmbH, Graz, Austria), although the suitability of this method for rCB from tire pyrolysis is not yet fully validated. Finally, rCB particle size was analyzed using a disk centrifuge (24000UHR, CPS, Prairieville, LA, USA), reporting the D97 percentile for each sample.
2.2. Elastomer Production: Formulation, Processing & Vulcanization
A Rheomix 3000p laboratory internal mixer with Banbury rotors (Thermo Haake, now Merck KGaA, Darmstadt, Germany) was used to incorporate the carbon blacks into the rubber compounds. The mixing chamber has an empty volume of 379 cm
3 and is electrically heated.
Processing was batchwise and discontinuous, with all compounds produced in a two-stage mixing process. In the first stage (masterbatch), rubber, filler, anti-aging agents, plasticizer and activators were mixed in an upside-down raw material addition sequence. In the second stage, curing chemicals were added to the masterbatch from the first stage.
Two series of rubber compounds were formulated. The first series (see ) is based on butyl rubber (IIR) and represents a model formulation for a bicycle inner tube, as described in [
25]. The second series (see ) is based on nitrile rubber (NBR) and is characteristic of dynamically stressed hydraulic applications, such as membranes.
.
Formulation of test compounds with IIR.
| Ingredients |
Unit |
Ref_IIR |
rCB1_70phr |
rCB1_90phr |
BG |
| IIR |
parts per hundred
rubber
[phr] |
100 |
| CB N660 |
70 |
- |
- |
- |
| rCB1 |
- |
70 |
90 |
- |
| BG |
- |
- |
- |
70 |
| ZnO |
5 |
| Stearic acid |
1 |
| MMBI (*1) |
2 |
| TMQ (*1) |
1 |
| Resin (*2) |
3 |
| Oil (*2) |
25 |
| Sulfur |
2 |
| ZBEC (*3) |
1.5 |
.
Formulation of test compounds with NBR.
| Ingredients |
Unit |
Ref_NBR |
rCB1_60phr |
rCB1_75phr |
rCB2 |
BG |
| NBR |
[phr] |
100 |
| CB N550 |
60 |
- |
- |
- |
- |
| rCB1 |
- |
60 |
75 |
- |
- |
| rCB2 |
- |
- |
- |
60 |
- |
| BG |
- |
- |
- |
- |
60 |
| ZnO |
5 |
| Stearic Acid |
1 |
| MMBI (*1) |
2 |
| TMQ (*1) |
1 |
| Sulfur |
0.5 |
| TMTD (*3) |
1 |
| CBS (*3) |
1.5 |
For both the IIR and NBR compounds, reference formulations (Ref) were first prepared using industrial carbon black N660 (Ref_IIR) and N550 (Ref_NBR), respectively. In the subsequent formulations, the industrial CBs were replaced by the rCB samples “rCB1”, “rCB2” and “BG”.
After discharge from the internal mixer, the compounds initially formed lumps and required further homogenization on a two-roll mill. This was done with a laboratory mill of the type “Polymix 150L” (Servitec Maschinenservice GmbH, Wustermark, Germany) at a roll temperature of 40 °C and a friction ratio of 1.15.
Vulcanization of the final compounds was carried out using a laboratory press (Gibitre Instruments, Bergamo, Italy). Test sheets with thicknesses of 1 mm and 2 mm and dimensions of 200 × 200 mm were prepared for further characterization. The compounded material was centered in a stainless steel frame and vulcanized at 180 °C under a pressure of 220 bar for the curing time t95. The curing characteristics were determined using a Rubber Process Analyzer (RPA) type “flex” (TA Instruments, New Castle, DE, USA) at 180 °C according to ISO 6502-2:2018-07.
2.3. Laboratory Equipment for Characterization of In-Rubber Properties
The carbon black characterization described in Section 2.1 indicates the physicochemical properties of rCB. However, the key factor in evaluating the suitability of rCB for use in rubber compounds is its actual in-rubber performance,
i.e., the properties of both the raw rubber compounds and the vulcanizates containing the respective carbon black fillers. Therefore, the compounds produced were characterized as follows:
Dispersion quality was evaluated using a DisperGrader (Alpha Technologies, Hudson, OH, USA) according to ISO 11345:2006-02. Tensile testing was performed using a 10 kN universal testing machine (Retro Line, Zwick Roell, Ulm, Germany) on S2 specimens at a 200 mm/min test speed according to DIN 53504:2017-03. Tensile strength was determined according to DIN ISO 34-1:2024-12, also using the universal testing machine, but at a testing speed of 500 mm/min. Shore A hardness was measured using a U72 hardness tester (Bareiss Prüfgerätebau GmbH, Oberdischingen, Germany) according to DIN ISO 48-4:2021-02.
The crosslinking density and structure were analyzed using a Temperature Scanning Stress Relaxation (TSSR) tester (Brabender GmbH & Co. KG, Duisburg, Germany) on S2 specimens, both under isothermal conditions at 50% pre-strain and under anisothermal conditions with a temperature increase of 2 K/min in the range of 23 °C to 230 °C. Gas permeation was determined using a GDP-C apparatus (Brugger Feinmechanik GmbH, Munich, Germany) on a 1 mm thick specimen at 23 °C according to method D. Finally, compression set (CS) was determined according to ISO 815-1:2019-11, method B, after 22 h of aging at 100 °C in an oven.
3. Results and Discussion
3.1. Characterization of Different rCBs and CB References
The production and analysis of rCB have been described in detail in a comprehensive preliminary study [
24]. To categorize the properties of rCB, seven industrial carbon blacks were analyzed as reference materials: N990, N660, N550, N539, N330, N234 and a highly structured CB from the N500 series (HS-25). The key findings related to the values in are summarized below to provide a basis for the present study’s focus on evaluating the in-rubber properties of rCB in new elastomer compounds.
Analysis showed that industrial carbon blacks have consistently high carbon content and very low ash content (<1.0 wt%). In contrast, the rCB samples show a significantly lower carbon content (57.7–78.7 wt.-%) and a much higher ash content (15.4–34.5 wt.-%). These differences are mainly attributed to the inorganic components of the original tire formulations, especially silicon, zinc, calcium and sulfur [
26,
27,
28].
According to the BET analysis, rCB2 (69 m
2/g) is in the same range as the highly reinforcing N300 series, while rCB1 (65 m
2/g) falls in the range of the N400 series. The structure and oil absorption values (OAN, COAN) suggest a moderate reinforcing potential comparable to CB N550 and N660. However, the particle sizes of rCB (6.3–13.6 µm) are considerably larger than those of industrial CBs (1.7–5.2 µm), which is largely influenced by the rCB milling technology used.
It should be additionally noted that BG, a by-product of sugarcane processing, has an exceptionally high BET surface area due to its porous structure and micropores from its natural cellulose and lignin composition. However, the OAN and COAN values could not be measured, likely due to unsuitable pore structures for oil absorption. This indicates that BG’s high surface area does not directly correlate with a strong reinforcing effect in elastomer applications [
29,
30].
.
Analysis of CB as a reference (top) and analysis of rCB types (bottom) [24].
| Analysis CB |
Unit |
N234 |
N330 |
N539 |
N550 |
N660 |
N990 |
HS-25 |
| Particle size (D97) |
µm |
1.9 |
2 |
2.5 |
2.7 |
3.1 |
5.2 |
1.7 |
| BET |
m2/g |
113.9 |
76.5 |
41.4 |
38.8 |
33.7 |
9.00 |
29.1 |
| OAN |
cm3/100 g |
123.7 |
99 |
111.3 |
118.5 |
85.5 |
38.6 |
121.3 |
| COAN |
cm3/100 g |
99.1 |
90.3 |
79.5 |
86.6 |
73.3 |
36.1 |
81.7 |
| Void Volume |
cm3/100 g |
68.7 |
58.5 |
58 |
56 |
48.5 |
25.8 |
58.3 |
| Volatiles |
wt.-% |
3.5 |
2.6 |
0.7 |
1.5 |
0.7 |
0.2 |
0.7 |
Ash Content
(muffle furnace)
|
wt.-% |
0.4 |
0.3 |
0.1 |
0.1 |
0.3 |
0.5 |
0.1 |
| Ash Content (TGA) |
wt.-% |
0.8 |
0.8 |
0.7 |
0.1 |
1.8 |
0.8 |
0 |
| C |
wt.-% |
99.1 |
98.4 |
98.9 |
98.9 |
98.6 |
99.3 |
98.9 |
| H |
wt.-% |
0.2 |
0.4 |
0.2 |
0.2 |
0.2 |
0.1 |
0.2 |
| N |
wt.-% |
0.2 |
0.4 |
0.3 |
0.3 |
0.2 |
0.0 |
0.3 |
| S |
wt.-% |
0.1 |
0.5 |
0.5 |
0.5 |
0.7 |
0.1 |
0.5 |
| Analysis rCB |
Unit |
rCB1 |
rCB2 |
BG |
| Particle size (D97) |
µm |
6.3 |
11.8 |
13.6 |
| BET |
m2/g |
65.0 |
69.0 |
203.4 |
| OAN |
cm3/100 g |
85.5 |
81.4 |
N/A * |
| COAN |
cm3/100 g |
76.0 |
79.1 |
N/A * |
| Void Volume |
cm3/100 g |
50.2 |
50.2 |
34 |
| Volatiles |
wt.-% |
1.9 |
2.7 |
8.9 |
Ash Content
(muffle furnace) |
wt.-% |
15.9 |
17.1 |
35.4 |
Ash Content
(TGA) |
wt.-% |
15.4 |
17.8 |
34.5 |
| C |
wt.-% |
74.5 |
78.7 |
57.7 |
| H |
wt.-% |
0.9 |
0.6 |
1.6 |
| N |
wt.-% |
0.3 |
0.3 |
0.5 |
| S |
wt.-% |
1.3 |
3.1 |
0.1 |
Laboratory tests indicate that the rCB samples have a certain substitution potential for medium-reinforcing CBs of the N5xx and N6xx series. Consequently, they may be suitable for various elastomer applications that use these CB grades, particularly in products that do not require highly reinforcing carbon blacks or experience extreme dynamic loads. This includes moderately stressed technical rubber components such as seals, gaskets, hoses, protective covers, and vibration-damping elements as well as specific tire components like sidewalls and inner liners.
To validate this hypothesis, rCB1, rCB2, and BG were incorporated into compounds for a bicycle inner tube (IIR, non-polar) and a hydraulic diaphragm (NBR, polar). This approach aimed to evaluate not only their general in-rubber properties but also potential polarity-dependent interactions.
3.2. Mixing of rCB-Containing Compounds
The incorporation of the rCB types proved to be more challenging compared to the industrial CB (pelletized) due to their fluffier nature (milled but not pelletized). As a result, slight variations in addition time were observed during the mixing process for the rCB samples (see and ).
However, the overall process was designed to ensure consistent total processing times for all compounds. Specifically, the total mixing time for the IIR compounds was 22 min (see ), while for the NBR compounds, it was 16 min (see ), minimizing the influence of the mixing process on the final properties of all formulations.
.
Mixing sequence with mixing time and temperature on the internal mixer for the IIR system.
| Step 1—Masterbatch |
Mixing Time [min] |
Total [min] |
Temperature |
Addition CB/rCB | 40%
Addition Zinc Oxide, Stearic acid,
Anti-aging agent
Addition Rubber | 20%
|
2 |
2 |
Start temperature:
80 °C
↓
End temperature:
~120–130 °C
|
Addition Rubber | 40%
Addition Oil, Resin | 50%
|
1.5 |
3.5 |
Addition CB/rCB | 60%
Addition Oil, Resin | 50%
|
varies |
10–13 |
| Addition Rubber | 40% |
varies |
14–20 |
| Stamp ↑↓ (up and down, 2x) |
1 |
21 |
| Ejection |
1 |
22 |
| Step 2—Final Mix |
Mixing Time [min] |
Total [min] |
Temperature |
Addition Masterbatch | 50%
Addition Sulfur, Accelerator
|
0.25 |
0.25 |
Start temperature: 60 °C
↓
End temperature:
~95–105 °C
|
| Addition Masterbatch | 50% |
0.25 |
0.5 |
| Stamp ↑↓ |
1 |
1.5 |
| Ejection |
1 |
2.5 |
.
Mixing sequence with mixing time and temperature on the internal mixer for the NBR system.
| Step 1—Masterbatch |
Mixing Time [min] |
Total [min] |
Temperature |
Addition CB/rCB | 40%
Addition Zinc Oxide, Stearic acid,
Anti-aging agent
Addition Rubber | 20%
|
1 |
2 |
Start temperature:
80 °C
↓
End temperature:
~130–140 °C
|
| Addition Rubber | 40% |
1 |
1.5 |
| Addition CB/rCB | 60% |
varies |
4–9 |
| Addition Rubber | 40% |
varies |
10–14 |
| Stamp ↑↓ (up and down, 2x) |
1 |
15 |
| Ejection |
1 |
16 |
| Step 2—Final Mix |
Mixing Time [min] |
Total [min] |
Temperature |
Addition Masterbatch | 50%
Addition Sulfur, Accelerator
|
1 |
1 |
Start temperature: 60 °C
↓
End temperature:
~105–110 °C
|
| Addition Masterbatch | 50% |
1.5 |
2.5 |
| Stamp ↑↓ |
1 |
3.5 |
| Ejection |
1 |
4.5 |
After discharge from the internal mixer, the compound sheets were formed on the laboratory open mill following the sequence shown in
. The open mill processing program was identical for all compounds.
.
Roll milling program for IIR and NBR compounds.
| Step 1—Masterbatch |
Time [min] |
Total [min] |
Gap Width [mm] |
| Addition Masterbatch |
0.5 |
0.5 |
4 |
| Dumping |
0.5 |
1 |
4 |
| Ejection |
0.5 |
1.5 |
3 |
| Step 2—Final Mix |
Time [min] |
Total [min] |
Gap Width [mm] |
| Addition final mixture |
1 |
1 |
4 |
| Dumping |
0.5 |
1.5 |
4 |
| Dumping |
0.5 |
2 |
3 |
| Ejection |
0.5 |
2.5 |
3 |
A 16-h rest period was given between processing steps, as is standard in elastomer manufacturing. The final mixing step, including the addition of the curing system consisting of sulfur and accelerators, was performed in the internal mixer at a chamber and rotor temperature of 60 °C. All other parameters were identical to the masterbatch compound. Homogenization and sheet formation were then performed on the open mill using the same settings for all compounds (see
).
3.3. Vulcanization Behavior and Crosslinking Characteristics
The vulcanization time, determined using the RPA, recorded the progression of the crosslinking reaction at a defined vulcanization temperature. It was primarily based on T
90 (see
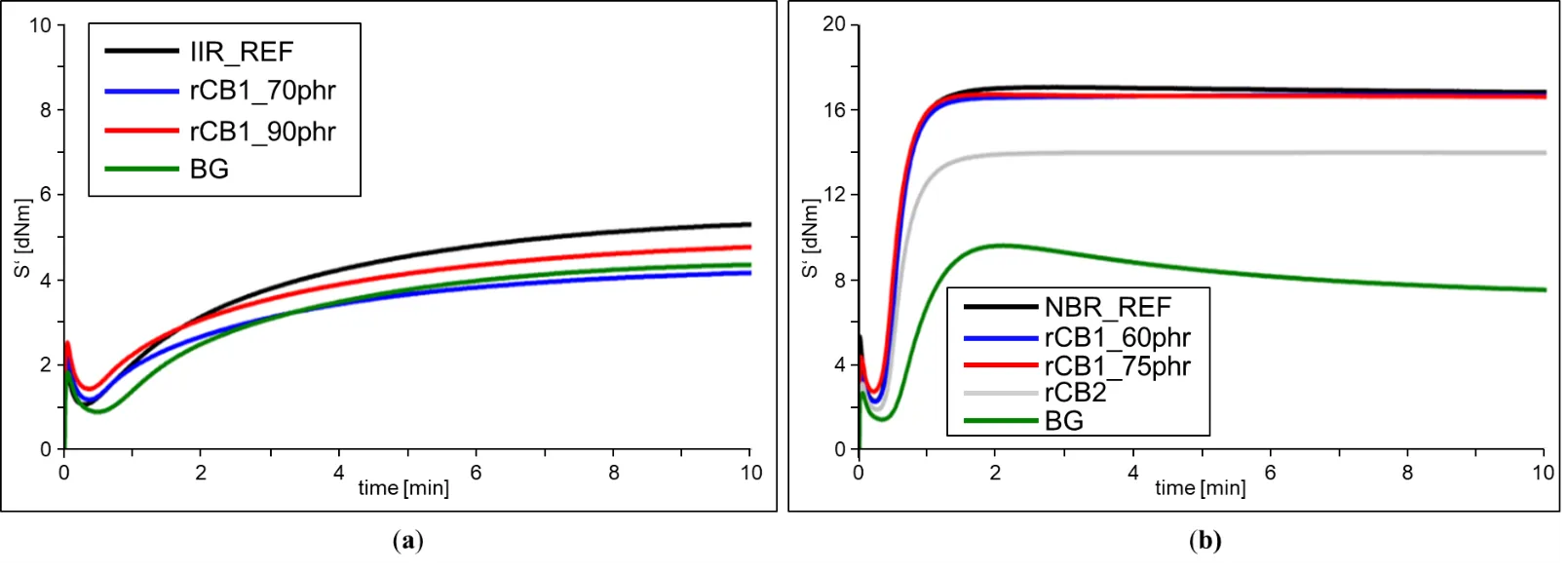
), as this indicates the point at which vulcanization is nearly complete. For the formulated NBR compounds, a vulcanization time of 1.5 min was obtained for 1mm thick specimens. For the IIR compounds, the cure time was set at 5.5 min for 1mm specimens and 7.5 min for 2mm specimens.
presents the corresponding curing curves, while the associated rheometer data are provided in
.
.
Rheometer data of NBR and IIR compounds with reference CB (IIR: N660 or NBR: N550), rCB1, rCB2 and BG material.
| Parameter |
Unit |
NBR |
IIR |
| Ref. |
rCB1_
60phr |
rCB1_
75phr |
rCB2 |
BG |
Ref. |
rCB1_
70phr |
rCB1_
90phr |
BG |
| S′max |
dNm |
17.2 |
16.8 |
16.9 |
14.1 |
9.7 |
5.4 |
4.4 |
5.0 |
4.4 |
| S′min |
dNm |
2.9 |
2.8 |
3.4 |
2.4 |
1.8 |
1.5 |
1.5 |
1.80 |
1.2 |
| ΔS′ |
dNm |
14.3 |
14.0 |
13.5 |
11.7 |
7.9 |
3.9 |
2.9 |
3.2 |
3.2 |
| T10 (*) |
min |
0.4 |
0.4 |
0.4 |
0.4 |
0.6 |
0.7 |
0.7 |
0.7 |
0.9 |
| T90 (*) |
min |
1.0 |
0.9 |
0.9 |
1.1 |
1.4 |
6.5 |
7.4 |
7.8 |
6.5 |
. Crosslinking curve of (<b>a</b>) IIR compounds and (<b>b</b>) NBR compounds with corresponding filler at 180 °C.
During vulcanization of the test specimens produced with the BG sample, significant blistering was observed in the NBR (1 mm thickness) and IIR (1 mm and 2 mm thickness) compounds (see
). Degassing during compression molding did not improve the outcome. One possible explanation is the higher content of volatile components, which may not fully escape during the heating process, remain trapped in the material and expand upon release of pressure, leading to blister formation. Additionally, the incompatibility of BG as a filler could contribute to the issue. Although BG exhibits an exceptionally high BET surface area (see
) due to its porous structure and abundant micropores from its natural cellulose and lignin composition, its unmeasurable OAN and COAN values suggest that its pore structure is unsuitable for effective oil absorption. Consequently, the high surface area of BG does not correlate with a strong structure or reinforcing effect in elastomer applications [
29,
30]. Further investigation is required to clarify the underlying causes of blistering, considering process adjustments during mixing and vulcanization but also optimizing the pyrolysis process to reduce the volatile content. Notably, only the NBR compound’s 2 mm thick BG test specimen was successfully produced without defects.
. Photo of the vulcanized IIR compound with BG material as filler (1 mm sheet thickness with blistering).
and show that the vulcameter curves of the NBR compounds reach a higher torque level than those of the IIR compounds, indicating a stronger crosslinking network and, consequently, improved mechanical properties. As expected, the compounds containing rCB1 with a higher filler loading exhibit higher torque levels than those with a lower rCB content.
In the NBR compound, rCB2 shows a lower torque level compared to the formulations with rCB1, which may be due to the higher particle size. Notably, the BG-containing NBR compound exhibits a significantly lower torque level than the other formulations. This may imply that the filler particles in this system either do not bond effectively to the polymer matrix or provide limited reinforcement due to their larger particle size. Remaining volatiles may also block active sites on the carbon black surface.
In contrast, the BG-containing formulation in the IIR system shows similar performance to the compound with rCB1 at 70 parts per hundred rubber (phr), suggesting a more promising reinforcement potential in this system.
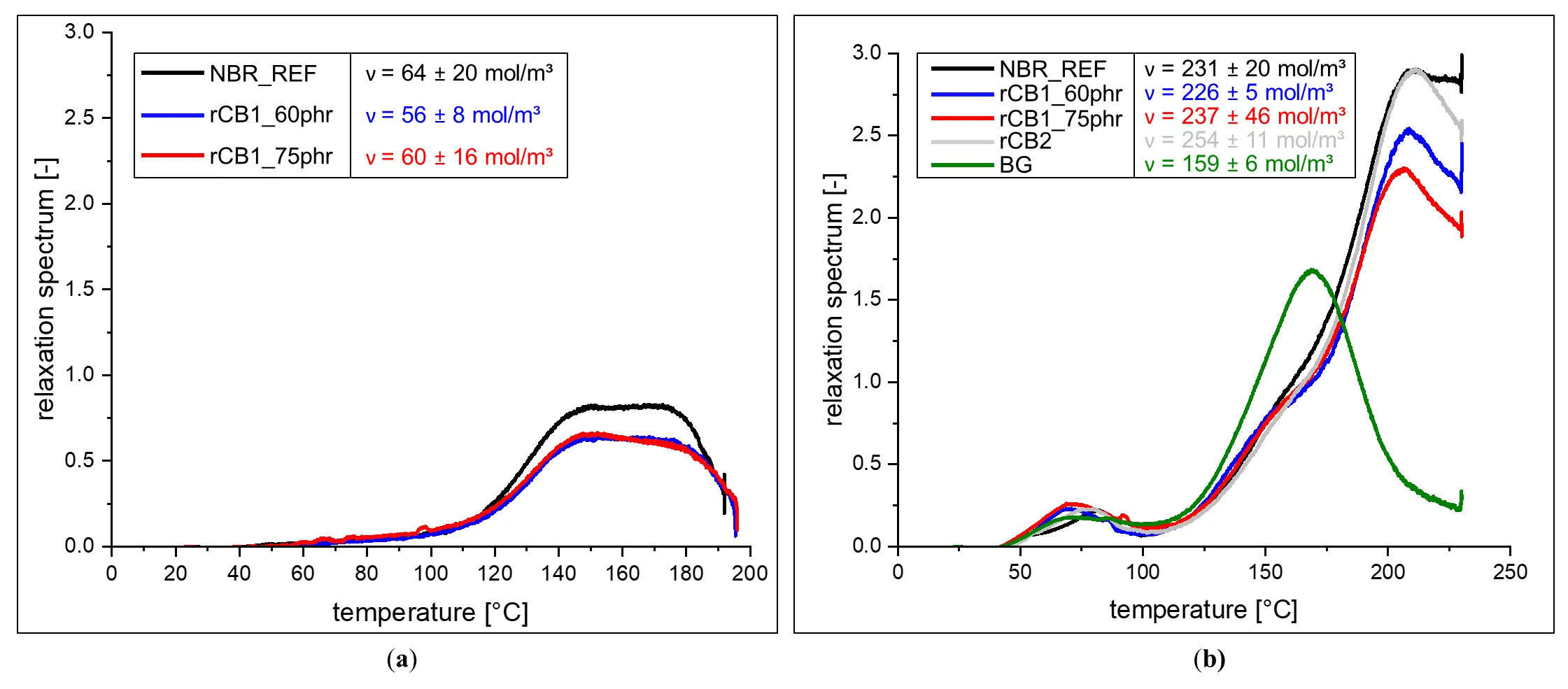
The relaxation spectrum and crosslink density of the IIR compounds (a) and the NBR compounds (b) were plotted as a function of temperature. In the IIR compounds, the relaxation spectrum of the rCB-containing formulations shows a lower modulus, indicating greater deformability compared to the CB reference.
Compared to the NBR compounds, the IIR compounds are less stable and have a lower crosslink density. These findings are consistent with the corresponding vulcameter curves. Consequently, the IIR compounds show signs of degradation at temperatures below 200 °C, while the NBR compounds remain stable up to the measurement limit of 230 °C.
The BG system shows a distinctly different behavior from the other formulations in this analysis. The shape of the curves and the lower crosslink density suggest that the BG system is more temperature sensitive and less performant.
Also, the NBR compounds show an increase in the curves between 40 and 90 °C, indicating physical effects such as chain rearrangement. Decomposition of the polysulfidic cross-links begins at about 120 °C. The peak temperatures of the curves are around 220 °C for the NBR compounds and around 170 °C for the BG system, corresponding to the decomposition of mono- and disulfidic cross-links.
As already observed in the vulcameter curves, the BG system within the NBR matrix shows a significantly different behavior compared to the other NBR formulations, further suggesting that the interaction of the filler with the polymer matrix is suboptimal or does not provide substantial reinforcement. The rCB-containing systems generally show lower values than the industrial CB compound, which can be attributed to the ash content of the rCBs.
. Relaxation spectrum and cross-linking density of (<b>a</b>) IIR compounds and (<b>b</b>) NBR compounds.
The mechanical and physical properties of the IIR and NBR compounds containing rCB were evaluated to assess the influence of filler type, filler content, and ash content on elastomer performance. The following sections present the results for the respective compounds, including Shore A hardness, gas permeability, compression set, dispersion, tear resistance, and tensile properties. The latter includes the determination of tensile strength, elongation at break, and stress at 300% elongation for the IIR compounds.
3.4.1. Influence of rCB on IIR Compound Performance
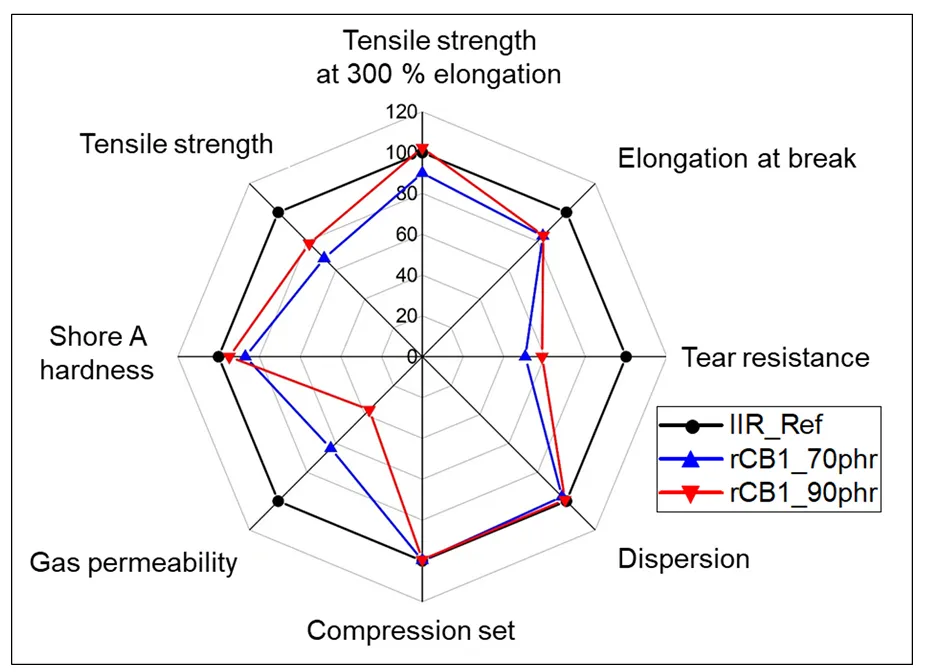
The spider diagram in shows that all IIR compounds exhibit excellent dispersion (>97%), indicating uniform filler distribution regardless of the carbon black source. However, the mechanical performance varies depending on the filler type and content.
-
-
Tensile properties: The tensile strength of the IIR compound with a higher rCB content (rCB1_90phr) is 22% lower than the CB reference, while the compound with a lower rCB content (rCB1_70phr) shows a more significant reduction of 32%. The elongation at break decreases by 16% compared to the reference, while the stress at 300% elongation remains comparable in the rCB1_90phr compound but is slightly lower in the rCB1_70phr compound. These trends suggest that increasing the rCB content mitigates some of the negative effects associated with its non-carbon fraction.
-
-
Shore A hardness and tear resistance: Shore hardness decreases by 13% for rCB1_70phr and by only 5% for rCB1_90phr, indicating a performance similar to the CB reference at higher filler loadings. However, tear resistance decreases significantly (by 50% for rCB1_70phr and 41% for rCB1_90phr). This deterioration can be attributed to the reduced surface activity of rCB due to its mineral content and the presence of carbonaceous deposits [31], which are likely to weaken the polymer-filler and filler-filler interactions.
-
-
Compression set and gas permeability: Compression set values remain comparable for all IIR compounds. In contrast, gas permeability improves significantly, by 36% for rCB1_70phr and 63% for rCB1_90phr, compared to the reference. This improvement is likely due to the larger particle size and lower structural complexity of rCB, which reduces the overall permeability of the elastomer matrix.
These findings indicate that increasing the rCB content compensates for its inherent mineral fraction, resulting in properties that approach those of the CB reference in some aspects.
Figure 4. Elastomer properties of IIR compounds.
3.4.2. Influence of rCB on NBR Compound Performance
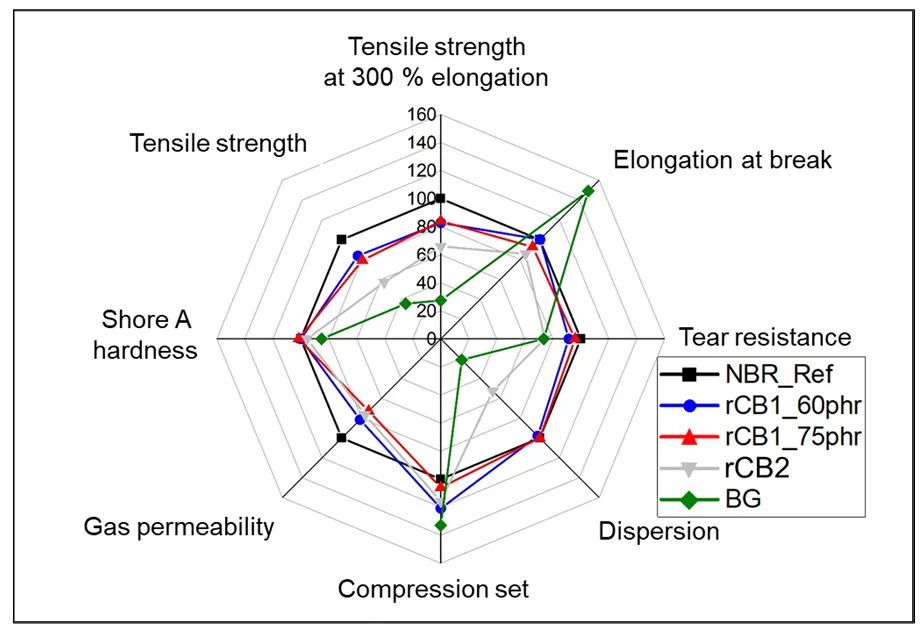
presents the corresponding results for the NBR compounds, highlighting the impact of rCB2 and BG materials on elastomer performance.
-
-
Dispersion and filler distribution: The NBR compounds with rCB2 and BG exhibit significantly poorer dispersion and filler distribution compared to the reference compound. This is likely due to the larger particle size of the rCB materials, their lower specific surface area and differences in milling technology. Additionally, the higher ash content in the BG sample may further contribute to diminished polymer-filler interactions.
-
-
Mechanical properties: The BG-containing NBR compound shows overall inferior properties compared to the CB reference, except for elongation at break, indicating that the BG material behaves as an inactive rather than reinforcing filler. The properties of this compound are therefore, dominated by the rubber matrix, resulting in a softer and more elastic material. Similarly, the compound containing rCB2 shows weaker mechanical properties, which is probably due to poor filler-matrix adhesion. In contrast, the rCB1-containing NBR compounds display expected trends, where increasing the filler content enhances mechanical performance. The rCB1_90phr formulation achieves hardness, compression set, and tear resistance values comparable to those of the CB reference, demonstrating reinforcing potential in polar elastomers.
-
-
Gas permeability: As observed in the IIR formulations, gas permeability significantly improves with rCB incorporation, further supporting the hypothesis that structural characteristics of rCBs influence barrier properties positively.
Figure 5. Elastomer properties of NBR compounds.
The results show that the performance of rCB in elastomer compounds is largely determined by its non-carbon fraction, particularly ash content and mineral composition. Mineral residues can lower the surface activity of rCB and weaken polymer-filler and filler-filler interactions, thereby reducing reinforcement, particularly in terms of tensile strength. Increasing the rCB content helps counteract this effect by raising the carbon fraction to levels closer to conventional CB, partially restoring mechanical properties. As a positive side effect, increasing the rCB content in the compound further improves gas impermeability. This is because rCB inherently enhances barrier properties due to its lower structural complexity compared to conventional CB, making it even more advantageous for applications requiring improved gas impermeability.
Despite these benefits, it should be noted that higher rCB loadings can slightly increase the density of the compound, leading to a minor rise in mass. Inorganic impurities may also affect processing stability and processability due to higher viscosity when using rCB. The need for increased rCB dosage to balance its mineral content may influence material costs, though this impact depends on the price of rCB relative to conventional furnace black. Upcoming post-treatment methods to enhance the reinforcing potential of rCB should also be economically considered, requiring careful cost/benefit evaluation for specific applications.
4. Conclusions
Pyrolysis is a promising approach to address the growing volume of EoL tires and the decline of traditional disposal options. Through the thermochemical decomposition of rubber granulate, pyrolysis produces gas, oil and the solid residue rCB. While gas and oil are already being utilized, the economic application of rCB requires further development to establish tire pyrolysis as a sustainable and economically viable solution.
In this study, rCB samples from a semi-technical rotary kiln, industrial EoL pyrolysis, and the experimental BG material (bagasse from sugar beet processing) were incorporated into new rubber compounds. The entire carbon black content of the IIR and NBR reference compounds was replaced by rCB. Samples were vulcanized in a laboratory press and thoroughly analyzed.
The results indicate that the rCB-containing compounds achieve comparable properties to the CB reference compounds in some parameters, although an overall reduction in performance is observed. Increasing the filler content to compensate for the mineral fraction of rCB improved the properties and is recommended for rCB formulations. The loss in performance is mainly attributed to the high ash content and increased volatile content of rCB, which reduce the reinforcing effect of the carbon black [
31,
32].
rCB particles primarily contain mineral impurities consisting of silicon, oxygen, zinc, sulfur, and calcium, largely derived from tire manufacturers’ rubber formulations. Additionally, during pyrolysis, carbonaceous deposits form on the surface, blocking active sites and reducing rCB performance [
31,
33]. Potential approaches to improve rCB quality are demineralization or activation, as initial studies suggest that steam or CO
2 activation and acid treatment can effectively reduce ash content and enhance rCB properties [
34,
35,
36,
37].
Demineralization improves the purity and surface properties of rCB by removing inorganic impurities using acids such as HCl, HNO
3 and H
2SO
4 [
26,
38,
39]. While dual acid treatments can achieve up to 98% ash removal [
40], challenges remain, including incomplete silicate removal, structural degradation and high costs [
26,
41].
Activation of rCB follows two main approaches: physical and chemical activation. Physical activation with CO
2, steam, or oxygen increases porosity, resulting in higher surface areas (up to >300 m
2/g) [
39,
42,
43], which can improve dispersion and interaction with the polymer matrix. However, high energy consumption and limited scalability currently hinder industrial implementation for the time being [
42,
43]. Chemical activation with agents such as KOH and H
3PO
4 can achieve even higher surface areas (>1000 m
2/g) and modify the surface chemistry, introducing functional groups that improve compatibility with elastomers [
43,
44]. Nonetheless, environmental concerns and economic feasibility remain challenges [
45,
46].
Analytical studies on rCB have shown that standard test methods for CB are largely applicable to rCB. However, comprehensive standards are still lacking, particularly for BET surface area, OAN and COAN measurements, as well as particle size determination. It remains to be seen when specific standards for rCB will be developed.
Furthermore, adjustments in mixing and vulcanization are necessary to accommodate the specific characteristics of recycled materials. For instance, pronounced blistering was observed during the vulcanization of the BG material (see ). Depending on the properties of the recycled carbon black fillers, the mixing and vulcanization process must be adapted accordingly.
A key advantage of rCB is its ability to enhance the gas impermeability of elastomers, which has been demonstrated for both IIR and NBR systems. In applications such as bicycle inner tubes or hydraulic accumulator membranes, rCB could serve as a (partial) substitute for other inactive fillers, such as calcium carbonate, although further studies are needed.
Considering the increasing global demand for CB and the limited availability of fossil resources, pyrolysis is a promising approach, especially the (partial) substitution of CB with rCB. While the performance of rCB compounds is not yet fully comparable to that of CB-based compounds, post-treatment processes such as activation and demineralization could improve the quality of rCB and expand its applicability in new rubber formulations [
28]. These technologies have the potential to increase the use of rCB from EoL pyrolysis in industrial applications, thereby reducing the carbon footprint of rubber products.
A growing utilization of rCB in rubber applications is therefore expected, although extensive material and process developments are still required. At the same time, detailed life cycle assessments (LCAs) need to be conducted to determine the exact environmental impact of rCB and tire pyrolysis. In this context, the development of an LCA framework for rCB is currently in progress to provide a standardized basis for future environmental assessments [
47].
Acknowledgments
We would like to express our sincere thanks to the team at the Materials Laboratory of TH Köln, whose contribution was crucial throughout the research process. We would also like to acknowledge the team at the Metabolon Institute, especially for operating the experimental facilities that were essential for this study.
Author Contributions
S.B. led the conceptualization, original draft preparation, and review & editing, with contributions from D.K.-K. and C.M. in conceptualization and supervision. Methodology, validation, formal analysis, investigation, data curation, and visualization were conducted by S.B. and E.K. Project administration and supervision were led by D.K.-K. and C.M.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data generated or analyzed during this study are available from the corresponding author upon reasonable request.
Funding
This research was conducted in collaboration with the Teaching and Research Centre metabolon, a joint initiative of TH Köln (University of Applied Sciences) and the Bergischer Abfallwirtschaftsverband (BAV). The research project “Pilot Bergische Rohstoffschmiede” was funded by the European Union’s European Regional Development Fund (ERDF) under the EFRE.NRW 2021–2027 program.
Declaration of Competing Interest
Sebastian Bogdahn reports a relationship with Schwalbe—Ralf Bohle GmbH that includes: employment. The other authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
World Business Council for Sustainable Development (WBCSD). End-of-life Tire (ELT) Management Toolkit. WBCSD: Geneva, Switzerland 2021. Available online: https://tireindustryproject.org/wp-content/uploads/2023/09/WBCSD_TIP_End-of-Life-Tire-Management-Toolkit-FINAL-v9-2.pdf (accessed on 24 March 2025).
-
2.
World Business Council for Sustainable Development (WBCSD). Perspectives on End-of-Life Tire (ELT) Management: Challenges and Potential Solutions in the US, Europe and China. WBCSD: Geneva, Switzerland 2022. Available online: https://tireindustryproject.org/wp-content/uploads/2023/08/WBCSD_TIP_Perpectives-End-of-Life-Tire-Management_ELT_tires_sustainability.pdf (accessed on 23 March 2025).
-
3.
Braithwaite C. End of Life Tyre Rubber: Assessment of Waste Framework Directive End-of-Waste Criteria, Project Number 60664059. European Recycling Industries’ Confederation, European Tyre and Rubber Manufacturers Association: Nottingham, UK 2021. Available online: https://euric.org/images/Position-papers/AECOM_Report-End_of_Life_Tyre_ Study.pdf (accessed on 17 December 2024).
-
4.
European Tyre and Rubber Manufacturers Association (ETRMA). Press Release: End of Life Tyres Management—Europe—2019. ETRMA: Brussels, Belgium, 2021. Available online: https://www.etrma.org/wp-content/uploads/2021/05/20210520_ ETRMA_PRESS-RELEASE_ELT-2019.pdf (accessed on 15 February 2025).
-
5.
Wirtschaftsverband der deutschen Kautschukindustrie e.V. (WDK). Altreifenverwertung in Deutschland 2023 (Tonnage)—Stand September 2024; WDK: Frankfurt am Main, Germany, 2024.
-
6.
Hoyer S. Machbarkeitsstudie: Neue Nutzungsperspektiven und Anwendungsfelder für Altreifenrezyklat. Bundesverband Reifenhandel und Vulkaniseur-Handwerk e.V.: Bonn, Germany, 2022. Available online: https://azur-netzwerk.de/wp-content/uploads/Machbarkeitsstudie-Azur_24.01.22_1.4.pdf (accessed on 23 January 2025).
-
7.
European Commission. Commission Regulation (EU) Amending Annex XVII to Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as Regards Synthetic Polymer Microparticles: C(2023) 6419; European Commission: Brussels, Belgium, 2023.
-
8.
Wagner J, Steinmetzer S, Theophil L, Strues A, Kösegi N, Hoyer S. Evaluation der Erfassung und Verwertung ausgewählter Abfallströme zur Fortentwicklung der Kreislaufwirtschaft: Texte 31/2022. Available online: https://www.umweltbundesamt.de/en/publikationen/evaluation-der-erfassung-verwertung-ausgewaehlter (accessed on 28 February 2025).
-
9.
European Commission. The European Green Deal: Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions; European Commission: Brussels, Belgium, 2019.
-
10.
Gao N, Wang F, Quan C, Santamaria L, Lopez G, Williams PT. Tire pyrolysis char: Processes, properties, upgrading and applications.
Prog. Energy Combust. Sci. 2022,
93, 101022. doi:10.1016/j.pecs.2022.101022.
[Google Scholar]
-
11.
Martínez JD, Puy N, Murillo R, García T, Navarro MV, Mastral AM. Waste tyre pyrolysis—A review.
Renew. Sustain. Energy Rev. 2013,
23, 179–213. doi:10.1016/j.rser.2013.02.038.
[Google Scholar]
-
12.
Singh RK, Ruj B. Time and temperature depended fuel gas generation from pyrolysis of real world municipal plastic waste.
Fuel 2016,
174, 164–171. doi:10.1016/j.fuel.2016.01.049.
[Google Scholar]
-
13.
Williams PT. Pyrolysis of waste tyres: A review.
Waste Manag. 2013,
33, 1714–1728. doi:10.1016/j.wasman.2013.05.003.
[Google Scholar]
-
14.
ASTM. D8178-22; Standard Terminology Relating to Recovered Carbon Black (rCB). ASTM International: West Conshohocken, PA, USA, 2022.
-
15.
Xu J, Yu J, He W, Huang J, Xu J, Li G. Replacing commercial carbon black by pyrolytic residue from waste tire for tire processing: Technically feasible and economically reasonable.
Sci. Total Environ. 2021,
793, 148597. doi:10.1016/j.scitotenv.2021.148597.
[Google Scholar]
-
16.
Schmidt H. 129Xe-NMR-spektroskopische Untersuchungen an Carbon Black und Graphit. Doctoral dissertation, Fakultät für Naturwissenschaften, Universität Duisburg—Essen, Standort Duisburg, Duisburg, Germany, 2003.
-
17.
Fulcheri L, Probst N, Flamant G, Fabry F, Grivei E, Bourrat X. Plasma processing: a step towards the production of new grades of carbon black.
Carbon 2002,
40, 169–176. doi:10.1016/S0008-6223(01)00169-5.
[Google Scholar]
-
18.
Leendertse AC, Van Veen JPW. Dutch notes on BAT (Best Available Techniques) for the carbon black industry. In InfoMil; Ministry of Housing, Spatial Planning and the Environment, Directorate for Climate Change and Industry: The Hague, The Netherlands, 2002.
-
19.
Auchter JF. Chemical Economics Handbook (CEH), CEH Marketing Research Report: Carbon Black; SRI Consulting International: Menlo Park, CA, USA, 2005.
-
20.
International Carbon Black Association (ICBA). Carbon Black User’s Guide: Safety, Health, & Environmental Information; International Carbon Black Association: New Orleans, LA, USA, 2016.
-
21.
Ceresana eK Market Research. Marktstudie Carbon Black (Einleitung). 2022. Available online: https://ceresana.com/produkt/marktstudie-carbon-black-industrieruss (accessed on 16 September 2023).
-
22.
D1765−19; Classification System for Carbon Blacks Used in Rubber Products. ASTM International: West Conshohocken, PA, USA, 2019.
-
23.
Norris CJ, Cerdán AL, ter Haar P.
Understanding recovered Carbon Black. Rubber Chem. Technol. 2023,
96, 196–213. doi:10.5254/rct.23.76956.
[Google Scholar]
-
24.
Bogdahn S, Malek C, Koch E, Katrakova-Krüger D. Production and characterization of recovered Carbon Black (rCB) by waste tire pyrolysis as a potential Carbon Black (CB) substitute.
Adv. Mater. Sustain. Manuf. 2025,
2, 10007. doi:10.70322/amsm.2025.10007.
[Google Scholar]
-
25.
Exxon Mobil Corporation. Exxon™ butyl Rubber Innertube Technology Manual 2017; Exxon Mobil Corporation: Irving, TX, USA, 2017.
-
26.
Cardona-Uribe N, Betancur M, Martínez JD. Towards the chemical upgrading of the recovered carbon black derived from pyrolysis of end-of-life tires.
Sustain. Mater. Technol. 2021,
28, e00287. doi:10.1016/j.susmat.2021.e00287.
[Google Scholar]
-
27.
Yu J, Xu J, Li Z, He W, Huang J, Xu J, et al. Upgrading pyrolytic carbon-blacks (CBp) from end-of-life tires: Characteristics and modification methodologies.
Front. Environ. Sci. Eng. 2020,
14, 19. doi:10.1007/s11783-019-1198-0.
[Google Scholar]
-
28.
Costa SMR, Fowler D, Carreira GA, Portugal I, Silva CM. Production and Upgrading of Recovered Carbon Black from the Pyrolysis of End-of-Life Tires.
Materials 2022,
15, 6. doi:10.3390/ma15062030.
[Google Scholar]
-
29.
Osarenmwinda JO, Abod SI. Potential of Carbonized Bagasse Filler in Rubber Products.
J. Emerg. Trends Eng. Appl. Sci. (JETEAS) 2010,
1, 157–160.
[Google Scholar]
-
30.
Akinlabi AK, Laleye RN, Akinfenwa SB, Mosaku AM, Falomo AA, Oladipo G, et al. The use of modified sugarcane Bagasse in natural rubber compounding.
J. Chem. Soc. Niger. 2020,
45, 6. doi:10.46602/jcsn.v45i6.553.
[Google Scholar]
-
31.
Anjum A. Recoverd carbon black from waste tire pyrolysis: Characteristics, performace and volarisation. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2021. doi:10.3990/1.9789036552899.
-
32.
Norris CJ, Hale M, Bennett M. Pyrolytic carbon: factors controlling in-rubber performance.
Plast. Rubber Compos. 2014,
43, 245–256. doi:10.1179/1743289814Y.0000000088.
[Google Scholar]
-
33.
Darmstadt H, Roy C, Kaliaguine S. Characterization of pyrolytic carbon blacks from commercial tire pyrolysis plants.
Carbon 1995,
33, 1449–1455. doi:10.1016/0008-6223(95)00096-V.
[Google Scholar]
-
34.
Acevedo B, Barriocanal C. Texture and surface chemistry of activated carbons obtained from tyre wastes.
Fuel Process. Technol. 2015,
134, 275–283. doi:10.1016/j.fuproc.2015.02.009.
[Google Scholar]
-
35.
Choi GG, Jung SH, Oh SJ, Kim JS. Total utilization of waste tire rubber through pyrolysis to obtain oils and CO
2 activation of pyrolysis char.
Fuel Process. Technol. 2014,
123, 57–64. doi:10.1016/j.fuproc.2014.02.007.
[Google Scholar]
-
36.
Martínez JD, Cardona-Uribe N, Murillo R, García T, López JM. Carbon black recovery from waste tire pyrolysis by demineralization: Production and application in rubber compounding.
Waste Manag. 2019,
85, 574–584. doi:10.1016/j.wasman.2019.01.016.
[Google Scholar]
-
37.
Zhang X, Li H, Cao Q, Jin L, Wang F. Upgrading pyrolytic residue from waste tires to commercial carbon black.
Waste Manag. Res. J. Int. Solid Wastes Public Clean. Assoc. ISWA 2018,
36, 436–444. doi:10.1177/0734242X18764292.
[Google Scholar]
-
38.
Bowles AJ, Wilson AL, Fowler GD. Synergistic benefits of recovered carbon black demineralisation for tyre Recycling.
Resour. Conserv. Recycl. 2023,
198, 107124. doi:10.1016/j.resconrec.2023.107124.
[Google Scholar]
-
39.
González-González RB, González LT, Iglesias-González S, González-González E, Martinez-Chapa SO, Madou M, et al. Characterization of Chemically Activated Pyrolytic Carbon Black Derived from Waste Tires as a Candidate for Nanomaterial Precursor.
Nanomaterials 2020,
10, 2213, doi:10.3390/nano10112213.
[Google Scholar]
-
40.
Jiang G, Pan J, Deng W, Sun Y, Guo J, Che K, et al. Recovery of high pure pyrolytic carbon black from waste tires by dual acid Treatment.
J. Clean. Prod. 2022,
374, 133893. doi:10.1016/j.jclepro.2022.133893.
[Google Scholar]
-
41.
Diby ICP, Atheba PG, Kaliaguine S. Controlled Air Oxidation for Surface Functionalization of Pyrolytic Carbon Black.
Ind. Eng. Chem. Res. 2022,
61, 13805–13815. doi:10.1021/acs.iecr.2c01092.
[Google Scholar]
-
42.
Taufany F, Pasaribu MJ, Romaji BY, Rahmawati Y, Altway A, Nurkhamidah S, et al. The Synthesis of Activated Carbon from Waste Tyre as Fuel Cell Catalyst Support.
EVERGREEN Jt. J. Nov. Carbon Resour. Sci. Green Asia Strategy 2022,
9, 412–420. doi:10.5109/4794166.
[Google Scholar]
-
43.
Kuśmierek K, Świątkowski A, Kotkowski T, Cherbański R, Molga E. Adsorption of bisphenol a from aqueous solutions by activated tyre pyrolysis char—Effect of physical and chemical activation.
Chem. Process Eng. 2022,
41, 129–141. doi:10.24425/cpe.2020.132536.
[Google Scholar]
-
44.
Zandifar A, Esmaeilzadeh F, Rodríguez-Mirasol J. Hydrogen-rich gas production via supercritical water gasification (SCWG) of oily sludge over waste tire-derived activated carbon impregnated with Ni: Characterization and optimization of activated carbon production.
Environ. Pollut. 2024,
342, 123078. doi:10.1016/j.envpol.2023.123078.
[Google Scholar]
-
45.
Ayeni AO, Dick DT, Agboola O, Sadiku R, Daramola MO, Oladokun O, et al. Sustainable utilization of value-added products from the catalytic and non-catalytic pyrolysis of motor car scrap tire: Suitability of produced char for energy generation and sugar mill wastewater Treatment.
Sci. Afr. 2024,
24, e02167. doi:10.1016/j.sciaf.2024.e02167.
[Google Scholar]
-
46.
Muttil N, Jagadeesan S, Chanda A, Duke M, Kumar Singh S. Characterisation of activated carbon derived from carbon black produced by the pyrolysis of waste tyres.
Adv. Mater. Process. Technol. 2023,
10, 2957–2967. doi:10.1080/2374068X.2023.2192327.
[Google Scholar]
-
47.
ASTM. Work Item WK84622—New Practice for Preparing Life Cycle Assessments for Recovered Carbon Black Products (Interim Product Category Rules); ASTM International: West Conshohocken, PA, USA. Available online: https://www.astm.org/workitem-wk84622 (accessed on 16 November 2024).