1. Introduction
Cutting processing refers to a processing method that uses cutting tools to remove excess material layers on the workpiece so that the workpiece obtains the specified geometric shape, size and surface quality. This process is usually coupled with multiple mechanisms such as force and thermal [
1,
2]. Time-varying factors during the machining process, sudden changes in the direction of cutting force [
3], tool vibration [
4], tool wear and damage [
5] and other factors will significantly affect the surface integrity of the material, causing the workpiece to fail to meet qualified standards. Most of the influencing factors in the cutting process are directly related to the cutting tools. Therefore, the cutting tool, as the most active factor in the cutting process, must receive great attention.
With the deep integration of informatization and industrialization, automated processing has become a development trend in the manufacturing field. Therefore, tool condition monitoring (TCM) technology has attracted the attention of many scholars because it helps identify abnormal conditions such as tool wear and surface roughness in machining. It is an important technical guarantee for realizing manufacturing automation and even unmanned manufacturing [
5,
6]. According to research reports, downtime and economic waste during cutting process are partly attributed to cutting tool failure, so the research and application of TCM technology is crucial [
7,
8].
With the research for decades, TCM technology has formed a relatively complete research system [
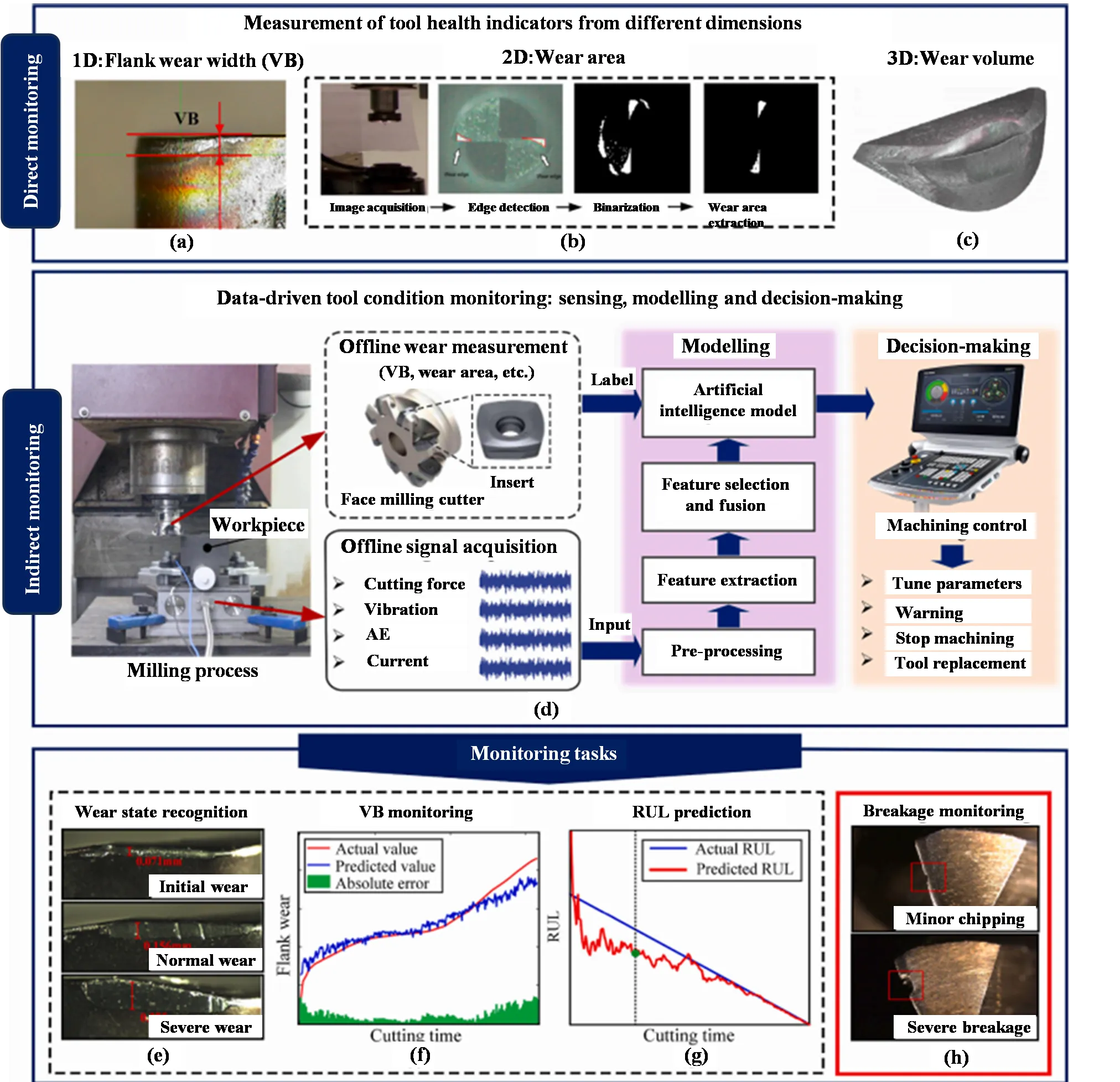
9]. The shows two main methods of TCM technology [
10]: direct monitoring and indirect monitoring. In the direct monitoring method, the output variable is directly measured on the surface of the workpiece. It mainly obtains data through machine vision or digital image processing technology [
11], such as flank wear width in one dimensional (VB) [
12,
13,
14], wear area in two dimensional [
15,
16] and wear volume in three dimensional [
17] (a–c). The main advantage of the direct monitoring method is that there is no interaction between the measurement system and the measured surface and does not affect the stiffness of the system. The main disadvantage is that the measurement system is affected by factors such as cutting fluid, chip, and light conditions, resulting in a low predictability of the online monitoring process. At the same time, a large amount of computing resources is required to process the data generated by the industrial camera [
18]. For the direct monitoring method, in-depth research can be conducted in the future on how to observe the cutting tool, the machined surface, and image processing technology clearly and accurately.
. Schematic diagram of tool condition monitoring technology [
10].
In contrast to direct monitoring methods, indirect TCM technology mainly includes three stages: signal acquisition, feature extraction and selection, and tool status recognition [
19]. Signal acquisition is the first step in the TCM system. How to collect cutting process parameter information quickly, reliably, and accurately has been receiving widespread attention from scholars. Designing and developing sensing devices that meet application requirements is a necessary condition for realizing intelligent monitoring of the cutting process. It is one of the key technologies to realize intelligent manufacturing. In response to the various signal measurement needs during the cutting process, various technical solutions and measurement methods have been proposed one after another, and the corresponding types of sensors and detection devices are also diverse [
20]. Many researchers use different sensors to analyze force signals [
21,
22,
23], vibration signals [
24,
25,
26], acoustic emission information [
27,
28,
29], acoustic signals [
30] and current signals [
31,
32] during the machining process. Signals are collected, then analyzed through various intelligent algorithms, and artificial intelligence models are used to make decisions to effectively control the cutting process (d). The accurate selection of sensors and the reasonable design of detection devices will ensure the collection of high-quality data and lay a good foundation for subsequent feature extraction and selection and tool status identification.
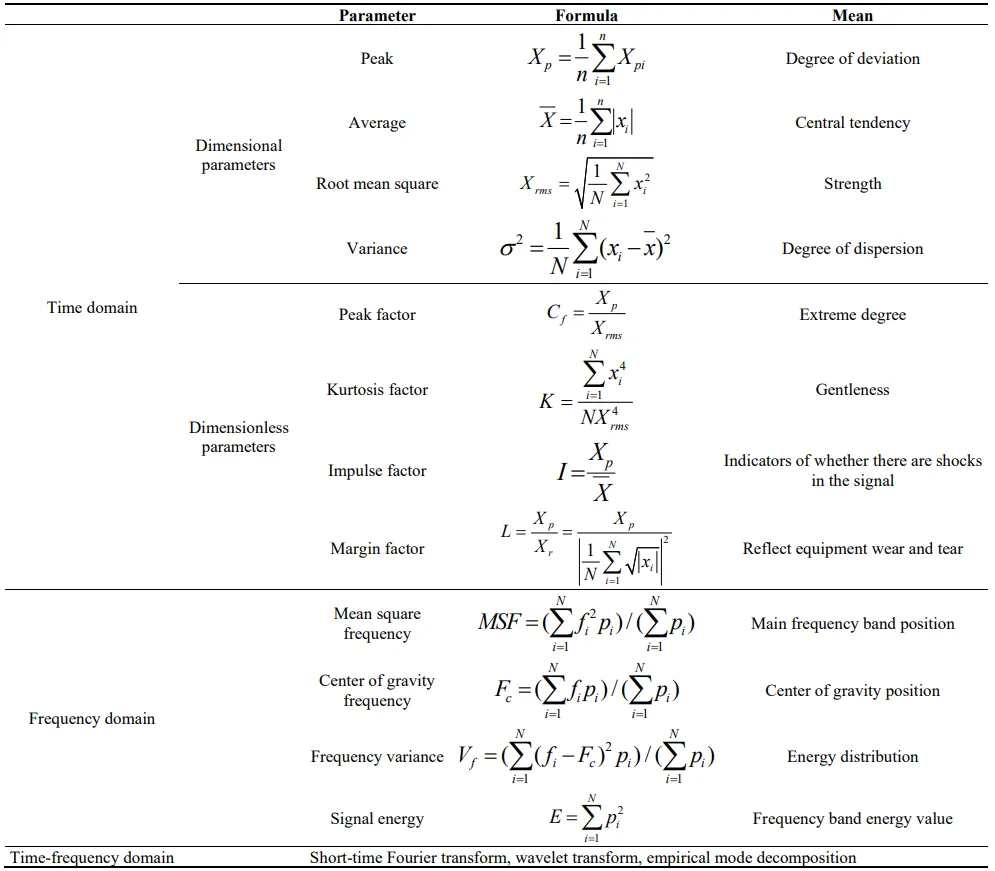
The feature extraction and selection stage use various methods to extract important features that are closely related to cutting tool from the collected initial signals. The time domain analysis method extracts feature closely related to the tool from the time series of the signal. It has low computational cost and is easy to understand [
33]. The frequency domain analysis method uses fast Fourier transform to convert the signal from the time domain to the frequency domain, which will extract the tool status information from the frequency structure and harmonic components of the signal [
34]. The time-frequency analysis as a powerful tool to analyze non-stationary signals during the machining process. It can simultaneously analyze signal information in the time domain and frequency domain, and can accurately describe the changes in frequency domain information over time. The most used time-frequency analysis algorithms include short-time Fourier transform [
35], wavelet transform [
36] and empirical mode decomposition [
37]. In the tool identification stage, neural networks, fuzzy clustering, hidden Markov models, support vector machines and other methods will be used to make decisions on tool status. [
34,
38,
39].
Regarding TCM tasks, research areas mainly focus on three major categories: tool wear state recognition [
40,
41,
42,
43], VB monitoring [
44,
45,
46,
47,
48], and tool remaining useful life prediction (RUL) [
49,
50,
51,
52]. In the past few decades, many researchers have conducted extensive research on TCM technology on basic principles, key technologies and industrial applications, and have achieved considerable academic results. For example, Byrne et al. [
53] provided a seminal overview of TCM systems in industrial applications. Dutta et al. [
18] and Kurada et al. [
54] described the direct monitoring method, one of the mainstream methods of TCM technology, in terms of machine vision and digital image processing technology respectively. Teti et al. [
55] described the latest research on TCM technology, and introduced multi-sensor fusion technology and applications. Meanwhile, Teti et al. [
56] discussed the processing monitoring key technologies under Industry 4.0. With the development of artificial intelligence and deep learning, researchers use various algorithms and models for feature extraction, classification and tool status decision-making. At the same time, they conduct a lot of research with the goal of high-quality data processing and high model performance [
57,
58,
59].
Looking at the published literature, most researchers have conducted a lot of research on the second and third stages of TCM technology, that is, signal processing and state identification, and less research on how to adopt high-quality signals. High-quality signal data can more accurately reflect the real cutting process, providing a strong guarantee for subsequent feature extraction and status identification. From the initial single-sensor collection and multi-sensor fusion collection to the current wireless sensor collection and intelligent toolholder collection, these technologies have ensured the collection of high-quality data.
This article launches a systematic discussion around the keyword “intelligent tool holder”. Section 2 explains the structural design of intelligent tool holder for different physical signal monitoring. The processing status monitoring technology based on intelligent tool holder is elaborated in Section 3, including data monitoring of cutting force signals, cutting vibration signals, cutting temperature signals, etc. Section 4 will discuss the application of intelligent tool holder in tool status monitoring and surface topography prediction. Conclusions and prospects are given in Section 5.
2. Structural Design of Intelligent Tool Holder
At present, the concept of intelligent tool holder is not clearly defined. In this article, when the traditional tool holder has the function of sensing cutting process parameter information, it is called an intelligent tool holder. At present, the used widely sensors in the cutting process are wired and fixed. For example, if the sensor is pasted directly on the workbench, workpiece, fixture, and spindle shell, the signal is transmitted to the PC collection card through the data cable. However, this type of installation method has many disadvantages, restricting the size and shape of the workpiece, additional workflow, signal attenuation, etc., which causes huge hinders to signal monitoring. To solve this problem, sensor integration technology has begun to enter the field of vision of researchers. Many scholars have begun to integrate the sensor on the machine spindle or tool holder. Compared with changing the machine tool structure, it is easier to change the tool holder structure and it can be used between different machine tools. The intelligent tool holder is a function enhancement and design improvement of the standard tool holder. When the standard tool holder structure is modified, the rigidity of the tool holder will decrease. Therefore, two aspects need to be considered when modifying the standard tool holder structure. On the one hand, the modified tool holder cannot affect the normal operation of CNC machine tool, and the degree of influence on the cutting process needs to be minimized. On the other hand, the sensitivity and stiffness of structure are always in conflict, so the two indicators need to be balanced when tool holder structure is designed.
2.1. Intelligent Tool Holder Structure Suitable for Cutting Force and Torque
Cutting force is one of the basic signals that reflects cutting process information. It is related to tool wear assessment [
60], chatter prediction [
19], chip shape classification [
61], tool parameters [
62], process parameter optimization [
55], etc. are closely related, so accurate collection of cutting forces is extremely important. The benchtop dynamometer is one of the most used methods for measuring cutting force, and its sensing structure is usually designed as an octagonal ring or triangular ring structure. However, when using a benchtop dynamometer, the workpiece must be mounted on the dynamometer, which is usually destructive in nature, so this force dynamometer cannot be widely used in production lines. To solve the problems of large size and destructive installation of desktop force testers, many researchers focus on the sensors and use various force sensors to collect cutting force signals, such as resistive sensors, piezoelectric sensors, capacitive sensors, etc. The sensor installation locations are mainly concentrated on the workpiece, spindle, workbench, and fixture.
2.1.1. Sensor-integrated Spindle
Albrecht et al. [
63] placed a capacitive sensor at the outer end of the spindle to indirectly measure the cutting force by measuring the change in the gap between the sensor and the spindle, while Martin et al. [
64] designed a device consisting of eight pressure sensors. A force ring dynamometer composed of electrical sensors is integrated on the machine tool spindle for measuring three-dimensional cutting forces and fault diagnosis during the machining process. These methods will not only lead to changes in the spindle structure, but also lead to inaccuracies in cutting force signal monitoring due to factors such as processing noise and spindle vibration, and poor promotion in production lines.
2.1.2. Sensor-integrated Tool Holder
Therefore, to improve this disadvantage, researchers have turned their attention to the tool holder, they used sensor technology and signal transmission technology to design intelligent tools/tool holder with the function of sensing parameter information in cutting process. A cutting force-sensing intelligent turning tool based on resistance strain gauges was developed [
65]. In this reference, Zhao et al. installed the turning tool in a mutually perpendicular octagonal ring spring sleeve (see a), and pasted the resistive strain gauge on the surface of the octagonal ring elastic sleeve (see b), three-dimensional cutting force during turning can be calculated. The static calibration and impact modal test results show that the developed intelligent turning tool has excellent accuracy and good natural frequencies, namely, 1147 Hz, 1122 Hz, and 2025 Hz. Since the first-order natural frequency of the designed device should be at least 3–4 times greater than the excitation force frequency [
66], the intelligent turning tool can perform cutting under continuous high-speed cutting conditions where the spindle speed does not exceed 17,205 r/min.
Cutting force measurement in the milling process is more complex than that in turning. In addition to structural stiffness, more factors need to be considered when designing the tool holder structure, such as sensor installation location, circuit design, etc. Muhammad Rizal et al. [
67] designed, manufactured, and tested a new strain gauge-based rotary force measurement intelligent toolholder. The force-sensing structure in the reference was designed as a symmetrical four-arm beam type (see c), 24 strain gauges were placed on force-sensing structure and cutting force channels in each direction adopt a Wheatstone bridge (sed d). The maximum spindle speed allowed is 5000 rpm. At the same time, an inductive telemetry transmitter unit was integrated into the tool holder to transmit cutting force signals via wireless telemetry technology. The device is suitable for rotating spindle, such as milling and drilling.
In addition to integrated strain sensors, piezoelectric sensors [
68,
69], capacitive sensors [
70], PVDF piezoelectric films [
71] and surface acoustic wave resonators [
72] have also attracted the attention of researchers and integrated them into tool holder, design a qualified tool holder structure according to the standard, and then measure the cutting force during the machining process.
. Different types of tool holder structures for cutting force/torque detection [
65,
66,
67].
Vibration signals during machining also contain rich useful information that can reflect cutting status, and can be used for research on tool status identification [
73], machining quality prediction [
74], and chatter prevention and suppression [
75]. In the same way as cutting force measurement, researchers also use sensors to detect vibration signals. Sensors used for vibration signal measurement are mainly divided into displacement type, velocity type and acceleration type according to the different physical quantities being monitored. Sensors are selected according to the vibration signals of different working conditions.
2.2.1. Wired Sensing System
Wired sensors are widely used in industry due to their ease of use and the absence of additional tooling. Wired sensors are usually installed on the side wall of the machine tool spindle, the workpiece, and the workbench. However, the sensors installed on the spindle and workbench are far away from the cutting area, and the vibration signal is easily attenuated during the transmission process, and due to noise factors and spindle vibration factors lead to low accuracy and poor precision of the vibration signals collected. The way the sensor is installed on the workpiece will have a certain impact on the cutting process. In order to solve the problem of vibration signal attenuation, some researchers have proposed an indirect measurement method. Liu et al. [
76] measured vibration signal by placing an acceleration sensor on tool holder, and then calculated the tool tip vibration indirectly based on the vibration transfer function. However, this method does not eliminate the influence of rotating axis, and the wired sensing will still have a certain impact on the cutting process.
2.2.2. Wireless Sensing System
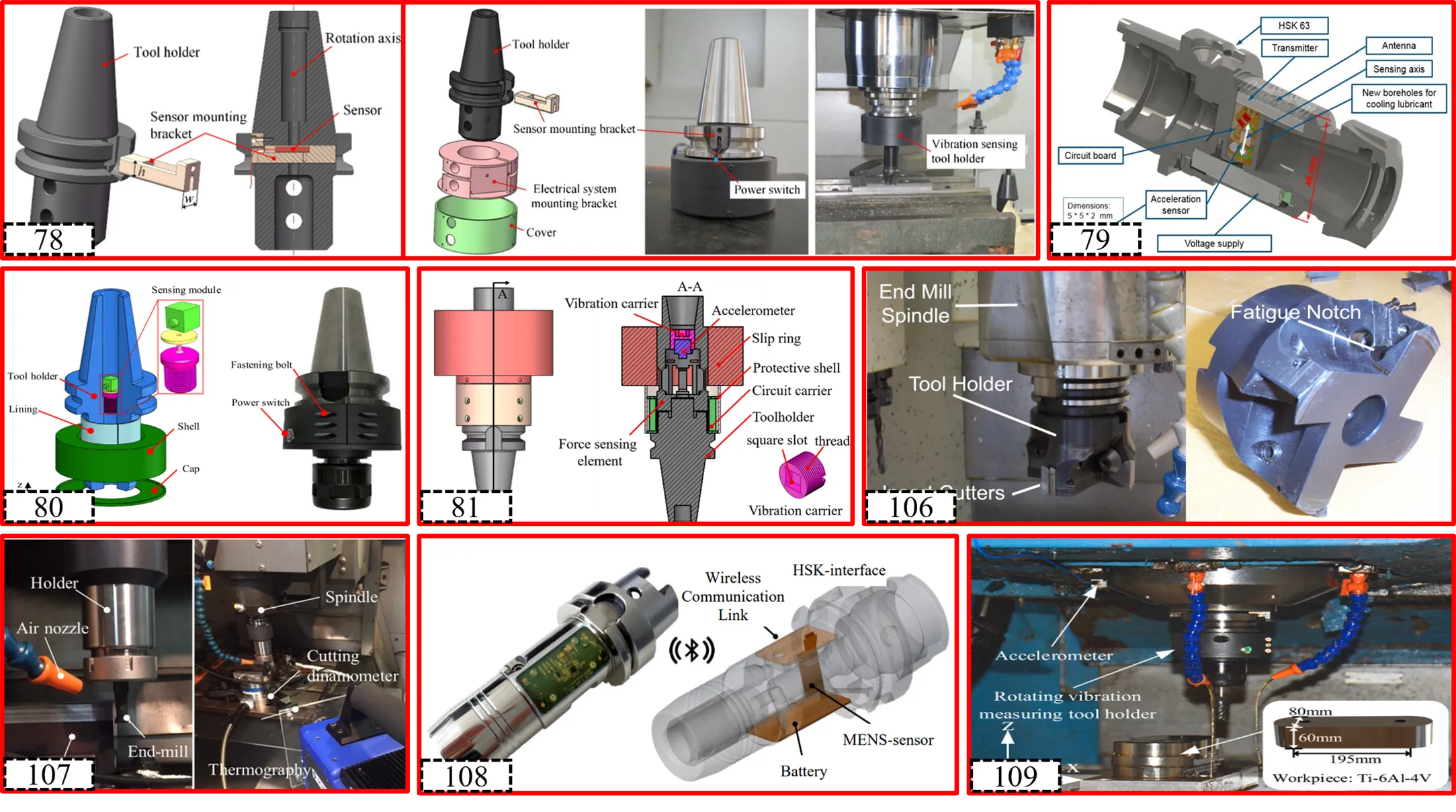
To further reduce the intrusion of wired sensors into the cutting process, some researchers have designed a wireless sensing system for vibration signal measurement. Chung et al. [
77] designed a self-generated cutting vibration measurement system based on electromagnetic induction. They placed magnets on the circumference of the tool holder and arranged an induction coil device outside. During the cutting process, the coil will induce current, and then provide electrical energy to three MEMS accelerometers to achieve vibration signal detection. However, the power consumption of the entire system is 223.35 mW, and the spindle speed needs to be above 1650 rpm for the sensing system to work normally. The vibration sampling frequency of each axis is only 150Hz, which is difficult to meet the needs of normal use and has poor generalization. In recent years, some researchers have embedded sensors into the tool holder, and the installation position coincides with the axial direction of the tool holder to eliminate the influence of the tool holder’s rotation axis, and have integrated the wireless transmission module and power supply system into the tool holder. Using wireless telemetry technology for signal transmission, a series of wireless vibration measurement intelligent tool holder have been developed [
78,
79,
80,
81] with excellent results.
2.3. Intelligent Tool Holder Structure Suitable for Temperature
During the cutting process, in addition to cutting force and cutting vibration, cutting temperature cannot be ignored. Cutting temperature is closely related to the quality of workpiece. The increase in cutting temperature will lead to increased tool wear and reduce tool life, making it difficult to guarantee the quality of the workpiece. The main sources of cutting temperature are the three major deformation areas. Based on this principle, using relevant sensors to measure cutting temperature in real time is of great significance to improving tool life and surface quality of workpieces. Different from cutting force and cutting vibration measurement, the researchers integrated thermocouples near the cutting area to ensure the accuracy of cutting temperature measurement. For turning tools, some researchers integrate thin-film thermocouples on the rake face of the tool to detect the cutting temperature during the machining process. However, this method can only measure the average temperature of the rake face of the tool and cannot obtain the transient temperature field of the tool [
82]. To improve the accuracy of cutting temperature acquisition, Cui et al. [
83] and Huang et al. [
84] integrated thin film thermocouples into the tool flank surface and near the tool cutting edge, respectively, to measure the cutting process. dynamic cutting temperature, and all use wireless telemetry technology to transmit temperature information. The cutting temperature measurement method in milling is like that in turning. The researchers integrated the temperature sensor close to the cutting area to improve the accuracy of temperature detection. At the same time, the data acquisition module and wireless transmission module were integrated into the tool holder to develop an intelligent tool holder with wireless temperature measurement [
85,
86].
3. Signal Monitoring Technology Based on Intelligent Tool Holder
3.1. Cutting Force Signal Monitoring Technology
With the increasing demand for cutting force detection and the development of sensor technology, cutting force detection technology has been constantly developing, and various types of cutting force detection equipment are also emerging. At present, cutting force detection technologies mainly include resistance strain type, piezoelectric type, capacitive type, surface acoustic wave type, etc. Therefore, many academic and industrial researchers have proposed various methods for measuring cutting forces.
3.1.1. Resistance Strain Gauge Detection Technology
Resistance strain cutting force detection technology mainly uses the resistance strain effect of metal or semiconductor strain gauges. When the elastic unit produces strain under the action of force, the size of the resistance strain gauge pasted on it changes, which in turn causes the resistance value to change. Through appropriate design bridge circuit converts resistance changes into changing voltage signals to achieve force characterization. MIT pioneered the use of resistive strain gauges in force measurement in the 1950s; Professor Yuan’s team at Harbin Institute of Technology conducted research on a series of strain gauge cutting force measurement tools in the 1960s. Süleyman et al. [
87] developed a strain gauge dynamometer. The author used the octagonal ring structure as an elastic unit, which can measure cutting forces and torques in three directions at the same time. The maximum range of measurable cutting force of this equipment is 5000N, and the sensitivity of the system is ±5N. The force dynamometer was statically and dynamically calibrated, and a series of tests were conducted. The test results showed that the linearity of the cutting force in the three directions were 1.3%, 1.4%, and 1.2% respectively; the interference degree between the three directions was 0.6~1.7%; The natural frequencies are 1200 Hz, 1050 Hz and 1500Hz respectively. Then based on this octagonal ring structure, the author developed an integrated cutting force measurement tool system for turning. The maximum force measuring range of the force measuring instrument is 3500 N, and the system sensitivity is ±5 N. The force dynamometer was statically and dynamically calibrated, and a series of tests were conducted. The test results showed that the linearity of the cutting force in the three directions were 1.3%, 1.4%, and 1.2% respectively; the interference degree ranged from 0.5% to 0.92%. Although the force measuring device is relatively large and uses a wired method for signal transmission, it fully embodies the idea of integrating the force measuring device and the tool, providing a research basis for the subsequent development of more integrated intelligent tool holder [
88]. To further reduce the size of the integrated tool system, Zhao You et al. [
65] proposed an integrated cutting force measurement tool. The turning tool was installed in a mutually perpendicular octagonal ring spring sleeve, and a resistor was pasted on the surface of the octagonal ring elastic sleeve. Type strain gauge to realize the measurement of three-dimensional cutting force during the turning process. The author conducted static calibration and impact modal tests on the developed intelligent tool. The results show that the developed sensor has excellent accuracy (0.38~0.83%) and good natural frequency, and can meet the requirements of high-precision and high-cutting conditions. Suprock et al. [
89] integrated force sensors, torque sensors, temperature sensors, and signal acquisition and transmission modules on the tool holder, and developed an intelligent tool holder system for multi-signal parameter collection. The system collects high-resolution end milling data during the cutting process without disrupting the machining process. Muhammad Rizal et al. [
90] designed an integrated multi-sensor intelligent toolholder system for the milling process. The system can simultaneously measure six channels of processing signals, including spindle torque, tool axial vibration, and tool tip temperature. and three-dimensional cutting forces, all signals were transmitted to the data recording system via an inductive wireless transmitter unit integrated in the tool holder.
In addition to using the resistive strain effect of strain gauges to design force measuring instruments, some researchers have also tried to develop force detection instruments based on the piezoresistive effect. The piezoresistive effect refers to the phenomenon that the resistivity of semiconductor materials and metal foil strain gauges change under the action of external force, resulting in a change in resistance value. The stress is converted into a voltage output by designing a bridge circuit. Compared with the resistance strain effect sensor, the piezoresistive sensor has higher sensitivity. However, usually, the piezoresistive coefficient of semiconductor materials is more sensitive to temperature. Generally, a temperature compensation scheme needs to be designed to achieve high-precision force measurement. Zhao et al. [
91] developed a force measuring toolholder based on semiconductor strain gauges, and its sensing unit is an octagonal ring structure. For comparison, the authors developed a metal foil strain gauge cutting force sensor based on the same sensitive unit structure. The static calibration test results show that the sensitivity of the semiconductor volume strain gauge force measuring tool holder is 16 times higher than that of the traditional metal foil strain gauge. On this basis, the author used the tool holder body as an elastic sensitive element, integrated semiconductor strain gauges on the tool holder, and proposed a cutting force self-sensing intelligent tool. The test results show that the static accuracy in the direction of the main cutting force Fc is 1.799% and the lateral cross-interference is 2.610%. The static accuracy in the direction of the feed force Ff is 1.628% and the lateral cross-interference is 0.694%. The natural frequency of the intelligent tool is 1778.98 Hz, and it can accurately measure dynamic cutting force under high-speed cutting at the machine spindle speed of no more than 26685r/min [
92]. Qin et al. developed two types of sensing tool holder based on piezoresistive strain gauges, which can measure torque respectively [
93] and can measure axial force and torque simultaneously [
94]. In Ref. [
94], Qin et al. designed the sensing unit as a cage type, arranged semiconductor strain gauges in sensitive locations of the structure, and designed corresponding bridge circuits. The circuit system was powered by batteries, and the signals were wirelessly transmitted to the host computer. The measuring ranges of the designed sensing tool holder are 2000 N and 50 N·m respectively, the sensitivities are 3.87 × 10
−2 mV/N and 4.40 mV/Nm respectively, the inter-directional interference is less than 3%, and the three-way natural frequencies of the sensing tool holder structure are respectively 592, 632 and 1004 Hz. Zhang et al. [
95] designed a new integrated intelligent toolholder with a unique force sensing unit, in which the measuring part (thin-walled beam) and the supporting part (thick-walled beam) are separated by four double grooves. In addition, to improve sensitivity, self-compensating semiconductor strain gauges are embedded in the standard tool holder and integrated with the data acquisition unit. At the same time, to improve integration and achieve continuous processing, the author uses slip rings to provide power and data transmission with low latency. The intelligent toolholder can be assembled with different types of machine spindles and tool sizes.
3.1.2. Piezoelectric Detection Technology
Piezoelectric cutting force detection instruments are made based on the piezoelectric effect of materials. The piezoelectric effect means that when materials such as quartz crystals and piezoelectric ceramics are subjected to external forces, the material will be deformed, and its internal polarization will occur. At the same time, positive and negative charges are generated on the two opposite surfaces of crystal, the charge density is proportional to the surface. Based on the piezoelectric effect, using wafers with different cutting angles, and rationally designing the layout scheme, multi-directional forces can be detected simultaneously. Piezoelectric cutting force detection technology is a direct force measurement technology. Xiao [
68] proposed a three-dimensional cutting force-sensing intelligent cutting tool. The author integrated four piezoelectric ceramic sensors into the front end of the tool holder with a cavity sensing area, and analyzed charge distribution, magnitude, and relationship with force of the piezoelectric ceramics. The mapping relationship between the piezoelectric ceramic output charge and the three-dimensional cutting force was established. Finally, through the cutting test, the correctness of the cutting force decoupling was verified, and the three-dimensional cutting force online measurement was realized. The developed intelligent cutting tool has a simple and compact structure, a high degree of integration, and strong promotion ability. Totis et al. [
69] proposed a new type of three-axis cutting force measuring instrument for turning, which is specially designed for CNC with indexable heads for milling and turning. The author modified the tool holder structure and installed a Kistler 9251A three-way force sensor on the front end of the tool holder, so that the cutting tool can be easily replaced without disassembling the force sensor. However, this method changes the original components of the machine tool, and the supporting measurement system is expensive and has poor promotion performance. Chen et al. [
96] developed an intelligent toolholder composed of a piezoelectric ceramic force sensor and a flexible hinge, which can be integrated with a fast tool servo for three-way cutting force measurement in micro/nano cutting. The cutting test results show that the intelligent toolholder has a force measurement resolution of 0.1 mN, 0.05 mN, and 0.1 mN in the X, Y, and Z directions, and can sensitively detect tiny chatter with an amplitude of 20 nm. In addition, the piezoelectric effect of the piezoelectric film can also be used to measure cutting force, and the piezoelectric film has the characteristics of small size, high sensitivity, and easy integration. Ma et al. conducted several studies on PVDF piezoelectric films. The authors integrated PVDF piezoelectric films on tools and tool holder, and developed an intelligent toolholder that can measure cutting force [
97] and torque [
71]. Chen et al. [
98] integrated a piezoelectric film sensor into the tool holder and designed an intelligent turning tool that can measure cutting force and feed force in real time. Cutting test results showed that the tool can measure the cutting force during machining in the range of 10 N with a resolution of 0.1 N, and has great potential in ultra-precision and micro-cutting.
3.1.3. Other Detection Technologies
Inductive and capacitive force measurement solutions mostly design sensitive elastic units first, and then use inductive or capacitive sensors to measure the slight deformation of the elastic structure to characterize the cutting force in each direction. Albrecht et al. [
63] developed a cutting force measurement system based on capacitive displacement sensor. The author integrated the capacitive displacement sensor at the outer end of the spindle and measured the cutting force indirectly by measuring the change in the gap between the sensor and the spindle. The impact of the sensor arrangement on force measurement was also analyzed. Since it is an indirect measurement method, it needs to be recalibrated and tested when using different machine tools, so the generalization is poor. Kim et al. [
70] adopted a similar scheme and used cylindrical capacitive sensors to measure cutting force. Surface Acoustic Wave (SAW) is a type of elastic wave that propagates along the surface of materials. The surface acoustic wave resonator (SAWR) will produce strain after being stressed, which will cause the SAWR frequency to change. Xie et al. [
99] designed, built, and tested an integrated intelligent toolholder system based on capacitive sensors, which is capable of simultaneously measuring three-dimensional cutting forces and torques in a wireless environment. The author modified the standard commercial tool holder structure to make it a force sensing element with a simple structure and easy to process. All sensors and other electronics, such as data acquisition, signal transmission unit, wireless power supply unit, are integrated into the tool holder as an overall system. The magnitude of the force can be obtained by measuring the resonant frequency offset. Stoney et al. [
72,
100] developed a cutting force measurement tool based on the SAW principle. The author installed the SWAR strain sensor on the upper surface of the tool to measure dynamic cutting forces. Test results showed that the device has high sensitivity and linear response to external loads. Wang et al. [
101] installed surface acoustic wave strain sensors on the top and side of the tool holder respectively, and proposed a turning force measuring tool holder based on SAW strain sensors. However, compared with the Kistler dynamometer, the main cutting force and feed force measurement hysteresis rates of the developed intelligent tool holder are 7.3% and 4.7% respectively; and the interval interference degrees are 20.3% and 13.2% respectively, which are at a relatively high value. And because SARW itself has no energy amplification, the signal-to-noise ratio of the echo signal is extremely low and attenuates quickly. Due to the limitations of the reader and SARW transmission, the designed toolbar sampling frequency is only 150 Hz. Tognazzi et al. [
102] made longitudinal grooves in the non-standard part of the commercial tool holder and installed a wired inductive sensor in the groove, then, a torque-measuring toolholder was designed. However, the stiffness of the modified tool holder decreases and the deflection increases.
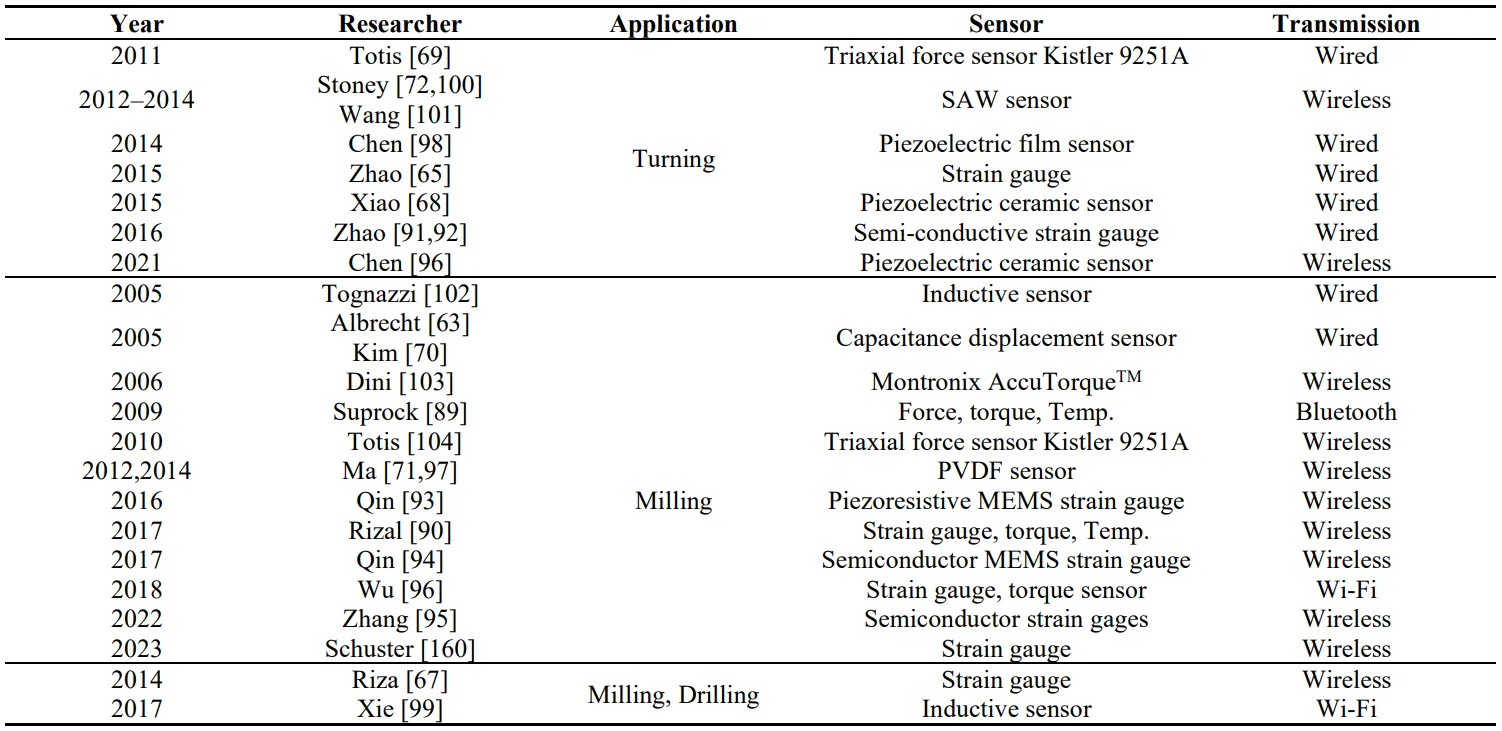
showed the cutting force monitoring solution based on intelligent tool holder summarized by the author of this article in chronological order. Among them, Dini et al. [
103] integrated a commercial torque sensor into the modified tool holder and designed a low-cost torque measuring tool holder. The torque signal is transmitted through wireless telemetry technology to predict tool wear status. The device is non-invasive, has high sensitivity and good mechanical properties. However, the torsional stiffness and bending stiffness of the modified tool holder are reduced by 92% and 59% respectively compared with the standard tool holder, the generalization is poor. Toits et al. [
104] developed a novel type of rotating dynamometer by integrating a commercial Kistler 9251A three-axis force sensor on each cutter tooth. In addition, the cutting inserts are interchangeable and adjustable, and the equipment is highly compatible thanks to the modular system design. However, this design option is more expensive. Wu et al. [
105] designed an intelligent toolholder system that integrates sensors, data acquisition modules, data transmission modules, and power modules into the toolholder. To improve the sensitivity of the detection system, the author opened an annular groove on a standard commercial tool holder, and then placed the force sensor and torque sensor in the center of the annular groove to sense the deformation in the corresponding direction. Compared with standard commercial tool holder, the sensitivity of the modified intelligent tool holder system is increased by 28.05%. shows the intelligent tool holder application for cutting force monitoring.
To sum up, many researchers have conducted in-depth research in the field of cutting force detection technology based on intelligent tool holder. By using various sensors such as resistive, capacitive, piezoelectric, and surface acoustic waves, scholars have formed some research results with engineering application prospects, but they are still far from a perfect level. Further research is still needed in terms of mechanical structure design, integrated circuit optimization, application scenario configuration, etc.
. Intelligent tool holder for cutting force monitoring.
Cutting is a dynamic process, and the vibration signals it generates contain rich useful information that can reflect the cutting status. The traditional vibration signal detection method is to stick a wired acceleration sensor on the workpiece or spindle. This installation method will seriously attenuate the vibration signal because the sensor is far away from the workpiece-tool processing area. At the same time, it is easily affected by the noise of machine tools, resulting in large errors in the detected vibration signals. With the development of wireless telemetry technology, many scholars have begun to integrate acceleration sensors into the tool holder to shorten the distance to the signal generation area, thereby reducing problems such as vibration signal attenuation and noise interference.
Suprock et al. [
107] developed two intelligent tool holder that measure vibration through wireless transmission technology. The first to integrate an acceleration sensor behind the blade of a blade-type tool holder, with the ability to pick up radial vibrations. However, not all tools can integrate sensors behind the teeth, so the author integrated the sensor on the central axis of the tool holder, and then connected it to the tool holder integrated with the signal acquisition and transmission module, and developed a second wireless vibration measurement device. The intelligent tool holder can measure axial vibration. The second avoids the impact of temperature rise on the sensor. Both intelligent tool holder is based on Bluetooth for signal transmission. Matsuda et al. [
108] installed MEMS acceleration sensors and thermocouples on the milling tool holder to measure three-dimensional cutting vibration and tool tip temperature. The signals were transmitted through wireless telemetry technology, but the transmission frequency was only 30 Hz, which was difficult to meet the requirements. Bleicher et al. [
79] integrated the acceleration sensor and wireless transmission system on the tool holder to detect dynamic instability or process faults of the tool near the cutting area to avoid chatter. Based on this research, the author integrated the MEMS acceleration sensor, wireless Bluetooth transmission system, and battery on the tool holder to develop an intelligent tool holder system that can monitor the tool status and adaptive adjustment in real time. And a new method for determining single-edge fracture of multi-tooth milling cutters is proposed. The use of this system will reduce tool costs and allow each tool to be used until the end of its life [
109]. Guo et al. [
80] modified the standard tool holder structure and integrated the industrial-grade three-axis acceleration sensor, data acquisition module, and wireless communication module on the tool holder, and developed a rotating wireless vibration measurement system. The first-order natural frequencies of the modified tool holder in the X and Y directions are 2313 Hz and 2325 Hz. Compared with the standard tool holder, it has decreased by 3.35% and 3.37%, and the change is small, which can ensure that the dynamic performance requirements of various milling processes for the tool holder are met. Thereafter, the author used the intelligent toolholder system for tool status detection and singularity analysis during the milling process [
110]. Zhang et al. [
81] developed an intelligent toolholder for milling tool wear monitoring during milling. Modal test and circuit system test results show that the intelligent tool holder has a dynamic natural frequency of up to 1 kHz. To study the vibration characteristics of the intelligent tool holder, the author conducted milling experiments and compared the acceleration signals measured by the intelligent tool holder with the acceleration signals installed on the spindle, workpiece, and workbench. The result showed that the signal detected by the intelligent tool holder is the most sensitive to vibration and has the smallest attenuation. Frequency domain signals were the richest and has strong anti-interference ability against noise. shows the intelligent tool holder application for vibration monitoring.
To sum up, the research results of intelligent tool holder in the field of vibration signal monitoring are less compared with cutting force signal monitoring. Researchers prefer to integrate the sensor directly on the tool holder. At present, the structural performance and promotion of intelligent tool holder for vibration signal collection need to be improved. How to maximize the structural stiffness and dynamic characteristics of the tool holder to meet the needs of engineering applications while modifying the original tool holder structure, and how to develop an intelligent tool holder with a wider range of uses need to be further studied.
3.3. Temperature Signal Monitoring Technology
Cutting temperature is one of the important factors affecting processing quality. Cutting temperature is mainly caused by the friction between the tool and the workpiece and the elastic-plastic deformation of the cutting layer. The increase in cutting temperature will lead to increased tool wear and reduced tool life, making it difficult to guarantee the quality of the processed materials. The use of cutting temperature online measurement technology can measure cutting temperature changes in real time, which is of great significance for improving tool life and improving workpiece surface quality.
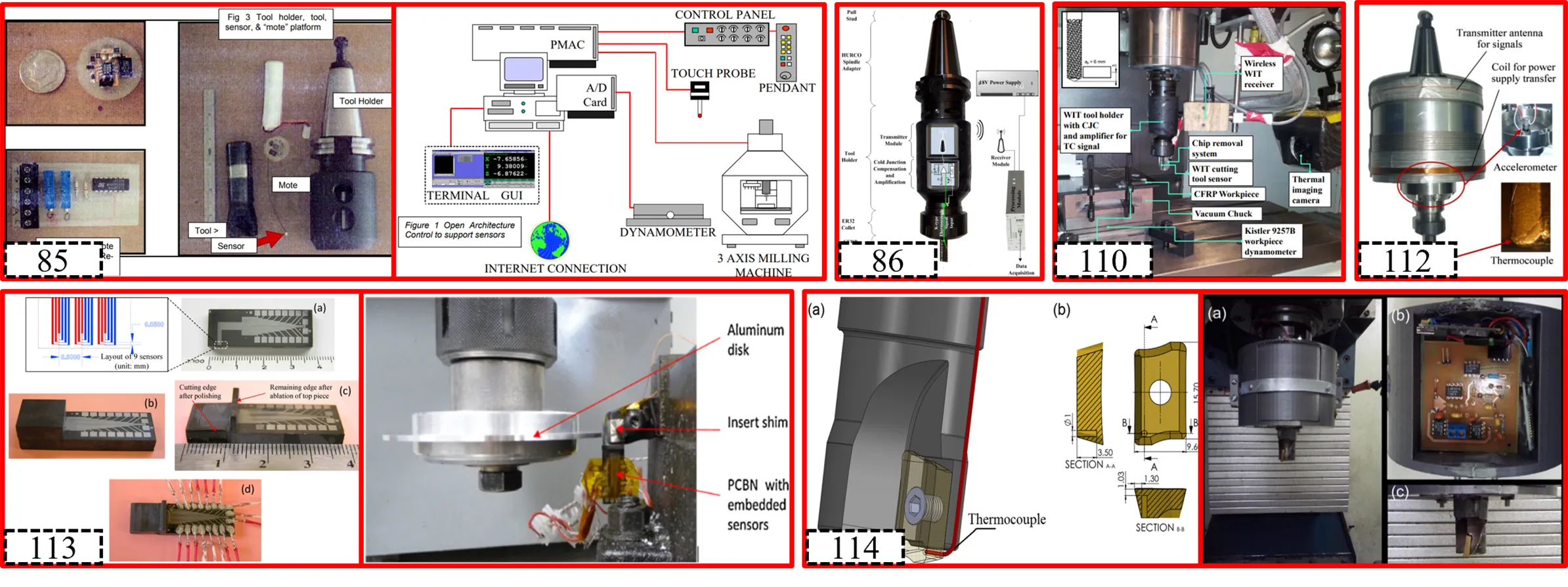
Wright et al. [
85] bonded a resistive temperature sensor to the back of the milling insert and connected it to a wireless platform embedded in the tool holder through a compensation wire to realize signal transmission. The wireless platform is powered by an internal lithium battery, the wireless transmitter circuit and sensor circuit adopt integrated technology. The temperature sensor system transmits signals to the CNC control unit via wireless network. This temperature sensor system can be used as a sensing part of an open CNC machine tool and integrated into the tool holder to optimize cutting parameters and ultimately monitor the temperature of the cutting process. Kerrigan et al. [
86,
111] embedded a K-type thermocouple with a diameter of 0.2 mm into a 0.6 mm carbide tool groove, 0.5 mm away from the bottom of the cutting edge, to create an intelligent wireless temperature measurement tool holder during CFRP milling process. However, it is only suitable for low temperature (<200 ℃). Coz et al. adopted a similar solution to achieve wireless measurement of cutting temperature during drilling and milling processes, and optimized the drilling processing parameters of Ti6Al4V titanium alloy [
112]. Rizal et al. [
113] embedded a filament thermocouple with a diameter of 0.025 mm on the edge of the teeth. The signal acquisition and transmission module are integrated in the tool holder, and all wireless devices are powered by 5V DC transmitted by the induction ceremony. Guha et al. [
114] developed a wireless temperature measurement system for the milling process. The author designed and constructed a signal conditioning circuit to attenuate the noise from the microfilm sensor array and improve the sensor’s signal-to-noise ratio. Furthermore, the authors present the average filtering algorithm as a software interface. To validate the wireless data acquisition system, laser heating and turning experiments were conducted. The test results all show that the wireless data acquisition system is the same as the wired data acquisition system. However, the author did not use rotating tools to conduct machining experiments and failed to study the reliability of the wireless data acquisition system under rotating machining. Campidelli et al. [
115] used the embedded thermocouple method to design and develop a wireless measurement system capable of monitoring tool temperature, which was used to monitor tool temperature during the milling process of AISI D2 tool steel. The authors embedded thermocouples into through-holes created by EDM cutting teeth to improve temperature measurement accuracy. The author conducted milling experiments under different processing parameters, and the results showed that the proposed wireless temperature measurement system was extremely sensitive to changes in cutting parameters and was able to record higher temperature rise rates, corresponding to higher cutting speeds and feed rates. shows the intelligent tool holder application for temperature monitoring.
In summary, the research results of intelligent tool holder in the field of cutting temperature monitoring are the least. Most researchers embed or bond thermocouples or thin film sensors near the cutting edge of the tool to measure the temperature of the cutting area. Data is collected using wired or wireless signal transmission methods. Technical difficulties mainly include the following aspects: 1. Thermocouple sensors have insufficient response speed to measure transient temperature, are not sensitive enough to temperature changes, and have insufficient measurement accuracy; 2. Sensors placed in the cutting area are prone to wear and damage, which affects the measurement results; 3. The products currently developed can meet the needs of laboratory research, but there are huge problems in realizing large-scale application in engineering.
. Applications for temperature monitoring from references [
85,
86,
111,
113,
114,
115].
4. Tool Condition Monitoring Based on Intelligent Tool Holder
In the field of cutting processing, tools are subject to force and thermal coupling, which will gradually wear out, directly affecting the machining accuracy and surface integrity of the workpiece, and even seriously causing the workpiece to be scrapped. To maximize tool life, tool condition monitoring models are developed and utilized. Tool condition monitoring methods can be divided into direct methods and indirect methods according to the type of monitoring technology. The direct method mainly uses industrial cameras, contact detectors, lasers, optical microscopes or scanning electron microscope sensors for image analysis to monitor tool status [
116,
117]. The advantage of the direct method is the ability to visually observe the cutting area of the workpiece. However, due to interference from cutting fluid, chips, and other factors, it is difficult for the direct method to achieve online monitoring of tool status in actual machining. It can only be used for tool detection in the shutdown state and is difficult to apply to the manufacturing industry [
118]. The indirect method is based on the dynamic multi-physics attributes of the cutting process, using various sensors to collect and analyze signals, constructing a mapping relationship model between tool status and signals to indirectly implement tool status monitoring. The indirect method can achieve uninterrupted monitoring of the machining process without disturbing the normal cutting process, so it is favored by many researchers. Pimenov et al. [
119] analyzed the trend of tool condition monitoring under different working conditions through an artificial intelligence system. Korkmaz et al. [
120] summarized the sensors and signal processing methods used to monitor tool wear using indirect methods. Mohamed et al. [
121] summarized the advantages and shortcoming of practices in developing wireless intelligent tool holder-embedded sensor, meanwhile, the selection of dimensionality reduction techniques was provided by author. Li et al. [
10] conducted a systematic review of tool breakage monitoring technologies during machining. It can be known from these documents that cutting force signals, vibration signals, acoustic emission signals, sound/ultrasonic signals, etc. can be used for tool condition monitoring. Tool status monitoring is mainly divided into tool wear dentification, tool breakage monitoring, tool remaining service life prediction, and tool flank wear prediction. With the development of automation technology and deep learning technology, an intelligent toolholder with sensing function has attracted widespread attention from many scholars, and research on using it to monitor tool status has been reported one after another. This section will describe the research on tool status monitoring based on intelligent tool holder.
Due to the high sampling frequency of sensors, a large amount of data can be collected in a short period of time. If the original data is directly used for training, the model training process will be very time-consuming. At the same time, the original data will contain a lot of noise due to vibration factors. Therefore, the original data needs to be processed to extract the most effective feature vectors that are most relevant to the tool status. The extracted feature vectors are used for subsequent model establishment and testing. The feature extraction stage will greatly reduce the dimensionality of the data and accelerate model convergence. Time domain analysis, frequency domain analysis and time-frequency domain analysis are the main methods of feature extraction (). After feature extraction, the data dimension is greatly reduced. Then, it is necessary to further select appropriate features for subsequent model training to reduce the data dimension again and reduce training time and computing memory. Mainstream algorithms include principal component analysis, random forest algorithm, Pearson coefficient, etc. Afterwards, the computer’s learning ability needs to be used to build a tool condition monitoring model. Many researchers use artificial intelligence to build models, mainly including machine learning models and deep learning models. However, most of these machine learning algorithms have gradient structures, and it is difficult to learn deep feature representations from cutting physical data. Moreover, machine learning algorithms rely on prior knowledge and require manual feature selection. These factors limit the application of machine learning algorithms in tool condition monitoring. As a branch of machine learning, deep learning can well overcome the limitations of machine learning models due to its unique information processing module and hierarchical feature learning mechanism. Mainstream deep learning algorithms include convolutional neural networks, recurrent neural networks, stacked autoencoders, and deep belief networks.
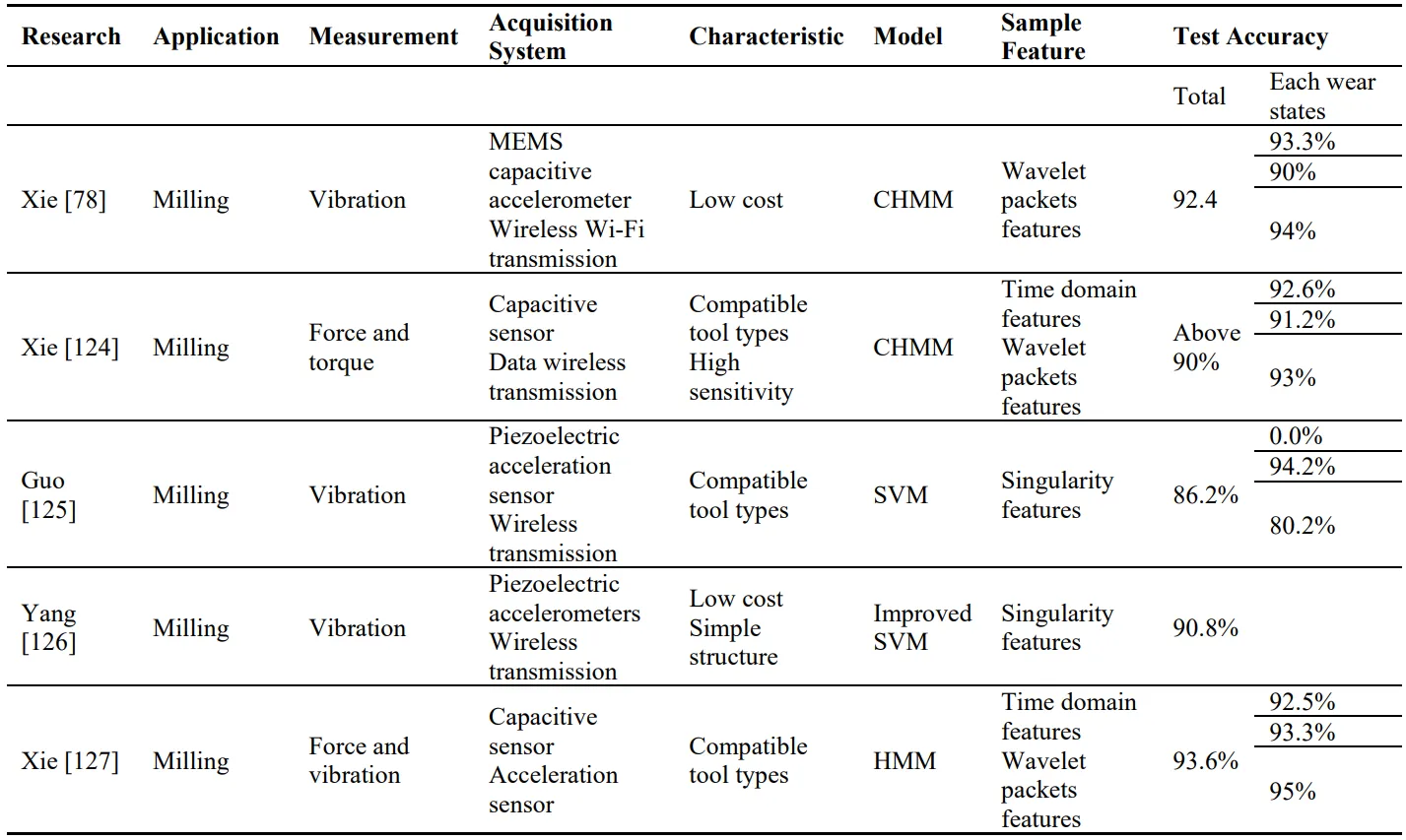
Tool wear status monitoring models can be divided into three categories: physical models, statistical models, and data-driven models [
122]. The physical model is based on the wear mechanism to establish a mathematical model to describe tool wear. The statistical model is based on prior knowledge to establish a statistical model of tool wear. Data-driven models use various machine learning algorithms to learn rules for tool wear degradation from a variety of available data. Since it is difficult to accurately establish a mathematical model based on the wear mechanism under complex working conditions, which greatly limits its application, this section does not elaborate on the research content of the physical model. In terms of tool wear status identification, artificial neural network (ANN) and support vector machine (SVM) have been widely used [
123]. In addition, Hidden Markov Models (HMM) with strict data structures and reliable computing performance have also attracted researchers’ attention. shows the representative literature on tool wear status identification based on intelligent tool holder in recent years.
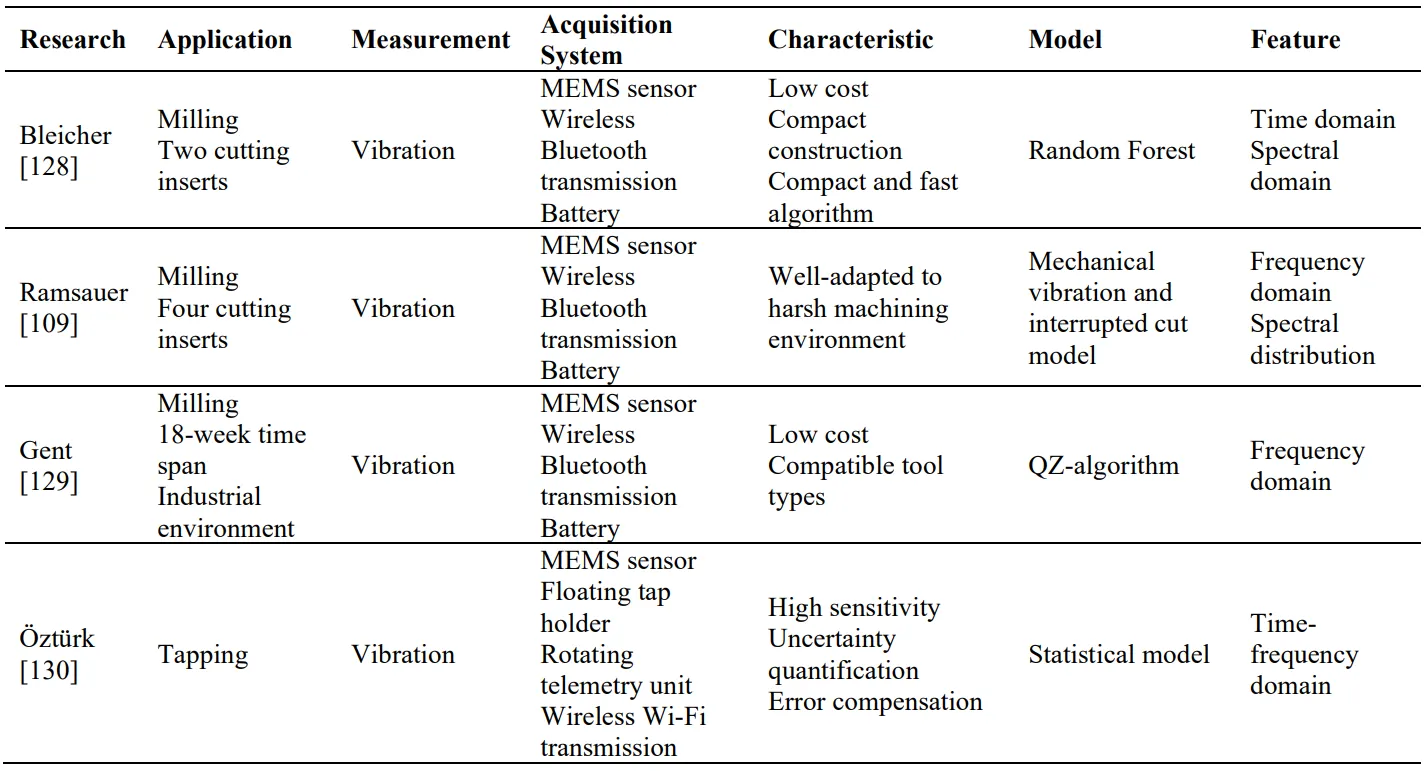
Unlike tool wear, tool breakage occurs suddenly and randomly during cutting process, and has a serious impact on the workpiece processing quality and machine tool stiffness, so tool breakage status monitoring is more difficult. Once the tool breaks, it will greatly affect the quality of the workpiece, then the operator must replace it in time. Therefore, tool breakage is the most serious tool failure in machining. Tool breakage is a typical random phenomenon and may occur in the early stage of wear, the middle stage of wear, and the late stage of wear. When using brittle tools or performing intermittent machining of high-hardness materials, tool breakage is most likely to occur in the initial stage of tool wear evolution. In addition, as wear continues to accumulate, tool breakage is most likely to occur in the later stages of wear. In cutting process, many factors such as workpiece material properties, tool geometry and cutting stability will affect tool breakage. Therefore, to avoid tool breakage and improve workpiece processing quality, tool breakage status monitoring is crucial. Most researchers use sensors to monitor tool damage status, including single-sensor monitoring and multi-sensor fusion monitoring. Considering the size, cost, installation limitations of some commercial sensors, and the signal attenuation problem of wired sensors, the researchers designed an intelligent tool holder. The toolholder integrates sensors, high-end chips, and software systems. Like tool wear monitoring, tool breakage monitoring is also based on signal acquisition, feature extraction selection, and tool breakage decision-making and identification. In 2018, Bleicher et al. published a paper [
79], in this reference, the author developed a control system to achieve adaptive adjustment of parameters during cutting process. The system collects data through an intelligent tool holder that integrates an acceleration sensor and a data wireless transmission module. It is coupled with the machine tool NC system and relies on the defined optimization strategy to adjust the feed speed and spindle speed to avoid chatter during the machining process. The author applied the system to milling and drilling processes, and the experimental results show that the device can effectively monitor tool breakage in milling and drilling processes. Since then, the organization has carried out a series of studies on tool breakage monitoring based on this device. shows representative products developed by this team and other researchers for tool breakage status monitoring.
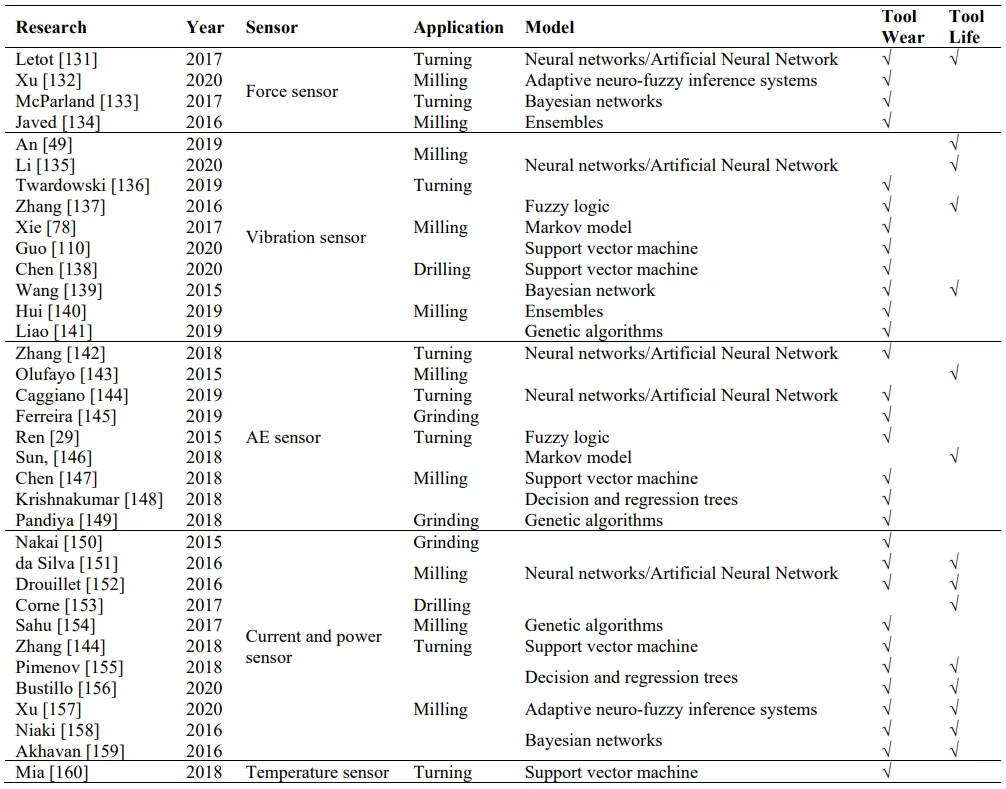
There are few related studies on flank wear prediction and tool remaining service life prediction based on intelligent tool holder. But from a theoretical point of view, it is the same as using traditional wired sensors. summarizes the related applications of researchers based on artificial intelligence and various sensors to achieve flank wear prediction and tool remaining service life prediction from 2015 to 2022.
. Characteristics of time domain, frequency domain, and time-frequency domain analysis.
. Representative literature on tool wear status identification based on intelligent tool holder.
. Representative literature on tool breakage status identification based on intelligent tool holder.
. Literature on flank wear prediction and tool remaining service life prediction based on various sensors.
5. Conclusions and Prospect
This article conducted a systematic review from three aspects: structure design of tool holder, signal monitoring technology, and tool condition monitoring technology. The conclusions are as follows:
(1) For cutting force, the cutting force signal is collected by modifying or redesigning the force sensing structure; For cutting vibration, the cutting vibration signal collected by modifying the structure near the central axis of tool holder to eliminate the error caused by rotation of central axis; For cutting temperature, the cutting temperature signal is collected by designing the structure near the tool tip to ensure the accuracy of temperature data.
(2) Sensors used for cutting force signal acquisition include resistive, capacitive, piezoelectric, surface acoustic wave, etc. Among them, resistive sensors and piezoelectric sensors account for the majority. Researchers placed various sensors on force-sensing structures to collect force signal; Acceleration sensors are the main sensors used for acquisition of cutting vibration signal, and researchers prefer to integrate the sensors directly on the tool holder to collect vibration signal; The thermocouple is installed near the blade to collect cutting temperature signal.
(3) Tool condition monitoring based on intelligent tool holder mainly includes tool wear status identification, tool breakage monitoring, tool flank wear prediction, and tool remaining service life prediction. Among them, because the tool wear state is a non-sudden phenomenon, researchers have studied the tool wear state identification the most. However, due to the phenomenon of tool breakage in the cutting process is random, so the research content in this area is less. Meanwhile, there is almost no research on tool flank wear prediction and tool remaining service life prediction based on intelligent tool holder, but from the point of view of principle, it is the same as using traditional wired sensors.
Of course, the methods of signal processing also require further research. How to reduce calculation time and labor costs while ensuring high-quality data. This research direction is equally important. In response to the above conclusion, the author makes the following prospect:
(1) The structure of an intelligent tool holder needs to balance stiffness and sensitivity. Therefore, researchers can use or make materials with high stiffness and high sensitivity when designing force-sensing structures and modifying tool holder structure.
(2) At present, most intelligent tool holder can only collect one kind of signal. How to develop an intelligent tool holder that collects multiple signals requires further research.
(3) The cutting force signal and vibration signal monitoring solutions are relatively mature. As another key factor in the machining process, cutting temperature has fewer monitoring solutions at present. Moreover, the accuracy of cutting temperature collection is inversely proportional to the installation position of the sensor and directly proportional to consumption of sensor. Therefore, how to conduct real-time dynamic collection of temperature during the cutting process is a direction that needs continued research.
(4) For tool condition monitoring, at present, intelligent algorithms and neural networks for feature selection, feature transformation, tool state recognition and decision making are built by operators, and the quality depends on operators. How to reduce the operator’s intervention and let the feature selection and tool state recognition be completely handled by TCM system is a future research direction. Meanwhile, it is equally important to combine the TCM system and the adaptive control (AC) system. The AC system manipulates the operating conditions by learning signal behaviors. This integrated approach is effective and is an inevitable trend for the future development of intelligent tool holder. But this approach is more complex and requires further study by researchers.
Ethics Statement
Not applicable.
Informed Consent Statement
Not applicable.
Funding
The work is supported by National Natural Science Foundation of China [52375454].
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
-
1.
Liao Z, la Monaca A, Murray J, Speidel A, Ushmaev D, Clare A, et al. Surface integrity in metal machining-Part I: Fundamentals of surface characteristics and formation mechanisms.
Int. J. Mach. Tools Manuf. 2021,
162, 103687.
[Google Scholar]
-
2.
La Monaca A, Murray JW, Liao Z, Speidel A, Robles-Linares JA, Axinte DA, et al. Surface integrity in metal machining-Part II: Functional performance.
Int. J. Mach. Tools Manuf. 2021,
164, 103718.
[Google Scholar]
-
3.
Guzeev VI, Pimenov DY. Cutting force in face milling with tool wear.
Russ. Eng. Res. 2011,
31, 989–993.
[Google Scholar]
-
4.
Zhu L, Liu C. Recent progress of chatter prediction, detection and suppression in milling.
Mech. Syst. Sig. Process. 2020,
143, 106840.
[Google Scholar]
-
5.
Pimenov DY. Experimental research of face mill wear effect to flat surface roughness.
J. Frict. Wear 2014,
35, 250–254.
[Google Scholar]
-
6.
Zhu K, San Wong Y, Hong GS. Wavelet analysis of sensor signals for tool condition monitoring: A review and some new results.
Int. J. Mach. Tools Manuf. 2009,
49, 537–553.
[Google Scholar]
-
7.
Cai G, Chen X, Li B, Chen B, He Z. Operation reliability assessment for cutting tools by applying a proportional covariate model to condition monitoring information.
Sensors 2012,
12, 12964–12987.
[Google Scholar]
-
8.
Dou J, Jiao S, Xu C, Luo F, Tang L, Xu X. Unsupervised online prediction of tool wear values using force model coefficients in milling.
Int. J. Adv. Manuf. Technol. 2020,
109, 1153–1166.
[Google Scholar]
-
9.
Zhu K. Big data oriented intelligent tool condition monitoring system. In Intelligent Machining Systems: Modelling, Monitoring and Informatics; Springer International Publishing: Cham, Switzerland, 2021; pp. 361–381.
-
10.
Li X, Liu X, Yue C, Liang SY, Wang L. Systematic review on tool breakage monitoring techniques in machining operations.
Int. J. Mach. Tools Manuf. 2022,
176, 103882.
[Google Scholar]
-
11.
Wang SM, Yu HJ, Liu SH, Chen DF. An on-machine and vision-based depth-error measurement method for micro machine tools.
Int. J. Precis. Eng. Manuf. 2011,
12, 1071–1077.
[Google Scholar]
-
12.
Kong D, Chen Y, Li N, Duan C, Lu L, Chen D. Relevance vector machine for tool wear prediction.
Mech. Syst. Sig. Process. 2019,
127, 573–594.
[Google Scholar]
-
13.
Stavropoulos P, Papacharalampopoulos A, Vasiliadis E, Chryssolouris G. Tool wear predictability estimation in milling based on multi-sensorial data.
Int. J. Adv. Manuf. Technol. 2016,
82, 509–521.
[Google Scholar]
-
14.
Sun H, Zhang J, Mo R, Zhang X. In-process tool condition forecasting based on a deep learning method.
Robot. Comput. Integr. Manuf. 2020,
64, 101924.
[Google Scholar]
-
15.
Yu X, Lin X, Dai Y, Zhu K. Image edge detection based tool condition monitoring with morphological component analysis.
ISA Transact. 2017,
69, 315–322.
[Google Scholar]
-
16.
Zhu K, Yu X. The monitoring of micro milling tool wear conditions by wear area estimation.
Mech. Syst. Sig. Process. 2017,
93, 80–91.
[Google Scholar]
-
17.
Boing D, Castro FL, Schroeter RB. Prediction of PCBN tool life in hard turning process based on the three-dimensional tool wear parameter.
Int. J. Adv. Manuf. Technol. 2020,
106, 779–790.
[Google Scholar]
-
18.
Dutta S, Pal SK, Mukhopadhyay S, Sen R. Application of digital image processing in tool condition monitoring: A review.
CIRP J. Manuf. Sci. Technol. 2013,
6, 212–232.
[Google Scholar]
-
19.
Kuljanic E, Sortino M, Totis G. Multisensor approaches for chatter detection in milling.
J. Sound Vibr. 2008,
312, 672–693.
[Google Scholar]
-
20.
Abellan-Nebot JV, Romero Subirón F. A review of machining monitoring systems based on artificial intelligence process models.
Int. J. Adv. Manuf. Technol. 2010,
47, 237–257.
[Google Scholar]
-
21.
Bhattacharyya P, Sengupta D, Mukhopadhyay S. Cutting force-based real-time estimation of tool wear in face milling using a combination of signal processing techniques.
Mech. Syst. Sig. Process. 2007,
21, 2665–2683.
[Google Scholar]
-
22.
Jamshidi M, Rimpault X, Balazinski M, Chatelain JF. Fractal analysis implementation for tool wear monitoring based on cutting force signals during CFRP/titanium stack machining.
Int. J. Adv. Manuf. Technol. 2020,
106, 3859–3868.
[Google Scholar]
-
23.
Wang G, Yang Y, Li Z. Force sensor based tool condition monitoring using a heterogeneous ensemble learning model.
Sensors 2014,
14, 21588–21602.
[Google Scholar]
-
24.
Jun CH, Suh SH. Statistical tool breakage detection schemes based on vibration signals in NC milling.
Int. J. Mach. Tools Manuf. 1999,
39, 1733–1746.
[Google Scholar]
-
25.
Lei Z, Zhu Q, Zhou Y, Sun B, Sun W, Pan X. A GAPSO-enhanced extreme learning machine method for tool wear estimation in milling processes based on vibration signals.
Int. J. Precis. Eng. Manuf. Green Technol. 2021,
8, 745–759.
[Google Scholar]
-
26.
Fu Y, Zhang Y, Gao H, Mao T, Zhou H, Sun R, et al. Automatic feature constructing from vibration signals for machining state monitoring.
J. Intell. Manuf. 2019,
30, 995–1008.
[Google Scholar]
-
27.
Bhuiyan MSH, Choudhury IA, Dahari M, Nukman Y, Dawal SZ. Application of acoustic emission sensor to investigate the frequency of tool wear and plastic deformation in tool condition monitoring.
Measurement 2016,
92, 208–217.
[Google Scholar]
-
28.
Ren Q, Balazinski M, Baron L, Jemielniak K, Botez R, Achiche S. Type-2 fuzzy tool condition monitoring system based on acoustic emission in micromilling.
Inf. Sci. 2014,
255, 121–134.
[Google Scholar]
-
29.
Ren Q, Baron L, Balazinski M, Botez R, Bigras P. Tool wear assessment based on type-2 fuzzy uncertainty estimation on acoustic emission.
Appl. Soft Comput. 2015,
31, 14–24.
[Google Scholar]
-
30.
Kothuru A, Nooka SP, Liu R. Application of audible sound signals for tool wear monitoring using machine learning techniques in end milling.
Int. J. Adv. Manuf. Technol. 2018,
95, 3797–3808.
[Google Scholar]
-
31.
Li X. Detection of tool flute breakage in end milling using feed-motor current signatures.
IEEE/ASME Trans. Mechatron. 2001,
6, 491–498.
[Google Scholar]
-
32.
Zhou Y, Sun W. Tool wear condition monitoring in milling process based on current sensors.
IEEE Access 2020,
8, 95491–95502.
[Google Scholar]
-
33.
Altintas Y, Yellowley I, Tlusty J. The detection of tool breakage in milling operations.
J. Eng. Ind. 1988,
110, 271–277.
[Google Scholar]
-
34.
Pan T, Zhang J, Yang L, Zhao W, Zhang H, Lu B. Tool breakage monitoring based on the feature fusion of spindle acceleration signal.
Int. J. Adv. Manuf. Technol. 2021,
117, 2973–2986.
[Google Scholar]
-
35.
Shao H, Shi X, Li L. Power signal separation in milling process based on wavelet transform and independent component analysis.
Int. J. Mach. Tools Manuf. 2011,
51, 701–710.
[Google Scholar]
-
36.
Franco-Gasca LA, Herrera-Ruiz G, Peniche-Vera R, de Jesús Romero-Troncoso R, Leal-Tafolla W. Sensorless tool failure monitoring system for drilling machines.
Int. J. Mach. Tools Manuf. 2006,
46, 381–386.
[Google Scholar]
-
37.
Peng Y. Empirical model decomposition based time-frequency analysis for the effective detection of tool breakage.
J. Manuf. Sci. Eng. 2006,
128, 154–166.
[Google Scholar]
-
38.
Baek DK, Ko TJ, Kim HS. Real time monitoring of tool breakage in a milling operation using a digital signal processor.
J. Mater. Process. Technol. 2000,
100, 266–272.
[Google Scholar]
-
39.
Hsueh YW, Yang CY. Tool breakage diagnosis in face milling by support vector machine.
J. Mater. Process. Technol. 2009,
209, 145–152.
[Google Scholar]
-
40.
Brito LC, da Silva MB, Duarte MAV. Identification of cutting tool wear condition in turning using self-organizing map trained with imbalanced data.
J. Intell. Manuf. 2021,
32, 127–140.
[Google Scholar]
-
41.
Kannatey-Asibu E, Yum J, Kim TH. Monitoring tool wear using classifier fusion.
Mech. Syst. Sig. Process. 2017,
85, 651–661.
[Google Scholar]
-
42.
Li G, Wang Y, He J, Hao Q, Yang H, Wei J. Tool wear state recognition based on gradient boosting decision tree and hybrid classification RBM.
Int. J. Adv. Manuf. Technol. 2020,
110, 511–522.
[Google Scholar]
-
43.
Painuli S, Elangovan M, Sugumaran V. Tool condition monitoring using K-star algorithm.
Expert Syst. Appl. 2014,
41, 2638–2643.
[Google Scholar]
-
44.
He Z, Shi T, Xuan J, Li T. Research on tool wear prediction based on temperature signals and deep learning.
Wear 2021,
478, 203902.
[Google Scholar]
-
45.
Li X, Liu X, Yue C, Liu S, Zhang B, Li R, et al. A data-driven approach for tool wear recognition and quantitative prediction based on radar map feature fusion.
Measurement 2021,
185, 110072.
[Google Scholar]
-
46.
Wang J, Li Y, Zhao R, Gao RX. Physics guided neural network for machining tool wear prediction.
J. Manuf. Syst. 2020,
57, 298–310.
[Google Scholar]
-
47.
Wang J, Yan J, Li C, Gao RX, Zhao R. Deep heterogeneous GRU model for predictive analytics in intelligent manufacturing: Application to tool wear prediction.
Comput. Ind. 2019,
111, 1–14.
[Google Scholar]
-
48.
Xu W, Miao H, Zhao Z, Liu J, Sun C, Yan R. Multi-scale convolutional gated recurrent unit networks for tool wear prediction in intelligent manufacturing.
Chin. J. Mech. Eng. 2021,
34, 53.
[Google Scholar]
-
49.
An Q, Tao Z, Xu X, El Mansori M, Chen M. A data-driven model for milling tool remaining useful life prediction with convolutional and stacked LSTM network.
Measurement 2020,
154, 107461.
[Google Scholar]
-
50.
Liu M, Yao X, Zhang J, Chen W, Jing X, Wang K. Multi-sensor data fusion for remaining useful life prediction of machining tools by IABC-BPNN in dry milling operations.
Sensors 2020,
20, 4657.
[Google Scholar]
-
51.
Wu J, Su Y, Cheng Y, Shao X, Deng C, Liu C. Multi-sensor information fusion for remaining useful life prediction of machining tools by adaptive network based fuzzy inference system.
Appl. Soft Comput. 2018,
68, 13–23.
[Google Scholar]
-
52.
Zhou JT, Zhao X, Gao J. Tool remaining useful life prediction method based on LSTM under variable working conditions.
Int. J. Adv. Manuf. Technol. 2019,
104, 4715–4726.
[Google Scholar]
-
53.
Byrne G, Dornfeld D, Inasaki I, Ketteler G, König W, Teti R. Tool condition monitoring (TCM)—the status of research and industrial application.
CIRP Ann. 1995,
44, 541–567.
[Google Scholar]
-
54.
Kurada S, Bradley C. A review of machine vision sensors for tool condition monitoring.
Comput. Ind. 1997,
34, 55–72.
[Google Scholar]
-
55.
Teti R, Jemielniak K, O’Donnell G, Dornfeld D. Advanced monitoring of machining operations.
CIRP Ann. 2010,
59, 717–739.
[Google Scholar]
-
56.
Teti R, Mourtzis D, D’Addona DM, Caggiano A. Process monitoring of machining.
CIRP Ann. 2022,
71, 529–552.
[Google Scholar]
-
57.
Sick B. On-line and indirect tool wear monitoring in turning with artificial neural networks: a review of more than a decade of research.
Mech. Syst. Sig. Process. 2002,
16, 487–546.
[Google Scholar]
-
58.
Wong SY, Chuah JH, Yap HJ. Technical data-driven tool condition monitoring challenges for CNC milling: a review.
Int. J. Adv. Manuf. Technol. 2020,
107, 4837–4857.
[Google Scholar]
-
59.
Sayyad S, Kumar S, Bongale A, Kamat P, Patil S, Kotecha K. Data-driven remaining useful life estimation for milling process: sensors, algorithms, datasets, and future directions.
IEEE Access 2021,
9, 110255–110286.
[Google Scholar]
-
60.
Zhu D, Zhang X, Ding H. Tool wear characteristics in machining of nickel-based superalloys.
Int. J. Mach. Tools Manuf. 2013,
64, 60–77.
[Google Scholar]
-
61.
Sun S, Brandt M, Dargusch MS. Characteristics of cutting forces and chip formation in machining of titanium alloys.
Int. J. Mach. Tools Manuf. 2009,
49, 561–568.
[Google Scholar]
-
62.
Ozturk E, Ozkirimli O, Gibbons T, Saibi M, Turner S. Prediction of effect of helix angle on cutting force coefficients for design of new tools.
CIRP Ann. 2016,
65, 125–128.
[Google Scholar]
-
63.
Albrecht A, Park SS, Altintas Y, Pritschow G. High frequency bandwidth cutting force measurement in milling using capacitance displacement sensors.
Int. J. Mach. Tools Manuf. 2005,
45, 993–1008.
[Google Scholar]
-
64.
Jun MB, Ozdoganlar OB, DeVor RE, Kapoor SG, Kirchheim A, Schaffner G. Evaluation of a spindle-based force sensor for monitoring and fault diagnosis of machining operations.
Int. J. Mach. Tools Manuf. 2002,
42, 741–751.
[Google Scholar]
-
65.
Zhao Y, Zhao Y, Liang S, Zhou G. A high performance sensor for triaxial cutting force measurement in turning.
Sensors 2015,
15, 7969–7984.
[Google Scholar]
-
66.
Shaw MC, Cookson JO. Metal Cutting Principles; Oxford University Press: New York, NY, USA, 2005.
-
67.
Rizal M, Ghani JA, Nuawi MZ, Haron CHC. Development and testing of an integrated rotating dynamometer on tool holder for milling process.
Mech. Syst. Sig. Process. 2015,
52, 559–576.
[Google Scholar]
-
68.
Xiao C, Ding H, Cheng K, Chen S. Design of an innovative intelligent turning tool with application to real-time cutting force measurement.
Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015,
229, 563–568.
[Google Scholar]
-
69.
Totis G, Sortino M. Development of a modular dynamometer for triaxial cutting force measurement in turning.
Int. J. Mach. Tools Manuf. 2011,
51, 34–42.
[Google Scholar]
-
70.
Kim JH, Chang HK, Han DC, Jang DY, Oh SI. Cutting force estimation by measuring spindle displacement in milling process.
CIRP Ann. 2005,
54, 67–70.
[Google Scholar]
-
71.
Ma L, Melkote SN, Castle JB. PVDF sensor-based monitoring of milling torque.
Int. J. Adv. Manuf. Technol. 2014,
70, 1603–1614.
[Google Scholar]
-
72.
Stoney R, O’Donnell GE, Geraghty D. Dynamic wireless passive strain measurement in CNC turning using surface acoustic wave sensors.
Int. J. Adv. Manuf. Technol. 2013,
69, 1421–1430.
[Google Scholar]
-
73.
Gierlak P, Burghardt A, Szybicki D, Szuster M, Muszyńska M. On-line manipulator tool condition monitoring based on vibration analysis.
Mech. Syst. Sig. Process. 2017,
89, 14–26.
[Google Scholar]
-
74.
Plaza EG, López PN. Surface roughness monitoring by singular spectrum analysis of vibration signals.
Mech. Syst. Sig. Process. 2017,
84, 516–530.
[Google Scholar]
-
75.
Chen Y, Li H, Hou L, Wang J, Bu X. An intelligent chatter detection method based on EEMD and feature selection with multi-channel vibration signals.
Measurement 2018,
127, 356–365.
[Google Scholar]
-
76.
Liu H, Tang S, He S, Li B, Mao X, Peng F. A method of measuring tool tip vibration in turning operations.
Int. J. Adv. Manuf. Technol. 2016,
85, 1325–1337.
[Google Scholar]
-
77.
Chung TK, Yeh PC, Lee H, Lin CM, Tseng CY, Lo WT, et al. An attachable electromagnetic energy harvester driven wireless sensing system demonstrating milling-processes and cutter-wear/breakage-condition monitoring.
Sensors 2016,
16, 269.
[Google Scholar]
-
78.
Xie Z, Li J, Lu Y. An integrated wireless vibration sensing tool holder for milling tool condition monitoring.
Int. J. Adv. Manuf. Technol. 2018,
95, 2885–2896.
[Google Scholar]
-
79.
Bleicher F, Schörghofer P, Habersohn C. In-process control with a sensory tool holder to avoid chatter.
J. Mach. Eng. 2018,
18, 16–27.
[Google Scholar]
-
80.
Guo K, Zhao Y, Zan Z, Sun J. Development and testing of a wireless rotating triaxial vibration measuring tool holder system for milling process.
Measurement 2020,
163, 108034.
[Google Scholar]
-
81.
Zhang P, Gao D, Lu Y, Ma Z, Wang X, Song X. Cutting tool wear monitoring based on a smart toolholder with embedded force and vibration sensors and an improved residual network.
Measurement 2022,
199, 111520.
[Google Scholar]
-
82.
Basti A, Obikawa T, Shinozuka J. Tools with built-in thin film thermocouple sensors for monitoring cutting temperature.
Int. J. Mach. Tools Manuf. 2007,
47, 793–798.
[Google Scholar]
-
83.
Cui Y, Zhang B, Ding W, Yan C, Liu Y. Research on the cutting tool with intelligent transient temperature measuring system.
J. Mech. Eng. 2017,
53, 174–180.
[Google Scholar]
-
84.
Huang S, Tao B, Li J, Fan Y, Yin Z. Estimation of the time and space-dependent heat flux distribution at the tool-chip interface during turning using an inverse method and thin film thermocouples measurement.
Int. J. Adv. Manuf. Technol. 2018,
99, 1531–1543.
[Google Scholar]
-
85.
Wright PK, Dornfeld D, Hillaire RG, Ota NK. A Wireless Sensor for Tool Temperature Measurement and Its Integration within a Manufacturing System; Laboratory for Manufacturing and Sustainability, UC Berkeley: Berkeley, CA, USA, 2006.
-
86.
Kerrigan K, Thil J, Hewison R, O’Donnell GE. An integrated telemetric thermocouple sensor for process monitoring of CFRP milling operations.
Procedia CIRP 2012,
1, 449–454.
[Google Scholar]
-
87.
Yaldız S, Ünsaçar F, Sağlam H, Işık H. Design, development and testing of a four-component milling dynamometer for the measurement of cutting force and torque.
Mech. Syst. Sig. Process. 2007,
21, 1499–1511.
[Google Scholar]
-
88.
Yaldız S, Ünsaçar F. A dynamometer design for measurement the cutting forces on turning.
Measurement 2006,
39, 80–89.
[Google Scholar]
-
89.
Suprock CA, Nichols JS. A low cost wireless high bandwidth transmitter for sensor-integrated metal cutting tools and process monitoring.
Int. J. Mechatron. Manuf. Syst. 2009,
2, 441–454.
[Google Scholar]
-
90.
Rizal M, Ghani JA, Nuawi MZ, Haron CHC. An embedded multi-sensor system on the rotating dynamometer for real-time condition monitoring in milling.
Int. J. Adv. Manuf. Technol. 2018,
95, 811–823.
[Google Scholar]
-
91.
Zhao Y, Zhao Y, Wang C, Liang S, Cheng R, Qin Y, et al. Design and development of a cutting force sensor based on semi-conductive strain gauge.
Sensors Actuators A Phys. 2016,
237, 119–127.
[Google Scholar]
-
92.
Zhao Y, Xiaohui GE, Zhao Y. Research on high precision dynamic cutting force self-perception intelligent tool.
J. Mech. Eng. 2019,
55, 178–185.
[Google Scholar]
-
93.
Qin Y, Zhao Y, Li Y, Zhao Y, Wang P. A high performance torque sensor for milling based on a piezoresistive MEMS strain gauge.
Sensors 2016,
16, 513.
[Google Scholar]
-
94.
Qin Y, Zhao Y, Li Y, Zhao Y, Wang P. A novel dynamometer for monitoring milling process.
Int. J. Adv. Manuf. Technol. 2017,
92, 2535–2543.
[Google Scholar]
-
95.
Zhang P, Gao D, Lu Y, Wang F, Liao Z. A novel intelligent toolholder with embedded force sensors for milling operations.
Mech. Syst. Sig. Process. 2022,
175, 109130.
[Google Scholar]
-
96.
Chen YL, Chen F, Li Z, Zhang Y, Ju B, Lin H. Three-axial cutting force measurement in micro/nano-cutting by utilizing a fast tool servo with a smart tool holder.
CIRP Ann. 2021,
70, 33–36.
[Google Scholar]
-
97.
Ma L, Melkote SN, Morehouse JB, Castle JB, Fonda JW, Johnson MA. Thin-film PVDF sensor-based monitoring of cutting forces in peripheral end milling.
J. Dyn. Sys. Meas. Control 2012,
134, 051014.
[Google Scholar]
-
98.
Chen X, Cheng K, Wang C. Design of a smart turning tool with application to in-process cutting force measurement in ultraprecision and micro cutting.
Manuf. Lett. 2014,
2, 112–117.
[Google Scholar]
-
99.
Xie Z, Lu Y, Li J. Development and testing of an integrated intelligent tool holder for four-component cutting force measurement.
Mech. Syst. Sig. Process. 2017,
93, 225–240.
[Google Scholar]
-
100.
Stoney R, Donohoe B, Geraghty D, O’Donnell GE. The development of surface acoustic wave sensors (SAWs) for process monitoring.
Procedia CIRP 2012,
1, 569–574.
[Google Scholar]
-
101.
Wang C, Cheng K, Chen X, Minton T, Rakowski R. Design of an instrumented intelligent cutting tool and its implementation and application perspectives.
Intell. Mater. Struct. 2014,
23, 035019.
[Google Scholar]
-
102.
Tognazzi F, Porta M, Failli F, Dini G. A preliminary study on a torque sensor for tool condition monitoring in milling. In AMST’05 Advanced Manufacturing Systems and Technology; Springer: Vienna, Austria, 2005.
-
103.
Dini G, Tognazzi F. Tool condition monitoring in end milling using a torque-based sensorized toolholder.
Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007,
221, 11–23.
[Google Scholar]
-
104.
Totis G, Wirtz G, Sortino M, Veselovac D, Kuljanic E, Klocke F. Development of a dynamometer for measuring individual cutting edge forces in face milling.
Mech. Syst. Sig. Process. 2010,
24, 1844–1857.
[Google Scholar]
-
105.
Wu F, Li Y, Guo B, Zhang P. The design of force measuring tool holder system based on wireless transmission.
IEEE Access 2018,
6, 38556–38566.
[Google Scholar]
-
106.
Schuster A, Rentzsch H, Ihlenfeldt S. Energy self-sufficient, multi-sensory tool holder for sensitive monitoring of milling processes.
Procedia CIRP 2023,
117, 80–85.
[Google Scholar]
-
107.
Suprock CA, Fussell BK, Hassan RZ, Jerard RB. A low cost wireless tool tip vibration sensor for milling. In Proceedings of the ASME 2008 International Manufacturing Science and Engineering Conference, Evanston, IL, USA, 7–10 October 2008; pp. 465–474.
-
108.
Matsuda R, Shindou M, Furuki T, Hirogaki T, Aoyama E. Monitoring Method of Process Temperature and Vibration of Rotating Machining Tool with a Wireless Communication Holder System.
Mater. Sci. Forum 2016,
874, 519–524.
[Google Scholar]
-
109.
Ramsauer C, Bleicher F. New method for determining single cutting edge breakage of a multi-tooth milling tool based on acceleration measurements of an instrumented tool holder.
J. Mach. Eng. 2021,
21, 67–77.
[Google Scholar]
-
110.
Guo K, Sun J. An integrated wireless vibration sensing tool holder for milling tool condition monitoring with singularity analysis.
Measurement 2021,
174, 109038.
[Google Scholar]
-
111.
Kerrigan K, O’Donnell GE. Temperature measurement in CFRP milling using a wireless tool-integrated process monitoring sensor.
Int. J. Autom. Technol. 2013,
7, 742–750.
[Google Scholar]
-
112.
Le Coz G, Marinescu M, Devillez A, Dudzinski D, Velnom L. Measuring temperature of rotating cutting tools: Application to MQL drilling and dry milling of aerospace alloys.
Appl. Therm. Eng. 2012,
36, 434–441.
[Google Scholar]
-
113.
Rizal M, Ghani JA, Nuawi MZ, Haron CHC. A wireless system and embedded sensors on spindle rotating tool for condition monitoring.
Adv. Sci. Lett. 2014,
20, 1829–1832.
[Google Scholar]
-
114.
Guha A, Li H, Sun Z, Ma C, Werschmoeller D, Li X. Wireless acquisition of temperature data from embedded thin film sensors in cutting insert.
J. Manuf. Processes 2012,
14, 360–365.
[Google Scholar]
-
115.
Campidelli AF, Lima HV, Abrão AM, Maia AA. Development of a wireless system for milling temperature monitoring.
Int. J. Adv. Manuf. Technol. 2019,
104, 1551–1560.
[Google Scholar]
-
116.
Mikołajczyk T, Nowicki K, Kłodowski A, Pimenov DY. Neural network approach for automatic image analysis of cutting edge wear.
Mech. Syst. Sig. Process. 2017,
88, 100–110.
[Google Scholar]
-
117.
Mikołajczyk T, Nowicki K, Bustillo A, Pimenov DY. Predicting tool life in turning operations using neural networks and image processing.
Mech. Syst. Sig. Process. 2018,
104, 503–513.
[Google Scholar]
-
118.
Zhou Y, Sun B, Sun W. A tool condition monitoring method based on two-layer angle kernel extreme learning machine and binary differential evolution for milling.
Measurement 2020,
166, 108186.
[Google Scholar]
-
119.
Pimenov DY, Bustillo A, Wojciechowski S, Sharma VS, Gupta MK, Kuntoğlu M. Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review.
J. Intell. Manuf. 2023,
34, 2079–2121.
[Google Scholar]
-
120.
Korkmaz ME, Gupta MK, Li Z, Krolczyk GM, Kuntoğlu M, Binali R, et al. Indirect monitoring of machining characteristics via advanced sensor systems: A critical review.
Int. J. Adv. Manuf. Technol. 2022,
120, 7043–7078.
[Google Scholar]
-
121.
Mohamed A, Hassan M, M’Saoubi R, Attia H. Tool condition monitoring for high-performance machining systems—A review.
Sensors 2022,
22, 2206.
[Google Scholar]
-
122.
Lei Y, Li N, Guo L, Li N, Yan T, Lin J. Machinery health prognostics: A systematic review from data acquisition to RUL prediction.
Mech. Syst. Sig. Process. 2018,
104, 799–834.
[Google Scholar]
-
123.
Kong D, Chen Y, Li N. Gaussian process regression for tool wear prediction.
Mech. Syst. Sig. Process. 2018,
104, 556–574.
[Google Scholar]
-
124.
Xie Z, Li J, Lu Y. Feature selection and a method to improve the performance of tool condition monitoring.
Int. J. Adv. Manuf. Technol. 2019,
100, 3197–3206.
[Google Scholar]
-
125.
Guo K, Yang B, Wang H, Sun J, Lu L. Singularity analysis of cutting force and vibration for tool condition monitoring in milling.
IEEE Access 2019,
7, 134113–134124.
[Google Scholar]
-
126.
Yang B, Guo K, Liu J, Sun J, Song G, Zhu S, et al. Vibration singularity analysis for milling tool condition monitoring.
Int. J. Mech. Sci. 2020,
166, 105254.
[Google Scholar]
-
127.
Xie Z, Lu Y, Chen X. A multi-sensor integrated intelligent tool holder for cutting process monitoring.
Int. J. Adv. Manuf. Technol. 2020,
110, 853–864.
[Google Scholar]
-
128.
Bleicher F, Ramsauer CM, Oswald R, Leder N, Schoerghofer P. Method for determining edge chipping in milling based on tool holder vibration measurements.
CIRP Ann. 2020,
69, 101–104.
[Google Scholar]
-
129.
Gent S, Gert O, Schörghofer P, Ramsauer CM, Bleicher F, Leder N, et al. Maintenance interval monitoring and cutting edge breakout detection using an instrumented tool. In Proceedings of the 2022 IEEE 27th International Conference on Emerging Technologies and Factory Automation (ETFA), Stuttgart, Germany, 6–9 September 2022.
-
130.
Öztürk T, Sarıkaya E, Weigold M. Sensor-integrated tap holder for process uncertainty detection based on tool vibration and axial length compensation sensors.
Int. J. Adv. Manuf. Technol. 2021,
117, 1905–1914.
[Google Scholar]
-
131.
Letot C, Serra R, Dossevi M, Dehombreux P. Cutting tools reliability and residual life prediction from degradation indicators in turning process: A case study involving four approaches.
Int. J. Adv. Manuf. Technol. 2016,
86, 495–506.
[Google Scholar]
-
132.
Xu L, Huang C, Li C, Wang J, Liu H, Wang X. Estimation of tool wear and optimization of cutting parameters based on novel ANFIS-PSO method toward intelligent machining.
J. Intell. Manuf. 2021,
32, 77–90.
[Google Scholar]
-
133.
McParland D, Baron S, O’Rourke S, Dowling D, Ahearne E, Parnell A. Prediction of tool-wear in turning of medical grade cobalt chromium molybdenum alloy (ASTM F75) using non-parametric Bayesian models.
J. Intell. Manuf. 2019,
30, 1259–1270.
[Google Scholar]
-
134.
Javed K, Gouriveau R, Li X, Zerhouni N. Tool wear monitoring and prognostics challenges: a comparison of connectionist methods toward an adaptive ensemble model.
J. Intell. Manuf. 2018,
29, 1873–1890.
[Google Scholar]
-
135.
Li H, Wang W, Li Z, Dong L, Li Q. A novel approach for predicting tool remaining useful life using limited data.
Mech. Syst. Sig. Process. 2020,
143, 106832.
[Google Scholar]
-
136.
Twardowski P, Wiciak-Pikuła M. Prediction of tool wear using artificial neural networks during turning of hardened steel.
Materials 2019,
12, 3091.
[Google Scholar]
-
137.
Zhang C, Yao X, Zhang J, Jin H. Tool condition monitoring and remaining useful life prognostic based on a wireless sensor in dry milling operations.
Sensors 2016,
16, 795.
[Google Scholar]
-
138.
Chen N, Hao B, Guo Y, Li L, Khan MA, He N. Research on tool wear monitoring in drilling process based on APSO-LS-SVM approach.
Int. J. Adv. Manuf. Technol. 2020,
108, 2091–2101.
[Google Scholar]
-
139.
Wang P, Gao RX. Adaptive resampling-based particle filtering for tool life prediction.
J. Manuf. Syst. 2015,
37, 528–534.
[Google Scholar]
-
140.
Hui Y, Mei X, Jiang G, Tao T, Pei C, Ma Z. Milling tool wear state recognition by vibration signal using a stacked generalization ensemble model.
Shock Vibr. 2019,
2019, 1–16.
[Google Scholar]
-
141.
Liao X, Zhou G, Zhang Z, Lu J, Ma J. Tool wear state recognition based on GWO–SVM with feature selection of genetic algorithm.
Int. J. Adv. Manuf. Technol. 2019,
104, 1051–1063.
[Google Scholar]
-
142.
Zhang B, Shin YC. A multimodal intelligent monitoring system for turning processes.
J. Manuf. Processes 2018,
35, 547–558.
[Google Scholar]
-
143.
Olufayo O, Abou-El-Hossein K. Tool life estimation based on acoustic emission monitoring in end-milling of H13 mould-steel.
Int. J. Adv. Manuf. Technol. 2015,
81, 39–51.
[Google Scholar]
-
144.
Caggiano A. Tool wear prediction in Ti-6Al-4V machining through multiple sensor monitoring and PCA features pattern recognition.
Sensors 2018,
18, 823.
[Google Scholar]
-
145.
Ferreira FI, de Aguiar PR, Lopes WN, Martins CHR, Ruzzi RDS, Bianchi EC, et al. Inferential measurement of the dresser width for the grinding process automation.
Int. J. Adv. Manuf. Technol. 2019,
100, 3055–3066.
[Google Scholar]
-
146.
Sun H, Cao D, Zhao Z, Kang X. A hybrid approach to cutting tool remaining useful life prediction based on the Wiener process.
IEEE Transact. Reliab. 2018,
67, 1294–1303.
[Google Scholar]
-
147.
Chen Y, Jin Y, Jiri G. Predicting tool wear with multi-sensor data using deep belief networks.
Int. J. Adv. Manuf. Technol. 2018,
99, 1917–1926.
[Google Scholar]
-
148.
Krishnakumar P, Rameshkumar K, Ramachandran KI. Acoustic emission-based tool condition classification in a precision high-speed machining of titanium alloy: a machine learning approach.
Int. J. Comput. Intell. Appl. 2018,
17, 1850017.
[Google Scholar]
-
149.
Pandiyan V, Caesarendra W, Tjahjowidodo T, Tan HH. In-process tool condition monitoring in compliant abrasive belt grinding process using support vector machine and genetic algorithm.
J. Manuf. Processes 2018,
31, 199–213.
[Google Scholar]
-
150.
Nakai ME, Aguiar PR, Guillardi H Jr, Bianchi EC, Spatti DH, D’Addona DM. Evaluation of neural models applied to the estimation of tool wear in the grinding of advanced ceramics.
Expert Syst. Appl. 2015,
42, 7026–7035.
[Google Scholar]
-
151.
da Silva RHL, da Silva MB, Hassui A. A probabilistic neural network applied in monitoring tool wear in the end milling operation via acoustic emission and cutting power signals.
Mach. Sci. Technol. 2016,
20, 386–405.
[Google Scholar]
-
152.
Drouillet C, Karandikar J, Nath C, Journeaux AC, El Mansori M, Kurfess T. Tool life predictions in milling using spindle power with the neural network technique.
J. Manuf. Processes 2016,
22, 161–168.
[Google Scholar]
-
153.
Corne R, Nath C, El Mansori M, Kurfess T. Study of spindle power data with neural network for predicting real-time tool wear/breakage during inconel drilling.
J. Manuf. Syst. 2017,
43, 287–295.
[Google Scholar]
-
154.
Sahu NK, Andhare AB. Modelling and multiobjective optimization for productivity improvement in high speed milling of Ti–6Al–4V using RSM and GA.
J. Braz. Soc. Mech. Sci. Eng. 2017,
39, 5069–5085.
[Google Scholar]
-
155.
Pimenov DY, Bustillo A, Mikolajczyk T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth.
J. Intell. Manuf. 2018,
29, 1045–1061.
[Google Scholar]
-
156.
Bustillo A, Reis R, Machado AR, Pimenov DY. Improving the accuracy of machine-learning models with data from machine test repetitions.
J. Intell. Manuf. 2022,
33, 203–221.
[Google Scholar]
-
157.
Xu L, Huang C, Li C, Wang J, Liu H, Wang X. A novel intelligent reasoning system to estimate energy consumption and optimize cutting parameters toward sustainable machining.
J. Clean. Prod. 2020,
261, 121160.
[Google Scholar]
-
158.
Niaki FA, Feng L, Ulutan D, Mears L. A wavelet-based data-driven modelling for tool wear assessment of difficult to machine materials.
Int. J. Mechatron. Manuf. Syst. 2016,
9, 97–121.
[Google Scholar]
-
159.
Akhavan Niaki F, Ulutan D, Mears L. Parameter inference under uncertainty in end-milling γ′-strengthened difficult-to-machine alloy.
J. Manuf. Sci. Eng. 2016,
138, 061014.
[Google Scholar]
-
160.
Mia M, Khan MA, Dhar NR. Performance prediction of high-pressure coolant assisted turning of Ti-6Al-4V.
Int. J. Adv. Manuf. Technol. 2017,
90, 1433–1445.
[Google Scholar]