1. Introduction
An initiative to encourage the adoption of ecologically friendly techniques in manufacturing is one of the sustainable development goals [
1]. This initiative has prompted the use of green materials as an alternative to synthetic materials because they are biodegradable and cost-effective [
2,
3]. The automobile sector corroborated this initiative in its manufacturing process by using natural fiber-reinforced composite materials for automobile parts [
4,
5].
Natural fibers are commonly categorized into five groups according to their botanical forms: bast fibers (such as abaca, sisal, and pineapple), leaf fibers (such as ramie, flax, and kenaf), seed fibers (such as coir, cotton, and kapok), grass and reeds (such as wheat, maize, and rice), wood and roots. Numerous plants yield more than one kind of fiber. For instance, hulk and stem fibers can be found in cereal grains [
6,
7,
8].
Among various natural fibers, coir and hemp are remarkable renewable materials. Coir fibers are extracted from coconut husks and are extensively produced worldwide, especially in Southeast Asian and West African countries [
8,
9,
10,
11]. Similarly, hemp fibers are part of the dominant classes of bast natural fibers produced from cannabis [
12]. Coir and hemp fibers contain cellulose, hemicellulose, pectin, and lignin [
9,
13,
14]. Coir fibers have a tensile strength of about 105–593 MPa [
15], while hemp fibers have a tensile strength of 690 MPa (depending on length) [
16]. Coir fibers are extensively used in aerospace, automobile, and sporting goods manufacturing industries [
17].
In the automotive industry, epoxy is a high-performance material with applications in structural, fuel, and suspension systems [
18]. Epoxy resins are thermosetting polymers characterized by a methyl group attached to an epoxy group that reacts with a curing agent to form a three-dimensional network [
19,
20]. Its usage for structural applications has been limited due to its cross-linking structure and brittle failure characteristic. This limitation is being overcome by incorporating surface-treated fibers in epoxy for various structural and industrial applications [
21,
22,
23]. Notable researchers such as Oladele et al. and Ru et al. [
24,
25] showed the importance of surface treatments in manufacturing natural-fiber-reinforced composite. Surface treatments improve the interfacial adherence between the fiber and matrix, increasing tensile strength, modulus, and elongation. The surface treatment types include radiation, alkali, anhydride, and silane treatment. Radiation treatment enhances interfacial bonding by reducing the polarity of fiber surfaces, while anhydride treatment enhances interfacial adhesion by reducing the hydroxyl groups, and silane treatment improves adhesion by creating a diffusive chemical bond at the interphase [
26,
27,
28].
Considering all known treatment techniques, alkali treatment is the most utilized based on its cost-effectiveness and effective increases in surface roughness of the fibers. The process usually eliminates some non-cellulosic materials to enhance the interfacial bonding energy, thereby increasing the tensile strength [
29]. Although many researchers have worked individually on coir [
15,
30,
31] and hemp [
32,
33,
34] fibers and their synergistic effect in the polyester matrix [
35,
36], there is still a shortage of experimental data on the synergistic effect of hybrid hemp and coir fibers in an epoxy matrix. Since these fibers can be applied in both treated and untreated conditions, this work considers the possibility of using fibers with both conditions on the ensuing properties. Treating one fiber will reduce production cost effectively if well developed. Hence, in this study, the individual and synergistic properties of surface-treated coir and untreated hemp fibers reinforced epoxy-based composite were evaluated to determine their effect on the mechanical and water absorption properties for automobile applications.
2. Materials and Methods
2.1. Materials
The coir fiber was sourced from the waste products of commercial fruit sellers at the Federal University of Technology, Akure, Ondo State, Nigeria, while hemp fiber was sourced from a commercial provider in Lagos State, Nigeria. The epoxy resin matrix LY556 (bisphenol A) mixed with epoxy hardener/curing agent/catalyst (HY951) manufactured by East Coast Resin, Unipol Inc, 316 Brighton Beach Ave, Brooklyn, NY, USA, and purchased from IRIS Epoxy Resins and Hardner Nationwide Distributor in Lagos State, Nigeria.
2.2. Coir and Hemp Fiber Preparation
The coir fibers were softened through water retting of the external shells of coconut fruit for about 48 h and extracted manually through a mechanical pounding process that separates the fibers from the peat. The extracted fibers were washed under running water to remove impurities and sundried within 5 days. Alkali surface treatment was performed by immersion in 0.5 M NaOH solution with distilled water for 24 h at ambient temperature. The treatment condition was from prior research by Oladele et al. [
24]. The treated fibers were washed with tap water, rinsed with distilled water, and oven-dried at 105 °C for 6 h to remove organic impurities and moisture content. The coir fibers were cut to 10 mm long and stored in a cool, dry, airtight container for composite production.
2.3. Development of Composite
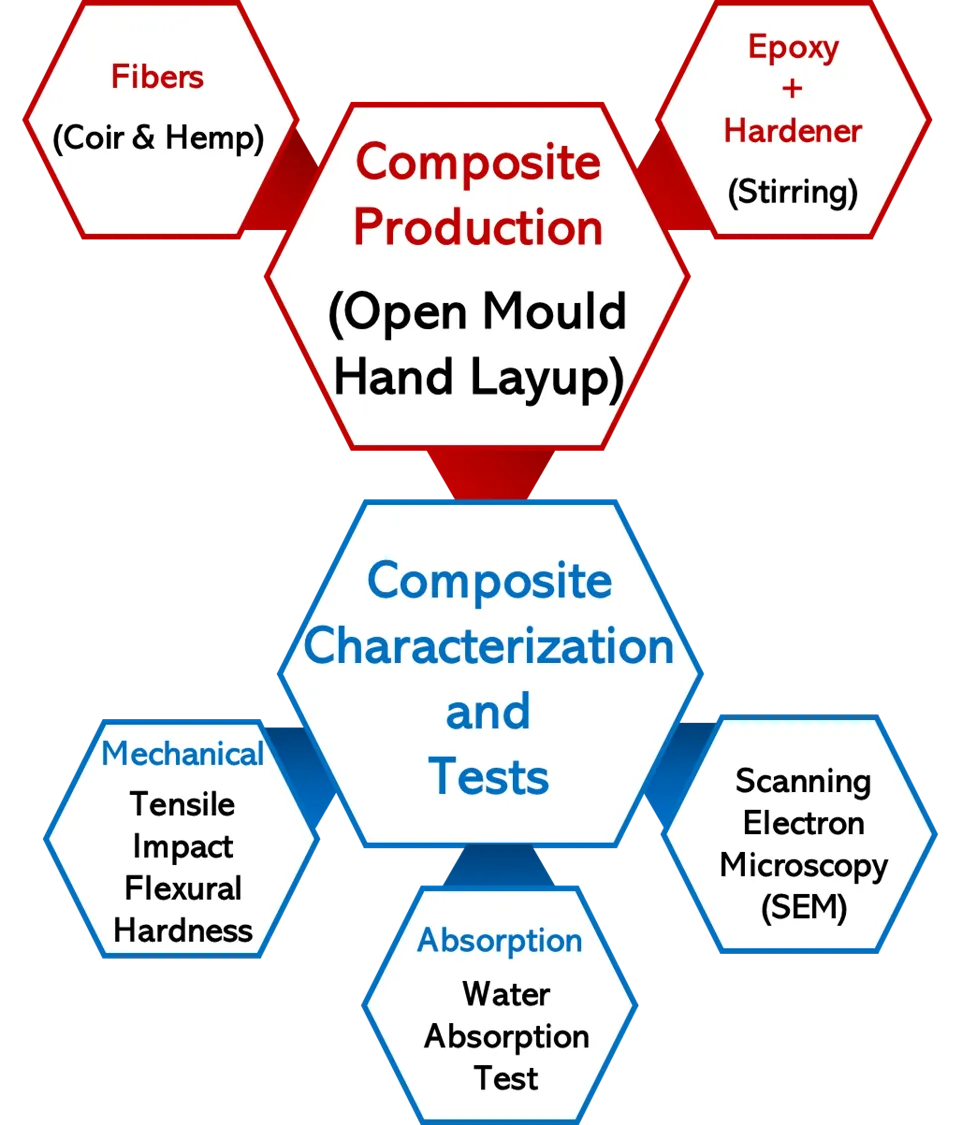
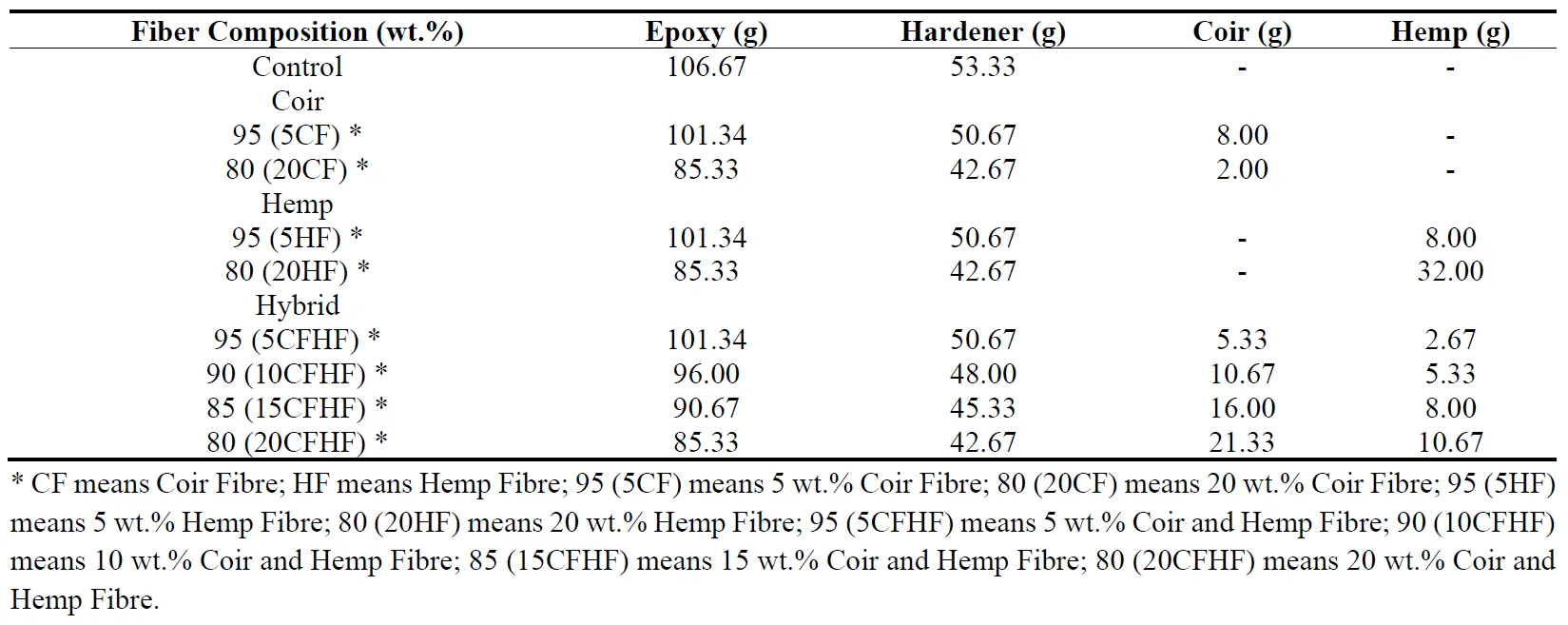
The composite was developed through an open mold hand layup technique with random dispersion of the fibers as reinforcements in the matrix. The treated coir and untreated hemp fiber were mixed with epoxy resin and the hardener in predetermined proportions, as shown in and compounded before pouring into their respective molds. The mixture was allowed to cure at ambient temperature before removal. The cure samples were further allowed to cure for 15 days at ambient temperature before testing. Three samples were developed for testing in accordance with ASTM standards, from where the average values were used as the representative values. shows the composite production, characterization, and properties evaluation procedure flow chart.
. Flow chart for the production and evaluation.
. Composition of the samples.
2.4.1. Tensile Test
A tensile test was carried out to estimate the strength of the composite under tensile stress. The test was conducted using an INSTRON Universal Testing Machine (UTM Model Series 3369). The tensile sample used was molded following the approprpiate ASTM standards. ASTM D3039/D3039M-17 standard, with a dumbbell-shaped sample with a gauge length of 115 × 30 × 3 mm and remaining length fixed within the jaws on the UTM and subjected to tensile stress. The UTM had a 100 kN load cell and a crosshead speed of 5 mm/min. Three tensile samples were fractured to ensure the precision and reliability of the test results. The tensile strength and modulus were recorded against the applied stress.
2.4.2. Flexural Test
Using a three-point bend test, the flexural test was also conducted on the UTM to estimate the material’s mechanical response to flexural stress. The samples were prepared according to the ASTM D790-03 standard [
37]. The flexural specimen was placed between two supports under a three-point bend fixture and placed at a constant load at the center with a displacement control rate of 10 mm/min. The average value of three flexural test samples was estimated and used.
2.4.3. Impact Test
The impact test was conducted to estimate the energy absorption of the composite and control samples under shock loads. This experiment was carried out using Charpy V-Notch impact testing equipment (Instron CEAST 9050, manufactured by Instron, Norwood, MA, USA). in compliance with ISO 179. The impact sample dimensions utilized were 64 × 11 × 3 mm with a notch at the center. The sample was positioned on the apparatus in a horizontal orientation, with a gap of 60 mm between each support. The gauge’s initial reading was recorded; the sample was fractured by releasing a hanging handle (pendulum). The final reading was at the point of fracture.
2.4.4. Hardness Test
The hardness test was performed on the Shore D hardness tester following ASTM D2240-00 [
38]. Five hardness measurements were obtained for the hardness test, and the hardness value was determined as the average.
2.4.5. Water Absorption Test
Water absorption tests were conducted to make qualitative decisions regarding material selection or performance under exposure to various forms of moisture in the environment. In this examination, the water absorption was carried out following the ASTM D5229M-12 [
39]. About 250 cm³ of water was added to clean plastic containers for the test. A chemical weighing balance was used to measure each sample’s initial weight within ±0.0001 g of accuracy. The samples were removed from the water bath and dried with tissue paper applied to the surfaces every 24 h. Then, the sample was weighed to measure the mass of water absorbed. This process continued until the water absorption percentage reached saturation. The water absorption test was done for 4 days, and the weight gained was calculated using Equation (1).
where:
W0 is the dry weight of the sample;
Wt is the wet weight of the sample after t days;
W (%) is the percentage of water absorption.
2.4.6. SEM-EDS
The SEM-EDS technique was used to characterize the morphologies and chemical composition of the hybrid composite fiber using the EVO MA 15 microscope by Carl Zeiss SMT. The SEM technique uses an electron beam of 20 kV and a working distance of about 10 mm to scan the sample surface and produce a detailed high-resolution image. The morphology of the fractured surface of the composites was studied after coating with a 3 nm thin gold coating applied by sputtering. The elements of the composites were analyzed by an energy dispersive spectrometer (EDS) attached to the SEM.
3. Results and Discussion
Our approach for characterizing the coir/hemp/epoxy composite followed the ASTM standard test requirements. The findings of the tests performed on these materials, which followed established protocols, were tallied, examined, and described as follows.
3.1. Tensile and Flexural
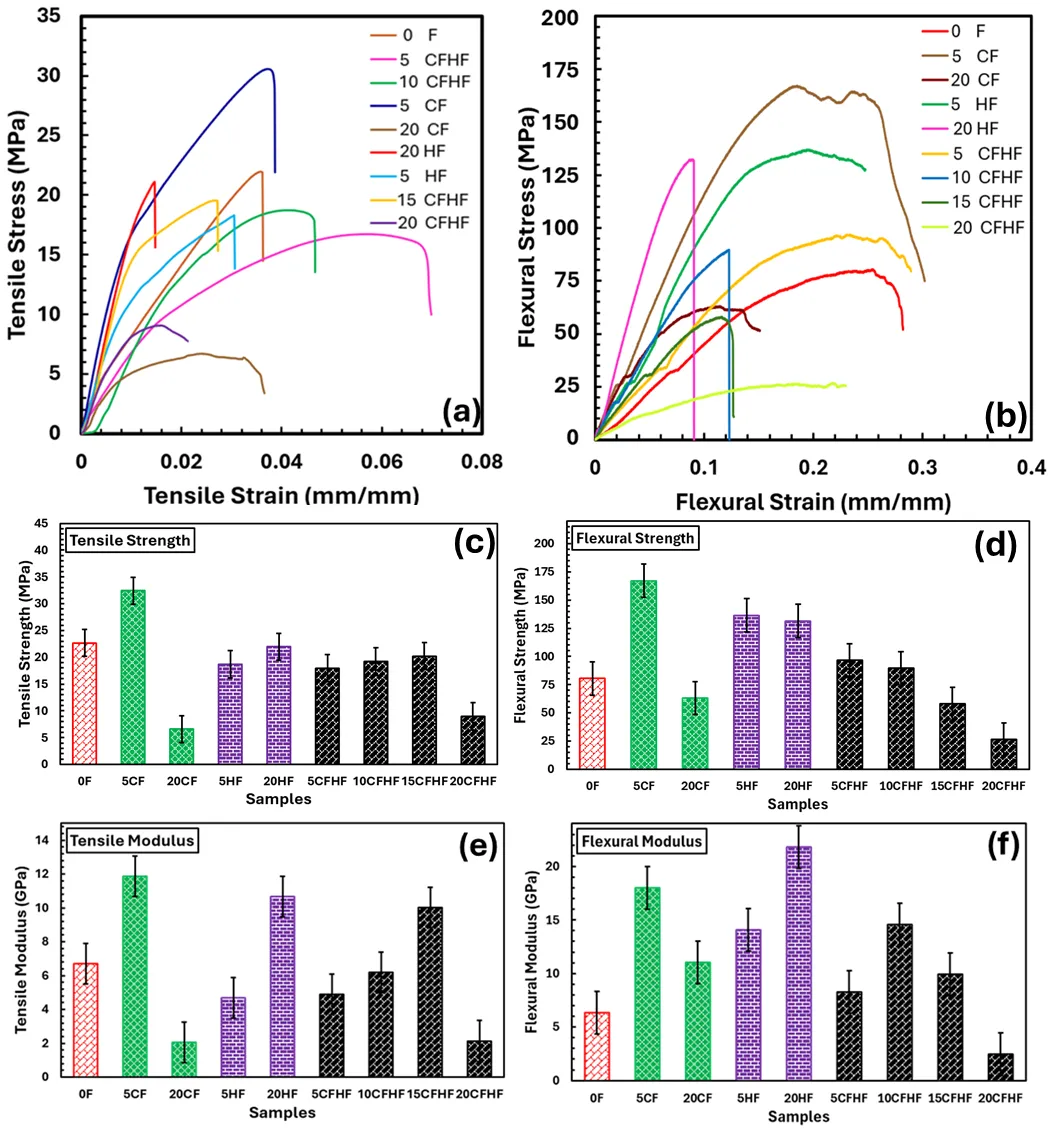
illustrates the effects of reinforcements on the tensile and flexural properties of the developed coir/hemp/epoxy for distinct/single and hybrid-based composites and the control samples. a,b showed the tensile stress-strain and flexural stress-strain curves, respectively. For the tensile results (a,c,e), 5 CF of the distinct sample showed the highest tensile strength and modulus values compared to the unreinforced sample, from 22.7 MPa and 6.7 GPa to 32.4 MPa and 11.9 GPa, which is about 40% increase in tensile strength and over 70% increase in tensile modulus, respectively. However, the tensile strength dropped significantly at 20CF. This observation was contrary for distinct hemp samples, which tend to increase but are still lower than the unreinforced epoxy. The hybrid samples also tend to increase up to 15CFHF before dropping at 20CFHF, but, similar to what was obtained in the distinct HF-based composites, the observed increase was lower in value compared to the control sample. While tensile strengths (c) were not enhanced for these sets of composites (distinct HF and hybrid samples), their Young’s moduli were enhanced at higher fiber contents (20HF—59.7% increase and 15CFHF—49.3% increase), as shown in e. Therefore, these composites have improved toughness and can be enhanced in subsequent work. Compared to others, the observed improved tensile properties for treated coir fiber-based composite were due to the alkaline treatment that modified the fiber surface. This led to improved interfacial adhesion between the coir and the epoxy compared to the hemp fiber. This improved adhesion enhances tensile strength and modulus in the single/distinct CF-based composite. The reduction in the tensile properties of the coir/hemp hybrid composites may be due to untreated hemp in the mixture. A similar trend was noticed in the research of Kumar et al. [
35]. The possible causes for the reduction in tensile strength with increasing fiber content for the hybrid composites may also be due to poor fiber-matrix adhesion, fiber aggregation and clumping.
Similar trends to responses to tensile properties were observed in the flexural results for the distinct coir/epoxy composites, as shown in d–f, while contrary behaviors were observed for others. From the results, the 5CF sample showed the highest flexural strength and modulus values compared to unreinforced epoxy, from 80.5 MPa and 6.3 GPa to 167.0 MPa and 18.0 GPa, respectively, which is over 100% increase in flexural strength and about 180% increase in tensile modulus, respectively. This is attributed to the strong fiber/matrix interfacial adhesion, as discussed, for its tensile properties. This adhesion ensures an even and effective load distribution among the composite constituents. These results are consistent with prior studies [
40,
41,
42]. However, as shown in d, the flexural strengths follow similar trends in all the various sets of samples (distinct and hybrid), where the strengths were seen to reduce as the fiber content increased. In the results, most of the samples have enhanced flexural strengths, unlike the results of the tensile strengths. Also, most of the flexural moduli of the developed composites were enhanced but without any definite similar trends. It was discovered that the hemp fiber enhanced the flexural properties of the distinct samples and was responsible for the improved flexural properties of the hybrid composites compared to tensile properties. Though similar to tensile properties, the flexural properties reduce as the fiber content increases for the hybrid composites but were more enhanced than the control sample in most of the reinforcement contents compared to tensile properties. This may generally be due to poor interaction between the hydrophilic hemp/coir fibers and the hydrophobic epoxy. However, coir composites exhibit superior mechanical properties compared to other combinations, which may be due to the surface modification of the fiber. The implication of these results was that, where one of these fibers is not readily available, they can be hybridized to achieve improved properties, as discovered in this research.
. Tensile and flexural properties of the composites (<b>a</b>) tensile stress-strain curve (<b>b</b>) flexural stress-strain curve (<b>c</b>) tensile strength plot (<b>d</b>) flexural strength plot (<b>e</b>) tensile modulus plot (<b>f</b>) flexural modulus plot. 0F—0 wt.% fiber, 5CF—5 wt.% Coir Fibre, 20CF—20 wt.% Coir Fibre, 5HF—5 wt.% Hemp Fibre, 20HF—20 wt.% Hemp Fibre, 5CFHF—5 wt.% Coir and Hemp Fibre, 10CFHF—10 wt.% Coir and Hemp Fibre, 15CFHF—15 wt.% Coir and Hemp Fibre, 20CFHF—20 wt.% Coir and Hemp Fibre.
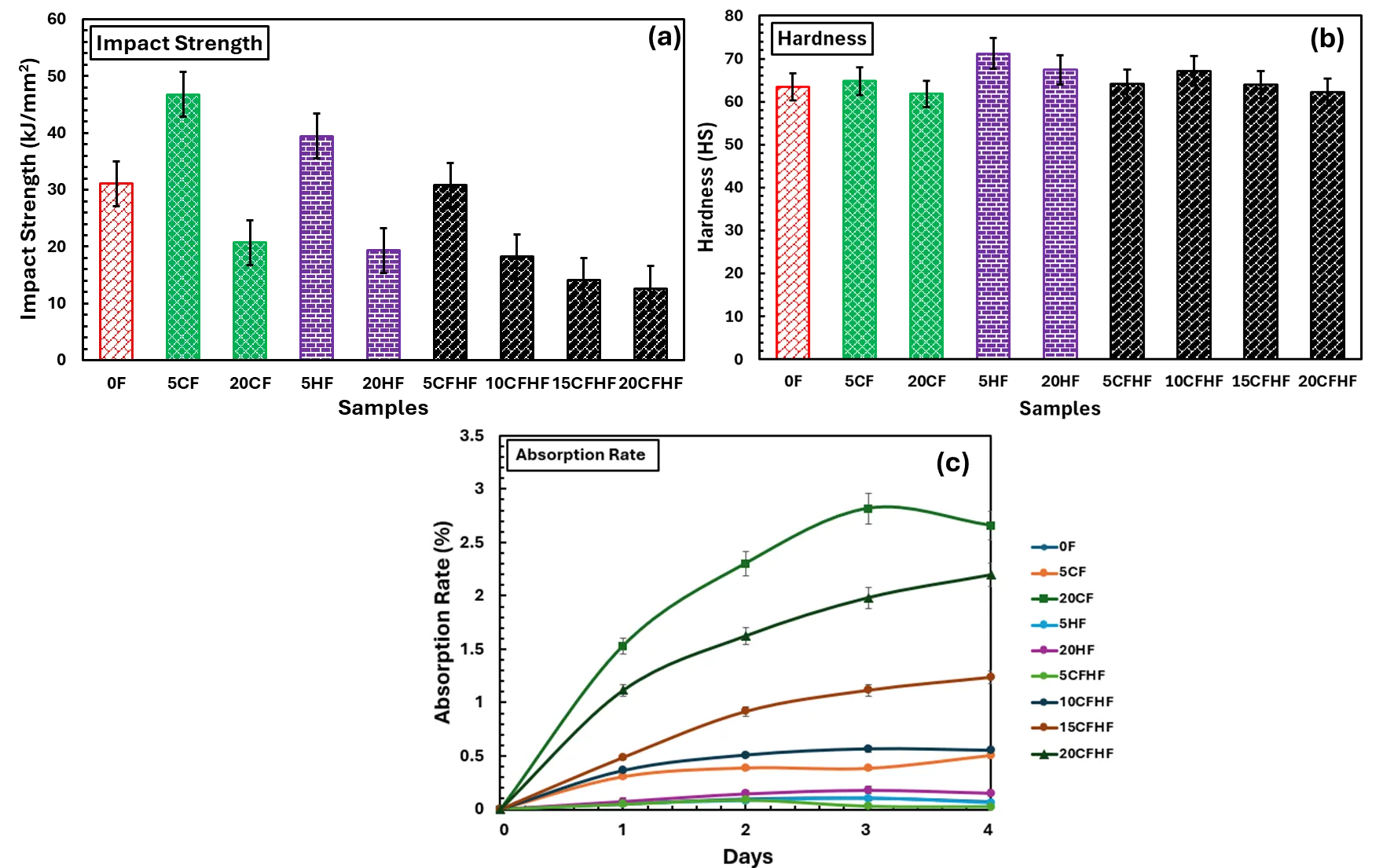
illustrate the effect of reinforcement on the impact, hardness, and water absorption properties of the coir/hemp/epoxy-based composites for single/distinct and hybrid composites. It was discovered in a that the impact strengths of the composites decrease with an increase in the fiber content for all the sets of reinforcement designs used for distinct and hybrid-based composites. It was noticed that 5 wt% of the reinforcements were the ones with the optimum values in all the series, with 5CF, 5HF, and 5CFHF having the highest values in that order, respectively. It was the only reinforcement content that improved impact strength, apart from the hybrid.Beyond this value, the impact strength reduces. Hence, 5CF (a) showed the maximum increase in impact strength with about 50% increase from 31 kJ/mm
2 for unreinforced epoxy (control) to 46 kJ/mm
2 for CF-based composite. This enhancement was due to the reasons stated above, which include the surface modification of the coir fiber. The results showed that the impact strength of the coir/hemp/epoxy-based composites for distinct/hybrid composites depends on the fiber content, uniform distribution within the matrix, and proper or strong interfacial adhesion. The results showed that low fiber content support improved impact strengths for the various series due to proper wetting and distribution of the fiber within the matrix, contrary to when high fiber content was added. Fiber touching and agglomerations are easily encountered at higher fiber content, causing weak interfacial adhesion and inadequate load transfer. The impact response of the composites at higher fiber contents reflects a failure process that includes the initiation of cracks, their propagation and development within the resin, fiber fracture and pullout, delamination, and debonding. Kumar et al. [
35] reported that poor interaction between the hydrophilic hemp/coir fibers and the hydrophobic polyester results in lower impact strength.
b shows the response of the developed composites to hardness, where similar trends to those in a were noticed with slight differences. The hardness tends to reduce as the fiber content increases but with a slight margin contrary to the gradual margins observed for impact strengths behaviors shown in a. Also, the optimum hardness value for hybrid-based composites was 10CFHF, contrary to 5CFHF for impact strength. Thus, it was discovered that 5HF gave the optimum increase in hardness, which is about 12%, from 63 HS to 71 HS when compared to unreinforced epoxy. It was also noticed that the hybrid composites were highly influenced, with most compositions having enhanced hardness compared to the control sample, just like the flexural properties. This showed that hemp fiber in enhancing hybrid composites compared to coir fiber. This was obvious because where coir fiber-based composites were the best, most of the hybrids were of low value compared to the control sample. Thus, the enhancement in the hardness property is attributed to the presence of hemp fiber and the proper distribution of load across the composite surface since hardness is a function of resistance to surface indentation. This enhancement might have been achieved due to the excellent dispersion of the fibers near the surface of the matrix, thereby contributing to the epoxy composites’ increased hardness [
43].
In c, the 20CF has the highest water absorption rate, while the 5CFHF has the lowest in all the compositions. The absorption rate depends on many factors, such as OH
− molecules that are present, the amount of plant fiber used, the polarity between the fiber and the polymer, and the amounts of voids in the bio-composites [
44,
45]. Hence, higher water absorption rates are observed as the immersion time increases and the mobility of water molecules increases. Considering the hardness results, hemp fiber showed more hardness than coir fiber. Hence, their composites absorb less water than coir fiber/epoxy-based composites. Thus, 5CFHF epoxy-based composites absorbed less water due to the synergetic effect of the low amount of treated coir fiber and untreated hemp fiber in the composition. High fiber content potentially results in void formation that gets filled with water due to the capillary effect. Hence, 20CF and 20CFHF showed high water absorption capabilities. Higher water absorption from CF-based composites may be due to the chemical treatment that has removed the lignin that covered the cellulose, thereby exposing the fiber to water percolation compared to the untreated hemp fiber. As stated in prior works, the layering order has minimal impact, but samples with higher fiber content have the highest tendency to absorb more water with time [
46,
47,
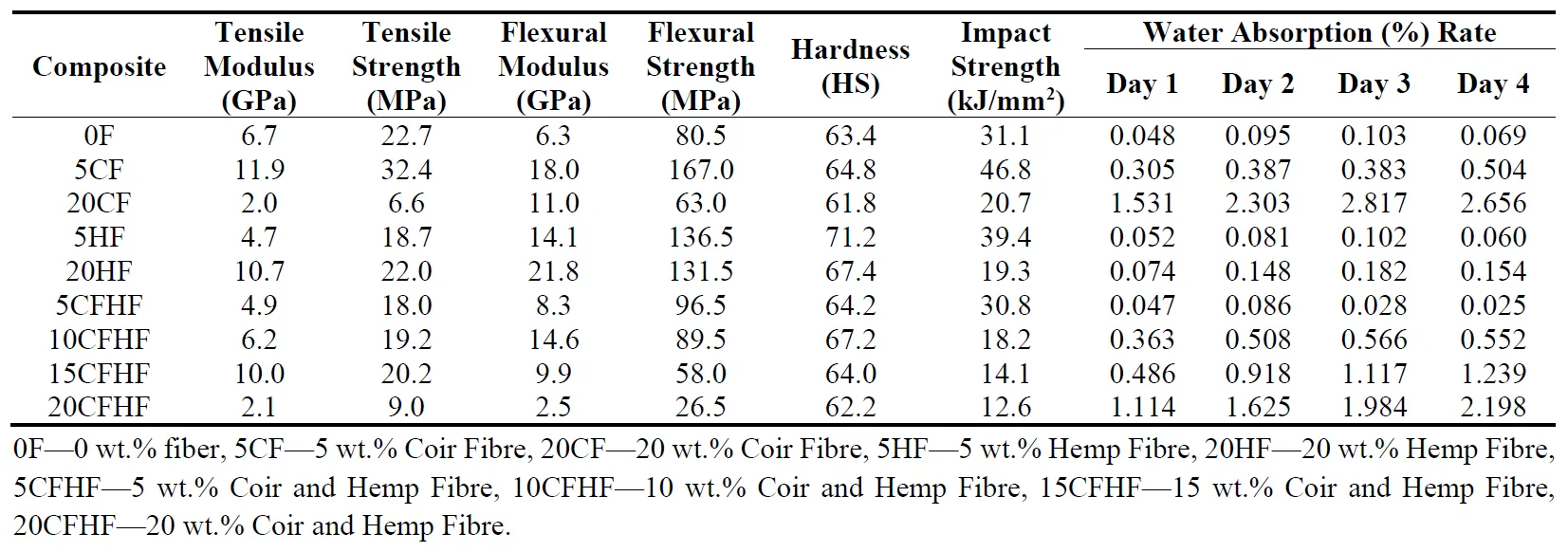
48]. gives a summary of the mechanical and water absorption properties.
. Composite (<b>a</b>) Impact Strength (<b>b</b>) Hardness (<b>c</b>) Absorption Rate. 0F—0 wt.% fiber, 5CF—5 wt.% Coir Fibre, 20CF—20 wt.% Coir Fibre, 5HF—5 wt.% Hemp Fibre, 20HF—20 wt.% Hemp Fibre, 5CFHF—5 wt.% Coir and Hemp Fibre, 10CFHF—10 wt.% Coir and Hemp Fibre, 15CFHF—15 wt.% Coir and Hemp Fibre, 20CFHF—20 wt.% Coir and Hemp Fibre.
. The mechanical and water absorption properties of the composites and control sample.
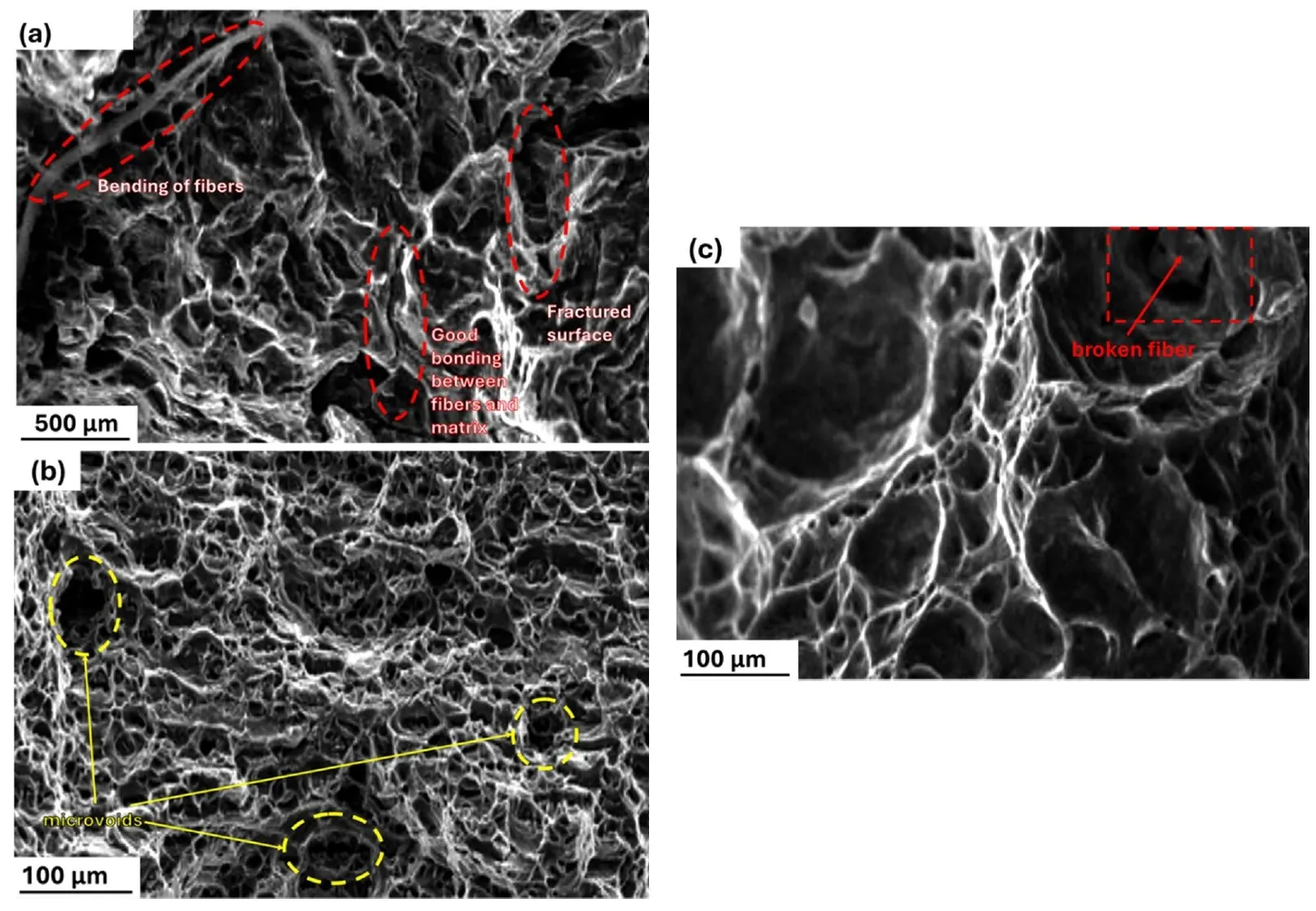
Microstructural analysis was done to evaluate the interface between the fiber and the matrix material and to find microstructural flaws. a,b shows the fiber and matrix interfaces where good interfacial adhesion was noticed. a shows that good bonding was responsible for improved tensile and flexural properties in the 5CF sample. This implies that the surface treatment of the coir fiber significantly improved the adhesion between the fiber and the matrix. b shows the surface morphology of the coir/hemp/epoxy hybrid composite (5CFHF) sample with similar features. As seen in b, the failure mechanism is the localized mechanism failure, indicating good interfacial bonding between the fibers and the matrix. This was further proven in c, which shows that the fiber had a strong interfacial bonding with the epoxy matrix because we observed fiber breakage, not fiber pullouts. A similar trend was observed by prior researchers [
35,
49].
The SEM images showed that the fibers were randomly arranged to ensure anisotropy, ensuring good bonding enhances mechanical properties. Defects, including porosity, fiber pullout, matrix fractures, and air spaces, were found in the composites. The main reason for trapped air and bubbles was resin mixing, although the high viscosity of the resin also played a role in void creation. While most bubbles dissipated throughout the wetting and curing process, others persisted and left gaps in the finished composite, as seen by previous researchers [
44].
. SEM images (<b>a</b>) 5CF composite sample—1000× (<b>b</b>) 5CFHF composite sample—8000× (<b>c</b>) 5C composite sample—8000×. 5CF—5 wt.% Coir Fibre, 5CFHF—5 wt.% Coir and Hemp Fibre.
4. Conclusions
This research investigates the influence of treated coir fiber and untreated hemp fiber on the characteristics of distinct/single and hybrid-based hemp/coir fibers in an epoxy matrix fabricated using open mold hand lay-up. The findings showed that treated coir fiber-based epoxy composite at 5 wt%, denoted as 5CF, gave the best combination of optimum mechanical properties due to good interfacial adhesion between the fiber and the epoxy. The sample showed the best mechanical properties for tensile strength and modulus, flexural strength, and impact strength, with 32.4 MPa, 11.9 GPa, 167.0 MPa, and 46.8 kJ/mm2, respectively. Hemp fiber, on the other hand, gave the best performance in flexural modulus and hardness with 20 and 5 wt.% having 21.8 GPa and 71.0 HS, respectively. Hemp fiber was discovered to aid the enhancement of these properties (flexural and hardness) in their hybrid-based composites despite their presence in untreated form. On the contrary, treated coir fiber did not enhance their hybrid-based composites. This was the case because the hybrid composite values were low compared to the control samples in most properties where treated coir fiber-based composites are optimum.
Low fiber content is preferable for proper distribution and wetting within the epoxy inorder to achieve adequate load distribution and properties. Hence, coir/hemp-based bio-composites exhibited excellent properties, making them suitable as reinforcements in interior panels, dashboards, door panels, seat backs, lightweight biosensor chips, flexible electronics, microfluidics, and other bio-composite applications.
Acknowledgments
The authors would like to appreciate the support from the Centre for Nanomechanics and Tribocorrosion, School of Metallurgy, Chemical and Mining Engineering, University of Johannesburg, Johannesburg, South Africa.
Author Contributions
Conceptualization, I.O.O. and A.S.T.; Methodology, T.B.O., S.O.A. and O.F.O.; Formal Analysis, I.O.O., O.F.O., S.A.O., and T.B.O.; Investigation I.O.O. and T.B.O.; Resources, I.O.O., A.O.O. and A.S.T.; Data Curation, T.B.O., S.O.A. and O.F.O.; Writing—Original Draft Preparation, I.O.O. and S.A.O.; Writing—Review & Editing, A.O.O. and A.S.T.; Visualization, T.B.O., A.O.O. and A.S.T.; Supervision, I.O.O.; Project Administration, I.O.O. and O.F.O.
Ethics Statement
Not Applicable.
Informed Consent Statement
Not Applicable.
Funding
This research received no external funding.
Declaration of Competing Interest
The authors declare that they have no known financial interests or personal relationships that could have influenced the work reported in this paper.
Data Available on Request
The data is not publicly available but can be obtained from the corresponding author or a third party upon request.
References
-
1.
Hák T, Janoušková S, Moldan B. Sustainable Development Goals: A need for relevant indicators.
Ecol. Indic. 2016,
60, 565–573. doi:10.1016/j.ecolind.2015.08.003.
[Google Scholar]
-
2.
Priya K, Alagumalai A, Balaji D, Song H. Bio-based agricultural products: A sustainable alternative to agrochemicals for promoting a circular economy.
RSC Sustain. 2023,
1, 746–762. doi:10.1039/D3SU00075C.
[Google Scholar]
-
3.
Nagaraja S, Anand PB, Ammarullah MI. Synergistic advances in natural fibre composites: A comprehensive review of the eco-friendly bio-composite development, its characterization and diverse applications.
RSC Adv. 2024,
14, 17594–17611. doi:10.1039/D4RA00149D.
[Google Scholar]
-
4.
Oh E, Zúniga MMG, Nguyen TB, Kim B-H, Tien TT, Suhr J. Sustainable green composite materials in the next-generation mobility industry: Review and prospective. Adv. Compos. Mater. 2024, 1–52. doi:10.1080/09243046.2024.2348237.
-
5.
Adekomaya O, Majozi T. Sustainable reclamation of synthetic materials as automotive parts replacement: Effects of environmental response on natural fiber vulnerabilities.
Environ. Sci. Pollut. Res. 2024,
31, 18396–18411. doi:10.1007/s11356-024-32436-5.
[Google Scholar]
-
6.
Oladele IO, Ibrahim IO, Adediran AA, Akinwekomi AD, Adetula YV, Olayanju TMA. Modified palm kernel shell fiber/particulate cassava peel hybrid reinforced epoxy composites.
Results Mater. 2020,
5, 100053. doi:10.1016/j.rinma.2019.100053.
[Google Scholar]
-
7.
Oladele IO, Makinde-Isola BA, Adediran AA, Oladejo MO, Owa AF, Olayanju TMA. Mechanical and wear behaviour of pulverised poultry eggshell/sisal fiber hybrid reinforced epoxy composites.
Mater. Res. Express 2020,
7, 045304. doi:10.1088/2053-1591/ab8585.
[Google Scholar]
-
8.
Oladele IO, Makinde-Isola BA, Adediran AA, Ayanleye OT, Taiwo SA. Influence of structural physiognomies of pawpaw fiber–glass fiber hybrid–based green composites on mechanical properties and biodegradation potential of epoxy composites.
J. Reinf. Plast. Compos. 2021,
40, 867–879. doi:10.1177/07316844211017646.
[Google Scholar]
-
9.
Hasan KF, Horváth PG, Kóczán Z, Le DHA, Bak M, Bejó L, et al. Novel insulation panels development from multilayered coir short and long fiber reinforced phenol formaldehyde polymeric biocomposites.
J. Polym. Res. 2021,
28, 467. doi:10.1007/s10965-021-02818-1.
[Google Scholar]
-
10.
Puttaswamygowda PH, Sharma S, Ullal AK, Shettar M. Synergistic Enhancement of the Mechanical Properties of Epoxy-Based Coir Fiber Composites through Alkaline Treatment and Nanoclay Reinforcement.
J. Compos. Sci. 2024,
8, 66. doi:10.3390/jcs8020066.
[Google Scholar]
-
11.
Oladele IO, Adelani SO, Makinde-Isola BA, Omotosho TF. Coconut/coir fibers, their composites and applications. In Plant Fibers, Their Composites, and Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 181–208. doi:10.1016/B978-0-12-824528-6.00004-7.
-
12.
Varghese M, Mittal V. Polymer composites with functionalized natural fibers. In Biodegradable and Biocompatible Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2018; pp. 157–186. doi:10.1016/B978-0-08-100970-3.00006-7.
-
13.
Shadhin M, Rahman M, Jayaraman R, Chen Y, Mann D, Zhong W. Natural biomass & waste biomass fibers—Structures, environmental footprints, sustainability, degumming methods, & surface modifications.
Ind. Crops Prod. 2023,
204, 117252. doi:10.1016/j.indcrop.2023.117252.
[Google Scholar]
-
14.
Renouard S, Hano C, Doussot J, Blondeau J-P, Lainé E. Characterization of ultrasonic impact on coir, flax and hemp fibers.
Mater. Lett. 2014,
129, 137–141. doi:10.1016/j.matlet.2014.05.018.
[Google Scholar]
-
15.
Oladele IO, Ogunwande GS, Taiwo AS, Lephuthing SS. Development and characterization of moringa oleifera fruit waste pod derived particulate cellulosic reinforced epoxy bio-composites for structural applications.
Heliyon 2022,
8, e09755. doi:10.1016/j.heliyon.2022.e09755.
[Google Scholar]
-
16.
Dhakal HN, Zhang Z. The use of hemp fibres as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Elsevier: Amsterdam, The Netherlands, 2015; pp. 86–103. doi:10.1533/9781782421276.1.86.
-
17.
da Silveira PHPM, Cardoso BFDAF, Marchi BZ, Monteiro SN. Amazon Natural Fibers for Application in Engineering Composites and Sustainable Actions: A Review.
Eng 2024,
5, 133–179. doi:10.3390/eng5010009.
[Google Scholar]
-
18.
Tasgin Y, Demircan G, Kandemir S, Acikgoz A. Mechanical, wear and thermal properties of natural fiber-reinforced epoxy composite: Cotton, sisal, coir and wool fibers.
J. Mater. Sci. 2024,
59, 10844–10857. doi:10.1007/s10853-024-09810-2.
[Google Scholar]
-
19.
Zhao F, Xu R, Zhang X, Zheng J, Liu W, Zhao S, et al. Research on Toughening Polylactic Acid by an Epoxy Soybean Oil Curing Network Based on Dynamic Cross-Linking.
ACS Sustain. Chem. Eng. 2024,
12, 11347–11360. doi:10.1021/acssuschemeng.4c03569.
[Google Scholar]
-
20.
Klose L, Meyer-Heydecke N, Wongwattanarat S, Chow J, Pérez García P, Carré C, et al. Towards Sustainable Recycling of Epoxy-Based Polymers: Approaches and Challenges of Epoxy Biodegradation.
Polymers 2023,
15, 2653. doi:10.3390/polym15122653.
[Google Scholar]
-
21.
Shelly D, Singhal V, Nanda T, Mehta R, Aepuru R, Lee SY, et al. A review of the emerging approaches for developing multi-scale filler-reinforced epoxy nanocomposites with enhanced impact performance.
Polym. Compos. 2024,
45, 9647–9676. doi:10.1002/pc.28479.
[Google Scholar]
-
22.
Soon CF, Yee SK, Nordin AN, Rahim RA, Ma NL, Hamed ISLA, et al. Advancements in Biodegradable Printed Circuit Boards: Review of Material Properties, Fabrication Methods, Applications and Challenges.
Int. J. Precis. Eng. Manuf. 2024,
25, 1925–1954. doi:10.1007/s12541-024-01027-2.
[Google Scholar]
-
23.
Sakib MN, Iqba AA. Epoxy Based Nanocomposite Material for Automotive Application- A Short Review.
Int. J. Automot. Mech. Eng. 2021,
18, 9127–9140. doi:10.15282/ijame.18.3.2021.24.0701.
[Google Scholar]
-
24.
Oladele IO, Okoro AM, Omotoyinbo JA, Khoathane MC. Evaluation of the mechanical properties of chemically modified chicken feather fibres reinforced high density polyethylene composites.
J. Taibah Univ. Sci. 2018,
12, 56–63. doi:10.1080/16583655.2018.1451103.
[Google Scholar]
-
25.
Ru S, Zhao C, Yang S, Liang D. Effect of Coir Fiber Surface Treatment on Interfacial Properties of Reinforced Epoxy Resin Composites.
Polymers 2022,
14, 3488. doi:10.3390/polym14173488.
[Google Scholar]
-
26.
Liu Y, Lv X, Bao J, Xie J, Tang X, Che J, et al. Characterization of silane treated and untreated natural cellulosic fibre from corn stalk waste as potential reinforcement in polymer composites.
Carbohydr. Polym. 2019,
218, 179–187. doi:10.1016/j.carbpol.2019.04.088.
[Google Scholar]
-
27.
Hao X, Xu J, Zhou H, Tang W, Li W, Wang Q, et al. Interfacial adhesion mechanisms of ultra-highly filled wood fiber/polyethylene composites using maleic anhydride grafted polyethylene as a compatibilizer.
Mater. Des. 2021,
212, 110182. doi:10.1016/j.matdes.2021.110182.
[Google Scholar]
-
28.
Mina MF, Gafur MA, Ahmed AN, Dhar SA. Effect of Chemical Modifications on Surface Morphological, Structural, Mechanical, and Thermal Properties of Sponge-gourd Natural Fiber.
Fibers Polym. 2018,
19, 31–40. doi:10.1007/s12221-018-7199-3.
[Google Scholar]
-
29.
Shrivastava R, Parashar V. Effect of alkali treatment on tensile strength of epoxy composite reinforced with coir fiber.
Polym. Bull. 2023,
80, 541–553. doi:10.1007/s00289-021-04059-0.
[Google Scholar]
-
30.
Mir SS, Hasan SMN, Hossain MJ, Hasan M. Chemical Modification Effect on the Mechanical Properties of Coir Fiber.
Eng. J. 2012,
16, 73–84. doi:10.4186/ej.2012.16.2.73.
[Google Scholar]
-
31.
Romli FI, Alias AN, Rafie ASM, Majid DLAA. Factorial Study on the Tensile Strength of a Coir Fiber-Reinforced Epoxy Composite.
AASRI Procedia 2012,
3, 242–247. doi:10.1016/j.aasri.2012.11.040.
[Google Scholar]
-
32.
Pepi C, Pipistrelli ME, Gioffrè M. Random modeling of hemp fibers mechanical properties.
Compos. Part. A Appl. Sci. Manuf. 2024,
183, 108203. doi:10.1016/j.compositesa.2024.108203.
[Google Scholar]
-
33.
Yimlamai P, Chitbanyong K, Wanitpinyo K, Puangsin B, Nanta K, Khantayanuwong S, et al. Properties of mixture of hemp bast and softwood pulp for filter paper manufacture.
Heliyon 2024,
10, e25353. doi:10.1016/j.heliyon.2024.e25353.
[Google Scholar]
-
34.
Miled B, Kammoun S, Belyamani I, Cauret L. Manufacturing, characterization, and macromechanical modeling of short flax/hemp fiber-hybrid reinforced polypropylene.
Forces Mech. 2024,
15, 100269. doi:10.1016/j.finmec.2024.100269.
[Google Scholar]
-
35.
Kumar GS, Rathan A, Bandhu D, Reddy BM, Rao HR, Swami S, et al. Mechanical and thermal characterization of coir/hemp/polyester hybrid composite for lightweight applications.
J. Mater. Res. Technol. 2023,
26, 8242–8253. doi:10.1016/j.jmrt.2023.09.144.
[Google Scholar]
-
36.
John MJ, Indira KN, Geethamma VG, Shaji J, Thomas S. Coir and Hemp Fiber-Reinforced Polymer Composites. In Handbook of Engineering Biopolymers; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2007; pp. 285–309. doi:10.3139/9783446442504.010.
-
37.
ASTM D790-03; Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials 1. 2003. [Online]. Available online: www.astm.org (accessed on 10 November 2023).
-
38.
ASTM D2240-00; Standard Test Methods for Determining the Hardness of Soft and Hard Plastics. ASTM International: West Conshohocken, PA, USA, 2000.
-
39.
ASTM D5229M-12; Standard Test Method for Moisture Absorption Properties and Equilibium Conditioning of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2012.
-
40.
Gañán P, Mondragon I. Fique fiber-reinforced polyester composites: Effects of fiber surface treatments on mechanical behavior.
J. Mater. Sci. 2004,
39, 3121–3128. doi:10.1023/B:JMSC.0000025841.67124.c3.
[Google Scholar]
-
41.
Oladele IO, Olayinka MO, Adelani SO, Borode JO. Development of coconut fiber-corn cub ash hybrid reinforced polyvinyl chloride composites for shoe sole application.
J. Nat. Fibers 2022,
19, 11763–11776. doi:10.1080/15440478.2022.2044426.
[Google Scholar]
-
42.
Oladele IO, Odemilin OO, Adelani SO, Taiwo ASS, Olanrewaju OF. Synthesis and characterization of chicken feather derived rachis fiber-bamboo particulate hybrid reinforced epoxy composites for sustainable structural applications.
J. Responsible Prod. Consum. 2024,
1, 1–17. doi:10.1108/JRPC-10-2023-0006.
[Google Scholar]
-
43.
Nassar A, Younis M, Ismail M, Nassar E. Improved Wear-Resistant Performance of Epoxy Resin Composites Using Ceramic Particles.
Polymers 2022,
14, 333. doi:10.3390/polym14020333.
[Google Scholar]
-
44.
Atmakuri A, Palevicius A, Janusas G, Eimontas J. Investigation of Hemp and Flax Fiber-Reinforced EcoPoxy Matrix Biocomposites: Morphological, Mechanical, Hydrophilic Properties.
Polymers 2022,
14, 4530. doi:10.3390/polym14214530.
[Google Scholar]
-
45.
Pattnaik SS, Behera D, Das N, Dash AK, Behera AK. Fabrication and characterization of natural fiber reinforced cowpea resin-based green composites: An approach towards agro-waste valorization.
RSC Adv. 2024,
14, 25728–25739. doi:10.1039/D4RA03546A.
[Google Scholar]
-
46.
Chen Y, Wang N, Ola O, Xia Y, Zhu Y. Porous ceramics: Light in weight but heavy in energy and environment technologies.
Mater. Sci.Eng. R Rep. 2021,
143, 100589. doi:10.1016/j.mser.2020.100589.
[Google Scholar]
-
47.
Dhakal H, Zhang Z, Richardson M. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites.
Compos. Sci. Technol. 2007,
67, 1674–1683. doi:10.1016/j.compscitech.2006.06.019.
[Google Scholar]
-
48.
Wang W, Guo X, Zhao D, Liu L, Zhang R, Yu J. Water Absorption and Hygrothermal Aging Behavior of Wood-Polypropylene Composites.
Polymers 2020,
12, 782. doi:10.3390/polym12040782.
[Google Scholar]
-
49.
Nachippan NM, Alphonse M, Raja VB, Shasidhar S, Teja GV, Reddy RH. Experimental investigation of hemp fiber hybrid composite material for automotive application.
Mater. Today Proc. 2021,
44, 3666–3672. doi:10.1016/j.matpr.2020.10.798.
[Google Scholar]
 Timi B. Origbemisoye
1
Anuoluwapo S. Taiwo
1,3,*
Timi B. Origbemisoye
1
Anuoluwapo S. Taiwo
1,3,*