Since the Industrial Revolution, the rapid development of electrical and electronic technology, information technology, and advanced manufacturing technology has significantly impacted productivity. With the personalization of demands, the pursuit of shorter product development and production cycles, and greater resource efficiency, production methods are transitioning towards digitalization and intelligence [
1]. The forthcoming industrial revolution will be driven by the internet, which enables communication between people and machines through large networks in Cyber-Physical Systems (CPS) [
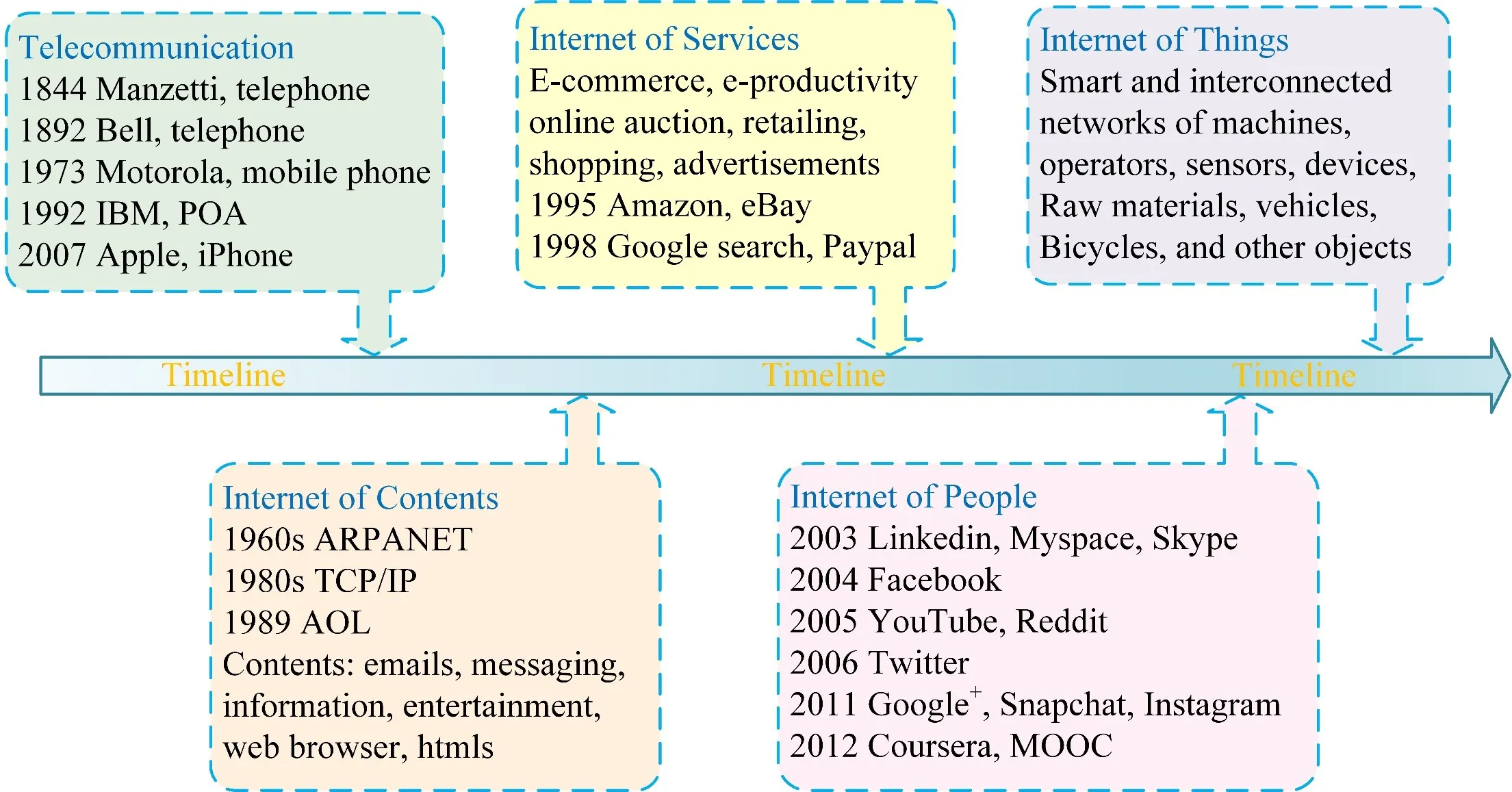
2]. illustrates the evolution from the pre-internet era to the Internet of Things (IoT). In the pre-internet phase, telecommunications evolved from Innocenzo Manzetti’s concept of the “speaking telegraph”, proposed in 1844, to Alexander Bell’s first telephone call from New York to Chicago in 1892, followed by the flourishing of mobile and intelligent phone technologies. In 1960, the U.S. Department of Defense funded the ARPANET project to develop the first internet prototype. From the 1960s to the 1990s, internet content rapidly expanded to include emails, information, and entertainment. After the 1990s, the internet began offering more services to individual and commercial users, such as online auctions, retail, and shopping. Since the 2000s, social networks have facilitated connections among billions of people, exemplified by platforms like LinkedIn, Facebook, Google
+, and Twitter [
3].
In 2011, Germany introduced the concept of Industry 4.0 during the Hannover Messe, marking the beginning of the Fourth Industrial Revolution [
4]. The goal of Industry 4.0 is to describe highly digitalized manufacturing processes, where information flows between machines in a controlled environment, thereby minimizing human intervention [
5,
6]. This initiative aims to leverage advanced information technologies to facilitate the transformation and upgrading of the manufacturing sector towards intelligence [
7]. It promotes the computerization of manufacturing, advanced industrial manufacturing using informatics to automate production, the use of artificial intelligence and its interaction with humans, and sustainable technologies and materials use [
8]. With the development of the IoT [
9] and CPS [
10], governments and industries worldwide have begun to focus on this trend. To capitalize on this new development and achieve a rapid transition toward intelligent manufacturing, strategies such as the European 2020 Strategy, the Industry 4.0 Strategy, and China’s Made in 2025 have been proposed [
11]. Industry 4.0 is a pioneer for intelligent factories, incorporating a range of advanced technologies, including big data analytics, artificial intelligence, advanced robotics, 3D printing, and cloud computing [
8,
12]. As various intelligent technologies have developed, intelligent factories have emerged. Intelligent factory technologies include, but are not limited to, CPS, IoT, cloud computing, service-oriented computing, artificial intelligence, advanced manufacturing, and data science [
13,
14]. An intelligent factory is built on the foundation of digitalized and automated facilities, utilizing information technologies (such as cloud platforms and industrial IoT) to enhance the management of manufacturing resources and service quality [
15,
16]. Intelligent factories can offer manufacturers significant competitive advantages, including personalized products and services, leaner, smarter, and more adaptive production environments, more agile supply chains, optimized processes, more innovative organizations, enhanced employee performance, and more environmentally friendly manufacturing practices [
17].
. The evolution from the internet to the IoT.
There is no clear definition for smart factories and manufacturing systems, and scholars are actively exploring this topic. R. S. Raji suggests that “intelligent” sometimes refers to an independent device, typically composed of sensors, actuators, microcomputers, and transceivers [
18]. The adjective “smart” is also commonly used to describe objects enhanced by implementing additional functionalities, which introduce multi-platform communication and improve their computational capabilities. The intelligence of such devices is demonstrated through their collaborative networking with other smart devices, which can monitor system status updates and decide whether to take action. This type of network is referred to as a smart network [
18]. Steven defines intelligent service systems as learning, dynamically adapting, and making decisions based on received, transmitted, and processed data to improve their responses to future situations. These systems achieve their functionality through capabilities such as self-detection, self-diagnosis, self-correction, self-monitoring, self-organization, self-replication, and self-control, resulting from the integration of sensing, actuation, coordination, communication, and control technologies [
19]. Radziwon et al. reviewed the use of the adjective “smart” in a technical context, particularly focusing on applying smart tags in factories and the concept’s expansion. They proposed a definition of a smart factory: “A Smart Factory is a manufacturing solution that provides such flexible and adaptive production processes that will solve problems arising on a production facility with dynamic and rapidly changing boundary conditions in a world of increasing complexity. This special solution could, on the one hand, be related to automation, understood as a combination of software, hardware, and/or mechanics, which should lead to the optimization of manufacturing, resulting in a reduction of unnecessary labor and waste of resources. On the other hand, it could be seen from the perspective of collaboration between different industrial and non-industrial partners, where the smartness comes from forming a dynamic organization” [
20]. Liu et al. categorized the smart factory hardware platform into four layers: the smart device layer, the smart processing unit layer, the workshop-level smart management layer, and the smart cloud platform [
21]. Wang et al. defined a smart factory as a manufacturing cyber-physical system that integrates physical objects like machines, conveyors, and products with information systems such as MES and ERP to achieve flexible and agile production. They summarized the framework of the smart factory, which consists of four tangible layers: the physical resource layer, industrial network layer, cloud computing layer, and monitoring terminal layer [
22]. Mittal et al. identified, discussed and aggregated the characteristics, technologies, and enabling factors that could define smart manufacturing systems. They identified five key characteristics: context awareness, modularity, heterogeneity, interoperability, and composability; eleven technologies, including smart control, energy efficiency, cybersecurity, cyber-physical systems (CPS), visual technology, the Internet of Things (IoT), cloud computing/cloud manufacturing, 3D printing/additive manufacturing, smart products/parts/materials, data analytics, and IT-based production management; as well as three enabling factors necessary for smart manufacturing: legal regulations, innovative education and training, and data-sharing systems [
23]. In summary, smart manufacturing systems refer to the integration of information technology, automation technology, and intelligent technology to optimize, automate, and enhance production processes. A smart manufacturing factory is a comprehensive production environment based on smart manufacturing systems, aimed at creating a flexible, efficient, and intelligent production environment for lifecycle management and overall productivity enhancement.
Bibliometrics is the process of extracting measurable data through statistical analysis of published research and how knowledge within publications is utilized. It summarizes the progress of a particular research topic through quantitative statistics, identifying hotspots, emerging trends, and contributions from authors, journals, institutions, or countries [
24]. In recent years, scholars have conducted bibliometric studies on intelligent factories. For instance, Strozzi et al. performed a bibliometric analysis of the concept of “intelligent factory” [
25]. Jerman et al. reviewed the capabilities that intelligent factories are expected to develop, using bibliometrics and thematic analysis to gain insights into new trends in Industry 4.0 [
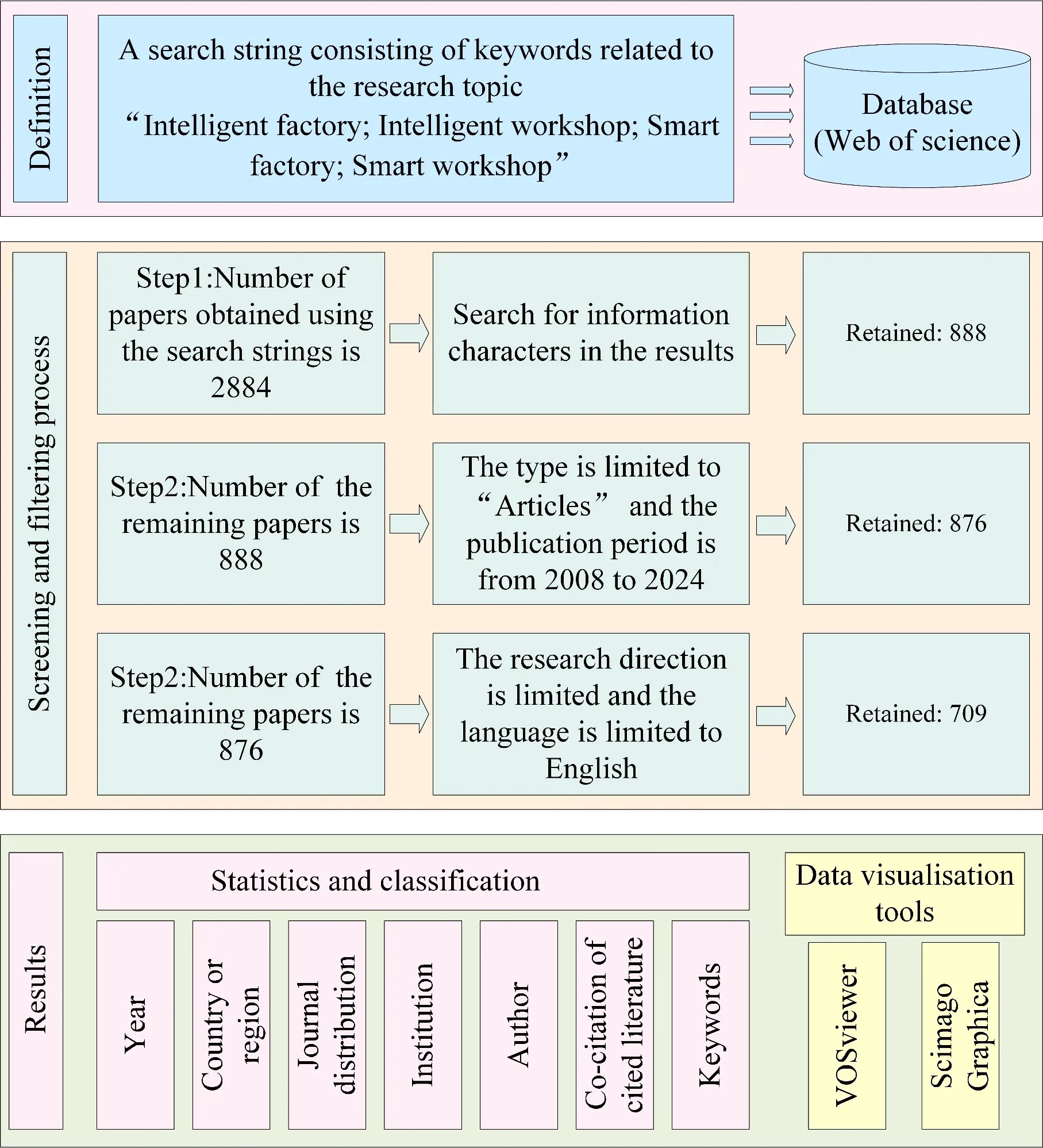
26]. Bertoncel et al. conducted a bibliometric study on big data research related to intelligent factories. However, there is a lack of bibliometric analysis on the capabilities of information acquisition, transmission, processing, and control in intelligent factories, resulting in the absence of a systematic framework. Information technology is a key capability of intelligent factories, serving as the foundation for supporting automation, intelligence, and efficient operations. This paper employs bibliometric analysis to review the current state of information technology in intelligent factories and discusses its development trends. We obtained publications from the Web of Science database covering 2008 to 2024, analyzing aspects such as annual distribution, countries, institutions, authors, source journals, keyword co-occurrence, and co-citation. Our aim is to identify current hotspots in this field through bibliometric analysis, offering insights for future research directions.
3.1. Analysis of Year of Publication
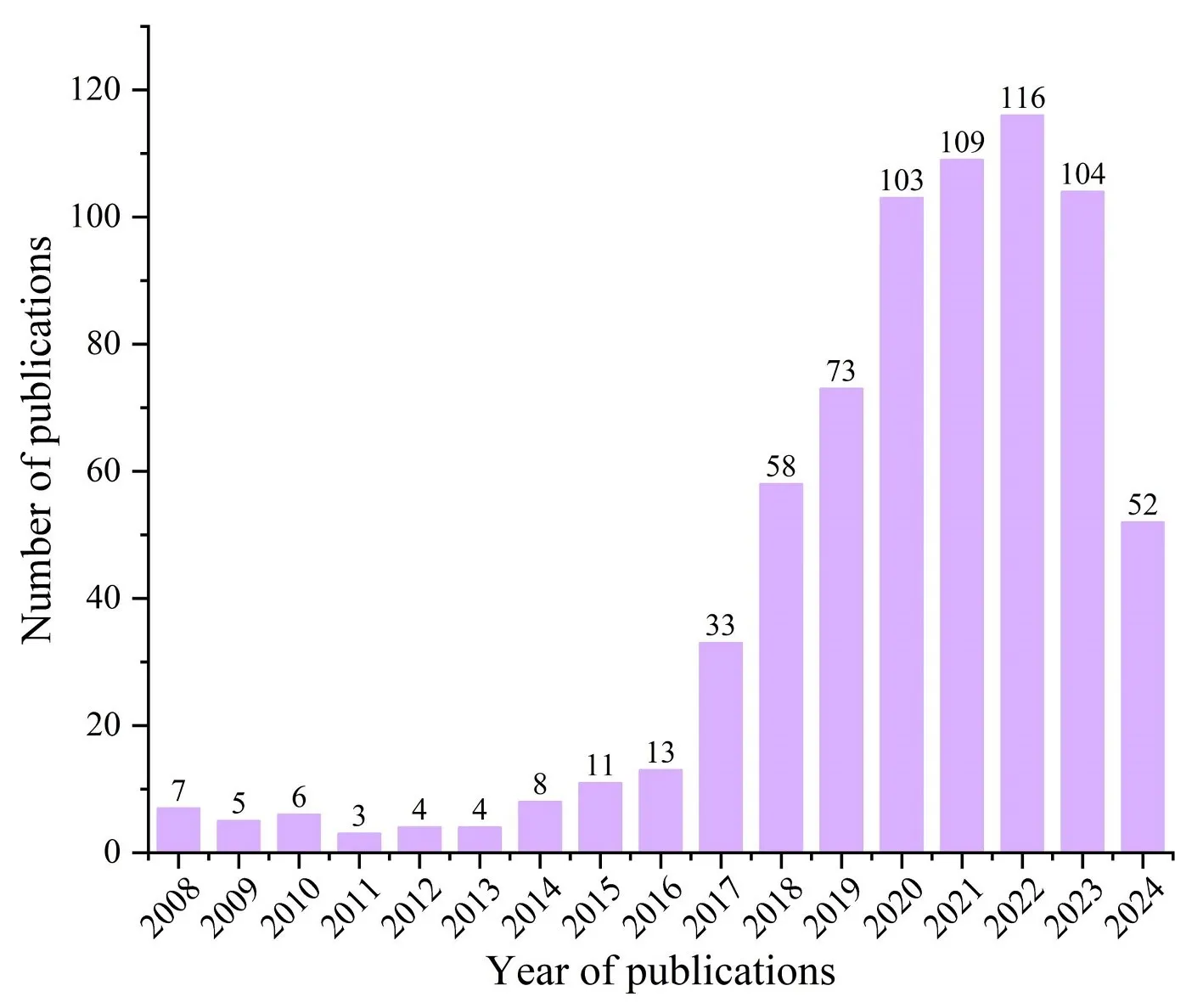
A total of 709 publications related to intelligent factories were retrieved from 2008 to 2024. The annual output of publications on intelligent factories is shown in . Since the concept of intelligent factories emerged in 2008, the number of related publications has shown a generally stable growth trend. Before 2014, the number of publications was relatively low, but after 2014, there was a sharp increase in the number of publications. This indicates a significant rise in interest in intelligent factories after 2014. The global annual output of publications increased from 7 in 2008 to 116 in 2022, representing a growth of 1557.14%. Prior to 2014, the annual number of publications was less than 8, but from 2014 onwards, the number began to grow steadily. Over the next 7 years, the annual output surpassed 100, reaching its peak. Although only half of 2024 has passed, 52 relevant publications have already been retrieved. It is foreseeable that in the coming years, research on this topic will continue to increase in both quantity and quality. This growth trend indicates that more and more scholars are linking intelligence with factory production and actively publishing their research findings. The increase in publications also highlights that intelligent factories are currently a research hotspot, playing a crucial role in meeting consumers’ complex and diverse needs.
. Number of Articles Related to Intelligent Factory, 2008–2023.
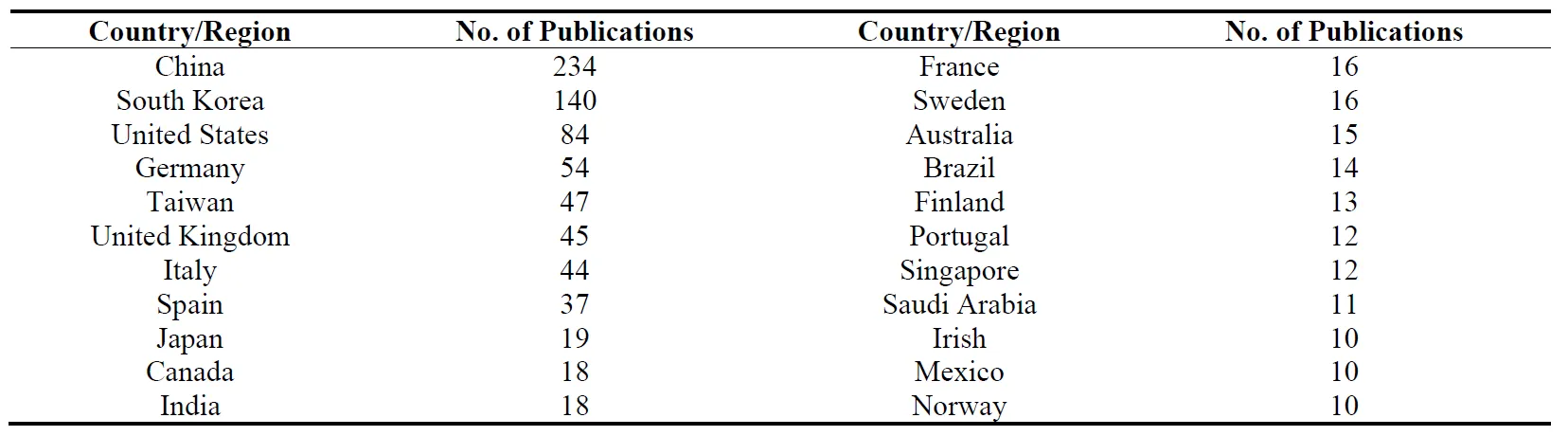
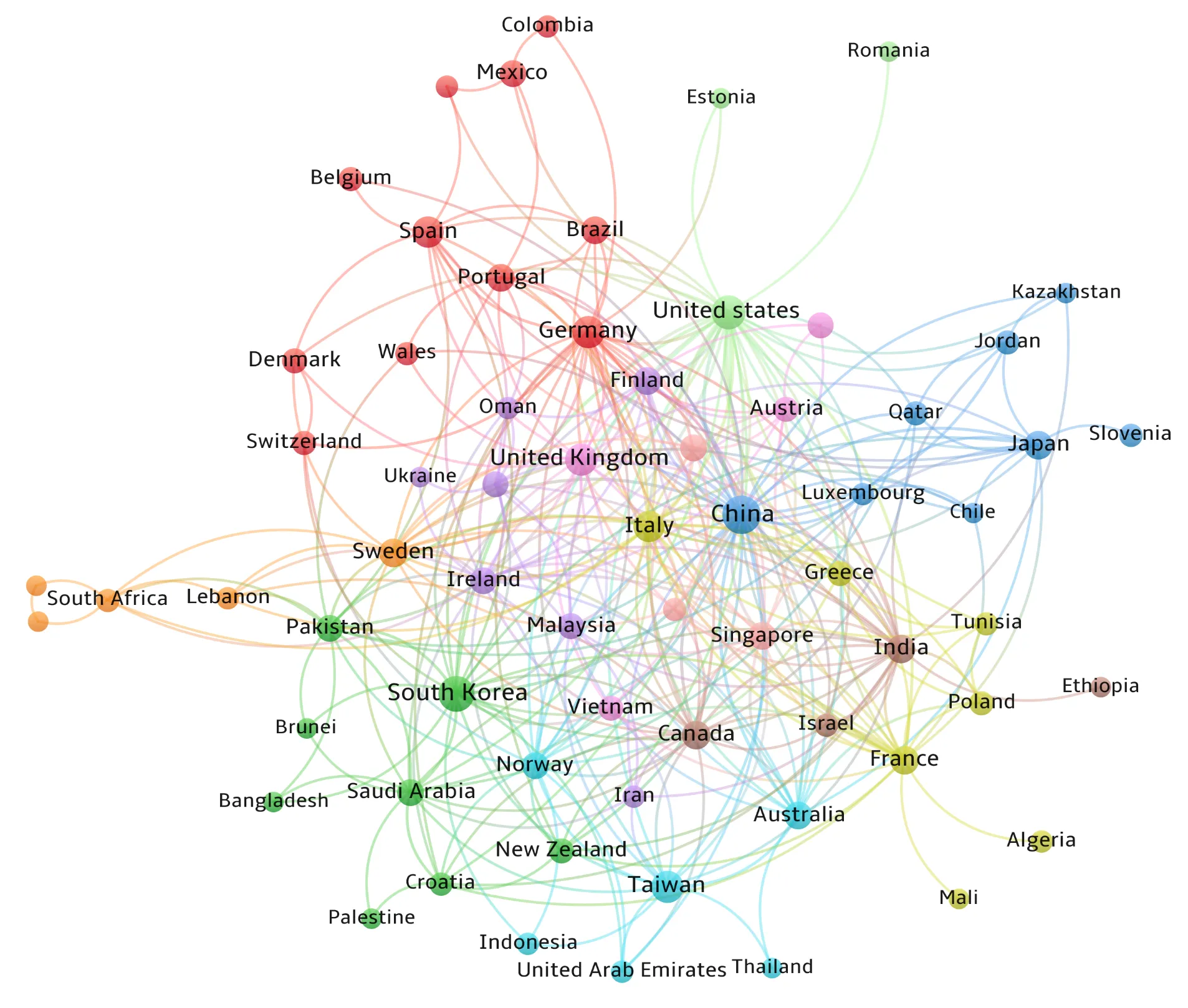
A total of 72 countries or regions have published works on this topic. Based on the geographical distribution on the global productivity map, publications on intelligent factories are concentrated in Asia, North America, and Europe. lists the countries or regions with more than 10 related publications, while shows the annual publication numbers for these countries or regions from 2000 to 2021. China is the largest contributor, followed by South Korea, the United States, and Germany. Chinese papers have been cited the most, with a total of 6318 citations, followed by those from the United States, which have garnered 3603 citations. These data reflect China’s strong awareness of the advantages of intelligent factories and its leading position in related research, highlighting China’s active influence and significance in this field. According to Li, since the onset of the industrial revolution in the 18th century, China has emerged as one of the world’s most important manufacturing countries [
32]. Italy, Spain, and Japan are closely followed, indicating these countries’ active participation and competitiveness in related research fields. Additionally, the involvement of countries like Mexico and Norway enhances the geographical diversity of the research field. This broad geographical distribution emphasizes that research on intelligent factories is not solely the responsibility of a single country or region but rather a global concern and collaborative effort. also shows that international collaboration is primarily divided into eight clusters: blue, led by China; red, led by Germany; green, led by South Korea; brown, led by Canada; brown-yellow, led by India; orange, led by Sweden; purple, led by Finland; and pink, led by the United Kingdom. The countries within these clusters come from different continents, reflecting the widespread distribution of research on smart factories.
. The country/region by number of publications.
. Visualization map of the network of published literature in a country or region.
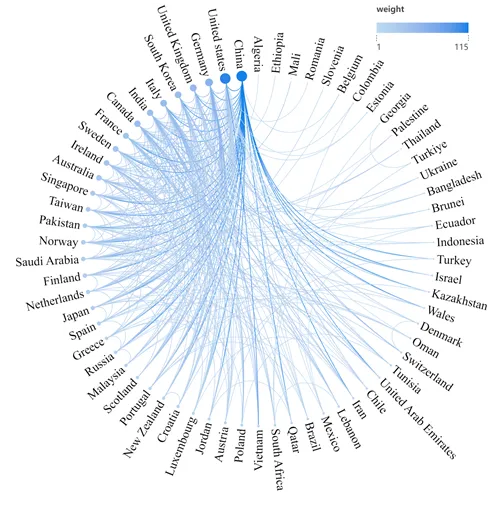
SCP refers to the number of papers co-authored by authors of the same nationality, while MCP indicates the number of papers co-authored with authors from other countries. The MCP ratio can be considered a measure of global collaboration. Based on the MCP ratio, China, the United States, Germany, the United Kingdom, and South Korea rank high in terms of international cooperation. In terms of international collaboration between countries or regions, China has received cooperation from many nations, with the most significant partnerships being with Japan, the United States, the United Kingdom, and South Korea. However, the level of cooperation among other countries remains low. We used VOSviewer to analyze global collaboration in 72 countries. The Total Link Strength (TLS) refers to the thickness of the lines connecting the nodes, representing the level of international collaboration. As shown in , the co-authorship visualization map reveals that China, the United States, and Germany are the top three countries. South Korea ranks second in terms of publication quantity. Still, in terms of collaboration intensity and citation counts, it ranks sixth, as the United States, Germany, and the United Kingdom perform better in these aspects. The connections between countries are numerous and dense, especially among China, the United States, Germany, the United Kingdom, and South Korea, which exhibit extensive and strong collaboration with other countries worldwide. In contrast, Algeria, Ethiopia, Mali, Romania, and Slovenia have only a single connection, likely constrained by their developmental environments, indicating that these five countries’ research and collaboration intensity is relatively weak. This also highlights that the research on smart factories is closely related to the level of national development.
. Visualization map of international cooperation countries or regions.
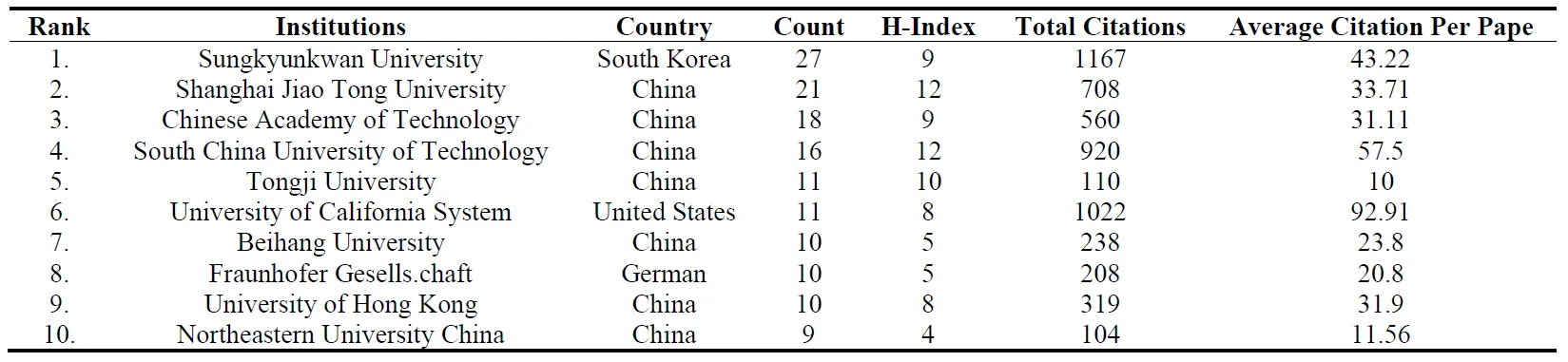
Papers related to intelligent factories originate from 1019 institutions. presents the top ten research institutions based on the number of published papers. China, South Korea, Germany, and the United States dominate the scientific research landscape. Seven of the top ten institutions by output are based in China, while one is from the United States, Germany, and South Korea. In terms of publication quantity, China holds a leading position.
. The top 10 productive institutions ranked by the number of publications.
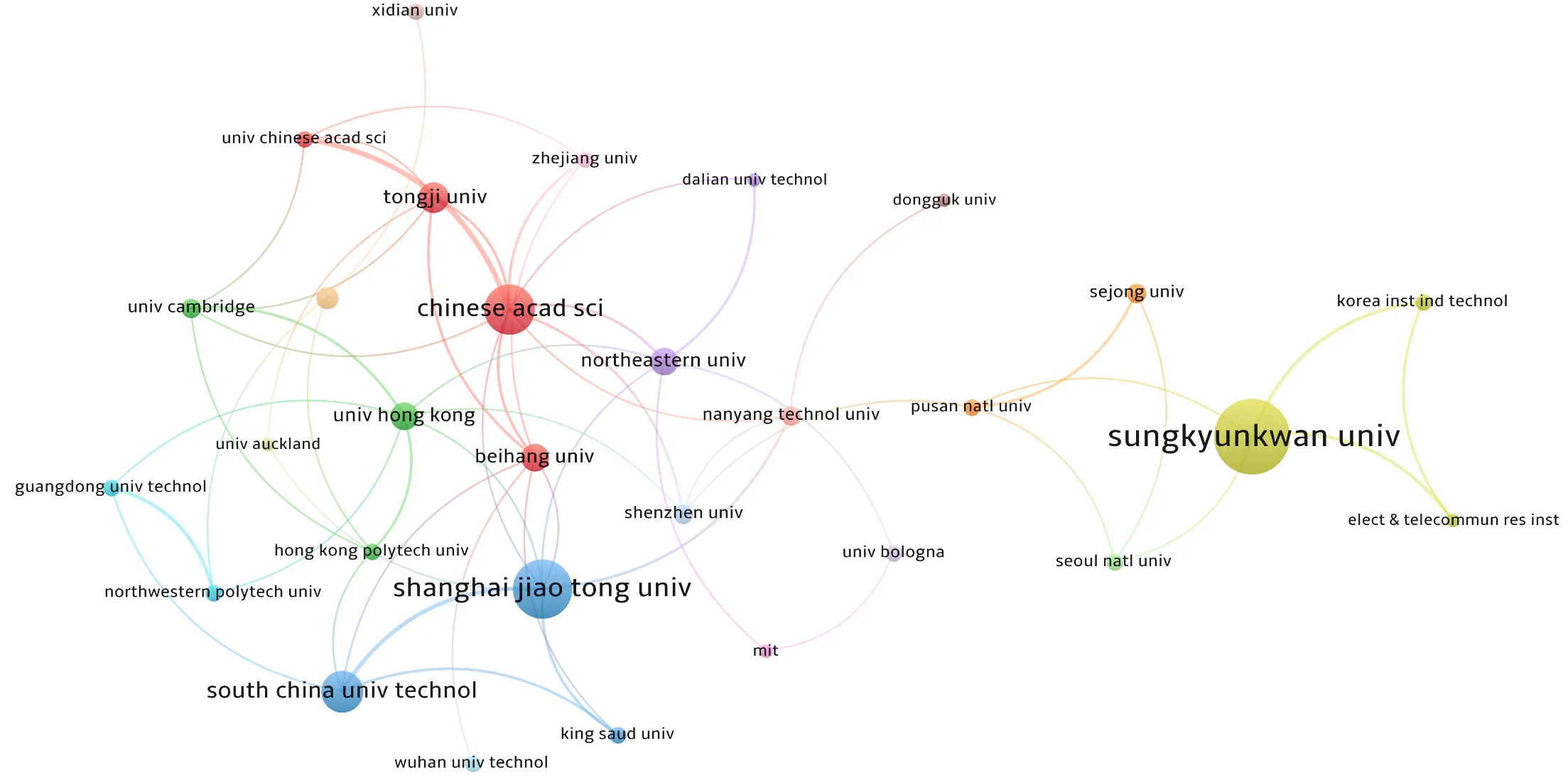
Most articles originate from Sungkyunkwan University in South Korea, Shanghai Jiao Tong University, the Chinese Academy of Sciences, and the South China University of Technology in China. The top ten institutions collectively published 143 papers, accounting for 20.17% of total publications. Setting a minimum publication threshold of five, 44 institutions meet this criterion. VOSviewer generated a network visualization map to examine institutional collaborations, visually representing six types of institutions. As illustrated in , most institutions involved in intelligent factory research are part of the collaboration network. The Chinese Academy of Sciences (TLS = 32), Shanghai Jiao Tong University (TLS = 17), and the University of Hong Kong (TLS = 16) exhibit the highest Total Link Strength (TLS) values. Coordination among institutions is more prevalent than collaboration among countries. However, interactions among institutions within the same country tend to be relatively insular, with red, blue, and purple clusters dominated by Chinese institutions, a brown cluster primarily consisting of South Korean institutions and a green cluster that includes the University of Hong Kong and several institutions from the United Kingdom. This indicates that due to cultural and developmental differences between countries, collaboration among institutions regarding smart factory research is limited to within national borders.
. Visualization map of the institutional cooperation network.
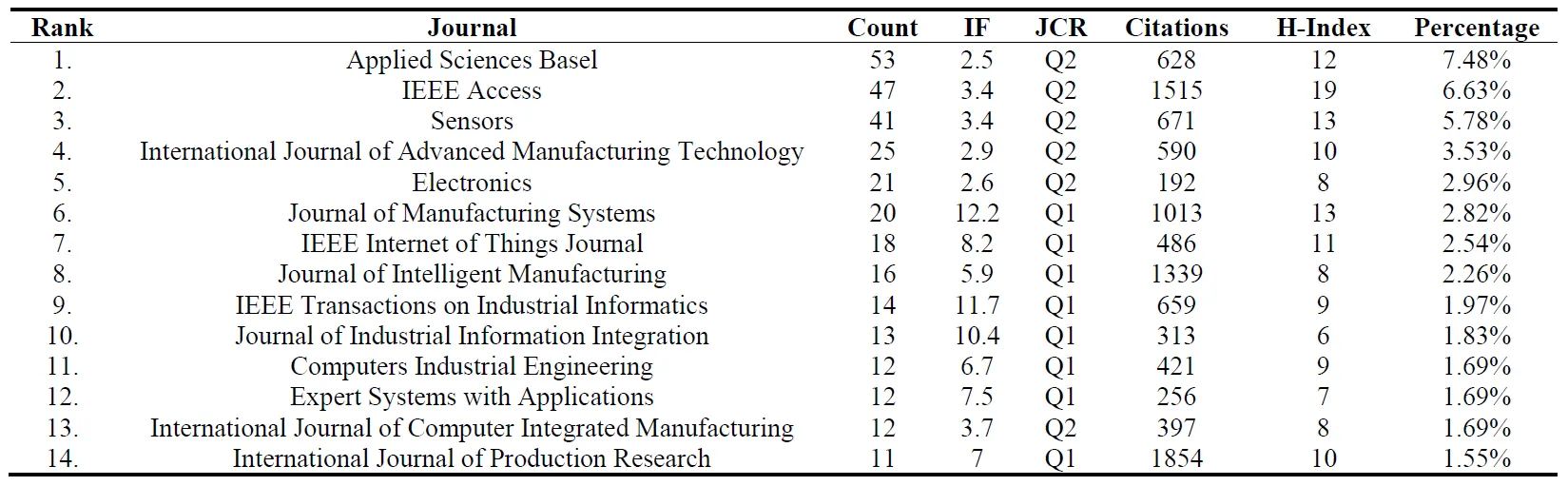
As shown in , among 200 academic journals, the top three journals publishing articles related to intelligent factories are Applied Sciences Basel, IEEE Access, and Sensors. Active journals that published more than 10 articles collectively contributed 315 papers, accounting for 44.43% of the total publications. Among the journals with over ten articles, the one with the highest total citations is the International Journal of Production Research, while the journal with the highest impact factor is the Journal of Manufacturing Systems (IF 2023 = 12.2). It is followed by IEEE Transactions on Industrial Informatics (IF 2023 = 11.7) and the Journal of Industrial Information Integration (IF 2023 = 10.4). IEEE Access has the highest H-index (H = 19), followed by Sensors (H = 13) and the Journal of Manufacturing Systems (H = 13). These findings indicate that journals like IEEE Access, the Journal of Manufacturing Systems, and the International Journal of Production Research have significantly advanced this topic.
. Journals with more than 10 publications.
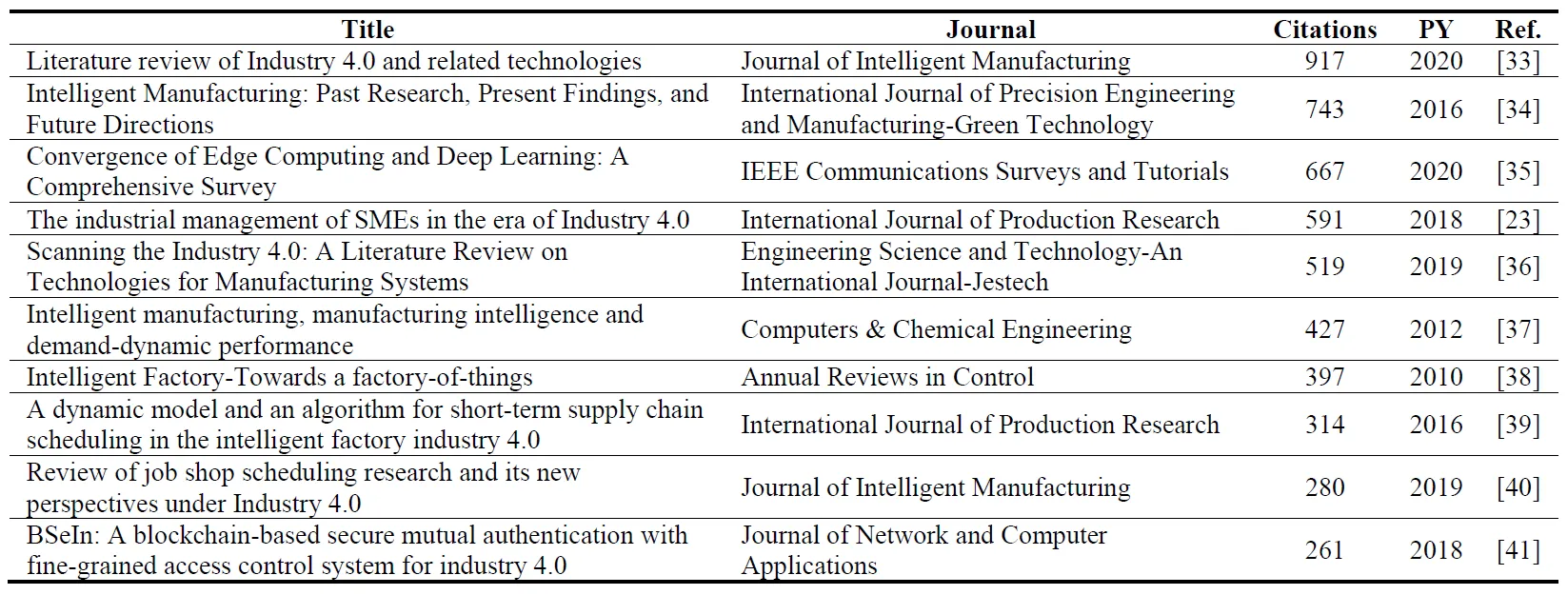
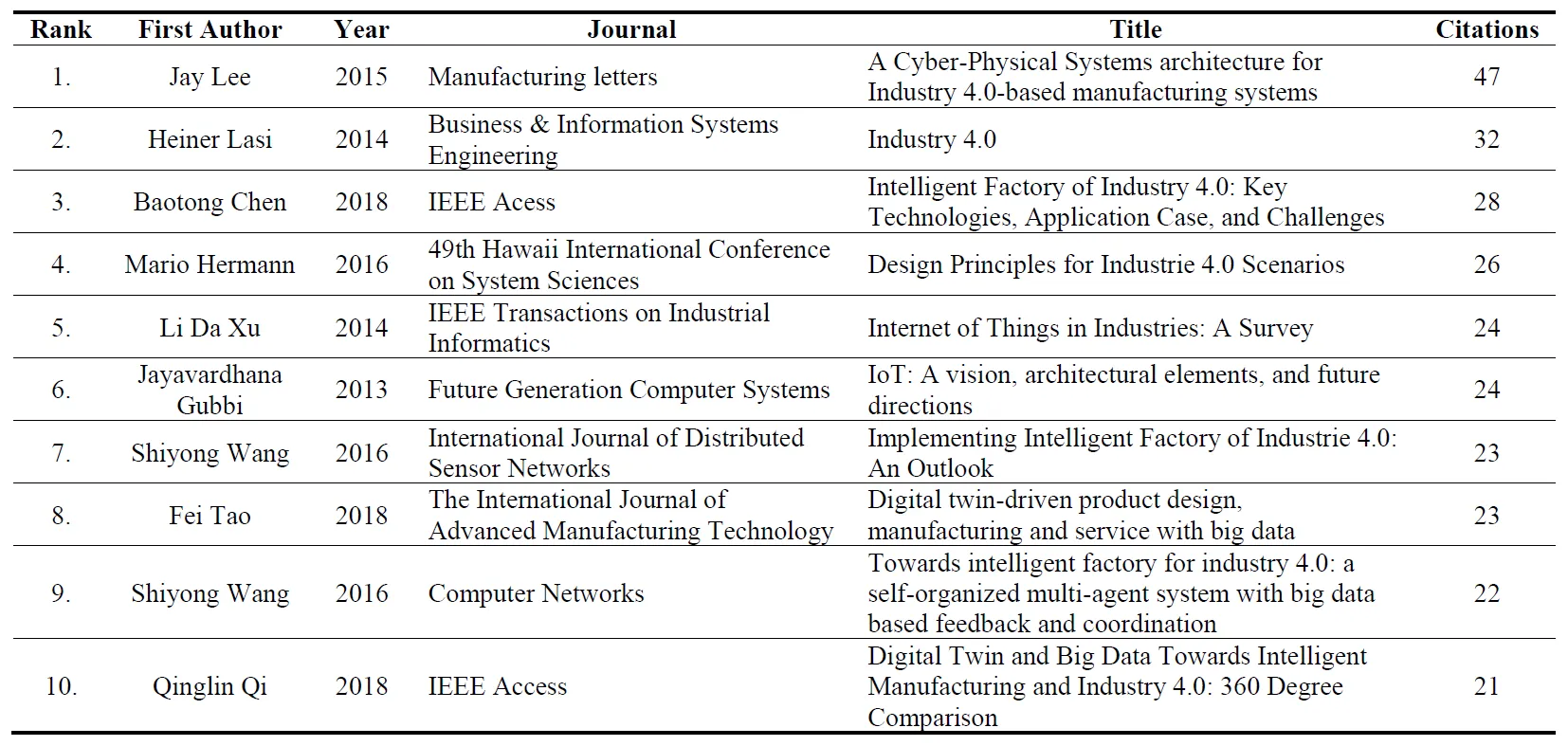
The influence of journal articles is a key criterion for assessing their authority, typically measured by citation counts. shows the top 20 most cited publications, covering various topics related to Industry 4.0, intelligent manufacturing, and related fields. Additionally, most articles were published after 2017, indicating a growing interest in these areas recently. Current hot topics include the Internet of Things, Industry 4.0, intelligent manufacturing, and intelligent factories.
. The top 10 highest cited articles.
Specifically, Oztemel et al.’s “Literature review of Industry 4.0 and related technologies” ranks first with 709 citations. It outlines the definition of Industry 4.0 and discusses the trends in the transition from machine-dominated manufacturing to digital manufacturing, providing important references for future research. Following closely is Kang et al.’s “Intelligent Manufacturing: Past Research, Present Findings, and Future Directions”, which ranks second with 743 citations. Notably, six papers focus on the development of Industry 4.0, emphasizing the critical role of intelligent manufacturing in digital transformation. The ten articles come from eight different journals, indicating that intelligent factories span multiple fields. These publications also highlight the interdisciplinary nature of intelligent manufacturing, emphasizing the key role of intelligence and digitalization in driving factories’ sustainable and efficient production processes.
3.5. Contribution and Distribution of Authors
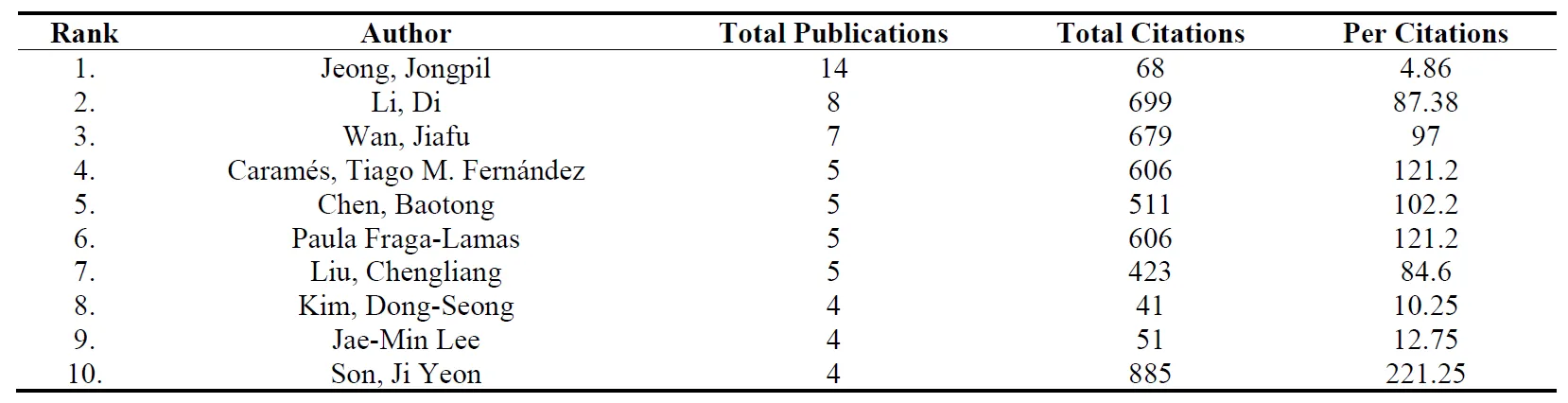
A total of 2745 authors have published 709 indexed articles, with an average of four authors per article. lists the ten most productive authors. Jeong Jongpil has published the most articles, followed by Li Di and Wan Jiafu. The highest citation count is attributed to Son, Ji Yeon, followed by Li Di and Wan Jiafu. Additionally, Ji Yeon Son has the highest average citations per article. These authors have made significant contributions to the intelligent transformation of factory production, accelerating the development of intelligent factories.
. The top 10 productive authors.
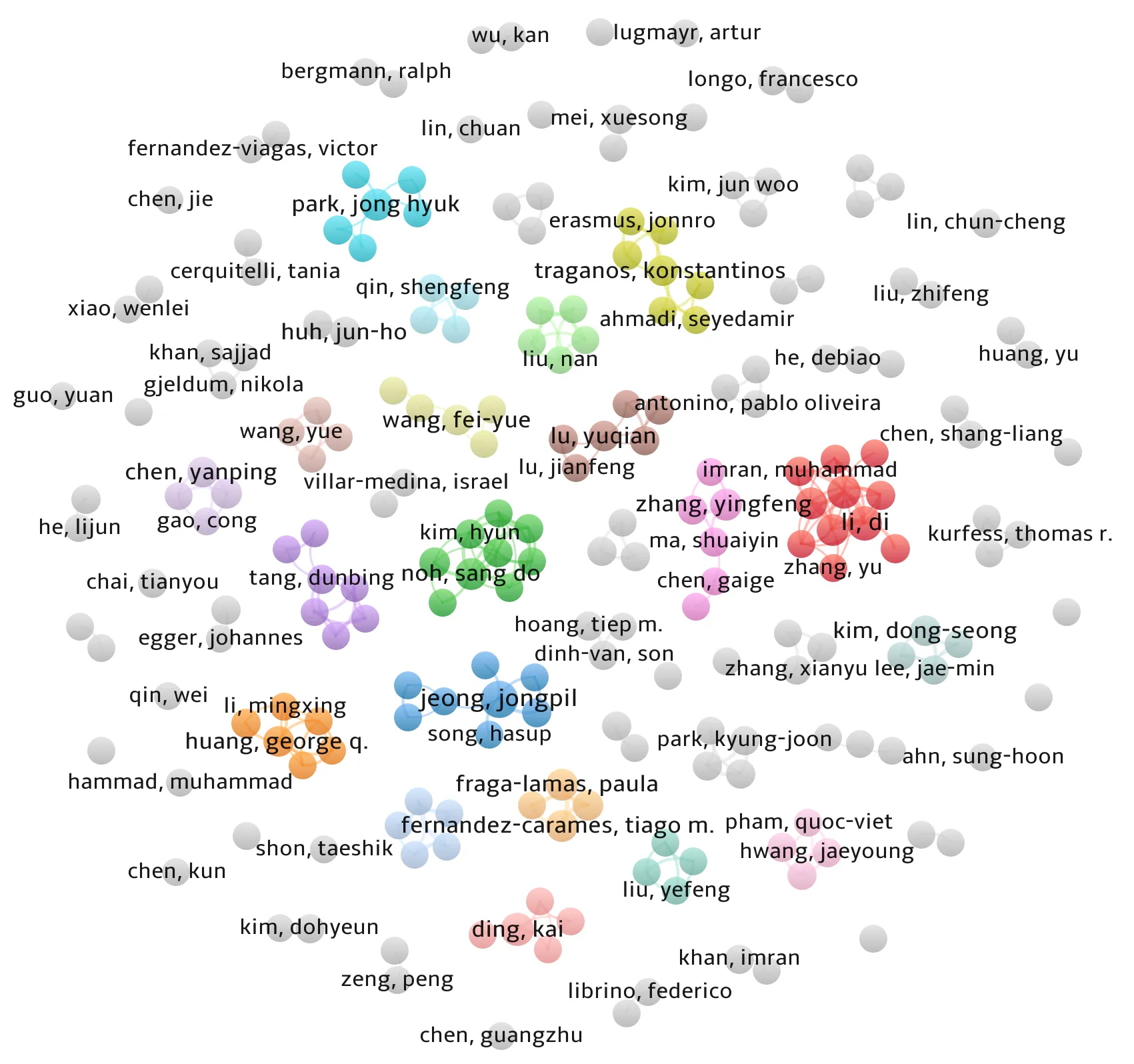
In this study, co-authorship analysis was conducted using VOSviewer, and the minimum number of articles published by an author was set to two. Among the 2745 authors, 219 met this criterion. The co-authorship network of these 219 authors is depicted in the . The collaboration network is divided into several clusters, represented in different colors. Due to the large number of clusters, the primary clusters are labeled with 18 different colors. The largest red cluster is centered around 11 authors, including Liu Chengliang, Li Di, and Wan Jiafu. Li Di has the most collaborators (
n = 23), followed by Wan Jiafu (
n = 20) and Noh, Sang Do (
n = 18). As shown in , there are numerous author clusters, and there is little connectivity between clusters, indicating that collaboration among authors tends to occur in small groups that are relatively stable. However, many authors within the same cluster are from different countries, which expands the geographical distribution of research on intelligent factories.
. Visualization map of author collaboration networks.
The 709 indexed publications have cited a total of 30,662 references. lists the top 10 co-cited documents, with citation frequencies ranging from 21 to 47. The paper titled “A Cyber-Physical Systems Architecture for Industry 4.0-based Manufacturing Systems”, published in 2015 in Manufacturing Letters, is the most cited reference. With a citation threshold of 5, a total of 278 references meet this criterion.
. The top 10 most co-cited references.
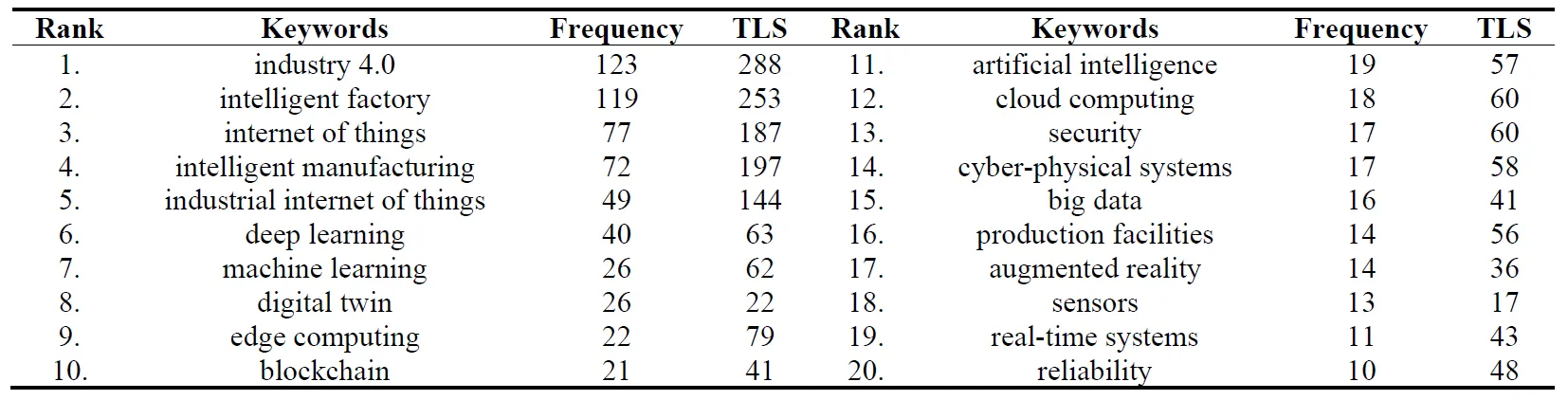
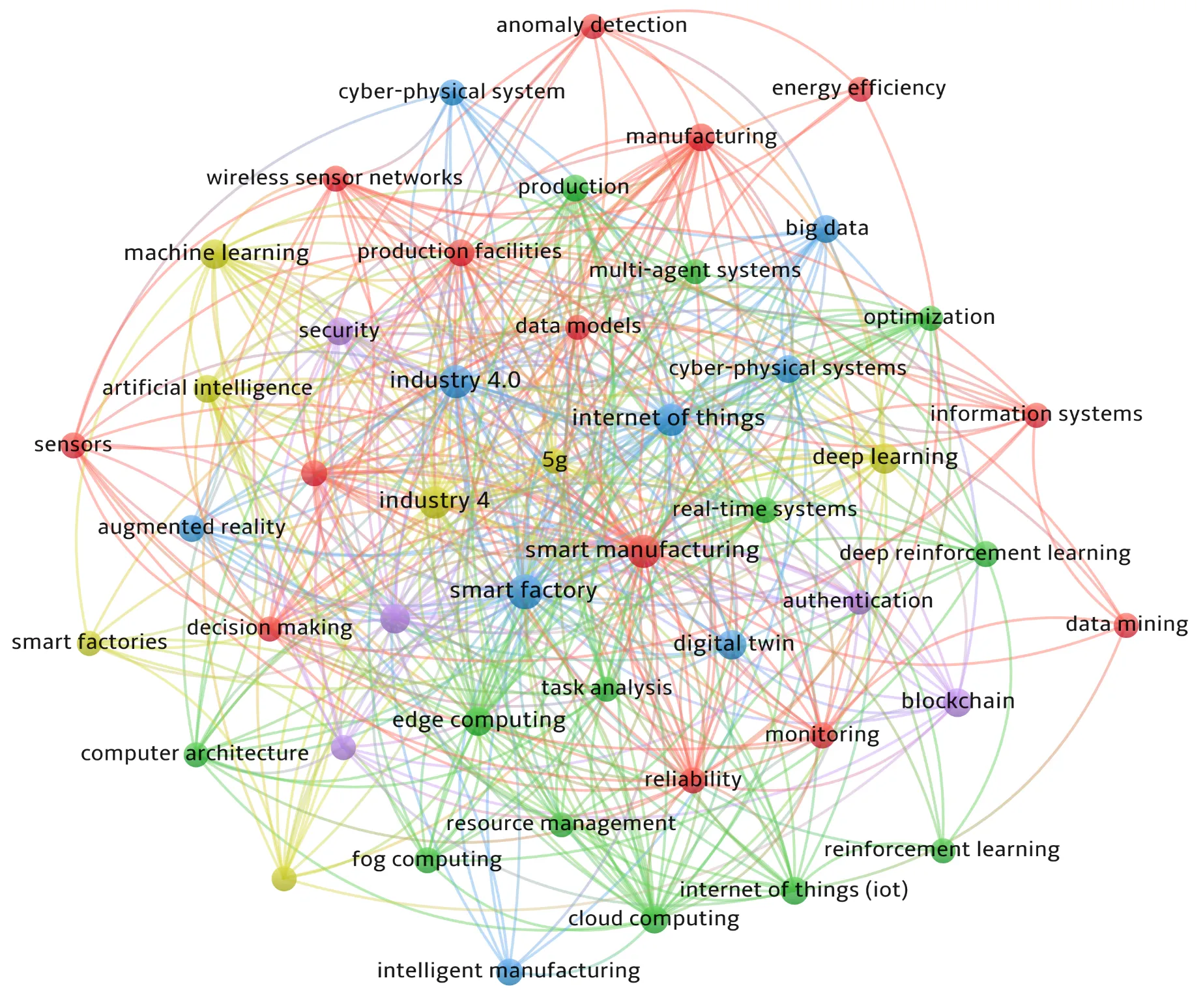
We can gain insights into the areas of interest and future research directions within the discipline through keyword co-occurrence analysis. Keywords reflect the main themes of publications; from a total of 2636 keywords extracted from abstracts and titles, 62 keywords meet the criteria of appearing at least 6 times. Using VOSviewer, the top 20 keywords in current research were retrieved and clustered, as shown in , identifying certain established themes and unexplored areas within the given research field. illustrates the visualization network of the 62 keywords, with node labels representing the keywords and the size of each node corresponding to the frequency of keyword occurrences. Links connecting two nodes indicate the co-occurrence relationship between the two keywords. All similar keywords were automatically grouped into five clusters by VOSviewer, represented in blue, red, green, brown, and purple. and show that emerging keywords related to smart factories include smart manufacturing, the Internet of Things, artificial intelligence, wireless sensor networks, cyber-physical systems, Industry 4.0, and deep learning. Most of these keywords are associated with information technology. This indicates that information technology plays a critical role in the operation of smart factories.
. The top 20 keywords with the highest frequency related to intelligent factory.
. Co-occurrence analysis of keywords.
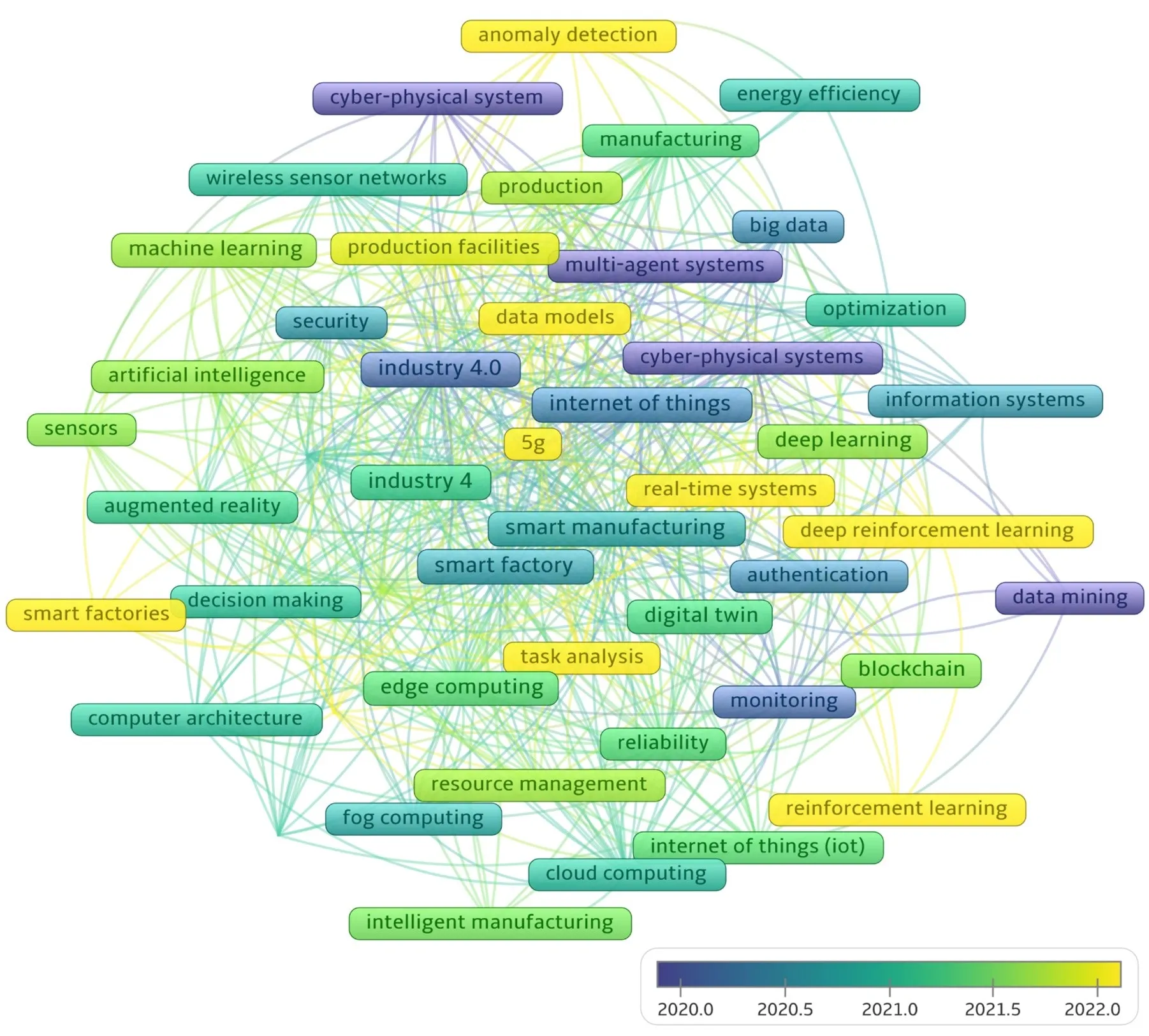
To explore the evolutionary trends over time, VOSviewer colored the keywords retrieved from publications based on their Average Appearance Year, as shown in . Keywords with a purplish hue represent those that appeared earlier, while those with a yellowish hue represent more recent keywords. Emerging keywords in recent years include digital models, real-time systems, reinforcement learning, fault detection, 5G, artificial intelligence, and the IoT. These keywords represent currently popular information technologies. This indicates that current research on smart factories focuses on these emerging information technologies.
. Time of keyword appearance.
The keyword co-occurrence analysis concludes that technologies such as the Internet of Things, cyber-physical systems, wireless sensor networks, and deep learning are important in the research and operation of smart manufacturing factories. Emerging information technologies, such as 5G, digital modeling, artificial intelligence, reinforcement learning, fault detection, and machine learning, are the current hotspots in the research of smart manufacturing factories. Emerging information technologies provide reliable opportunities for implementing intelligent manufacturing. With the application of cloud computing [
42], big data [
43,
44], wireless sensor networks (WSN) [
45], IoT, and mobile internet [
46] in manufacturing environments[
47], machines, tools, materials, products[
48], employees, and information systems (such as ERP and MES) can connect and communicate with each other. Intelligent factories deeply integrate information technology with automation by leveraging industrial IoT, cloud computing, and big data [
49], as well as artificial intelligence technologies to enhance the intelligence of machines and products [
50]. Tao et al. proposed an intelligent factory framework that combines industrial networks, cloud services, and monitoring terminals with intelligent workshop objects (such as machines, conveyors, and products) within the intelligent factory [
51]. All elements of the intelligent factory are interconnected, exchanging information to identify and assess situations. Artificial intelligence, along with information and communication technologies, is widely applied in real-time analysis, reasoning, planning, forecasting, and managing manufacturing activities [
37]. The IoT provides a new way to perceive and access manufacturing resources. Park et al. proposed an IoT architecture [
52]. The IoT layer describes data from sensors placed in numerous devices. The data layer specifies the types of data collected from sensors regarding human activities. The cognitive computing layer includes steps such as data preprocessing, data analysis, cognitive feature extraction, and machine learning. The service layer addresses various applications of cognitive computing [
53].
The IoT represents the fusion of sensor and computer technologies within wireless communications, while cloud services provide shared access to networks as a pool of computing resourcesThe combination of these technologies enables all devices to participate in the concept of intelligent factories [
11]. However, processing large amounts of data requires another technology, namely the analysis of big data. With the help of analytical tools (data mining or machine learning), the analysis and processing of big data is one of the most important elements in the entire Industry 4.0 concept [
54]. In summary, intelligent factories focus on vertical integration, which involves vertically integrating various components within the factory boundaries. They represent a cyber-physical system oriented towards manufacturing, characterized by high flexibility, high efficiency, and high transparency [
55].
Emerging information technology runs through the entire operational process of intelligent factories and is one of the key technologies in this context. This chapter will focus on the research hotspots of emerging information technologies in smart factories based on the co-occurrence analysis of keywords related to smart factories. These technologies play a key role in information acquisition, information transmission, information processing, information management, and control of intelligent manufacturing factories. Information collection serves as the foundation for the operation of intelligent manufacturing factories. This process involves the real-time acquisition of various data during production, such as equipment status, production progress, and product quality, using technologies like the Internet of Things, sensors, and RFID. Information transmission refers to the process of transmitting the collected data in real-time to the central processing system or relevant departments through technologies such as 5G, wireless sensor networks, and wired networks. Information processing involves the collected data’s analysis, mining, and decision support. Intelligent manufacturing factories can process and analyze vast amounts of data using technologies such as big data, neural networks, artificial intelligence, and data mining. Information management and control encompass the entire information flow, including optimizing production, predicting and preventing faults, and ensuring product quality. These four components collectively constitute the information infrastructure of intelligent manufacturing factories, ensuring flexible, efficient, and highly intelligent production.
4.1. Information Acquisition
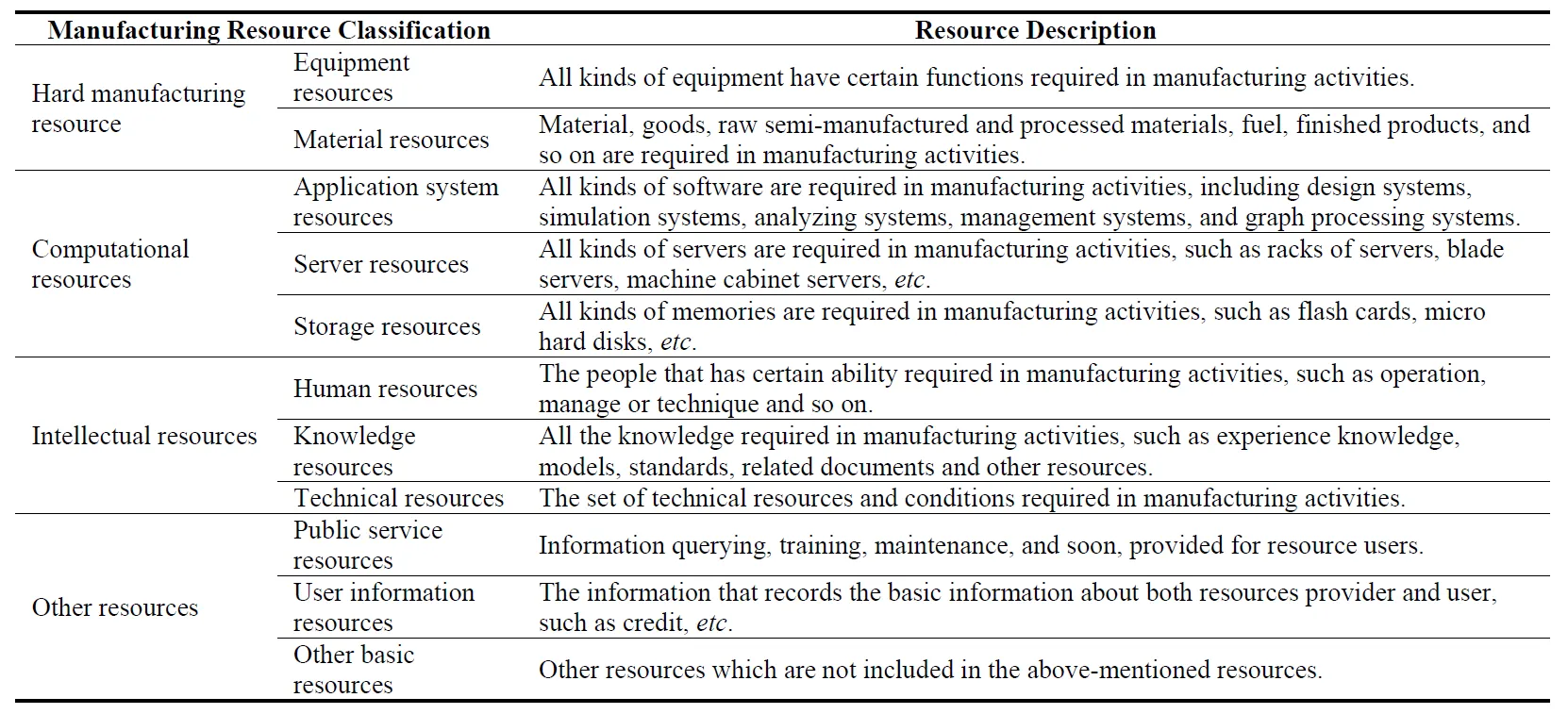
Manufacturing resource data is the foundational information for workshop scheduling and intelligent services in intelligent factories. The Manufacturing Execution System (MES) relies on data analysis and utilizes intelligent devices within manufacturing scenarios to implement effective production scheduling. Bai categorizes manufacturing resource data into two main types: hard resources and soft resources [
56]. As shown in , Tao and others further classify manufacturing resource data into four categories: hard manufacturing resources, computing resources, intellectual resources, and other resources [
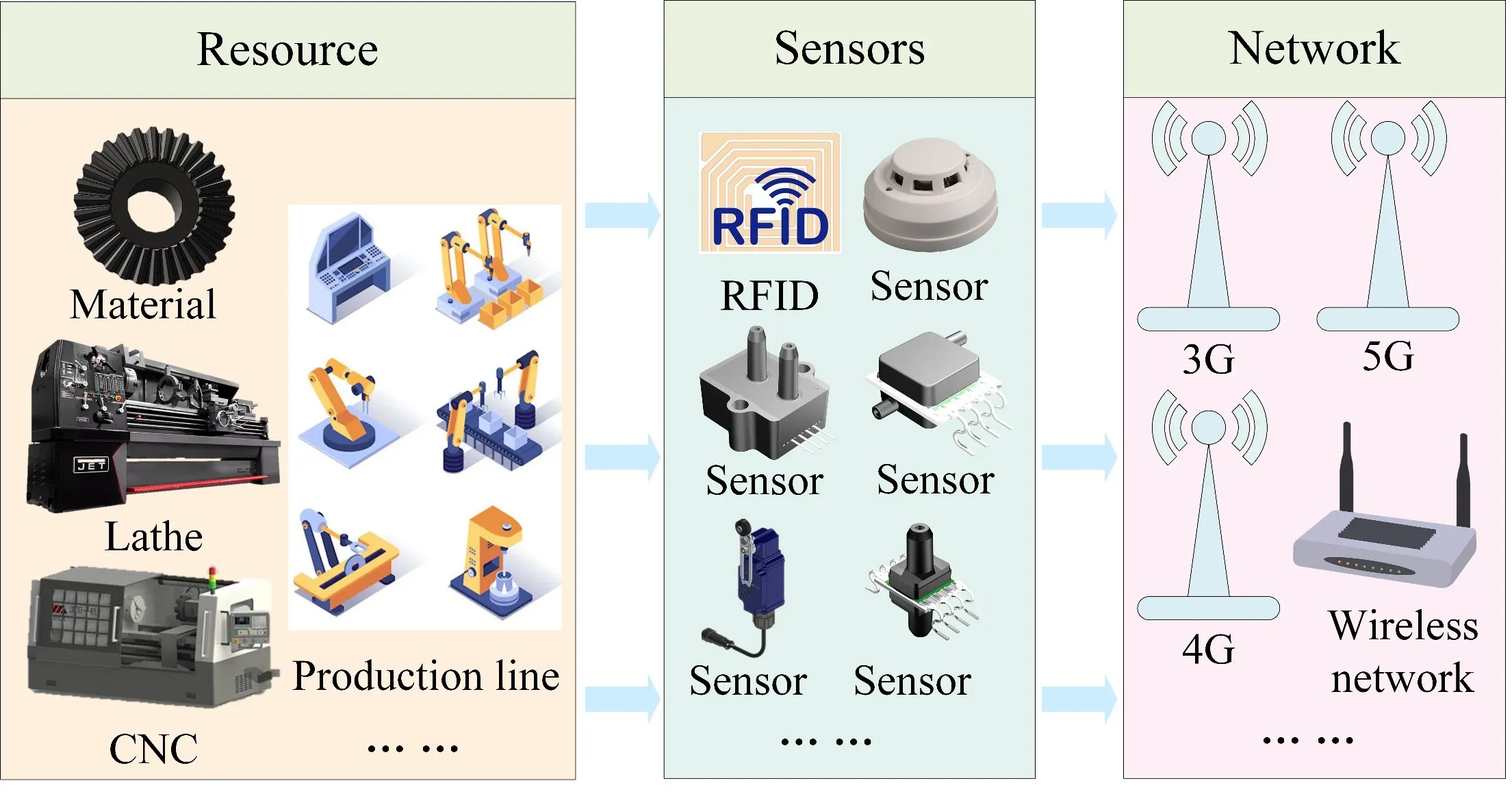
57]. As shown in , different sensing devices and adapters enable the intelligent perception and recognition of various manufacturing resources. Sensing devices include 2D barcodes, RFID readers, sensors, video capture systems, and GPS. Adapters encompass software interface adapters, sensor adapters, model adapters, knowledge adapters, network adapters, storage adapters, technical resource adapters, and other types of adapters [
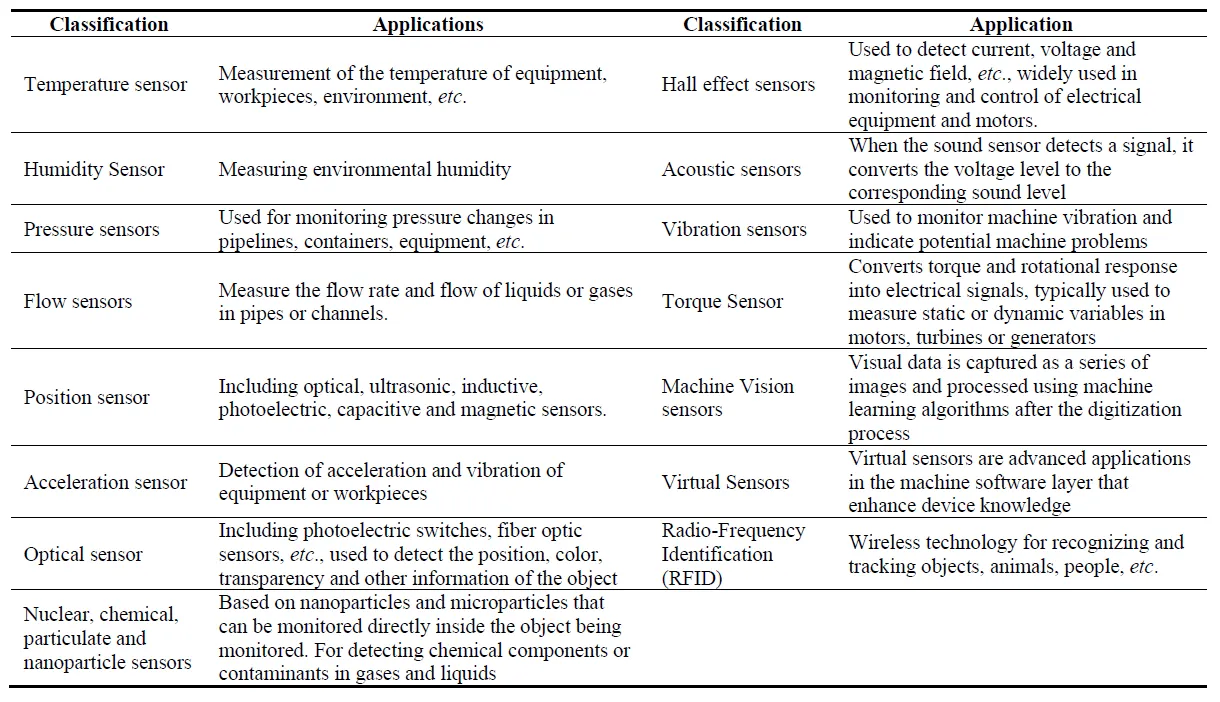
51]. Additionally, resource data can be collected from SCADA systems, PLCs, IoT devices, or other specialized sensors. Intelligent factories primarily rely on sensors for data monitoring, collection, and recording. As shown in , sensors include traditional physical sensors and intelligent sensors such as RFID [
58], machine vision, and virtual sensors [
59]. Traditional sensors consist of sensing elements, signal processing and conditioning circuits, and sensor interfaces, and they convert physical [
60] or chemical stimuli into electrical signals for evaluation and analysis. Intelligent sensors possess four key characteristics, onboard central processing unit (CPU), small size, wireless functionality, and low-cost commitment [
61]. Intelligent sensors enhance traditional sensors by incorporating microprocessors, enabling digital processing, analog-to-digital or frequency conversion, computation, and interfacing functions. This integration facilitates self-diagnosis, self-identification, and adaptive decision-making capabilities [
62].
As computers and the IoT converge in industrial processes, conventional sensors gradually transition to intelligent sensors [
63,
64]. Intelligent sensors process summary data from production processes in real-time, connecting with various operating systems to synchronize production operations on the production line or workstation with actual operational flows and information streams [
65], enabling machines and other intelligent devices to make self-determined decisions [
66,
67].
. Classification of manufacturing resource.
. Common sensors and their applications.
. Sensor recognition resource framework.
With the support of IoT technologies such as RFID, embedded systems, and various intelligent sensors (like optical fiber sensors), multiple devices can be connected to achieve information monitoring and control that require integrating different data sets. This applies to both physical hardware manufacturing resources[
68] (such as manufacturing equipment) and software manufacturing resources (like manufacturing software or tools, as well as demand information, product structure data, process information,
etc.), all of which can be intelligently sensed and connected to a broader network [
69,
70]. The IoT enables virtual objects’ perception, connection, communication, computation, and control [
71].
Before the advent of network technologies, global systems for mobile communications (GSM), near field communication (NFC), low-power Bluetooth, wireless local area networks (WLAN), multi-tier networks, GPS, and sensor network technologies were all used and applied independently. However, IoT technology allows these communication technologies to be used in conjunction. As shown in , some new wireless technologies, such as WirelessHP [
72], OFDMA wireless [
73] control, real-time WiFi [
74], and Wireless Networks for Industrial Automation and Process Automation [
75], can replace extensive wiring in industrial machinery, providing connections between machine parts with microsecond-level delays. However, the range of these networks is limited to a few meters, making them unsuitable for widespread use in process automation across entire industrial sites, especially in remote areas where low infrastructure costs must be maintained.
. Attributes and key performance of novel wireless technologies [
76].
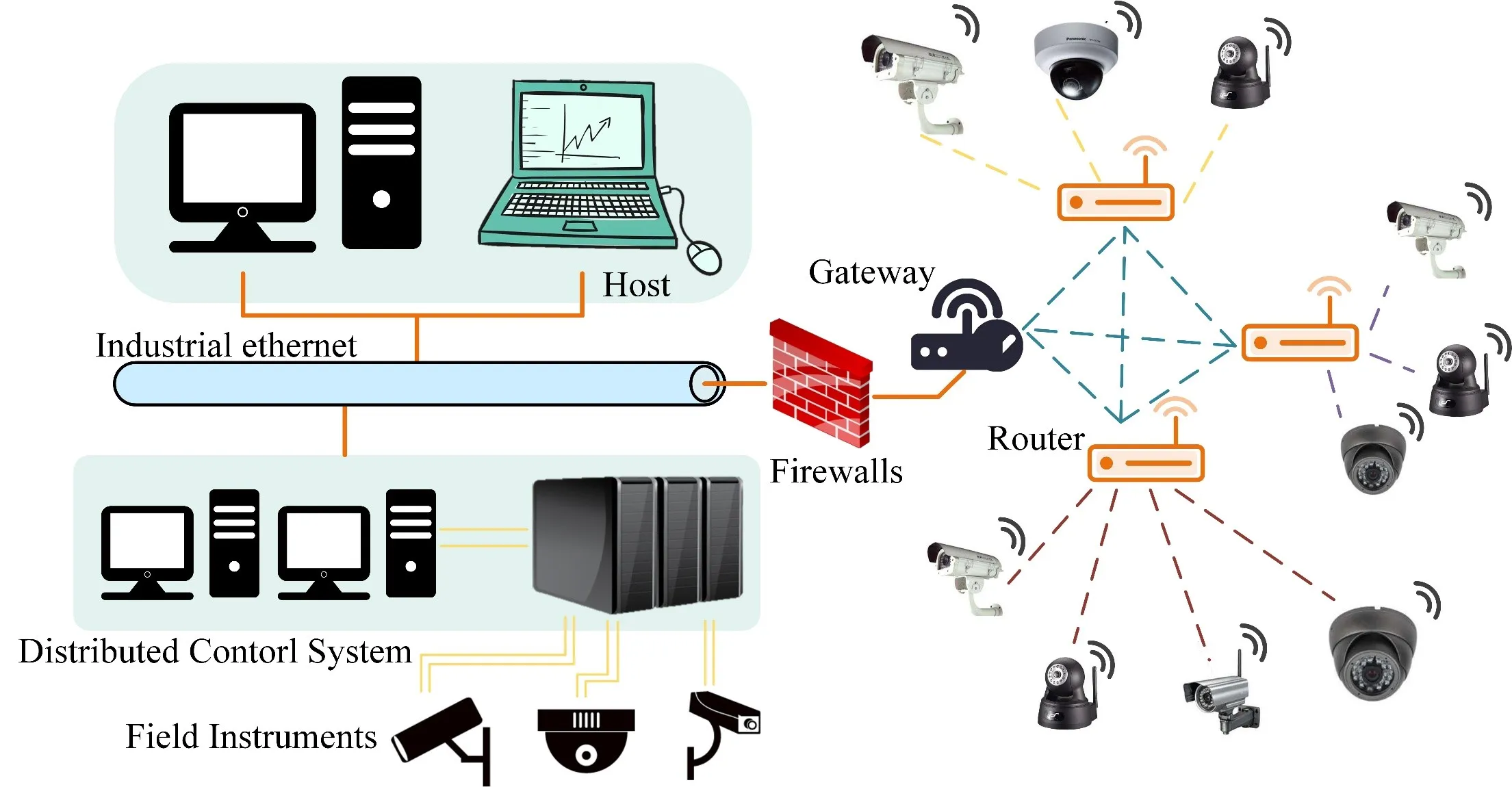
Using 802.15.4-based technologies such as WirelessHART, ISA 100.11a, Time-Slotted Channel Hopping (TSCH), and WIA-PA allows for several hundred-meter coverage. Sub-GHz wireless technologies like LoRa and SigFox further extend the coverage due to their better signal propagation characteristics (up to 15 km and 50 km, respectively). Still, their low data rates (up to 50 kbps and 0.1 kbps, respectively) result in long transmission times for both uplink and downlink, making them unsuitable for frequent critical traffic [
76]. When applied in industrial production, these wireless technologies can be categorized under Industrial Wireless Networks (IWN). The IWN communication system can be divided into four components: intelligent entities, IWN space, IWN external, displays, and servers. As shown in , the IWN is formed through wireless radio connections between nodes. Outside the IWN, access point nodes and gateways create bridges to other networks (such as cellular networks, wired networks, and other public networks) [
54]. Below are the commonly used information transmission networks in intelligent factories.
. Industrial Wireless Networks principle.
(1) Wireless Sensor Networks (WSN)
A wireless sensor network consists of spatially distributed and independent devices that collect and transmit information digitally over wireless channels [
64]. WSNs can utilize hundreds of sensors, accompanied by gateways and coordinating devices, to sense a system’s environmental or physical conditions and monitor or control them. Each node contains one or more sensors, which can be either passive or active [
77]. These sensors communicate with each other and transmit information to a server PC that manages the entire network’s information [
78]. Typical technologies and communication standards employed in wireless sensor networks include WiFi and Bluetooth at the physical and MAC layers, as well as ZigBee, 6LoWPAN protocols [
76], and LoRa at the network [
79,
80], security, and application layers.
(2) Public Land Mobile Networks
These range from 2G to future 5G communication systems, supporting machine-to-machine communication or specific systems for sensor integration. Mobile terminals can serve as opportunistic sensor platforms or access gateways for WBAN/WPAN networks.
(3) Narrowband IoT (NB-IoT)
NB-IoT is designed to provide deployment flexibility, allowing operators to use only a small portion of the available spectrum for this technology, targeting ultra-low-end IoT applications. NB-IoT outperforms most competitors in terms of coverage, security, and availability. However, its unpredictable latency, which can be on the order of seconds, makes it suitable only for latency-insensitive processes [
81].
(4) WirelessHART
This is the oldest and most extensively evaluated wireless solution in the industrial Internet of Things. The simplest variant of a WirelessHART network consists of sensors, actuators, access points, gateways, and network managers. As a result, WirelessHART is limited by latency and scalability [
82].
(5) Time Slotted Channel Hopping (TSCH)
TSCH networks utilize scheduling at each node to achieve determinism, robustness against channel fading, and energy savings. The robustness and determinism make TSCH suitable for industrial applications in classes 2–6, assuming it can meet range requirements. However, there is a strong trade-off between latency and scalability, as multiple channels cannot be used in parallel by different subordinate nodes due to the centralized master node [
83].
(6) ISA100.11a
The ISA100.11a protocol is designed for secure and reliable wireless operation, used for non-critical monitoring, alarm, supervisory control, open-loop, and closed-loop control applications. In dense deployments, ISA100.11a devices join the network faster than WirelessHART devices, with slightly higher reliability, but they also exhibit greater latency in cyclical communication compared to WirelessHART [
84].
4.3. Information Processing
One of the key enabling technologies for intelligent manufacturing is the Internet of Things, which forms a global information network composed of many interconnected “things”. In this context, manufacturing “things” may include materials, sensors, actuators, controllers, robots, human operators, machines, equipment, products, and material handling devices. The IoT and big data realize cyber-physical manufacturing systems, reflecting the physical world in cyberspace through data-driven information processing, modeling, and simulation. Analytics in cyberspace utilize the knowledge and useful information derived from data to provide feedback on optimal actions (or control schemes) to the physical world. The manufacturing Internet of Things data contains a wealth of information about the fine-grained details of manufacturing systems. There is an urgent need to process this data to extract useful information relevant to manufacturing enterprises—ranging from individual machines to interconnected processes, from the complete product lifecycle to the supply chain. However, data availability does not imply that the information is ready for use; rather, it necessitates the development of new information processing methods in the IoMT context. The first phase is data representation, which involves describing the data in optional domains (such as the frequency domain, wavelet domain, and state space domain) to reveal hidden information. An effective representation scheme simplifies the statistical measurement of significant patterns in the transformed domain. The second phase is feature extraction, which characterizes and quantifies specific patterns in IoMT data. Finally, information visualization is essential for efficiently and clearly conveying characteristics and patterns to end-users through graphics and animations. The key to information processing lies in handling the collected data, with data processing being one of the main stages in the knowledge discovery process [
85,
86]. Data processing encompasses various tasks, including data transformation, integration, cleaning, reduction, classification, and normalization.
Data cleaning primarily involves handling missing data and removing noise. Missing values refer to data that was not stored or collected due to sampling errors, cost constraints, or limitations in the acquisition process. There are many methods to address the issues caused by missing values in data preprocessing [
87]. The first option is often to discard instances that may contain missing values. However, this approach can introduce bias in learning, and important information may be lost. The second method involves using maximum likelihood procedures to sample approximate probabilistic models to fill in the missing values. Additionally, since the true probabilistic model for a specific dataset is often unknown, machine learning techniques have become very popular, as they can be applied without providing any prior information. There are two commonly used methods in the literature for noise removal. The first is to use data smoothing techniques to correct noise, especially when the noise affects the labeling of instances. However, this task is challenging and usually limited to a small amount of noise. The second method involves using noise filters that can identify and remove noisy instances from the training data without modifying the data mining techniques [
88].
Data reduction aims to obtain accurate, fast, and adaptive models while maintaining low computational complexity to respond to incoming objects and changes quickly. Therefore, dynamically reducing the complexity of incoming data is crucial for obtaining such models. There are several methods of data reduction:
Dimensionality Reduction: When the number of predictive variables or instances in a dataset increases, data processing faces difficulties related to dimensionality. Researchers have studied numerous techniques aimed at reducing the number of features, including Feature Selection (FS), Feature Extraction (FE), feature indexing, or locally preserved projections [
89,
90]. Among these, FS and FE are widely applicable. FS eliminates irrelevant or redundant features and can also remove features that may lead to unintended associations in learning algorithms, thus reducing overfitting risk. The use of FS also reduces the search space determined by features, making the learning process faster and requiring less memory. On the other hand, FE generates a simpler feature space by transforming the original feature space, combining the original set of features into a new set of variables with lower redundancy [
91]. Feature indexing allows functions to use indexing techniques to convert features from one type to another.
Feature Space Simplification: This includes normalization and discretization, with discretization currently being the more commonly used method. Discretization summarizes a set of continuous values into a finite set of discrete intervals. It converts quantitative data into qualitative data by partitioning numerical features into a limited number of non-overlapping intervals. Using the generated boundaries, each numerical value is mapped to each interval, thus becoming discrete. Discretization also offers additional benefits. First, it simplifies and reduces data, which helps produce faster and more accurate learning. Secondly, it enhances readability, as discrete attributes are often easier to understand, use, and interpret [
92].
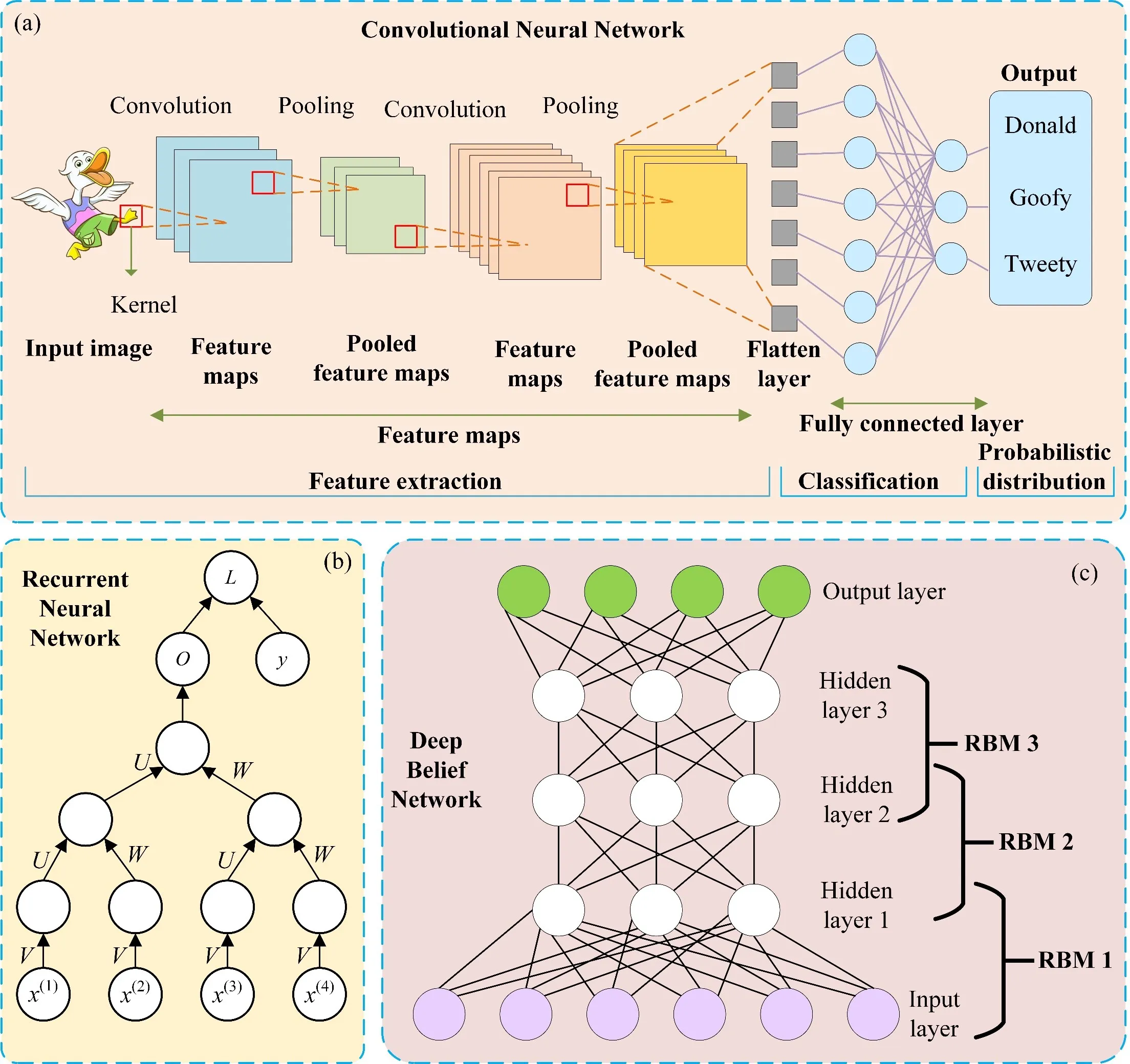
Data classification primarily involves machine learning algorithms and deep learning techniques. Machine learning algorithms include decision trees, which use tree structures to classify data; Support Vector Machines (SVM), which classify data by finding the best classification boundaries; and random forests, which combine multiple decision trees to improve classification accuracy [
93]. Deep learning encompasses techniques such as Convolutional Neural Networks (CNNs), Recurrent Neural Networks (RNNs), and Deep Belief Networks (DBNs) [
94]. Neural networks are one of the techniques to train the knowledge base for the prediction of responses [
95]. As shown in a, CNN is particularly well-suited for classifying audio [
96] and image [
97] data and is widely used in industrial inspection and quality control. b shows that RNNs are suitable for classifying time series data, such as predicting equipment failures or monitoring production line states. As shown in c, DBN consists of multi-layer neural network structures and is effective for feature extraction and classification of complex data [
98]. The restricted Boltzmann Machine (RBM) is the basic building block of DBN. These techniques and methods play a vital role in intelligent manufacturing. By accurately classifying data, they can enhance production efficiency, optimize resource allocation, and improve the intelligence and automation of manufacturing systems.
. Principles of CNN, RNN, DBN. (<b>a</b>) Principle of CNN, (<b>b</b>) Principle of RNN, (<b>c</b>) Principle of DBN.
Additionally, with the development of information technology, advancements such as MTConnect, cloud computing, Virtual Reality (VR) and Augmented Reality (AR), machine vision, and big data analytics have significantly enhanced the information processing capabilities of intelligent factories.
This technology provides an information model that includes a common vocabulary (dictionary) and semantics for manufacturing data, as well as communication protocols (particularly through Agents) that enable manufacturing equipment to communicate and exchange information using standard internet technologies [
99,
100]. This capability facilitates interoperability among various machines, software systems, and devices used in manufacturing environments [
101].
Cloud computing provides internet-based computing services, including data storage, data management, KPI calculation, data visualization, and data analysis. There are three main categories of cloud computing services: Infrastructure as a Service (IaaS) [
102], Platform as a Service (PaaS) [
103], and Software as a Service (SaaS) [
104]. Cloud computing enables IoT systems to access shared computing and storage resources ubiquitously, overcoming the limitations of limited computing resources and storage capacity in “things”.
The integration of VR and AR with IoT systems enhances asset utilization, workforce training, root cause diagnosis, and maintenance. VR immerses a person’s physical presence in a virtual environment, simulating human interactions and virtual objects [
105]. VR is widely applied in digital design, workforce training, and predictive maintenance. In contrast, AR enhances the physical environment of the real world through computer inputs such as instructions, sounds, videos, or graphics [
106].
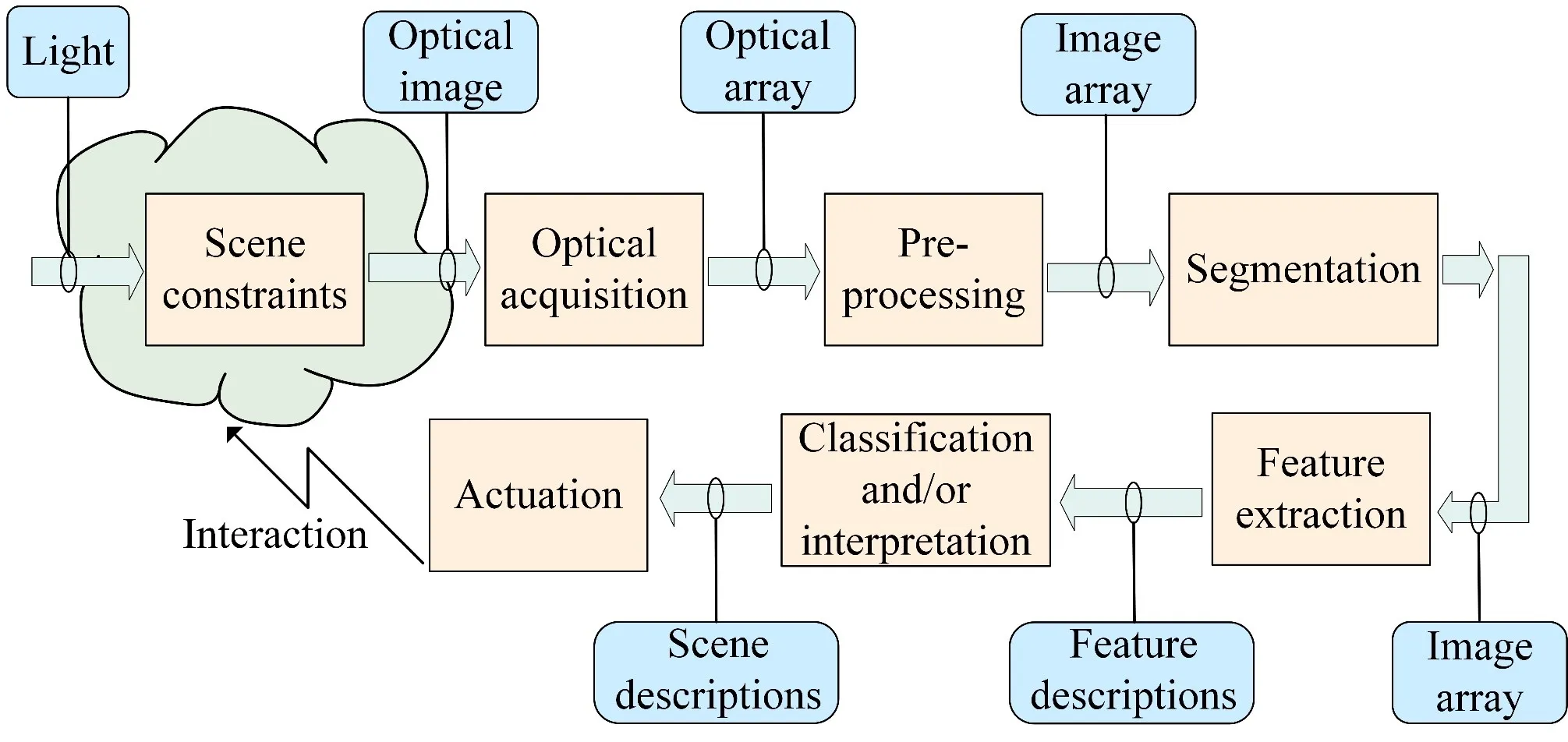
Machine vision systems can perform tasks such as image acquisition and analysis and recognize certain features or objects within images. As shown in , the main components of a typical vision system include scene constraints, optical acquisition, preprocessing, segmentation, feature extraction, classification, and driving [
107]. The role of the image acquisition subsystem in the vision system is to convert optical image data into numerical data that a computer can process. Light from a light source illuminates the scene, generating an optical image via an image sensor. Optical images are converted into electrical signals that can be transformed into final digital images using image arrays, digital cameras, or other means. This digitized image can undergo preprocessing, segmentation, feature extraction, and other tasks. During this phase, images can be classified and interpreted and combined with scene descriptions to perform driving operations for interaction with the scene. Consequently, the driving subsystem provides a feedback loop with the original scene to adjust or modify any given conditions for better image capture [
108].
. Typical vision system schematic.
The big data generated by IoT sensors possesses the following characteristics: large volume, high velocity, high accuracy, and high diversity [
109]. The challenges of data in manufacturing lie in diversity and accuracy. Diversity arises from the different types of data in the manufacturing process, ranging from power curves to machining parameters and from acoustic emissions to cutting force signals, each requiring specific signal acquisition parameters [
110]. The manufacturing workshop environment also exhibits high non-stationarity, uncertainty, and noise [
111]. Big data analytics provides efficient and effective methods and tools for processing large-scale IoT data, facilitating information processing and manufacturing process control. For example, the new MapReduce framework can be used to develop parallel algorithms for processing large amounts of data across distributed processors or computer clusters and to build virtual machine networks [
112]. Hadoop is an open-source software framework that enables the rapid processing of big data and runs analytical software on distributed computing clusters [
113]. The availability of such big data tools helps overcome the limitations of traditional algorithms in handling large datasets and further extracts useful information and new patterns to enhance the “intelligence” level of m44anufacturing.
4.4. Manufacturing Management and Control
4.4.1. Predictive Maintenance
Predictive Maintenance (PdM) is a modern maintenance strategy widely adopted across various industries. Certain sectors require absolute reliability, such as power plants, public services, transportation systems, and emergency services; predictive information is often essential for long-term planning and various operational activities (maintenance, production, inventory,
etc.) in these fields [
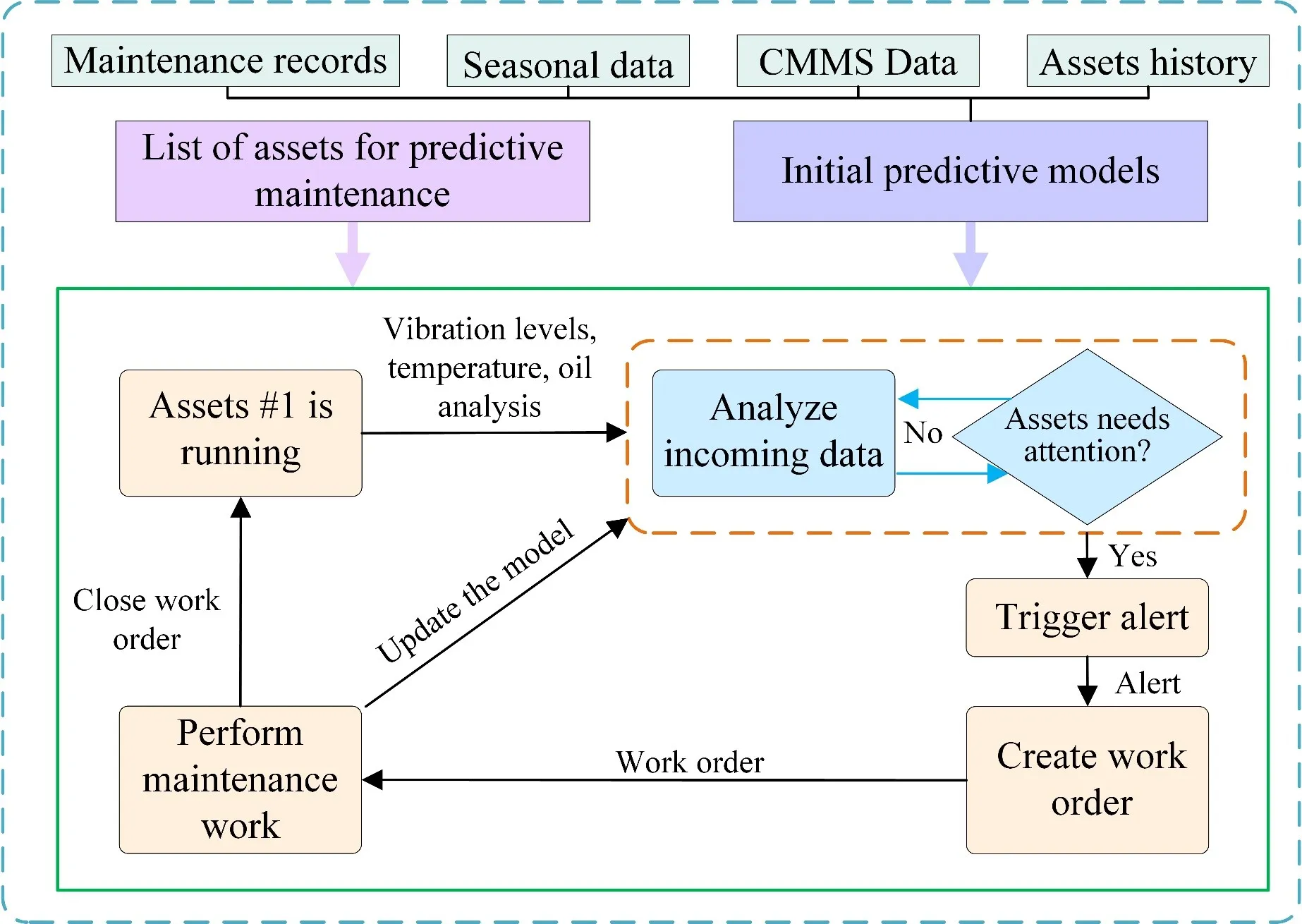
114]. Technical maintenance connects equipment to a Computerized Maintenance Management System (CMMS) through a sensor. The system can directly monitor equipment performance during standard operations to predict failures and analyze all data collected from equipment sensors. As shown in , this data can be used to predict when an equipment failure will occur, allowing the maintenance team to correct the problem before it occurs. Essentially, predictive maintenance predicts failures or malfunctions in deteriorating systems by assessing the system’s condition or utilizing historical data, thereby optimizing maintenance efforts [
115]. According to Jardine et al., maintenance methods capable of monitoring equipment conditions for diagnostics and predictions can be categorized into three main types: statistical, artificial intelligence, and model-based [
116]. While model-based methods require mechanical knowledge and theory of the monitored equipment and statistical methods necessitate a mathematical background, the application of artificial intelligence methods in PdM is increasingly prevalent [
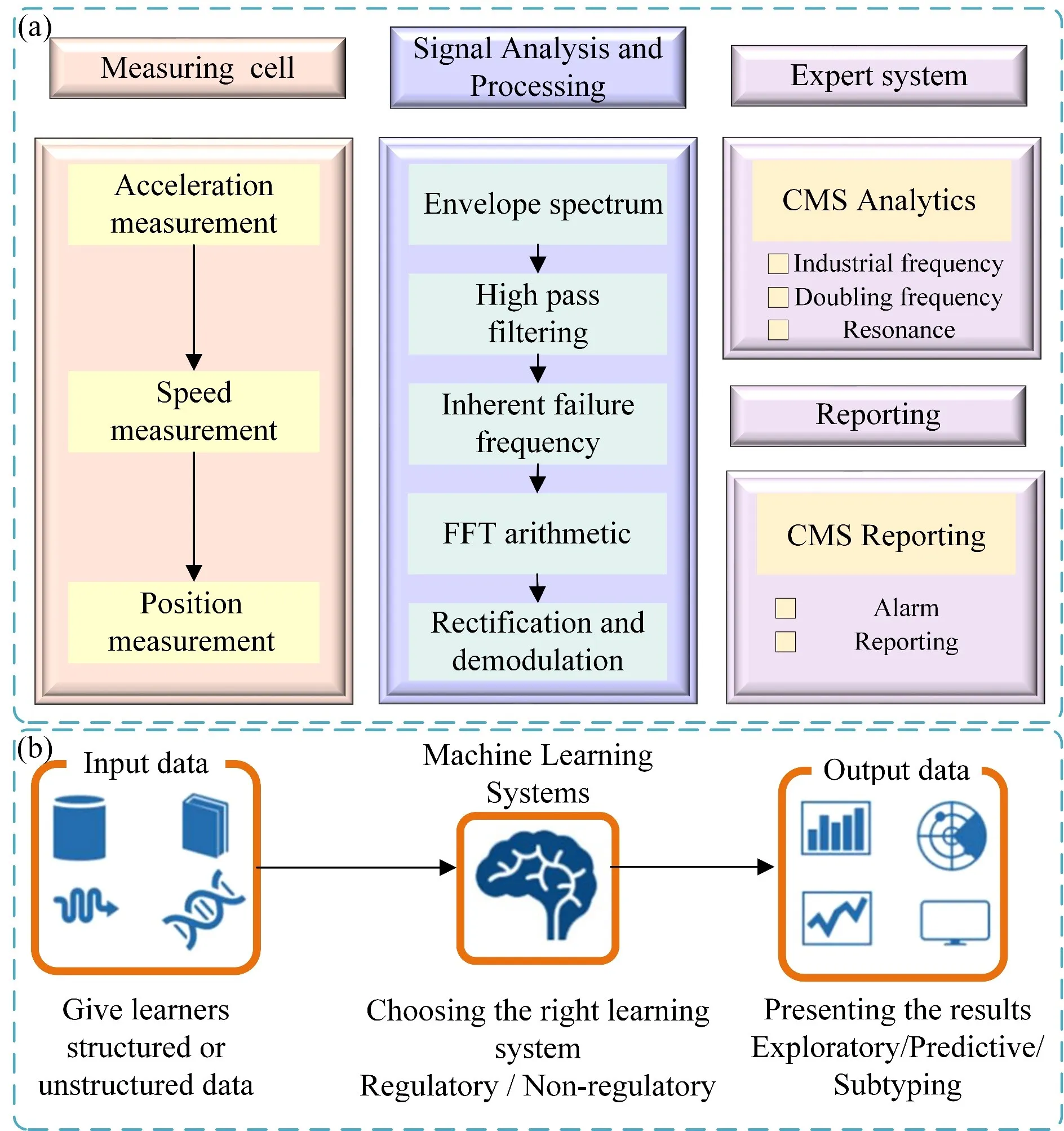
114]. a illustrates a typical vibration-based analysis. An acceleration sensor samples the signal, the envelope curve is extracted, and the eigenfrequency is obtained through integration and filtering. The signal is then pre-processed using Fast Fourier Transform, rectification, and demodulation. Finally, the extracted data are input to the Condition Monitoring System (CMS) for analysis, including industrial frequency, frequency doubling, resonance, and more. b is an artificial intelligence method, also based on physical modeling, but the difference is that it does not provide a failure analysis method but through big data methods to learn the feature values, which can be used to predict future failures through “reinforcement learning” and “supervised learning” methods. It can predict future failures through “reinforcement learning” and “supervised learning” methods, and by learning a large amount of data, it can independently grasp the potential failures of the equipment.
. Predictive Maintenance Workflow.
. Predictive maintenance methods. (<b>a</b>) Predictive maintenance based on state, (<b>b</b>) Predictive maintenance based on data driven.
Many scholars have conducted research on predictive maintenance based on these three methods. Farooq et al. proposed a data-driven predictive maintenance method and architecture based on predictive analytics using a regularized deep neural network for the ring spinning process. They also established a framework linking the physical world of spinning information and the network world [
117]. Baptista et al. compared various artificial intelligence methods with statistical methods (referred to as life usage models) to predict when equipment is likely to fail, with results indicating that AI methods outperform statistical methods [
118]. Onanena et al. introduced a pattern recognition method using a linear regression model with extracted subsets of different features to estimate the lifespan of fuel cells, aiming to estimate the duration of fuel cells based on electrochemical impedance spectroscopy measurements [
119]. Sheng et al. discussed the application of Gaussian Process Regression (GPR), an important Bayesian machine learning method, in bearing degradation assessment [
120]. Susto et al. proposed a predictive maintenance system for silicon epitaxial deposition that compared two different predictive techniques: the Kalman predictor and the particle filter with a Gaussian kernel density estimator [
121]. Schöpka et al. described the practical situations of developing and implementing new process control entities, such as virtual metrology and predictive maintenance, which utilize multivariate statistical models and machine learning techniques to predict process quality parameters and equipment failures [
122].
4.4.2. Quality Control
In today’s globalized market, the level of product quality is a key factor influencing the competitiveness of enterprises. We are at the center of the Fourth Industrial Revolution, known as Industry 4.0. In the manufacturing process, quality must be maintained through Quality 4.0 technologies to address significant quality-related challenges. This quality revolution has developed technologies such as artificial intelligence, machine learning, big data, cloud computing, augmented reality, virtual reality, new materials, and the IoT to communicate better and maintain the quality of manufacturing systems [
123,
124].Throughout the entire process of product quality formation, process quality is the most fundamental link in establishing product quality. The quality of each process directly or indirectly affects the final product quality [
125]. Jiang et al. developed an intelligent process quality control model based on networked manufacturing, which integrates quality information collection, information management, quality inspection, quality diagnosis, and process quality adjustment, enabling intelligent process quality management and control [
126]. With the advancement of information technology, tools and methods such as artificial intelligence, machine vision, artificial neural networks, and statistical process control have been employed for intelligent process quality management.
Artificial intelligence has many applications in the manufacturing industry, such as predictive analytics, quality inspection, intelligent automation, and sensors, all of which are based on different AI technologies [
127]. One of the most relevant AI technologies is machine learning, which offers tremendous potential for developing and integrating strategies to optimize products and manufacturing processes [
128]. Machine learning is often considered a method for intelligent manufacturing inspection and impacts quality control systems in the industry. Brito et al. described a machine learning approach that enables collaborative robots to support intelligent inspection and corrective actions in the quality control system during manufacturing, supplemented by intelligent systems that can learn and adjust their behavior based on the inspected parts [
129]. Goldman et al. highlighted more advanced machine learning models designed to mitigate the cost impact of manual inspections and reduce testing and validation time before production [
130]. Schmitta et al. developed an integrated solution based on supervised machine learning predictive models for industrial manufacturing quality inspection, allowing for the prediction of final product quality based on recorded process parameters [
131]. Machine learning has derived various techniques and algorithms in areas such as process control, quality control, and raw material classification [
132].
Artificial vision, or computer vision, is a technology that simulates human vision through computers and algorithms. It encompasses image capture, processing, and analysis for the purposes of recognizing, classifying, and understanding visual data. Artificial vision technology is commonly used in intelligent factories for quality inspection, workpiece identification, robot navigation, and more. By implementing a hybrid model, Qing et al. utilized artificial vision and robotics to support process quality and fault detection. This model includes an automated component that evaluates the relevant dimensions, standards, and levels of the Intelligent Manufacturing Capabilities Measurement Model (SMCMM), thereby determining the feasibility of applying this model in manufacturing companies [
133]. Stavropoulos et al. developed a computer vision system that evaluates product quality from the perspective of dimensional accuracy. It employs image processing algorithms to detect edge images of profiles on a rubber seal extrusion production line and classifies the results to determine the dimensions of the extrudate [
134]. Deshpande et al. combined machine vision with the Siamese Network approach for image recognition, enabling remote inspection of surface quality after production without causing any damage to the steel [
135]. This method requires minimal labeled data when training new categories of images, making it easily adaptable to different tasks.
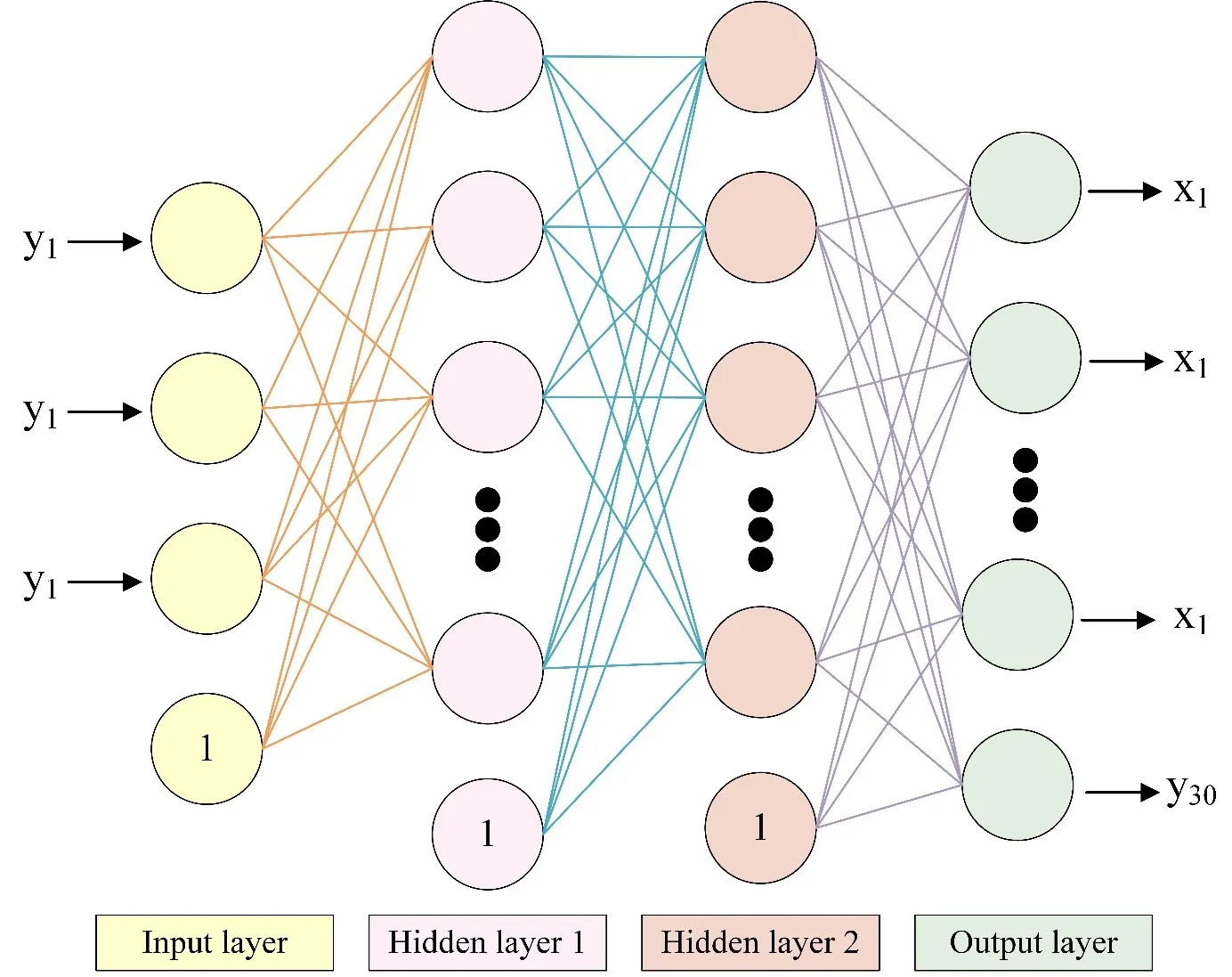
As shown in , artificial neural networks are one of the most popular learning algorithms used in various applications. They consist of an input layer, one or more hidden layers, and an output layer. Each layer is made up of interconnected neurons that process inputs using activation functions, while the connection weights are adjusted during the learning process [
136]. Struchtrup et al. adopted a holistic approach to perfectly predict the quality of parts, thereby simplifying and automating the necessary data processing steps [
137]. Stavropoulos et al. proposed neural networks to identify and classify different patterns in the dimensions of the studied profiles, which helped reduce costs [
135]. Tao et al. introduced a new neural network architecture for detecting and localizing of metal surface defects [
138]. In this work, a Cascaded Autoencoder (CASAE) was used in the first stage to locate and extract defect features from input images, followed by a compact CNN in the second stage for accurate classification of the defects. In similar cases, applying the U-Net architecture of neural networks has also proven to be very useful for significant surface detection [
139].
. Principle of artificial neural network.
Statistical Process Control (SPC) monitors and controls quality by tracking production metrics alongside the well-known Six Sigma methodology, which employs five key steps (Define, Measure, Analyze, Improve, and Control or Define, Measure, Analyze, Design, and Verify) to ensure that products meet customer requirements and achieve zero defects. Kolosowski et al. demonstrated the adaptability of a universal SPC solution suitable for the production of parts and small batch production. They proposed the possibility of using Shewhart control charts for a fair assessment of processes, thereby reducing the costs associated with quality improvement actions [
140]. Bottania et al. implemented SPC and Six Sigma metrics in an Italian food company to evaluate processing capability and reduce processing time [
141].
4.4.3. Intelligent Scheduling and Rescheduling
The ultimate goal of manufacturing and supply chain management is to produce products according to specified schedules and specifications and subsequently deliver them to customers. Its performance largely depends on the effectiveness of production planning and control activities. Scheduling can be defined as allocating several tasks that must be completed within a specified timeframe to the resources of the production system (machines, tools, and workers) to meet specific due dates [
142]. In reality, manufacturing systems are characterized by uncertainty and random events, which are generally addressed through dynamic scheduling methods. These methods can be categorized into proactive and reactive approaches or a combination of both. When uncertainty can be quantified in some way, proactive scheduling is typically employed to account for potential random events that may occur during the execution of the schedule [
143]. During scheduling execution, it is then observed whether disruptions occur that exceed the tolerance of the schedule, necessitating rescheduling. Periodic rescheduling represents a discretization in time, allowing rescheduling points to align with the time required to compute a new schedule. Additionally, significant interruptions between rescheduling can lead to suboptimal performance. If system instability caused by frequent schedule regeneration can be avoided, event-driven strategies will yield favorable solutions. Therefore, correct scheduling and rescheduling are crucial for ensuring the smooth operation of factories.
With the increasing cooperation among factories, distributed manufacturing systems have gained widespread application [
144,
145]. A distributed flow shop consists of multiple flow shops located in different locations, and this type of scheduling problem is prevalent in industries such as automotive and textiles. Distributed flow shop scheduling includes displacement flow shop scheduling and hybrid flow shop scheduling [
146]. Displacement flow shops refer to scenarios where each workpiece follows the same processing sequence on the machines, with each machine processing only one workpiece at a time [
147]. Hybrid flow shops are arranged in a flow line layout, comprising multiple operations, each with one or more parallel machines, and are also known as flexible flow shops [
148,
149]. The main solution algorithms for traditional shop scheduling include constructive heuristic methods (e.g., Gupta, Johnson, Palmer, CDS, NEH), operations research methods (e.g., branch and bound, cutting plane methods, dynamic programming), artificial intelligence-based metaheuristic algorithms (e.g., iterative greedy algorithms [
150,
151], simulated annealing, tabu search, iterative local search algorithms [
152,
153], genetic algorithms, ant colony algorithms), and improved heuristic and metaheuristic hybrid algorithms [
154].
With the advancement of communication and intelligent technologies, CPS can further evolve to manage big data and leverage interconnectivity among machines, achieving intelligent, resilient, and adaptive production. Moreover, integrating CPS with current industrial practices in production, logistics, and services can transform existing factories into Industry 4.0 facilities with significant economic potential [
155]. Therefore, adaptive scheduling and control play a critical role in the development of CPS and intelligent factories [
143,
156]. Intelligent scheduling aims to utilize the characteristics of intelligent manufacturing and the Industry 4.0 environment to generate flexible and efficient production schedules in real-time [
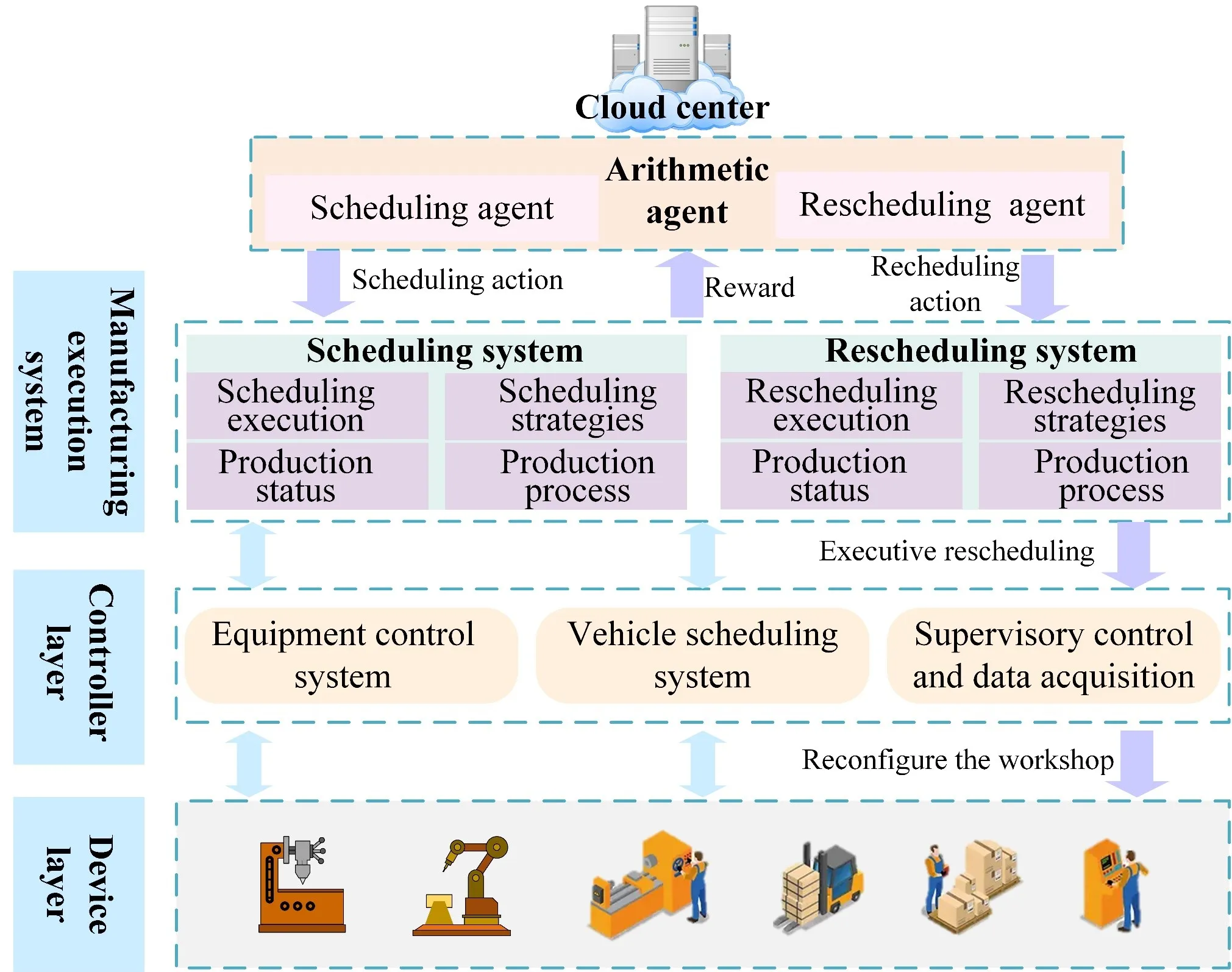
157]. As shown in , all manufacturing elements can acquire real-time information in IoT-based manufacturing workshops. When anomalies occur, upper-level systems can promptly identify and respond to these events based on the information, enabling timely and accurate interventions [
158].
Many scholars have investigated intelligent scheduling and rescheduling in factories using advanced intelligent communication technologies. For instance, Shiue et al. proposed a real-time scheduling method based on reinforcement learning, integrating offline learning and Q-learning mechanisms with multiple scheduling rules to respond to changes in the workshop [
155] effectively. Chekired et al. developed an optimal workload allocation algorithm by solving mixed nonlinear integer programming, introducing an efficient fog architecture suitable for industrial IoT applications and a new scheduling model for processing IoT data, enabling real-time scheduling of various industrial equipment requests [
159]. Wong et al. created a hybrid contract protocol to support two types of multi-agent system structures for dynamic integration of process planning and scheduling, allowing both horizontal negotiation among local agents and vertical intervention by supervisory agents [
160]. Kück et al. proposed a data-driven simulation-based method for adaptive scheduling and control optimization in dynamic manufacturing systems, utilizing real-time data provided by cyber-physical systems [
143]. Rossit et al. introduced an effective intelligent tolerance scheduling approach that reduces the need for rescheduling in response to unforeseen disruptive events [
157]. Yang et al. conducted a study utilizing Deep Reinforcement Learning (DRL) for intelligent scheduling and reconfiguration of Reconfigurable Flow Lines (RFL), addressing real-time optimization of scheduling [
161].
. The architecture of intelligent scheduling and rescheduling.
5.1. Scientific Challenges
In the context of intelligent manufacturing, the establishment of intelligent manufacturing factories is essential to achieve advanced manufacturing based on network technology and manufacturing data. Additionally, the implementation of intelligent manufacturing factories should take into account the current state of the manufacturing industry and its specific needs. Due to the differing characteristics of the manufacturing and information sectors, many technical issues must be addressed to accelerate the development of intelligent factories.
Due to the foundational role of underlying equipment, monitoring manufacturing resources is crucial for reconfiguring production lines, dynamic scheduling, and information integration in intelligent factories. Therefore, it is necessary to enhance the intelligence level of manufacturing equipment. In the context of mixed production, the coordination and information exchange among multi-module manufacturing units should be further explored. Program combinations should be optimized to improve workshop efficiency. Intelligent devices should be capable of collecting production information, providing compatible data interfaces, and supporting universal communication protocols. Additionally, equipment should be able to sense the production environment and collaborate with other devices within the intelligent factory. Flexible manufacturing is a typical characteristic of intelligent factories; however, challenges remain, including the high proprietary nature of production lines, dynamic scheduling, and tight coupling between functions and equipment. In the context of intelligent manufacturing, the data generated by intelligent devices is largely unstructured [
11]. The high-speed operation of workshops requires higher standards of data collection. In other words, data collection is the foundation for big data analysis, with sensors being the primary tools for this purpose. A significant issue for the future may be the use of old sensors (installed on outdated equipment), leading to unacceptably high long-term manufacturing and maintenance costs. Kozlowski et al. noted that equipment available on the market (such as CNC machines) lacks sensors to achieve structurally optimized distribution on machine components [
162]. A related issue is the current industrial landscape’s lack of appropriate measurement signals, resulting in the need for additional sensors to be installed on equipment. The problem of weak sensor signals may lead to personal injuries, product losses, and production disruptions. Even minor, temporary communication errors can cause severe production interruptions [
163]. Such production issues may arise from signal inference among devices operating at the same frequency. Research by Lao et al. indicates that real-time preventive maintenance of sensors and actuators can significantly mitigate damages caused by production losses, process interruptions, and downtime based on specific routine regulations [
164]. Moreover, the security of sensor data storage is a critical issue. Besides the sensors that collect data, the sovereignty of the data is also important, particularly from a psychological perspective. Only companies that believe in their network security are willing to store and share their data. Sensor security does not demand high battery capacity; however, various technologies such as key-protected identity authentication, encrypted code verification, secure gateways, security protocols, and remote wireless security management have made security considerations overly complex, with security costs becoming a significant concern.
The Internet of Things (IoT) has facilitated the deep integration of information and industrialization. Advanced IoT technologies are crucial for the realization of intelligent factories. Currently, the limitations of industrial wireless sensor networks include spatial arrangements in the environment, deployment time, and maintenance costs of communication channels. Additionally, a mature universal standard for industrial wireless sensors has yet to be established, and the standardization process must continue to advance. In complex electromagnetic environments, data transmission must meet the requirements for reliability and real-time control of devices. Furthermore, network security has become critically important with the integration of large-scale equipment. The IoT is more susceptible to network threats than traditional networks, and the severity of these threats has increased. This is primarily due to the complexity of the IoT environment, which broadens the attack surface [
165]. The large number of connected devices and users increases the number of cybersecurity vulnerabilities and potential attack targets. The lack of uniformity in connection protocols, platforms, and hardware standards can lead to network security flaws. The interconnection of virtual and physical environments enables network threats to translate into physical consequences, resulting in greater impact [
166].
A large amount of manufacturing data provides a comprehensive description for intelligent factories. This large industrial data is collected from multiple sources (such as equipment, products, and customers) in a heterogeneous manner [
167]. However, manufacturing data cannot be directly utilized due to high dimensionality, variable measurements, and significant noise. Therefore, it is crucial to define data semantics through a glossary of manufacturing terminology. Domain ontologies offer potential semantic solutions for data applications. By leveraging big data in intelligent manufacturing, proactive maintenance of equipment, optimized product design, and streamlined production lines can be achieved in intelligent factories. Knowledge-driven manufacturing presents opportunities for transforming traditional industries into intelligent industries, while data mining technologies also pose significant challenges for enterprises. Additionally, data-based product optimization design requires the integration of data reception and feedback mechanisms into traditional products, allowing the products themselves to become data sources. This enables products to participate in the data collection process, providing technical information to product designers. To realize knowledge-based intelligent manufacturing, manufacturing entities should be capable of data collection, data fusion, and extraction of manufacturing resource features. Intelligent factories should integrate data resources (such as supply chain, product data, logistics data,
etc.) into service platforms to offer product services like sales forecasting and quality analysis [
11]. However, the diverse and complex applications within data transmission and access networks necessitate frequent identity verification and more sensitive data collection. The presence of numerous participants in the network (including end users, service providers, and infrastructure providers), various services (such as virtual machines and cloud services), and infrastructures (including user devices and edge data centers) leads to an increasing number of security vulnerabilities, resulting in external threats and internal malicious behavior [
168]. Intelligent manufacturing factories typically include an edge computing framework managed by a cloud center, which faces various threats. Moreover, attackers may exploit program vulnerabilities for privilege escalation to perform unauthorized operations [
169]. Establishing dedicated networks within factories to prevent data leakage is also challenging, as it involves multiple stakeholders, including cloud operators, mobile network operators, and network device providers. In the network, confidentiality, integrity, and authentication are achieved through encryption. According to Kerckhoffs’ principle, encryption algorithms are public, and public encryption algorithms with length limitations may be susceptible to brute-force attacks [
170]. In addition to data from sensors, data in intelligent factories also encompasses various communications between users and industrial IoT devices, some of which may involve sensitive information. Effectively deleting encrypted data poses a challenge, as it is difficult to ensure the revocation of sensitive data and to guarantee that there are no means to recover deleted data.
5.2. Application Cases
Modern manufacturing enterprises’ product structures and processes are becoming increasingly complex, with rising quality requirements, a growing variety of products, and smaller batch sizes (even down to a single unit). As a result, design and manufacturing process changes are occurring more frequently, and the division of production tasks within manufacturing companies is becoming increasingly refined. Modern factories are rapidly transitioning towards digitalization, virtualization, networking, intelligence, software-defined operations, data-driven approaches, platform support, value-added services, and intelligent decision-making. Below are examples of factory information technology upgrades and transformations.
Zhang et al. addressed issues in the torque converter housing production line by intelligently upgrading and optimizing the hardware design, processing technology, and equipment system, resulting in a 55.1% increase in production line efficiency [
171]. Garza et al. developed a set of information processing toolkits that upgraded equipment from automated machines to Industry 4.0 workstations. This toolkit includes the structure supporting the sensors and data processing units, allowing for monitoring detection systems and enhancing the quality and speed of the detection process [
172]. Yi demonstrated the feasibility of aiding small and medium-sized enterprises in their transformation within the mobile internet environment, analyzing the viability of implementing such transformations and indicating that the industrial internet is beneficial for transforming traditional industries and upgrading enterprises [
173]. Huang identified issues such as slow speed and low fusion accuracy in current IoT data fusion methods. To enhance the effectiveness of heterogeneous data fusion in IoT, they proposed an IoT heterogeneous data fusion method based on intelligent optimization algorithms, improving IoT’s computational speed [
174].
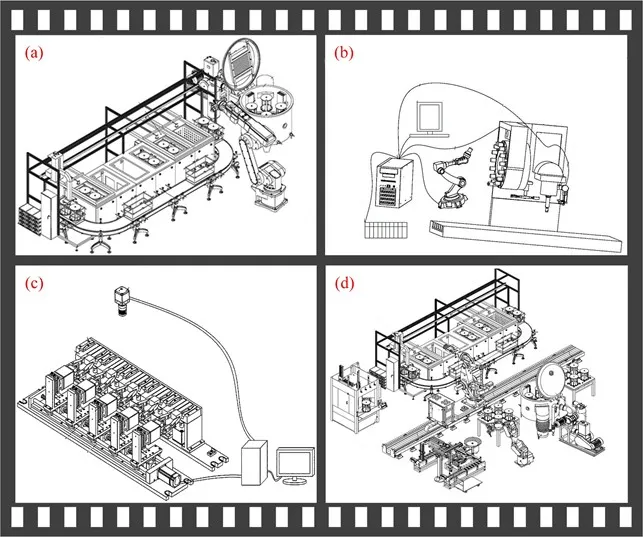
In addition, scholars have applied much research to practical production. Zhang et al. invented a carbide tool cleaning and coating production line and method, which addresses the shortcomings of manual tool cleaning, such as low efficiency and high labor intensity, as shown in a [
175]. Xu et al. developed an automatic production line for automobile hubs with a serial layout, compact structure, and small footprint, allowing devices to work together to automate hub production and improve efficiency [
176,
177]. As shown in b, Li et al. developed a monitoring and control system for the cutter state of numerical control machine tools. This enables precise monitoring of cutter status and significantly reduces downtime during abnormal diagnostics, thereby improving production efficiency [
178]. Zhang et al. developed a multi-station self-positioning floating clamping and automatic workpiece flipping intelligent fixture system, which features self-positioning clamping and automatic workpiece flipping functions, as shown in c [
179]. Li et al. created a hard alloy blade multi-procedure integrated automatic production line under robot scheduling, which integrates four main functions: blade dulling, cleaning and drying, coating, and packing, allowing a single set of fixtures to complete all processes and simplifying the production line structure as shown in d [
180]. This fixture system has multiple stations, enabling simultaneous processing of multiple workpieces and enhancing production efficiency. Li et al. also developed an intelligent execution system for medical care and health care based on the Internet of Things and the Internet, which allows data transmission and feedback via mobile phones and the internet, treating users and institutions as part of an Internet of Things network capable of real-time data exchange [
181]. Lastly, Li et al. invented an ultrasonic high-frequency vibration screen capable of reciprocating swinging, which combines ultrasonic vibration with mechanical vibration, resulting in a larger amplitude in the vertical direction with minimal impact, thereby reducing the risk of material breakage [
182].
. Principle of the device. (<b>a</b>) Carbide tool cleaning and coating production line and method [
175], (<b>b</b>) Cutting tool state monitoring and control system and method for numerical control machine tool [
178], (<b>c</b>) Ultrasonic high-frequency vibration screen capable of carrying out reciprocating swinging [
179], (<b>d</b>) Hard alloy blade multi-procedure integrated automatic production line under robot scheduling [
180].
Information technology is crucial for the development of intelligent manufacturing factories. This article is focused on conducting a bibliometric analysis of information technology in an intelligent manufacturing factory, and a review is provided, leading to the following conclusions:
1. This paper provides A comprehensive analysis of information technologies related to intelligent factories from a bibliometric perspective. Reviewing publications over the past 16 years, the bibliometric study visualizes intelligent factory information technology research, including publication trends, global collaboration patterns, and research hotspots. The visual results indicate that the number of related publications has generally exhibited stable growth since the term “intelligent factory” emerged in 2008, with China as the largest contributor in published works. Keyword analysis indicates that emerging information technologies such as digital models, 5G, fault detection, artificial intelligence, and sensor networks have increasingly prominent research positions in smart manufacturing factories in recent years, highlighting the enormous growth potential of information technology in smart factories. These findings assist the research community in identifying emerging themes and cutting-edge fields, thereby guiding future research.
2. A review of the information technology of intelligent factories is conducted in this paper, focusing on four aspects: information collection, information transmission, information processing, and information management and control. Various sensors are primarily used for information or data collection in smart factories. With advancements in sensor technology, a wide range of intelligent sensors is extensively applied. Information transmission is primarily facilitated through wireless sensor networks, public terrestrial mobile networks, and other communication technologies. Information processing is mainly dependent on techniques such as data transformation, cleaning, and classification. Information control is primarily applied in predictive maintenance, quality control, scheduling, and rescheduling.
3. This paper focuses on reviewing information management and control. Predictive maintenance is primarily based on three approaches: physics-based models, knowledge-based methods, and data-driven techniques. Quality control mainly depends on machine learning, computer vision, neural networks, and statistical process control. Intelligent scheduling and rescheduling are characterized by flexibility, with various methods proposed by scholars based on reinforcement learning, machine learning, and data-driven approaches, all grounded in advanced communication and intelligent technologies.
4. The scientific challenges of smart manufacturing factories are summarized in this paper from both technical and security perspectives. In terms of technology, the level of intelligence in underlying devices is awaited to be improved, data interfaces are to be enhanced, communication issues with sensors are to be addressed, and a mature universal standard has yet to be established in the field of industrial wireless sensor networks. Additionally, enterprises face challenges related to data processing and data mining technologies. In terms of security, the safety of sensors, the cybersecurity of the Internet of Things, the security of data storage, transmission, and access, the security of sensitive data handling, and security costs also need to be considered.
Conceptualization, Y.Z. and T.Z.; Methodology, Y.Z. and L.W.; Software, Z.L. and X.Y.; Validation, L.W., L.Z. and C.Z.; Formal Analysis, T.Z.; Investigation, Z.L., X.S. and L.W.; Resources, Z.L., A.Q. and P.Y.; Data Curation, L.W. and X.S.; Writing—Original Draft Preparation, L.W.; Writing—Review & Editing, Y.Z.; Visualization, C.Z.; Supervision, C.L.; Project Administration, Y.Z.; Funding Acquisition, Y.Z. and C.L.
Not applicable.
Not applicable.
This research was financially supported by the following organizations: the National Natural Science Foundation of China (No. 52475469, 52105457, 52375447), the Special Fund of Taishan Scholars Project (No. tsqn202211179), Young Talent of Lifting engineering for Science and Technology in Shandong, China (No. SDAST2021qt12).
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.