The global polymer market now more than 210 million tons, of which about 37% is polyethylene. The key trend over the last two decades has been the transition of polymer production to regions with cheap raw materials, which account for more than half of the cost of polyethylene. The largest producers of polyethylene are the USA and the Middle East (Saudi Arabia and Iran provide 42% and 26% of production in the region). More than half of the polyethylene produced in the world is included in foreign trade turnover. The volume of world trade in high-strength low-pressure polyethylene amounted to 21.5 million tons in 2015 [
1,
2,
3].
High-density polyethylene at low pressure is produced by suspension method by continuous polymerization of ethylene in an organic solvent at a pressure of 0.15–0.5 MPa and a temperature of 70–80 °C in the presence of Ziegler-Natta catalysts up to ethylene conversion rate of 98%. The rate of polymerization ethylene and the properties of the resulting polyethylene obtained of it depend on the concentration and activity of the catalyst, temperature and pressure of the process. The optimal temperature of polymerization is 70–80 °C; at its further increase the process speed sharply decreases due to catalyst decomposition. Increasing the pressure above 0.5 MPa leads to a significant acceleration of the process, which makes it difficult to remove heat and maintain the set regime.
Catalyst complex Al(C
2H
5)
2Cl·TiCl
4 is prepared by mixing solutions of diethylaluminium chloride and titanium tetrachloride in an organic solvent. The catalytic complex is easily destroyed under the influence of air oxygen and moisture, therefore polymerization is carried out in a nitrogen atmosphere in a dehydrated solvent. Pure hexane, cyclohexane and other hydrocarbons are usually used as a solvent (cost 5000–8000 euro/t), an alternative solvent is a light narrow low-octane gasoline fraction (cost 1000–2000 euro/t).
The gasoline solvent produced at the refinery content of impurities of aromatic and organosulfur impurities and water. These impurities can interact with the catalyst leading to the destruction of the catalyst complex and negatively affect the results of ethylene polymerization, therefore, when a positive analysis result is obtained for the presence of a reaction of the titanium tetrachloride with gasoline, gasoline cannot be used as an organic solvent in the production of high densitypolyethylene.
Numerous laboratory studies [
4,
5,
6,
7,
8,
9] have shown that it is possible to improve the quality of solvent by its adsorption purification. Deep purification of organic solvents can be carried out (provided) with the help of various adsorbents - natural and synthetic zeolites, silica gels, activated carbons and other solid absorbers, which differ significantly both in adsorption activity and cost [
10,
11,
12,
13,
14,
15]. For example, the adsorption of benzene on zeolite (136 mg/g) is 1.42 times greater than on activated carbon (96 mg/g) [
14]. The adsorption purification of solvents in most works is studied on binary systems, the coadsorption of impurities significantly complicates both the experiment and the processing of its results [
8,
9,
11,
12,
14,
15]. Some particular answers to the questions of solvent gasoline purification can be found in the works [
7,
13,
15], however, in each of them the adsorption of one of the impurities (for example, water or aromatic hydrocarbon), that must be adsorbed together is considered. This situation significantly complicates the experiment, since the adsorption of one component, for example, water, can complicate (limiting) the sorption of others, for example, aromatic components, at the same time the concentration of each component is of great importance [
16,
17].
Numerical results of laboratory studies (for example, the dynamic activity of the adsorbent for the extracted component) cannot be directly used for the design of industrial adsorption plants [
18,
19,
20,
21,
22]. This is due to the fact that the conditions of the experiment (the size of the sorbent layer, the speed of movement of the cleaned stream between its granules) are incompatible with the parameters of industrial devices, usually only 5–20 g of zeolite or activated carbon are placed in a laboratory adsorber 10–15 cm high [
12,
18]. A correct transition from the results obtained in a small laboratory installation to the calculation and design of an industrial device is impossible without the use of mathematical modeling methods, however, as shown in [
23], the main effort to date has been devoted to developing methods for studying pure-component adsorption in many different zeolitic frameworks (Table 1). The next step should be to focus on binary mixture predictions.
The aim of this work is to analyze the results of adsorption purification of solvent gasoline on a pilot plant, which is an element of an industrial adsorber.
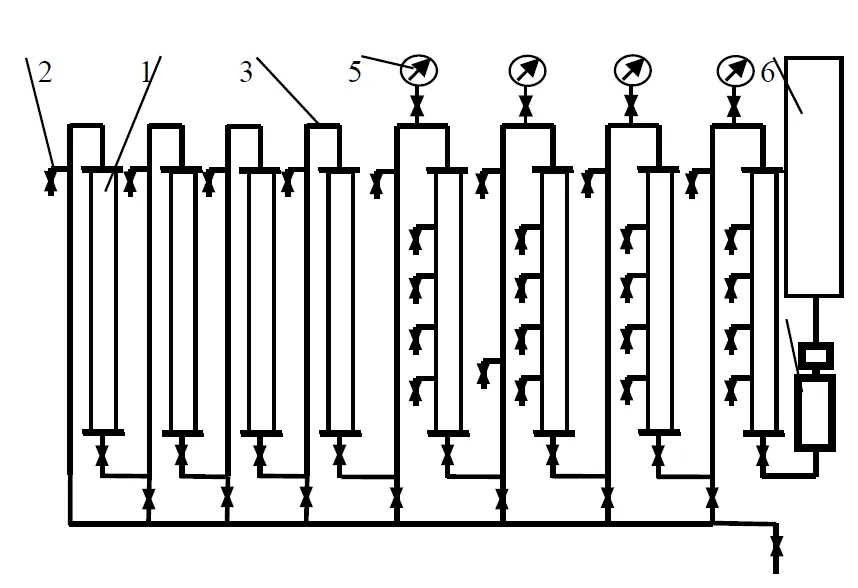
Adsorption purification of solvent gasoline with zeolites was carried out on a direct-flow pilot plant (). The pilot plant allowed for the purification of liquid raw materials in system from a sequence of one to eight steel apparatuses with the height and diameter of the adsorbent layer in each adsorber, respectively, 1 m and 51.6 mm. The adsorber in the lower part had a grid with a mesh to fix the adsorbent layer and in the upper part—a grid to prevent the removal of the adsorbent. Samplers at the outlet of the cleaned stream from each adsorber and every 200 cm on the first four adsorbers allowed us to evaluate the dynamics of adsorption and to fix the movement of the (length of the mass transfer zone along the adsorbent layer) 1.1–1.2 kg of adsorbent was loaded into each adsorber.
All the devices of the unit (adsorbers, pump, containers for raw materials and purified solvent, each of which had a volume of 1 m
3) were connected to each other by steel pipes. When using an adsorbent with a diameter of less than 5 mm, the wall effect could be neglected when analyzing the adsorption process. Raw materials were supplied for cleaning using a plunger pump with adjustable capacity, the maximum pump capacity was 63 liters/hour of solvent. The experimental installation was an element of an industrial adsorber with a height of about 9.5 m with eight perforated adsorbent shelves (the height of the adsorbent layer on the shelf is 1 m) and a shelf distance of 1.15 m.
. Scheme of pilot installation of adsorption purification of gasoline-solvent 1—adsorber, 2—sampler, 3—overflow system, 4—pump, 5—pressure gauge, 6—raw material tank.
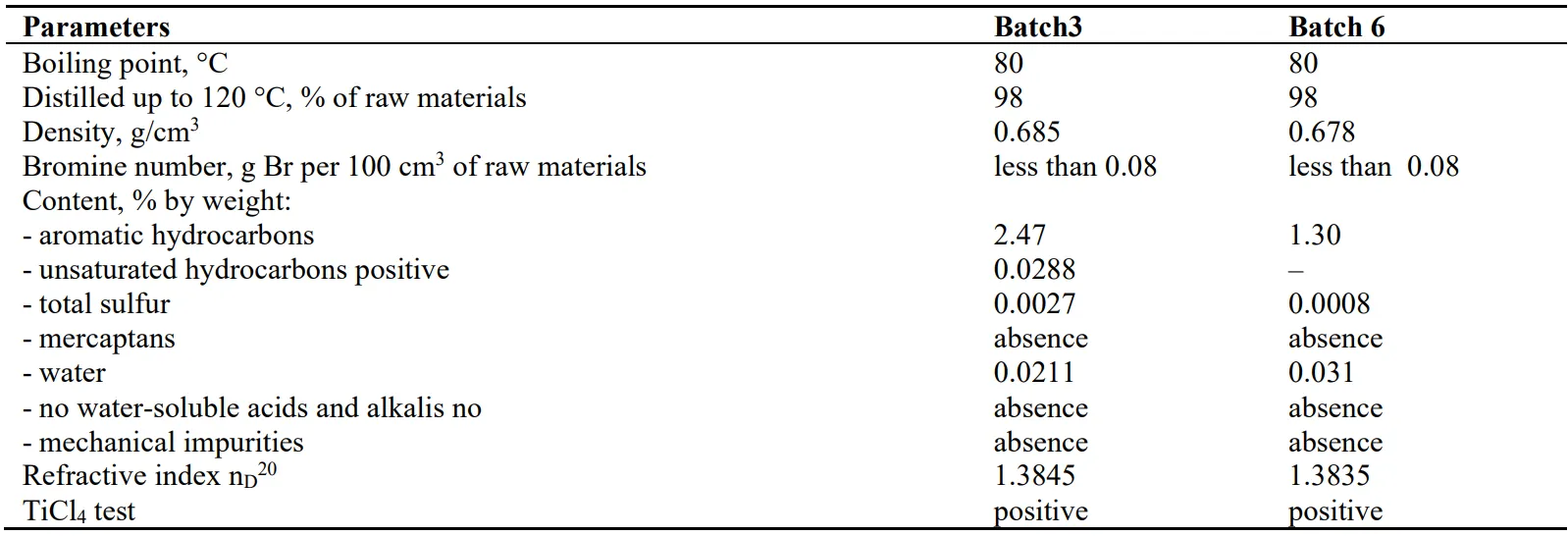
The feedstock (benzene fraction 80–25 °C) contained, in addition to paraffin hydrocarbons, impurities of aromatic and unsaturated hydrocarbons, sulfur-containing organic matter and water (Table 1). The analysis of the content of these impurities in raw materials and purified products was analyzed by standard methods in a certified laboratory. A qualitative assessment of ensuring the necessary depth of purification of raffinate from impurities was performed by analyzing a sample for testing interaction with TiCl4—in case of negative result in a qualitative solvent within 24 h transparency is preserved and there is no appearance of sediment particles. If it was necessary to take a large number of samples, for example, when studying the movement of the adsorption front along the height of the adsorbent layer, the quality of feedstock purification was evaluated by the value of the refractive index, so as not to violate or distort the hydrodynamics of the flow due to the selection of a large volume of the selected product for sampling.
Due to the large consumption of raw materials in the experiments (more than 100 liters per experiment), the adsorption purification of several batches of raw materials with different concentrations of impurities was investigated. Table 1 shows the characteristics of two batches of raw materials, the adsorption purification of which is discussed in this article.
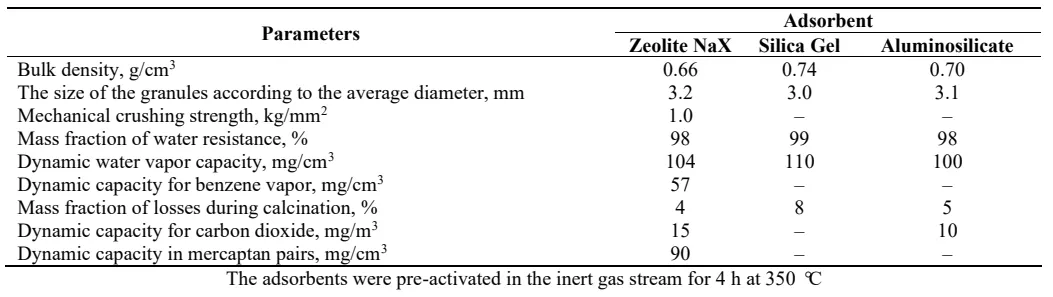
To select an adsorbent for the study of gasoline solvent purification at the pilot plant, the process was tested on aordinare laboratory installation on the adsorbents: zeolite, silica gel and aluminosilicate, the characteristics of which are given in Table 2.
Table 1. Characteristics of the feedstock.
Table 2. Characteristics of the adsorbents.
Adsorption purification of solvent gasoline showed (Table 3) that silica gel at a layer height of 150 mm at a low flow rate of feed could not provide the necessary depth of gasoline purification, at which the test on TiCl
4 becomes negative. Aluminosilicate under 4 times more stringent sorption conditions allowed to achieve the required depth of solvent purification (raffinate). Experiments showed (Table 3) that the best results were obtained on zeolite NaX. That adsorbent is three times more effective than an aluminosilicate at three times the flow rate and 287 cm
3 of raffinate was obtained.
Therefore, zeolite NaX was adopted as the base material for further improvement of the gasoline solvent purification process at the pilot plant.
Table 3. Comparative efficiency of adsorbents in deep cleaning of gasoline-solvent.
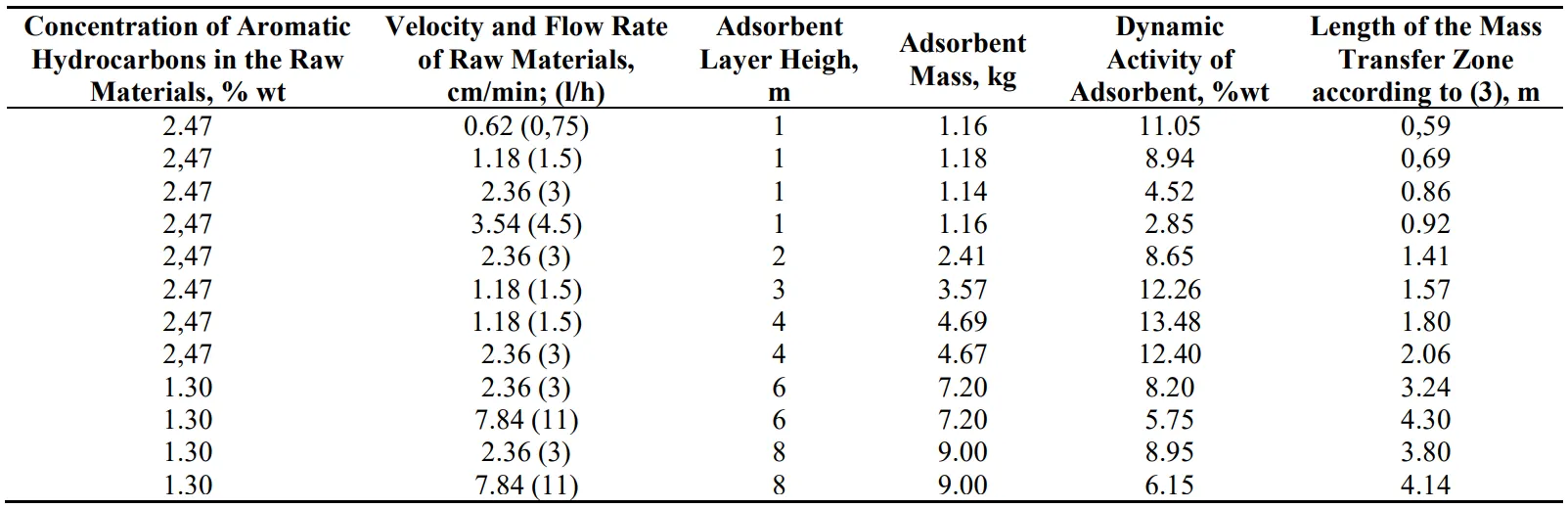
During experiments on the adsorption purification of gasoline-solvent atvariation of the composition of raw materials, rate and adsorbent layer height, the dynamics of the process was considered with fixing changes in the concentrations of extracted impurities (Table 4) and calculation of the main final parameters:
• the total dynamic activity of adsorbent
ae, characterizing the potentialities of the process,
• working dynamic activity of adsorbent
ab, characterizing the operational capabilities of the process,
• the length of the mass transfer zone
L0, which provides the possibility of modeling the process.
The calculation of
ab,
ae and
L0 can be performed according to the equations:
where
M is the number of raffinate samples taken from the system from the beginning of the experiment up to the unacceptable level of slip of the removed impurities in the urified product at the outlet of the absorber,
N is the number of raffinate samples taken from the system from the beginning of the experiment to the appearance of the feedstock at the outlet of the adsorber,
vi and
pi are, respectively, the volume (cm
3) and density (g/cm
3) of the
i-th sample,
C0j and
Cji are, respectively, the concentration of the
j–thsorbed component (g/cm
3) in the raw material and in the
i-th sample,
G is the mass of the adsorbent in the system (g) and
f is the symmetry factor of the output curve of the adsorption dynamics.
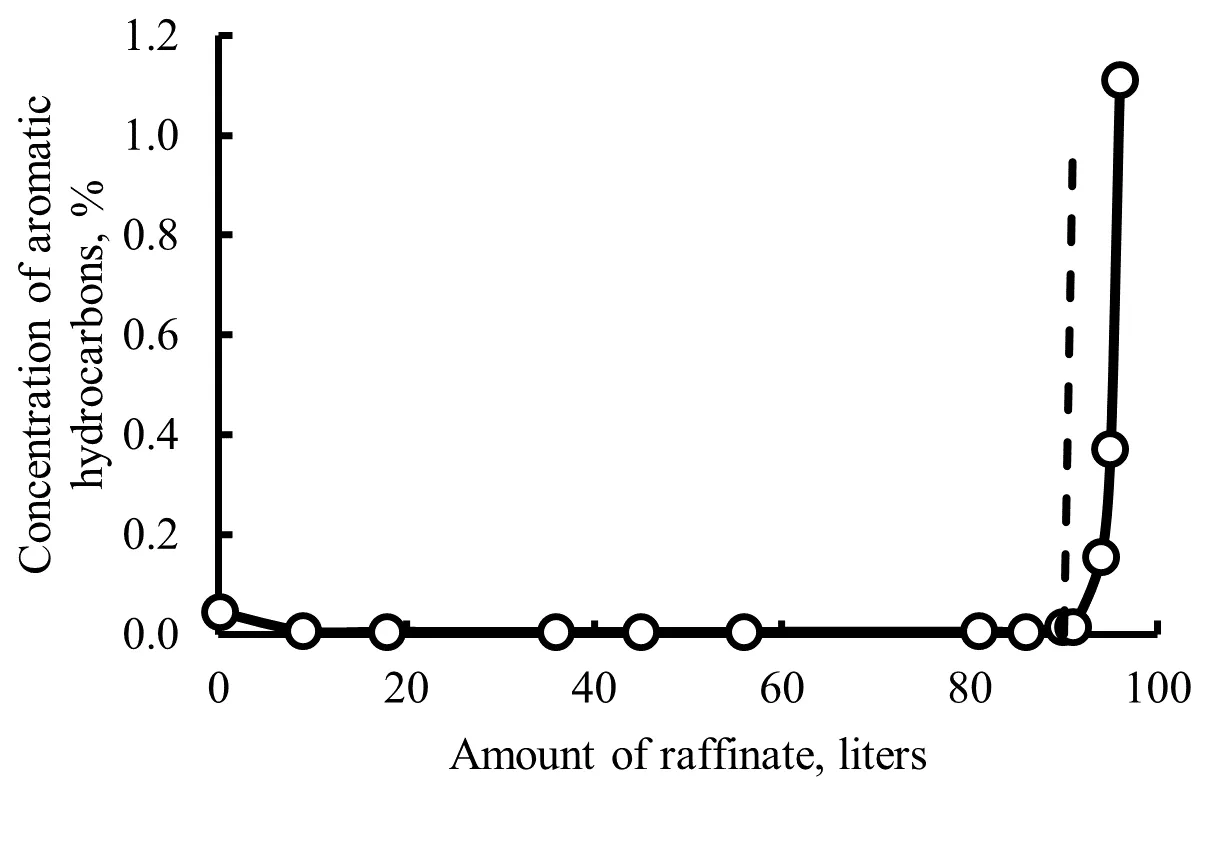
For construction of correct output curves of adsorption dynamics and subsequent calculation of the main characteristics of adsorption dynamics in a large series of experiments it is necessary to continuously sampling of small-volume samples of raffinate with constant analytical monitoring for a long time. So, for example, liquid-phase adsirption process cleaning the gasoline solvent lasted more than 11 h when cleaning of the solvent of batch 6 at a feed flow of 3 L/h (the linear velocity flow rate per free section of the adsorber is 2.36 cm/min) on a system of three adsorbers with a total zeolite layer height of 3 m (Table 4). At the same time, the content of impurities in the raffinate during almost time of the experiment, almost did not change and only at the end of the process began to increase. A similar situation was observed in all experiments at the pilot plant (, Table 5).
Experiments have shown that the content of the impurities to be removed in the purified gasoline-solvent is unambiguously the same regardless of the composition of the feedstock. (Table 5).
Table 4. Dynamics of changes in the quality of purified gasoline-solvent (batch 6) at the height of the zeolite layer of 3 m.
Table 5. Summary characteristics of gasoline-solvent purification at the pilot plant.
. Dynamics of solvent gasoline purification (batch 6) in the system with the zeolite NaX layer height of 8 m at a raw material flow rate of 2.36 cm/min (the dotted line is the boundary of obtaining high-quality raffinate).
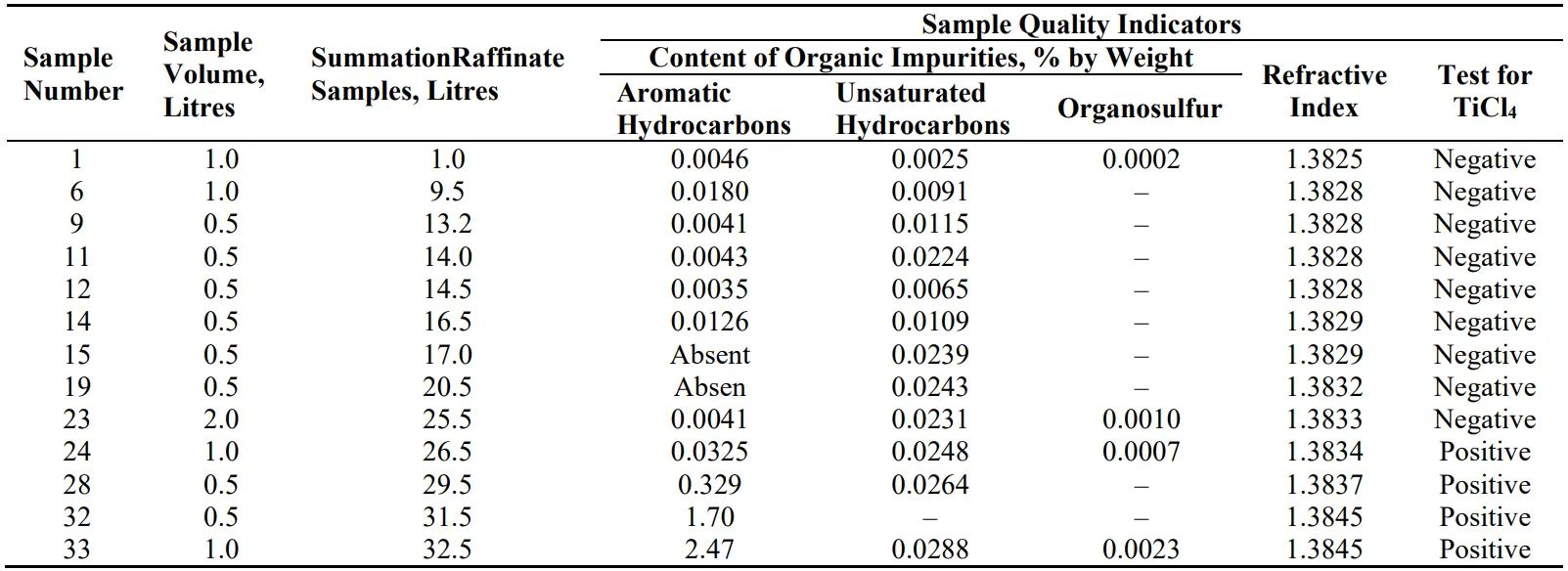
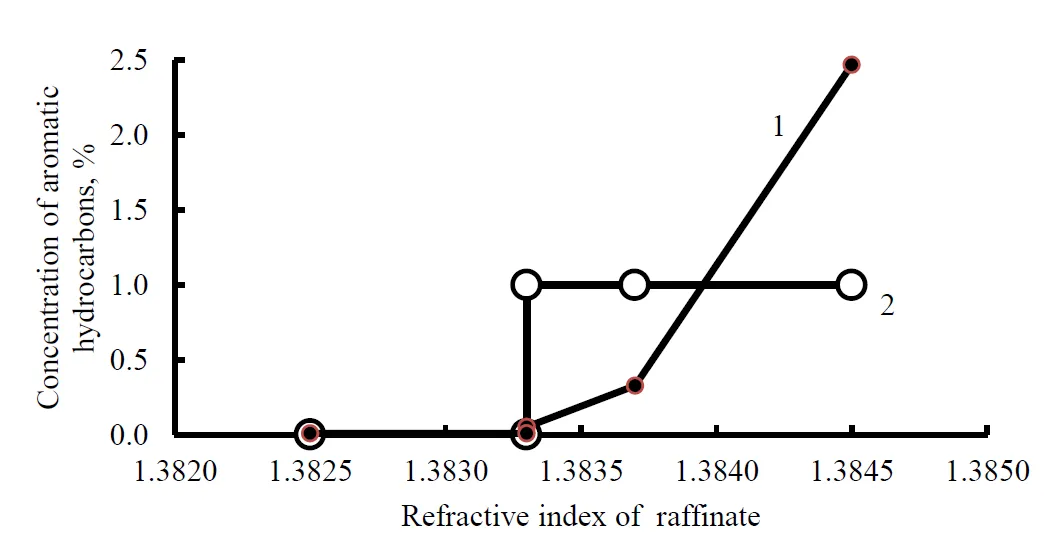
The analysis of the conditional breakthrough of adsorbed impurities into the raffinate, i.e., its transition from qualittative to a low-quality product during the joint sorption of several components of different nature, is quite difficult, therefore, the appearance of a positive TiCl
4 reaction with the next sample of the purified raffinate was accepted as a point of conditional breakthrough or slip of impurities into raffinate. This position correlates well with a sharp jump in the concentration of aromatic hydrocarbons in the raffinate and its refractive index ().
. To determination the point of the conditional breakthrough during the purification of gasoline-solvent by the concentration of aromatic hydrocarbons in the raffinate (1), the refractive index and the qualitative test for TiCl4 (2): if test is “Positive” then 〇 = 1, if test is “Negative” then 〇 = 0.
Continuous long-term experiments on the pilot plant of the adsorption purification process, which were out practically at industrial parameters, could rarely be brought to full saturation of the adsorbent due to the duration of the experiments (more than 12 h), so the total dynamic activity of the adsorbent in the first approximation determined analytically. The total dynamic activity of the adsorbent ae corresponds to the concept of the total Langmuir adsorption isotherm. Since the zeolite predominantly adsorbed aromatic hydrocarbons, mainly benzene, during the purification of gasoline-solvent, the calculation as was based on the benzene excessive (by Gibbs) adsorption isotherm as
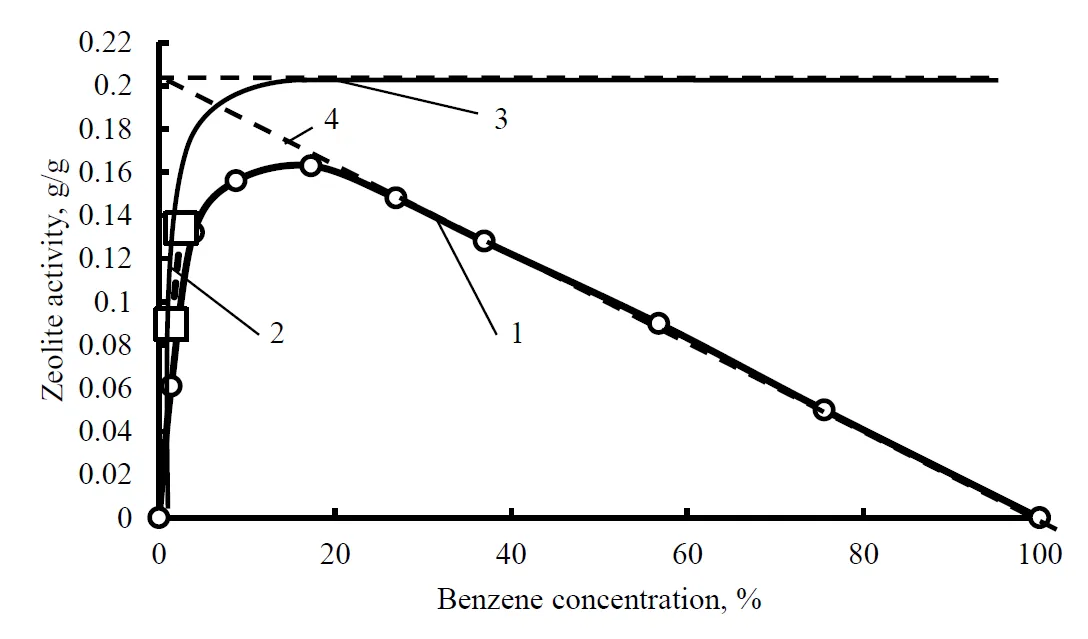
ab, (working dynamic activity of adsorbent) which practically coincides with the benzene excessive adsorption isotherm which was obtained during the investigation of the adsorption separation of a model benzene-n-hexane mixture in static condition in a wide range of benzene concentrations [
24] (). In liquid-phase adsorption, the total activity of the adsorbent is significantly higher than the value of excessive adsorption in the region of low concentrations of the sorbed substance in the solution, and in the first approximation, it can be considered as the total dynamic activity
ae.
The continuation of the downward branch of the excessive adsorption isotherm descending to 100% at the crossing of the ordinate axis allows us to determine the position of the maximum total activity of the adsorbent, which lies in the area of high concentrations of the adsorbtive (, dashed line 4). also shows a dashed line 2, constructed according to experimental data of solvent purification for two different impurity compositions (batches 2 and 3) on a pilot plant with an adsorbent layer height of 4 and 8 m at the lowest feed flow rates, when the working dynamic activity of zeolite approaches to total dynamic activity. This line can be characterized as an isotherm of dynamic activity. Such an isotherm is located in the space between n the Langmuir and Gibbs isotherms. Its specific position is determined by the highest height of the adsorbent layer and the lowest flow rate in the adsorber.
According to the Langmuir adsorption isotherm, the values of the total dynamic activity of ae were taken for the concentrations of aromatic hydrocarbon impurities in the solvent 2.47% and 1.3% by weight, which amounted as 17% and 13% by weight, respectively, and the length of the mass transfer zone was calculated according to equation (3) with the value of the symmetry factor 0.5 (Table 6).
. Construction of the total (complete) isotherm of adsorption of aromatic hydrocarbons by zeolites under dynamic conditions according to the data of the isotherm of excessive adsorption from the liquid phase under static conditions. 1—isotherm of excessive adsorption of benzene from a solution in hexane under equilibrium static conditions, 2—isotherm of adsorption of aromatic hydrocarbons before their conditional slip into the raffinate for two batches of raw materials, 3—potential full activity of the sorbent, 4—total isotherm of sorption of aromatic hydrocarbons.
Table 6. Results of solvent purification at the pilot plant with NaX zeolites.
Sampling of raffinate simultaneously from samplers placed at different levels of the adsorbent layer () made it possible to estimate the length of the mass transfer zone, the shape of the adsorption front and the nature of its movement along the height of the adsorbent layer during the purification of gasoline-solvent by the value of refractive index ().
. The movement of the adsorption front along the height of the adsorbent layer of 8 m during the purification of gasoline-solvent (batch 6) at a flow rate of 7.84 cm/min (4.7 m/h) for different fixation time of the front τ: 1—τ = 3.5 h, 1—τ = 3.5 h, 2—τ = 5.5 h, 3—τ = 7.5 h, 4—τ = 7.75 h, 5—τ = 8.75 h, 6—τ = 9.75 h, 7—τ = 11.75 h.
As follows from , during the first hours of operation of the adsorbent layer, the formation of an adsorption front is observed from the initial linear to S-shaped (line 1), which further moves in parallel along the height of the zeolite layer (lines 2–6). The value of the symmetry factor of the adsorption front is close to 0.5, which is typical for adsorption from the liquid phase. During the final stage of purification, the adsorption front is distorted (line 7), perhaps this is due to the slip of a part of the crude and his mixing with the refined due to the absence of an "overlying" adsorbent layer. The observed length of the mass transfer zone
L0 in this experiment is about 4 m, which is in fairly good agreement with the value
L0 = 4.14 m calculated analytically for the conditions of this experiment (Table 6).
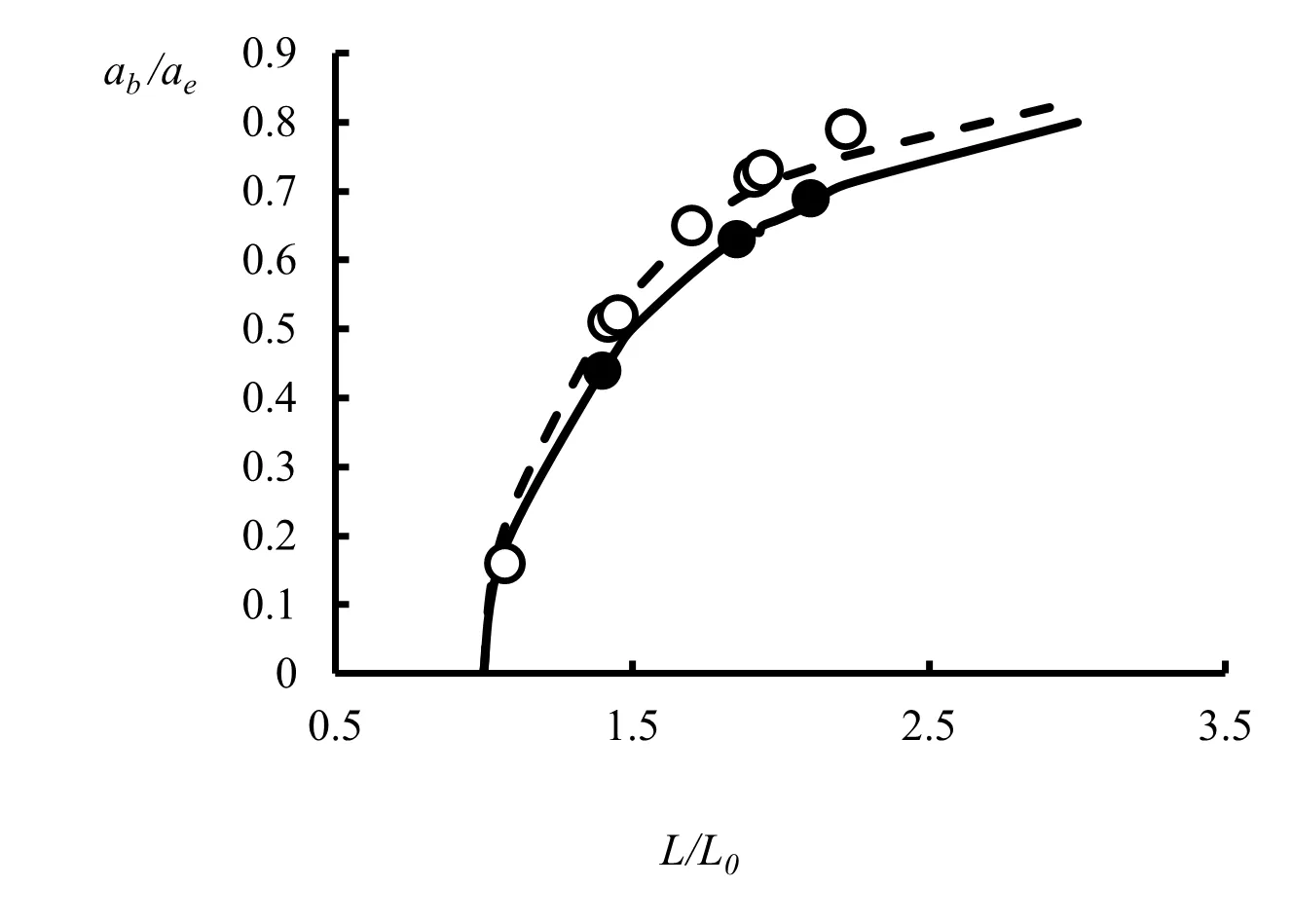
The transformation of equation (3) allows us to obtain the dependence
which characterizing the relationship between the completeness of the use of the potential sorption properties of the adsorbent
ab/
ae and the technological efficiency of the device
L/
L0. This dependence is valid for any technological conditions of the process. Usually, when impurities are adsorbed from the liquid phase by zeolites,
f = 0.4–0.5.
On the (solid line) shows the results of calculating of the dependence (4) for experiments on cleaning of gasoline-solvent (batch 6) at a value of the symmetry factor
f = 0.5, adopted earlier for calculating the length of the mass transfer zone (Table 6). The calculation results according to equation (4) are in good agreement with the experimental data.
On the also shows the results of the analytical calculation of any arbitrary adsorption process according to equation (4) at a value of
f = 0.4 (dashed line) and experimental data for raw materials batch 3. The array of calculated values of the length of the mass transfer zone for various types of raw materials (a two-fold change in the concentrations of extracted impurities), velocities of the purified flow (an eleven-fold change in velocity) and the heights of the adsorbent layer (an eight-fold change in height) and the values of the dynamic activity of the adsorbent experimentally determined for these conditions are well enough correlate fairly well with the theoretical dependence (4).
The technical conditions for cleaning gasoline solvent at the pilot plant-flow rate 0.62–7.84 cm/min, adsorbent layer height 1–8 m-correspond to the operating conditions of industrial adsorbers. For example, in the case of industrial dearomatization of hydrocarbons with silica gel, the process is carried out in adsorbers with a silica gel layer height of 4.5 m at a flow rate of 6 cm/min. In this way, the results of the study of the process gasoline-solvent purification at the pilot plant can be directly used for the designing of an industrial plant without a large-scale transition.
Tests of gasoline-solvent purified at the pilot plant in the process of ethylene polymerization at low pressure confirmed the high quality of gasoline purification and the possibility of its further use with preserving the properties of the produced polyethylene and the consumption of the catalyst.
Not applicable.
Not applicable.
The author declare that he has no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.