Found 4 results
Open Access
Article
26 February 2025Life Cycle Assessment of Tensile Specimens of Stainless Steel Obtained by Additive Manufacturing versus Conventional Manufacturing
Life Cycle Assessment (LCA) of additive manufacturing (AM) evaluates the environmental impacts associated with each stage of the process, from raw material extraction to end-of-life disposal. Unlike conventional manufacturing, AM offers significant advantages, such as reduced material waste, optimized designs for lightweight structures, and localized production, which can decrease transportation emissions. However, its environmental benefits are context-dependent, as energy-intensive processes like laser powder bed fusion or high reliance on specific materials can offset these gains. LCA provides a comprehensive framework to assess these trade-offs, guiding sustainable decision-making by identifying hotspots in energy use, material efficiency, and recyclability, ultimately driving innovation towards greener AM practices. This research conducted a cradle-to-gate study of a cylindrical dog-bone tensile specimen. The life-cycle inventory data were obtained from Ecoinvent for conventional manufacturing, while data from the literature review and our research were employed for laser-based powder bed fusion. The results obtained show that the additive manufacturing process is more environmentally friendly. Although the environmental impact is minor, this process consumes a large amount of energy, mainly due to the atomization process and the high laser power. Regarding the mechanical response, AM reduced the ductility but increased the yield strength and achieved the same fracture strength.
Open Access
Article
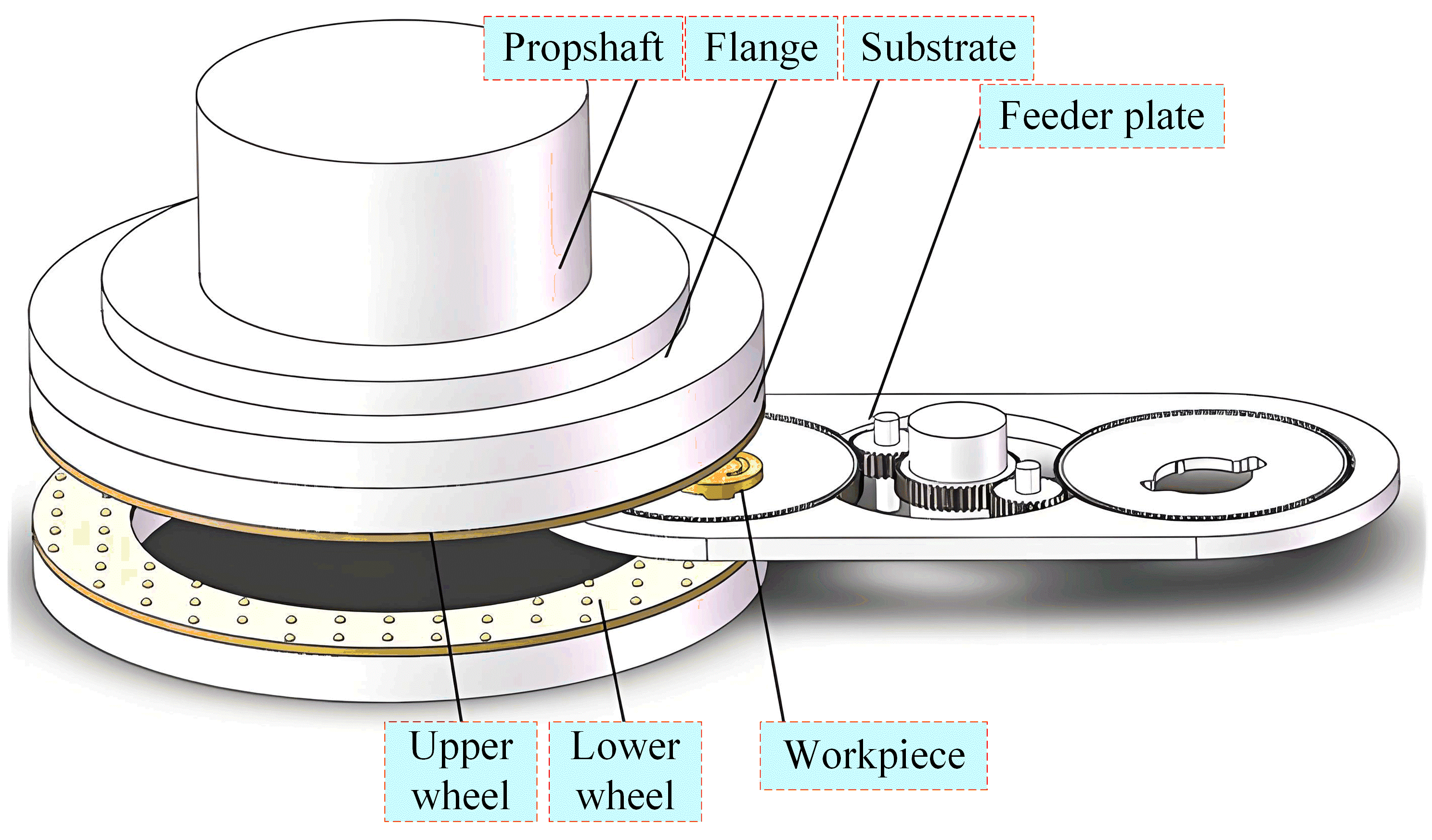
25 February 2025Thermal Characterization Study of Double End Face Grinding Powder Metallurgy Stainless Steel 316L
Double end face grinding machining is a highly efficient surface grinding technique. And grinding temperature is an important factor affecting the surface quality of workpieces. However, it is difficult to monitor the surface temperature of the workpiece in real time because of the covered contact between the grinding wheel and the upper and lower surfaces of the workpiece during the machining process. This paper aims to conduct a mechanistic analysis and experimental investigation of the machining process to address this challenge. Initially, the paper conducts an analysis of the kinematic mechanism, modal analysis, and the grinding force mechanism specific to the double end face grinding process. Afterwards, the mechanisms leading to the generation of grinding heat and the associated heat transfer mechanisms are explored in depth. The paper then proceeds to solve the instantaneous temperature field during double end face grinding by the finite element method (FEM). Furthermore, the micro and macro profile heights of the machined workpiece surfaces are measured and analyzed. The results show that the machined workpiece surface shows a high center and low edge. This is due to the fact that the temperature at the edge of the workpiece is higher than the center during machining, resulting in more material removal. Through these investigations, the study is able to determine the optimal process parameters for the machining process. This in turn improves machining efficiency and product conformity. And these findings not only guide practical production processes but also provide a foundation for future theoretical research in this area.
Open Access
Article
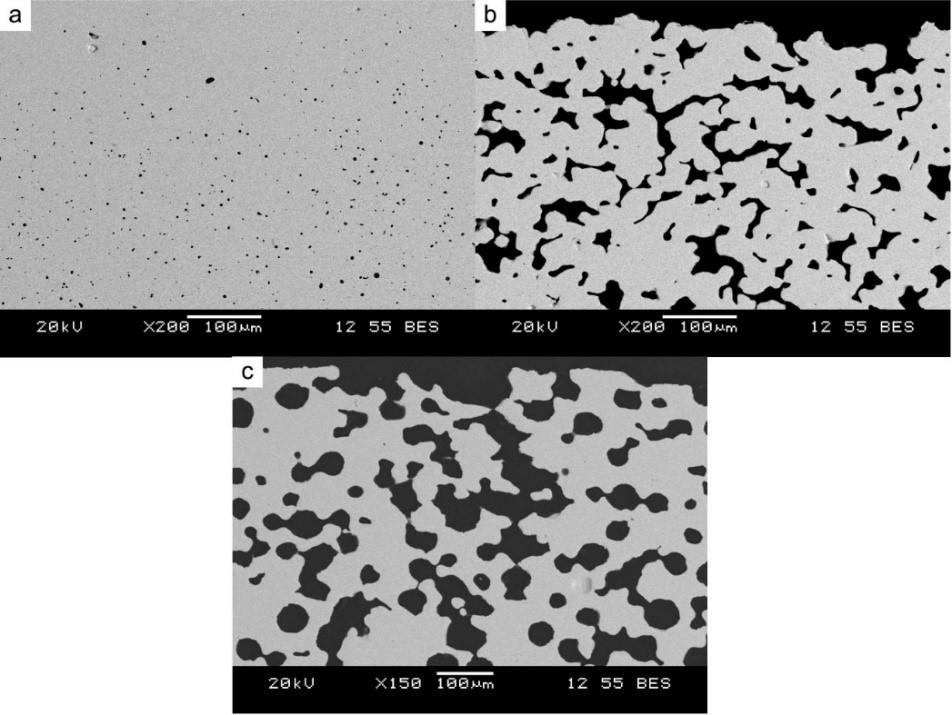
31 December 2024Porous 430L Stainless Steel as a Support Layer for Planar
Solid Oxide Cells: Effect of Porosity on Mechanical Properties
Porous 430L stainless steel
components fabricated via tape casting underwent mechanical testing for
potential in-vehicle application as mechanical supports of solid oxide cells.
Tests included three-point bending up to 5% strain to assess flexural strength,
yield strength, Young’s modulus, indentation hardness, and microstructural
characterization. This study aimed to establish the relationship between pore
former size and volume fraction and the resulting yield strength. It also
compared sintered material without pore former, focusing on the influence of a
wide range of porosity of up to 46.5%. The materials exhibited an inverse
relationship for Young’s modulus, hardness and yield strength as a function of
porosity. The lowest flexural yield strength obtained was approximately 120 MPa
at the highest porosity of 46.5%, meeting the requirement of 59 MPa for the
bipolar plates of existing proton-exchange membrane fuel cells.
Open Access
Article
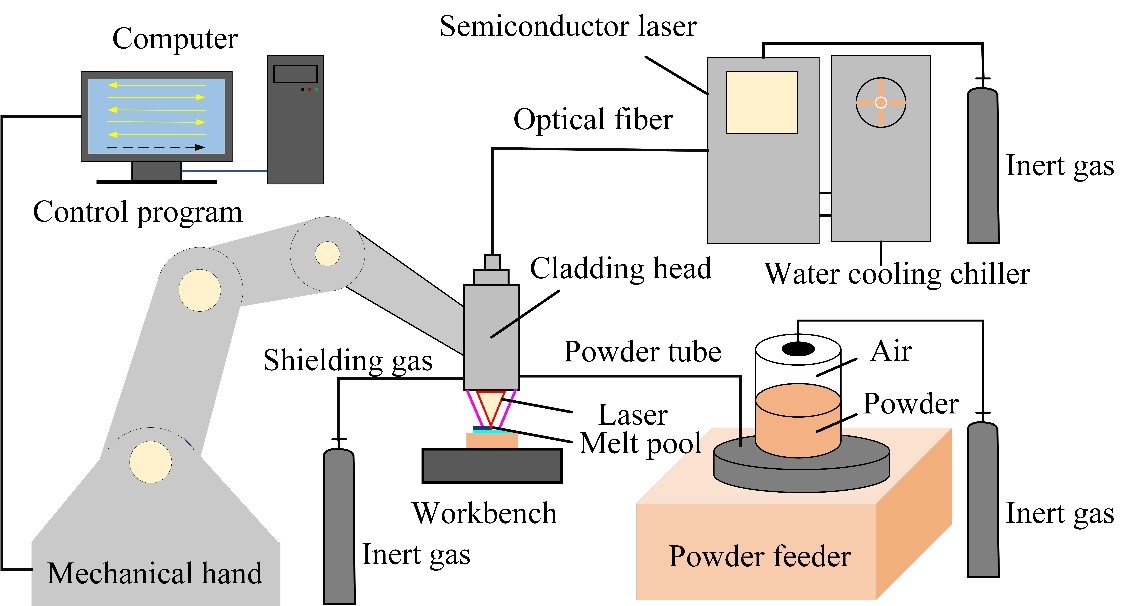
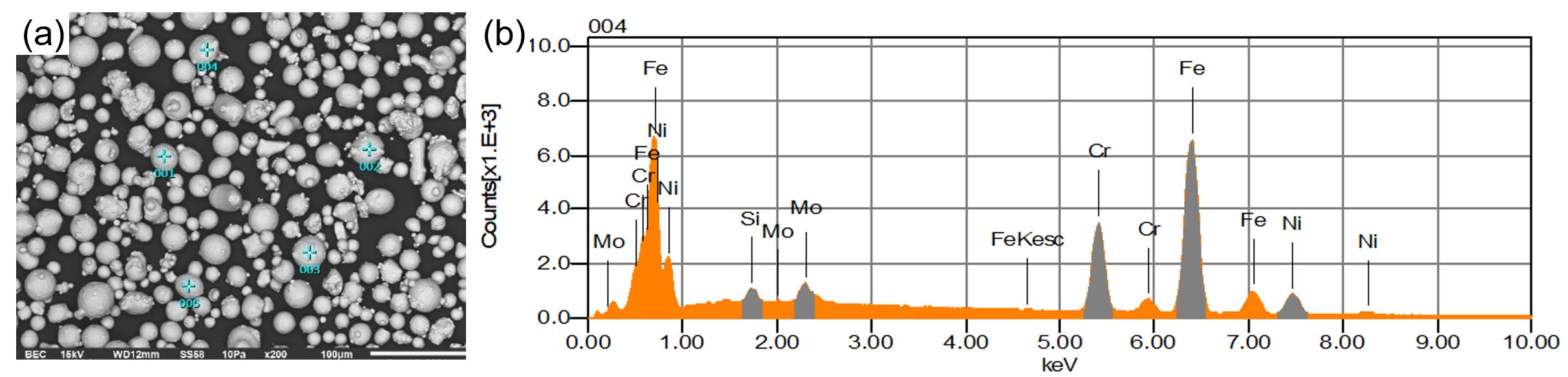
28 August 2024Metallurgical Characteristics of 316L Stainless Steel by Laser Additive Manufacturing
Laser Additive Manufacturing (LAM), an avant-garde technology in manufacturing, harnesses the precision of laser energy to fabricate intricate parts through the meticulous process of melting and subsequently depositing layers of metal powders. Among the esteemed materials employed, 316L stainless steel (316L SS) stands out for its unparalleled corrosion resistance, exceptional high-temperature tolerance, and remarkable creep strength, making it a ubiquitous choice in the aerospace, medical, and nuclear power sectors. LAM has distinguished itself in the fabrication of intricate 316L SS components, yet enhancing the metallurgical bonding strength within these structures remains a pivotal area of ongoing research. This research endeavor delves into the intricate microstructure and mechanical properties that characterize the interface between the LAM-produced 316L SS cladding layer and its substrate, further investigating how varying laser energy densities (E) subtly influence these properties within the additive manufactured components. Remarkably, the interface region exhibits a tensile strength of 615.1 MPa, surpassing that of both the deposited layer and the substrate by 5.4% and 7.4% respectively, underscoring a robust bond between the two layers. This investigation not only sheds light on the unique process capabilities and performance merits of LAM in crafting 316L SS cladding layers but also pioneers novel approaches and conceptual frameworks for bolstering the metallurgical bonding strength of this esteemed material. As such, it constitutes a treasure trove of insights for subsequent research endeavors and practical applications across related disciplines.