1. Introduction
Over the past few years, the complexity and requirements of the manufacturing industry have steadily increased. Aspects such as increased international competitiveness, market volatility, and demands for increasingly personalized products pose considerable challenges for companies. It is considered that the existing approaches so far, aimed at value creation are not completely adequate to deal with the growing requirements related to the efficiency of adaptability, stability, sustainability, costs and flexibility [
1].
In order to meet the challenges mentioned above, the so-called “Industry 4.0” (I4.0) arises, whose basic operating premise aims to strengthen the synergy between the individual elements of the various technological processes intrinsic to it. Production lines start, for example, by cooperating with robots (or any other automated elements present in the production system). This cooperation can be exemplified using the loading of incoming materials or receipt of the final product, aligned with simultaneous communication with autonomous carts that deliver materials for production and receive semi-finished products or finished products [
2].
The first time the term “Industry 4.0” was mentioned was in 2011, in Germany, when such a term was presented at the so-called “Hannover Fair” by a working group coordinated by the Union for Research in Economic Sciences of the Ministry of Education and Research of Germany. According to the final report, the term I4.0 was used to encompass two distinct meanings: first, as a synonym for the so-called “Fourth Industrial Revolution,” following the advancements brought about by mechanization through steam, electricity, and Information and Communication Technologies (ICTs). In secondary order, the term even emerged as a certain label for the strategic plan established by Germany to strengthen its international position with high potential in manufacturing [
3].
I4.0 was proposed as a new stage of industrial maturity based on the connectivity provided by the Industrial Internet of Things (IIoT) and the use of several other digital technologies, such as Cloud Computing, Big Data, and Artificial Intelligence [
4,
5]. According to [
6,
7,
8], I4.0 is understood as a new industrial stage in which there is integration between manufacturing operations systems and ICTs, giving rise to the so-called Cyber-Physical Systems (CPS), which are components of the new industrial model.
The authors [
9] developed, through a systematic literature review, a research model for investigating smart factories that consists of eight pillars in line with the aforementioned understandings of what I4.0 is. In consecutive order, these pillars are: Decision-Making, Cyber-Physical Systems (CPS), Data Processing, Information Technology (IT) Infrastructure, Digital Transformation, Human-Machine Interaction, Internet of Things (IoT), and Cloud Manufacturing and Services.
The literature referring to I4.0 presents numerous benefits relevant to it, among which [
10] and [
11] highlight, in commercial operations, the technological integration that enables communication between machines and products, allowing production lines to be reconfigurable and flexible for the manufacture of customized products, even in small batches. The authors [
12] highlight two additional benefits of using Cyber-Physical Systems (CPS) for information processing: enhanced support for decision-making processes and the ability to make rapid adaptations to various events, such as production line interruptions.
The respective technologies of I4.0 are strong supports for Environmental Management 4.0, acting as supporting processes related to the preservation of the environment. The benefit of technological potential is one of the main aspects that allow I4.0 to be recognized as a truly sustainable manufacturing model. The integrated functioning of its technologies allows the environmental management process to be more solid, and the industrial activities in all its processes. These become more accurate, virtualized, simplified, and made on demand [
13,
14].
However, as stated by [
15], the systematization of digitally enhanced industrial work is causing changes and generating complexities in organizational structures, the layout of the workplace, and the way, people carry out their tasks and carry out daily routines. It is noticeable that technology can replace humans in cases that are applied in real contexts, such as difficult and risky tasks, improving safety and reliability in logistical operations. Other examples are the introduction of autonomous vehicles, drones and robotic applications. The main biases of human work towards technology are that it reduces the need and cost of work performed by people and also increases productivity [
16].
Most published works and practical investments related to I4.0 are focused on their respective technologies and scarcely on people. As [
17] state, little attention is given to the correct integration of humans in the emerging context of smart factories. The authors call attention to the human factor as the key element to deal with new and unpredictable behaviors of intelligent manufacturing systems. To that end, they propose a design framework for human-centered control systems, proving that a people-centered design approach improves overall performance compared to a technology-centered design approach. According to [
18], policymakers, people linked to industrial activity, consultants and researchers confirm the relevance of the human role in the manufacturing scenario presented by I4.0. However, little knowledge is available on how to design or adapt production systems considering the human-centered technological perspective, to maximize industrial performance.
Aiming to improve the results perceived in I4.0, the European Commission has been talking about Industry 5.0 (I5.0) since 2021. Its main proposal is to make manufacturing more sustainable, resilient, and truly human-centered [
19]. It is alleged that I5.0 was initially introduced as the chronological continuation of I4.0, driven by the advancement of technologies aimed at integrating men and machines. The literature on I5.0 can be considered extremely recent, and from a business point of view, it is recorded that organizations are only now implementing the principles of I4.0 [
20].
What configures an industry like 4.0, among countless features, is the continuous maintenance of the so-called “Design Principles”. These principles guide the organization and synergistic efforts of people, machines, equipment, software, and systems within Industry 4.0. In this context, this article aims to outline the contributions of Industry 4.0 design principles to Industry 5.0, specifically in relation to its three core pillars: sustainability, human-centricity, and resilience. The article follows a structure consisting of seven main sections. The first section consists of an introduction to the theme under study. The second section presents the main aspects related to I4.0. Then, in the third section, the general aspects of I5.0 are presented. The fourth section provides an exploratory contextualization of the literature on design principles in I4.0. The fifth section presents the contribution of design principles to I5.0 regarding its tripod 5.0. The sixth section lists possible strategies to support the establishment of management guidelines that cooperate with the transition process from Industry 4.0 to 5.0. Finally, the final considerations of this article are presented in the last section.
2. General Aspects of I4.0
I4.0 allows for a change in the “centralized” to “decentralized” production paradigm, considered an inversion of the logic of production processes verified to date [
21]. Many authors have identified new industry concepts, tools, and technologies. The study by [
22] is among the first documents to outline key actions for successfully implementing Industry 4.0. Notably, the authors highlight the Internet of Things (IoT) and the Internet of Services (IoS) as fundamental enablers of smart factories. The authors [
23] identified four key components of Industry 4.0: the previously mentioned Cyber-Physical Systems (CPS), the Internet of Things (IoT), the Internet of Services (IoS), and smart factories. On the other hand, [
24] added visual computing as part of the main technologies of I4.0, among others, such as product lifecycle management, semantic technologies, industrial big data, cybersecurity, intelligent robotics, and industrial automation. Finally, the [
25] listed the enabling technologies for smart factories, including IoT, cloud-based applications, big data analytics, intelligent robotics, integrated simulation of product production and Additive Manufacturing (AM), consistent in the manufacture of additives.
According to [
22], I4.0 is not only a technical challenge but also a reality that will significantly change the organizational structure of companies. Without the intention of presenting a comprehensive list, the authors exemplify five visions for the disruptive change of I4.0:
- New level of socio-technical interaction: Production resources that are autonomous and self-organized carry out planning processes in value chains between companies;
- Intelligent products: The products and the tolerable operating parameters of a certain manufacturing process are mutually known. These products can be grouped in order to optimize production;
- Individualized production: Flexible reconfiguration allows industries to consider the specific characteristics of the customer and the product during the design, planning, production and recycling phase;
- Autonomous control: Employees control and configure intelligent manufacturing resources based on context-sensitive targets;
- Product design controls product-related data: Product-related data becomes a central resource in managing its lifecycle.
I4.0, compared to previous industrial approaches, aims at a completely new level of process automation. Utilizing the flexible capabilities of the internet to access real-time data on factory processes is unlocking valuable innovative resources for planning, controlling, and organizing production processes and entire value chains. In addition, the I4.0 also highlights the extensive benefit that the advanced use of data from customers and the market is now a prerequisite for the development of fully innovative business models that collaborate effectively with the scope of new market segments [
26,
27,
28].
Usually, most I4.0 scholars claim that with the implementation and dissemination of their systems with the increasing digitalization of social and economic processes, the transition processes to I4.0 will be triggered in the long term, which is highly sustainable, but still not predictable in terms of their consequences for socioeconomic structures, especially for work [
29].
According to [
30], I4.0 has brought profound changes, mainly in the management field, but not only there. Companies have included innovative practices arising from the perspectives of I4.0 and also enabling technologies in fields such as production and marketing systems, as well as in business models and human resource management. Approximately ten years after the introduction of Industry 4.0, the European Commission introduced a new initiative highlighting Industry 5.0 (I5.0), a paradigm shift viewed as a new industrial revolution focused on social and sustainability objectives.
3. General Aspects of I5.0
Some scholars believe that the newly introduced I5.0 has the potential to move beyond the profit-centric productivity proposed by I4.0. The 5.0 industrial model promotes sustainable development goals, such as socio-environmental sustainability, human-centeredness, and resilience. However, few studies currently provide insights into how this initially defined phenomenon can effectively deliver on its sustainability values, despite various speculative statements [
31].
Industry 5.0 (I5.0) is regarded as the next phase of industrial evolution, aiming to harness the creativity of human experts in collaboration with intelligent, efficient, and precise machines to achieve resource-efficient and user-preferred manufacturing solutions beyond those of Industry 4.0 (I4.0). Several promising technologies and applications are expected to help I5.0, with the goal of increasing production and spontaneously delivering customized products [
32]. With the emergence of I5.0, a new paradigm shift is expected. While I4.0 is still currently mainly focused on economic goals to be achieved through digital transformation and automation of monotonous work processes, I5.0 will also be concerned with social and ecological goals. The focus is on creating value for the whole, and this industry is sustainable and human-centered. The complexity of digitization is increasing with the implementation of direct human-machine collaboration. In particular, Small and Medium-sized Enterprises (SMEs) face greater challenges as they have more limited resources to implement a successful digitalization strategy [
33].
According to [
34], I5.0 is an open and evolving concept that advances towards a collaborative and co-creative vision of a possible future Global Industrial System. The authors believe that the core of I5.0 places the well-being of workers at the center of the production process so that production respects the limits of our planet and that there is harmony of efforts between humans and machines to achieve social goals beyond employability and economic growth. It also aims to further achieve the sustainable development goals of a super-intelligent society with ecological values, which contributes to the creation of a robust and resilient set of prosperity in an industrial community with a shared future.
4. I4.0’s Design Principles
According to [
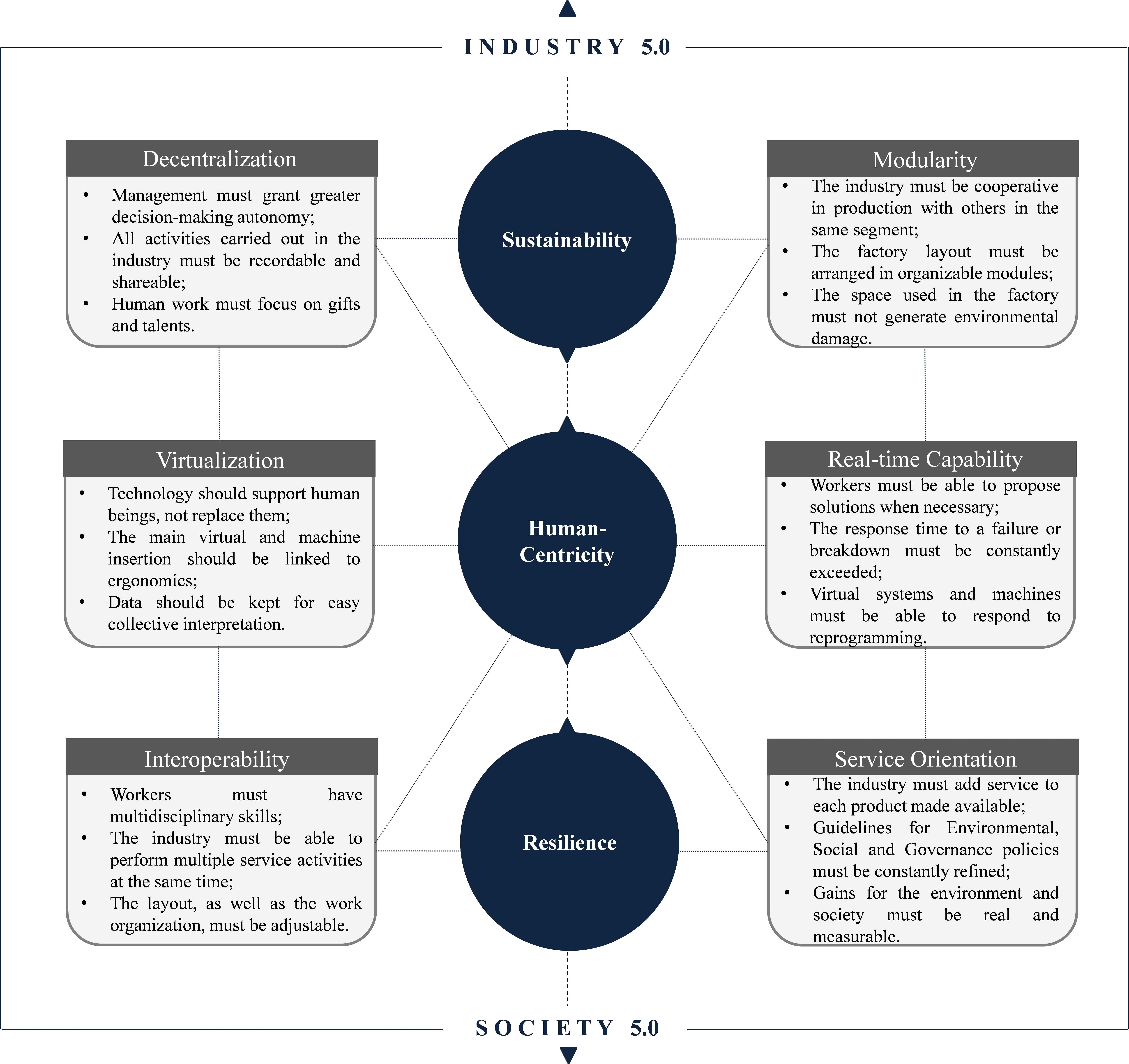
23], I4.0 includes six principles in its structure, which are called Design Principles, also named pillars by [
35], and seen from the perspective of sustainable manufacturing by [
13], which are: Decentralization; Virtualization; Interoperability; Modularity; Real-time Capability; and, Service Orientation. These principles are fundamental to characterize an industry as 4.0, and encompass an extensive set of technologies that help and interact with people as collaborators.
4.1. Decentralization
The design principle of Decentralization is understood as the extended capacity of local companies, point operations, machines, and systems, to make decisions autonomously. Instead of using central computers or transmitting a decision hierarchically, allowing local operators to respond to changes and adapt, this principle guarantees greater flexibility and facilitates the use of specialized knowledge. This reality can be perceived as a decomposition of the classical production hierarchy for the change of companies to decentralized self-organizations [
36].
According to [
37], the growing demand for customizable individual products makes the central control of systems increasingly complex. Computers incorporated into production systems make it possible for CPS to make the necessary decisions autonomously. Only in extreme failures and outages is the presentation of these directed to a higher level for resolution. I4.0, compared to previous industrial approaches, aims at a completely new level of process automation. Through the highly flexible connection of data levels on the internet together with real factory processes, new potentials are being opened for the planning, control and organization of productive processes and entire value chains [
38].
The value chain in its processes will be making the decisions to carry out actions relevant to it or making immediate corrections in cases of changing needs and customer requirements, not limited to manufacturing processes only. Smart products are customized and monitored throughout the production line, allowing them to be located at any time and, by analyzing the current situation, determine alternative routes when needed. In I4.0, engineering processes and dynamic businesses enable last-minute transformations in production to be carried out and they can respond flexibly to interruptions and supplier failures, allowing, for example, self-adaptation and self-decision making [
39].
4.2. Virtualization
According to [
40], the principle of virtualization consists of machine-to-machine monitoring and communication so that a virtual twin can be abstracted. Sensor data is linked to virtual plant models and simulation models. In this way, a virtual copy of the physical world can be created digitally in systems. In case of failure, a collaborator is notified. In addition, all accurate information, such as the next work steps or safety provisions, is available in real-time [
41].
According to [
39], this design principle helps the customer to choose their product more intelligently and functionally and to better identify their needs, preferences and redefinitions, through the use of simulation software, such as, for example, in 3D printer projects. Including the social efficiency indicator enables sustained performance by examining cases relevant to the generation and utilization of services. This is particularly necessary in the context of digitization and open innovation proposed by I4.0. Autonomous production and movement will allow employees to work more and more without the need for local displacements, often working in several operations, from a single specific corporation plant, or even from their residence. The employee will be able to participate in meetings with other stakeholders worldwide, using, for example, virtual reality glasses that show the virtual meeting rooms in real-time.
CPS provides for reducing the gap between information sharing and production, promoting decentralized communication. Initially, the activity of the sensors enables the acquisition of information, referring to a new level of granularity with the lowest possible delay. At the moment, simulation based on data available in real-time will allow anticipating the effect of local optimization in a broad context, allowing the achievement of better decision-making using decentralized control circuits [
42].
4.3. Interoperability
I4.0 requires manufacturing to be smart, seek knowledge, make the necessary decisions, and act independently. These procedures are analyzed based on collecting raw data from manufacturing networks using state-of-the-art intelligent technologies. The principle of interoperability consists of exchanging machines and equipment that perform the same function, even from different manufacturers. This generates multiple networks of possible partnerships in a trusted environment so that the equipment communicates and uses each other when necessary, allowing a precise awareness for developing the intelligent functions of I4.0 [
43].
In the production environment, Cyber-Physical Systems (CPS) consist of intelligent machines, storage systems, and facilities that can autonomously exchange information, initiate actions, and independently control one another. Embedded manufacturing systems are connected vertically with business processes internal to industries and horizontally with the value chain through the connection between software and systems programs [
39].
4.4. Modularity
In the context of manufacturing 4.0, processes change throughout the supply chain and production. Such changes will impact suppliers’ volatile logistics and product lifecycle management processes. Along with all these changes, manufacturing processes will be closely connected across internal corporate boundaries, which allows for creating an interconnected and adaptable network [
36].
This design principle incorporates modular systems that can adapt flexibly to changing requirements by enabling the replacement or expansion of individual production modules, making it significantly easier to add or remove modules as needed. These modular systems can, therefore, be adjusted in case of seasonal fluctuations or changes in the production needs of the product, as in the case of including new technologies [
44].
For [
43], many processes linked to manufacturing activities, such as production planning, product design, production and service engineering, can be simulated as modular and, later to be brought to practical reality, will be closely connected end-to-end, interchangeably.
According to [
39], through the principle of modularity, the machines will adapt themselves to the variables and changes that may be necessary, facilitating the fundamental improvements of the industrial processes inserted in engineering, manufacturing, the supply chain, the use of material, and in managing the life cycle of products, bringing more systemic intelligence. Therefore, this also presents savings in resource use and improved energy efficiency, allowing the adoption of alternative routes and the ability to respond flexibly in cases of interruptions and supplier failures, for example.
4.5. Real-Time Capability
To perform essential daily organizational tasks, data must be collected and analyzed in real-time in I4.0. This principle takes it a step further by incorporating plants capable of responding to machine failures and redirecting products to alternative machines as needed [
44]. It can also make a connection between the final consumer via social networks or direct points of sale, which allow for a faster response to changes in demand. This use of information and robotic systems in real-time is set to interrupt the modes of production and the way manufacturing is organized at present, whenever necessary. This will affect all types of job functions, from engineers to maintenance operators, and can also change the physical locations of plants [
45].
The authors [
39] state that in the manufacturing process, intelligent machines equipped with specialized software will automatically adjust to the process and align decision-making by the CPS with production needs, thereby monitoring product quality and making timely decisions as necessary. This interconnection minimizes material misuse and reduces waste and rejects, contributing to the efficient and responsible use of energy.
4.6. Service Orientation
According to [
44], this design principle is characterized by the availability, through the Internet of Services (IoS), of human and business services and with the permanence of CPS available, which can be used by several participants, facilitating the creation of Product-Service Systems (PSS), also known as product-service systems. They can be offered internally to the organization and outside its boundaries.
Service orientation and transformation help organizations be agile and flexible and respond to market changes faster than they used to. IT management is becoming more flexible in partnering with its value chain partners’ IT networks to co-create value for consumers, for example, the federated service-oriented technology framework. Organizations can collect and process unprecedented amounts of data with large unstructured data solutions [
46].
The constituent members of the value chain can act and monitor the customers and end users in the deliberations present in the projects, in the manufacturing, and in the final stage so that the performance of the products can be followed to adapt to the individual needs and preferences of each customer. Smart factories allow end-customer demand requirements to be met, meaning that even one-off items can be manufactured profitably. With the dynamics of I4.0, manufacturing processes can be modified at any time, allowing the customer to make the change at the right time before final production [
39].
5. I4.0 Design Principles in the I5.0 Context
In this section, the design principles of I4.0 are contextualized from the perspective of I5.0, emphasizing its foundational tripod of support: socio-environmental sustainability, human centrality, and resilience. The contextualization of the design principles takes place in the subsequent subtopics.
5.1. Decentralization
The design principle of decentralization, as in I4.0, continues to guarantee greater autonomy for all participants in Smart Factory 5.0. While in I4.0, the main characteristic of this principle consists of the autonomous and interconnected ability of employees to act, in I5.0, its most striking aspect is the capacity for participation and mutual integration of the parties involved, receiving, processing, and sharing joint information to support to decision-making and actions.
Within the scope of socio-environmental sustainability, the principle of decentralization enables real-time, comprehensive consideration of social and environmental needs, grouped with a high level of detail. This approach allows these factors to be integrated and weighed effectively, reflecting their impact on manufacturing performance outcomes. In this pillar of the tripod, decentralization offers a comprehensive systemic view of areas for improvement that require closer attention, such as permissible usage rates of natural resources and the reduction of waste and pollutants generated by factories in I5.0. Although it seems that there is a paradox regarding the support of the 5.0 tripod represented by the centrality of the human being, the principle of decentralization enhances the autonomy, authority and inclusion of people as collaborators in the industry. Analyzing from the point of perception of centrality in the human being, now in the 5.0 context, what speaks louder than the virtual systemic demonstrations subject to failures is the human perception of the facts. With full discernment and assertiveness, routine and occasional macro and micro decisions are ultimately guided and weighted more heavily by human workers.
As for resiliency, the principle of decentralization allows a wide range of people and intelligent virtual and digital systems to identify an active failure anytime, anywhere. Thus, employees reflect and quickly choose possible solutions to solve the identified problem, causing normality to return to the place that notified a failure.
5.2. Virtualization
This design principle represents one of the most intangibly and materially improved for the I5.0. This is because current data and information storage sources have an even greater capacity than those in Industry 4.0. Similarly, many physical devices have become smaller, more integrated, and equipped with additional functions. This allows the I5.0 to be perceived as more modern compared to the I4.0, allowing even less equipment and machinery to be arranged in the breadth of the factory layout.
In the context of socio-environmental sustainability, the principle of virtualization enables impact decisions to be systematically analyzed and evaluated through visual simulations and projections. This approach helps determine the nature and extent of potential influences on the environment and the affected community. This principle includes an extensive list of benefits to support socio-environmental sustainability, such as proper use of natural resources already extracted for use; adequate acquisition of materials necessary for the operation of the entire factory; restriction of excessive and inappropriate use of parts and materials; identification of opportunities for making spare production available to communities, among others.
With regard to the relevance of this principle to the centrality of the human being, it can be summed up in a single sentence: Machines and systems at the service of man. This is because I5.0, with an extremely courageous and motivating positioning, does not bring with it the terrifying threat of replacing the human workforce by only considering the potential performance of devices. A core premise of I5.0 is the value placed on human beings within the manufacturing context for their unique ability to analyze situations and make final decisions. In this model, human work is supported by machines and technologies rather than entirely replaced by them.
The friendliest factor between the principle of virtualization and resiliency is the ability to generate information quickly and allow sharing and implementation of the decision taken to return to a situation considered normal. This is because factories can be managed systematically and virtually from a distance. So, whenever there is a failure or breakdown in the production line, or even decisions previously taken inappropriately in the strategic area of the industry, information can be accessed, shared, and promptly directed to a corrective action.
5.3. Interoperability
The principle of interoperability represents perhaps the most subtle change in transitioning from an I4.0 to an I5.0. I5.0 builds upon the same foundation as I4.0 but with substantial improvements. Interoperability within the factory is a minimum requirement for continuous, integrated, and synergistic interactions among all industry participants and components. In I5.0, this requirement persists, albeit with an enhanced potential for resource capacity and utilization.
Considering the socio-environmental sustainability part, interoperability acts in a regulatory manner regarding the disposition and use of resources. It is always possible to check whether the indices are being respected and considered, whether in terms of what is removed from the environment or what is given to it and to people as a society. This principle prevents unnecessary purchases of physical resources from production lines since the way of using and sharing equipment between industries in the same segment tends to be more perfected and better used, considering the evolution of this equipment.
In the centrality of the human being, people can help each other more calmly and autonomy, even if it is not their fixed area of activity in the industry. As it is usually easier for employees to access knowledge related to the industry and all its areas in I5.0, it is much more likely that a production line operator will be able to assertively interfere in the product design in front of the designers, for example. Using grounded and validated information.
Cooperativism is the key word between sustaining resilience and interoperability. That’s because the involved or locally present parties can come together and adjust as needed to fix a mistake, resolve a query, or solve a more serious problem. It is the “whole” working together for the common good, the correct functioning of the industry, and its positioning.
5.4. Modularity
In I5.0, modularity is not synonymous with unexpected changes that generate conflicts and unnecessary changes in the factory layout. In the 5.0 context, modularity represents greater productive capacity, less time spent on production and resource allocation, and uninterrupted productivity.
Socio-environmental sustainability is highly relevant to this principle, as it governs the acquisition and use of natural and material resources, whether owned or sourced externally and clarifies their intended purposes. Modularity allows a checklist of needs and efficiencies to be carried out when there is a new organization of own or third-party resources in the factory. Thus, nothing becomes idle but reallocated to produce with the least use of resources and materials, in the shortest amount of time, and the necessary quantity. Alerts can be created, and tracking statuses can be used to measure the activity that has been performed.
With regard to centrality in human beings, modularity mainly requires monitoring and possibly monitoring manufacturing activity. Even if interventions in the order, time, space, and arrangement of internal or external machines and equipment have not been previously programmed, people as responsible collaborators or active in the sector can act as they see fit to guarantee synergistic activity and as efficiently as possible from the site.
Modularity serves as the ideal foundation for resilience in Industry 5.0, as resources, guidelines, and interpretations—along with numerous other factors—enable more precise and context-appropriate decisions at any given moment. When mutually accepted, this alignment fosters harmony and allows for prompt initiation of action.
5.5. Real-Time Capability
In I5.0, people have the possibility of having, in real time, or in the shortest possible time, the information they need, the ability to influence changing needs, and meeting customized customer demands, among other aspects. A significant contributor to this agility is the array of new mobile and fixed devices, hardware, software, and interconnected systems. These allow for analyzing and interpreting data and information, disseminating decisions, meeting needs, and correcting real-time failures.
The main objective of real-time capability in I5.0’s socio-environmental sustainability is to prevent the misuse of available resources and minimize the generation of excessive waste. Other aspects can be considered, if accompanied, such as the moment of acquisition of the resources (in terms of the amount and form of extraction and/or obtaining), the control and subsequent release of pollutants and residues for treatment (identifying possible forms of reuse), partnerships for mutual monitoring and control of actions with potential environmental and social impacts between industrial companies concentrated in the same region (projects of initiatives for controlling and correcting socio-environmental errors can fundamentally be considered and put into practice), for example.
In this principle, there is a mutual cooperation with human centrality in I5.0. Human workers can have data and information in realtime, but they must also continuously feed the systems, providing them to whoever or whatever area is needed. In this way, the human worker can use resources in real-time, as he can and should advise the rest of the factory in real-time, whenever his intervention is necessary.
Typically, the ideal scenario required by I5.0 is one in which resiliency is established on the fly. That is that the adverse situation is controlled and eliminated as soon as possible. In this way, the principle of real-time capability works so that all employees in the industry contribute together to resolve a given error or to eliminate a given error in the best possible time.
5.6. Service Orientation
This design principle encompasses the entire tripod proposed by I5.0 since its basic premise is that the entire industry is service-oriented in and of itself. When this principle is found in full operation, it ensures that everyone else will likely be fulfilling their mission. This means that, in a factory where all its areas, sectors, and beyond borders have a service-oriented culture, it is very difficult for any of the other design principles not to have the necessary support to become effective. This principle unifies and consolidates the Industry 5.0 tripod by actively promoting socio-environmental sustainability, supplying resources emphasizing human centrality, and fostering resilience across systems. It operates with a conscious and balanced approach, ensuring that each pillar is supported effectively. Finally, it disposes and reallocates whatever is necessary to establish resilience.
With regard to socio-environmental sustainability, this principle promotes reflection that goes beyond the factory’s internal organization. Here, the focus is on producing more with fewer resources extracted or sourced while considering benefits that extend beyond the factory perimeter to society as a whole. The two basic questions that this principle continually raises in I5.0 are: How can I impact the environment less with greater production using fewer resources? What is missing from the local and/or regional society that can be offered about what is produced?
Regarding human-centricity, I5.0 is willing to pay more attention to the needs and preferences of its human workers. It is known that the well-being of its workers is a determining factor for the success of the performance of a given function, therefore, of the respective area, then of the sector, and finally, of the whole industry. However, this principle also requires that people are continually open to giving their best effort to each other and to what the factory may demand.
When you have a group of people and systems working harmoniously and synergistically to resolve something unexpected or something that caused some noise in the factory, it is much more likely to achieve resilience, which allows a return to normality. This is why it is crucial for the industry to maintain a culture of continuous motivation for people as collaborators and to ensure ongoing support and maintenance of business systems.
6. Strategies for Managing the Transition from I4.0 to I5.0
When thinking about a transition process, adjustments and adjustments are immediately considered. The transition process from I4.0 to I5.0 is no different. There are numerous points to be considered, ranging from management performance to the satisfaction of the so-called “society 5.0”. The latter is defined as a group encompassing the environment, communities, government, stakeholders, and workers from various sectors, among others. Society 5.0 is considered an active participant that helps maintain and needs the activity arising from I5.0. In other words, it maintains and feeds on its actions. The better established industries 5.0 are, the better their results will be for the local society 5.0.
The proposal to establish new guidelines for I5.0 should be informed by reflections on successful aspects of I4.0, such as the establishment of design principles, standardization of records, synchronous operations, reduced physical strain for workers, and other key factors. But we should also consider trying to correct its main mistakes. I5.0 does not aim to become a wasteland of machines, nor is profit its main objective. The real proposal for gaining value should focus on an alignment that prioritizes respect, care, and preservation of the environment and planetary boundaries, followed by the appreciation of life and the capacity for human sustenance, as well as the prevailing competence of the industry’s activity in the market in which it operates.
Assuming that the design principles of I5.0 can remain the same, the more aligned they are with the values of the I5.0 tripod, the greater the gains can be achieved. The activity of design principles, as in I4.0, is interdependent, which means that one principle requires the action of the other to be effective and ensure the proper functioning of the industry as a whole. By bringing this interdependence to bear on the 5.0 tripod, it is easier to establish and align innovative policies that ensure the continued preservation of values focused on the environment, people and industrial prevalence capacity.
Although this commitment to continuous planning and monitoring is more appropriate to management, all employees must feel part of maintaining, systematizing and implementing the guidelines and policies for aligning design principles. illustrates a framework outlining strategies that management can implement to support the transition from I4.0 to I5.0. This structure is based on aligning design principles with the three pillars of the I5.0 model.
In developing strategies for the transition from I4.0 to I5.0, the management team must consider employee availability, the tangible and intangible resources provided to them, and the potential for continuous improvement through strategic partnerships. This refers to the need for sufficient knowledge of the environment and processes of the entire industry itself so that no potential or possible future error is overlooked. Every successful business model is constantly detailed, mapped, improved, readjusted, and enhanced. In this sense, it is much easier for entrepreneurs to obtain the support they need with well-founded, monitored, proven and easy-to-interpret data. One of the main operating premises of I.5.0 is the capacity for mutual cooperation. The industry must understand that even though its potential is extensive, it can support other industries and improve itself together with them. This refers to both the internal day-to-day and the activity outside the industry.
. Management strategies for the transition process from I4.0 to I5.0. Source: Elaborated by the authors (2024).
7. Final Considerations
The present work explored the I4.0 scenarios in a transitional tone to the I5.0. Both industries have disruptive characteristics, even if I5.0 is considered an evolution of the previous industrial model. While what truly determined an industry as 4.0 consisted of the existence and activity of all the design principles (decentralization, virtualization, interoperability, modularity, real-time capability and service orientation) what mainly defines an industry as 5.0 is the existence of its supporting tripod (sustainability, human-centricity, and resilience). I5.0 will likely use the same design principles with the possibility of adding others to keep it working. However, these needed to be analyzed from the perspective of the 5.0 context. In this way, the design principles regarding the tripod 5.0 was contextualized to describe its potential to keep the premises of I5.0 active. As a future research agenda for this work, it is intended to increase the level of detail regarding the possible indicative actions of each principle for tripod 5.0.
Author Contributions
Conceptualization, Methodology, Software, Validation, Formal Analysis, Investigation, Resources, Data Curation, Writing—Original Draft Preparation, Writing—Review & Editing, Visualization, Supervision, Project Administration, Funding Acquisition, N.G.P.C. and M.C.G.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Funding
This research received scientific production support from the Coordination of Superior Level Staff Improvement—CAPES (Financing Code 001).
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
Bianco D, Filho MG, Osiro L, Ganga GMD. Unlocking the Relationship Between Lean Leadership Competencies and Industry 4.0 Leadership Competencies: An ISM/Fuzzy MICMAC Approach. In IEEE Transactions on Engineering Management; IEEE: New York, NY, USA, 2021; pp. 1–25.
-
2.
Kuryło P, Wysoczański A, Cyganiuk J, Dzikuć M, Szufa S, Bonarski P, et al.
Selected
Determinants
of
Machines
and
Devices
Standardization
in
Designing
Automated
Production
Processes
in
Industry
4.0.
Materials 2023,
16, 312.
[Google Scholar]
-
3.
Kagermann H, Wahlster W, Helbig J. Securing the Future of German Manufacturing Industry: Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0; Final Report of the Industrie 4.0 Working Group; Geschäftsstelle der Plattform Industrie 4.0: Berlin, Germany, 2013, pp. 1–84.
-
4.
Dalenogare LS, Benitez GB, Ayala NF, Frank AG. The
expected
contribution
of
Industry
4.0
technologies
for
industrial
performance.
Int. J. Prod. Econ. 2018,
204, 383–394.
[Google Scholar]
-
5.
Frank AG, Dalenogare LS, Ayala NF. Industry
4.0
technologies:
Implementation
patterns
in
manufacturing
companies.
Int. J. Prod. Econ. 2019,
210, 15–26.
[Google Scholar]
-
6.
Wang L, Törngren M, Onori M. Current
status
and
advancement
of
cyber-physical
systems
in
manufacturing.
J. Manuf. Syst. 2015,
37, 517–527.
[Google Scholar]
-
7.
Jeschke S, Brecher C, Meisen T, Özdemir D, Eschert T. Industrial Internet of Things and Cyber Manufacturing Systems. In Industrial Internet of Things, Jeschke S, Brecher C, Song H, Rawat D, Eds; Springer Series in Wireless Technology: Berlin, Germany, 2017; pp. 3–19.
-
8.
Mabkhot MM, Ferreira P, Maffei A, Podržaj P, Mądziel M, Antonelli D, et al.
Mapping
Industry
4.0
Enabling
Technologies
into
United
Nations
Sustainability
Development
Goals.
Sustainability 2021,
13, 2560.
[Google Scholar]
-
9.
Osterrieder P, Budde L, Friedli T. The
smart
factory
as
a
key
construct
of
industry
4.0:
A
systematic
literature
review.
Int. J. Prod. Econ. 2020,
221, 107476.
[Google Scholar]
-
10.
Brettel M, Friederichsen N, Keller M, Rosenberg, M. How
Virtualization,
Decentralization
and
Network
Building
Change
the
Manufacturing
Landscape:
An
Industry
4.0
Perspective.
Int. J.Sci. Eng. Technol. 2014,
8, 37–44.
[Google Scholar]
-
11.
Wang S, Wan J, Li D, Zhang C. Implementing
Smart
Factory
of
Industrie
4.0:
An
Outlook.
Int. J. Distrib. Sens. Netw. 2016,
12, 3159805.
[Google Scholar]
-
12.
Schuh G, Anderl R, Dumitrescu R, Krüger A, Hompel MT. Industrie 4.0 Maturity Index. Managing the Digital Transformation of Companies. Update 2020, ACATECH Study; Schuh G, Anderl R, Dumitrescu R, KRÜGER A, Hompel M, Eds; ACATECH: Munich, Germany, 2020; pp. 1–62.
-
13.
Carvalho N, Chaim O, Cazarini E, Gerolamo M. Manufacturing
in
the
fourth
industrial
revolution:
A
positive
prospect
in
Sustainable
Manufacturing.
Procedia Manuf. 2018,
21, 671–678.
[Google Scholar]
-
14.
Carvalho ACP, Carvalho APP, Carvalho NGP. Industry 4.0 Technologies: What Is Your Potential for Environmental Management? In Industry 4.0—Current Status and Future Trends, Ortiz JH, Ed.; IntechOpen: London, UK, 2020; pp. 1–16.
-
15.
Longo F, Nicoletti L, Padovano A.
Smart
operators
in
industry
4.0:
A
human-centered
approach
to
enhance
operators’
capabilities
and
competencies
within
the
new
smart
factory
context.
Comput. Ind. Eng. 2017,
113, 144–159.
[Google Scholar]
-
16.
Jaiganesh V, Dhileep Kumar J, Girijadevi J.
Automated
guided
vehicle
with
robotic
logistics
system.
Procedia Eng. 2014,
97, 2011–2021.
[Google Scholar]
-
17.
Pacaux-Lemoine M, Trentesaux D, Rey GZ, Millot P. Designing
intelligent
manufacturing
systems
through
Human-Machine
Cooperation
principles:
A
human-centered
approach.
Comput. Ind. Eng. 2017,
111, 581–595.
[Google Scholar]
-
18.
Fantini P, Pinzone M, Taisch M. Placing
the
operator
at
the
centre
of
Industry
4.0
design:
Modelling
and
assessing
human
activities
within
cyber-physical
systems.
Comput. Ind. Eng. 2020,
139, 105058.
[Google Scholar]
-
19.
Ruppert T, Darányi A, Medvegy T, Csereklei D, Abonyi J. Demonstration
Laboratory
of
Industry
4.0
Retrofitting
and
Operator
4.0
Solutions:
Education
towards
Industry
5.0.
Sensors 2023,
23, 283.
[Google Scholar]
-
20.
Longo F, Padovano A. Value-Oriented
and
Ethical
Technology
Engineering
in
Industry
5.0:
A
Human-Centric
Perspective
for
the
Design
of
the
Factory
of
the
Future.
Appl. Sci. 2020,
10, 4182.
[Google Scholar]
-
21.
Ang JH, Goh C, Saldivar AAF, Li Y. Energy-Efficient
Through-Life
Smart
Design,
Manufacturing
and
Operation
of
Ships
in
an
Industry
4.0
Environment.
Energies 2017,
10, 610.
[Google Scholar]
-
22.
Kagermann H, Wahlster W, Helbig J. Recommendations for Implementing the Strategic Initiative Industrie 4.0; Acatech National Academy of Science and Engineering: Frankfurt, Germany, 2013, pp. 13–78.
-
23.
Hermann M, Pentek T, Otto B. Design Principles for Industrie 4.0 Scenarios: A Literature Review; Working Paper, No. 01-2015; Technical University of Dortmund: Dortmund, Germany, 2015.
-
24.
Posada J, Toro C, Barandiaran I, Oyarzun D, Stricker D, Amicis R, et al. Visual
computing
as
a
key
enabling
technology
for
industrie
4.0
and
industrial
internet.
IEEE Comput. Gr. Appl. 2015,
35, 26–40.
[Google Scholar]
-
25.
International Electrotechnical Commission (IEC). Factory of the Future—White Paper; IEC: Geneva, Switzerland, 2015.
-
26.
Broy M. Cyber-physical systems. In Innovation Durch Softwareintensive Eingebettete Systeme; Springer: Berlin/Heidelberg, Germany, 2010.
-
27.
Reinhart, G, Engelhardt PGF, Philipp TR, Wahlster W, Zühlke J, Schlick J, et al.
Cyber-Physische
Produktionssysteme.
Produktivitäts-
und
Flexibilitätssteigerung
durch
die
Vernetzung
intelligenter
Systeme
in
der
Fabrik.
wt-online 2013,
103, 84–89.
[Google Scholar]
-
28.
Sendler U. Industrie 4.0; Springer: Berlin/Heidelberg, Germany, 2013.
-
29.
Hirsch-Kreinsen H, Ittermann P, Niehaus J. Digitalisierung von Industriearbeit: Forschungsstand und entwicklungsperspektiven; Technische Universität Dortmund: Berlin/Heidelberg, Germany, 2015.
-
30.
Piccarozzi M, Silvestri L, Silvestri C, Ruggieri A. Roadmap
to
Industry
5.0:
Enabling
technologies,
challenges,
and
opportunities
towards
a
holistic
definition
in
management
studies.
Technol. Forecast. Soc. Chang. 2024,
205, 123467.
[Google Scholar]
-
31.
Ghobakhloo M, Iranmanesh M, Mubarak MF, Mubarik M, Rejeb A, Nilashi M. Identifying
industry
5.0
contributions
to
sustainable
development :
A
strategy
roadmap
for
delivering
sustainability
values.
Sustain. Prod. Consum. 2022,
33, 716–737.
[Google Scholar]
-
32.
Maddikunta P, Pham Q-V, Boopathy P, Deepa N, Dev K, Gadekallu TR, et al.
Industry
5.0:
A
survey
on
enabling
technologies
and
potential
applications.
J. Ind. Inf. Integr. 2022,
26, 100257.
[Google Scholar]
-
33.
Hein-Pensel F, Winkler H, Brückner A, Wölke M, Jabs I, Mayan IJ, et al. Maturity
assessment
for
Industry
5.0:
A
review
of
existing
maturity
models.
J. Manuf. Syst. 2023,
66, 200–210.
[Google Scholar]
-
34.
Leng J, Sha W, Wang B, Zheng P, Zhuang C, Liu Q, et al. Industry
5.0:
Prospect
and
retrospect.
J. Manuf. Syst. 2022,
65, 279–295.
[Google Scholar]
-
35.
Falcão ACRA. Sistematização dos Pilares da Indústria 4.0: Uma análise utilizando revisão bibliográfica sistemática. D Master’s Degree, Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2019.
-
36.
Roblek V, Meško M, Krapež, A. A
Complex
View
of
Industry
4.0.
SAGE Open 2016,
6, 2158244016653987.
[Google Scholar]
-
37.
Hompel TM, Otto B. Technik für die wandlungsfähige Logistik. Industrie 4.0. In 23. Deutscher Materialfluss-Kongress; TU München: Garching, Germany, 2014.
-
38.
Hirsch-Kreinsen H. Digitalisierung
industrieller
Arbeit:
Entwicklungspfade
und
Perspektiven.
J. Labour Mark. Res. 2016,
49, 1–14.
[Google Scholar]
-
39.
Palma JMB, Bueno US, Storolli WG, Schiavuzzo PL, Cesar FIG, Makiya IK. Os princípios da Indústria 4.0 e os impactos na sustentabilidade da cadeia de valor empresarial. In Proceedings of the 6th International Workshop—Advances in Cleaner Production, São Paulo, Brazil, 24–26 May 2017.
-
40.
Gorecky D, Schmitt M, Loskyll M, Zühlke D. Human-Machine-Interaction in the Industry 4.0 Era. In Proceedings of the 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014; pp. 289–294.
-
41.
Martínez-Gutiérrez A, Díez-González J, Ferrero-Guillén R, Verde P, Álvarez R, Perez H. Digital
twin
for
automatic
transportation
in
industry
4.0.
Sensors 2021,
21, 10.
[Google Scholar]
-
42.
Schuh G, Stich V, Brosze T, Fuchs S, Pulz C, Quick J, et al.
High
resolution
supply
chain
management:
Optimized
processes
based
on
self-optimizing
control
loops
and
real
time
data.
Prod. Eng. 2011,
5, 433–442.
[Google Scholar]
-
43.
Qin J, Liu Y, Grosvenor R. A
Categorical
Framework
of
Manufacturing
for
Industry
4.0
and
beyond.
Procedia CIRP 2016,
52, 173–178.
[Google Scholar]
-
44.
Schlick J, Stephan P, Loskyll M, Lappe D. Industrie 4.0 in der praktischen Anwendung. In Bauernhansl, Industrie 4.0 in Produktion, Automatisierung und Logistik: Anwendung, Technologien und Migration; Springer Vieweg: Berlin, Germany, 2014; pp. 57–84.
-
45.
Verrière P, Quenedey C. Can the Fourth Industrial Revolution Save French Industry? Wavestone: Paris, France, 2016; pp. 0–3.
-
46.
Demirkan H, Spohrer JC.
Emerging
service
orientations
and
transformations
(SOT).
Inf. Syst. Front. 2014,
18, 407–411.
[Google Scholar]